Diretrizes de segurança para operadores de prensa dobradeira (regulamentos)
Os operadores de prensa dobradeira desempenham um papel crucial na formação do mundo ao nosso redor, mas seu trabalho não é isento de riscos. Neste artigo, exploraremos dicas de segurança essenciais de especialistas do setor para ajudar a manter esses profissionais qualificados fora de perigo enquanto fabricam os componentes que tornam nossas vidas melhores.
Importância da segurança do operador de prensa dobradeira
A segurança dos operadores de prensa dobradeira é fundamental devido à proximidade com a máquina e ao manuseio direto de chapas metálicas. Minimizar a exposição a possíveis lesões é fundamental para manter um ambiente de trabalho seguro.
As prensas dobradeiras modernas incorporam sistemas de segurança avançados, incluindo proteções fotoelétricas fixas e sistemas de proteção a laser. Essas tecnologias são projetadas para evitar incidentes de esmagamento de dedos entre a chapa metálica e a ponta do punção. É imperativo que esses dispositivos de segurança permaneçam ativos o tempo todo durante a operação.
No entanto, os operadores devem exercer maior vigilância durante fases específicas de trabalho, quando os dispositivos de segurança podem não parar automaticamente a prensa dobradeira em situações perigosas. Por exemplo:
Durante a configuração da máquina, a prensa dobradeira deve ser travada para evitar a ativação acidental da viga superior por meio do pedal. O feixe superior deve ser mantido em sua posição de centro morto durante todo esse processo.
Ao operar a prensa dobradeira, os operadores devem aderir às técnicas adequadas de manuseio de chapas metálicas. Isso inclui:
Apoiar a peça de trabalho corretamente
Evitar ações que possam impedir a movimentação normal da chapa metálica
Manter o posicionamento adequado das mãos para evitar o aprisionamento dos dedos entre a chapa metálica e a ponta do punção
Além disso, os operadores devem ser treinados em práticas ergonômicas para reduzir a fadiga e manter a consciência situacional durante todo o turno. As auditorias de segurança regulares e as sessões de treinamento de atualização podem ajudar a reforçar as práticas recomendadas e abordar quaisquer preocupações de segurança emergentes.
Ao combinar tecnologias avançadas de segurança com o treinamento e a vigilância adequados do operador, os riscos associados à operação da prensa dobradeira podem ser significativamente reduzidos, garantindo um ambiente de fabricação mais seguro e produtivo.
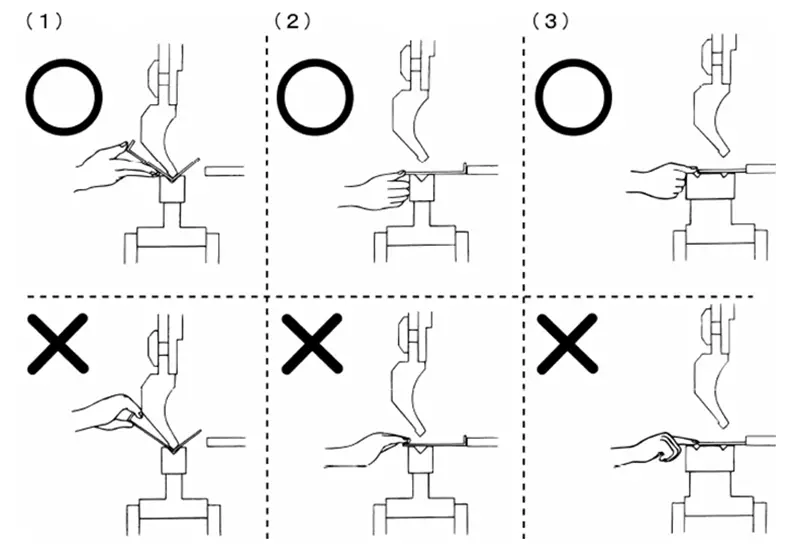
A maneira correta de segurar as peças de trabalho:
Abra o interruptor de energia → Mantenha pressionado o interruptor do pedal para ligar a bomba → Ligue a chave de inicialização → Reinicialização do eixo L → Reinicialização do eixo D → Comissionamento
Primeiro, instale o punção e, em seguida, a matriz. Para alinhá-los, solte os dois parafusos sob o trilho de guia.
Eleve a altura do perfurador primeiro e, em seguida, pise lentamente no pedal para verificar se o molde está concêntrico. Sempre verifique o manômetro para garantir que a pressão não ultrapasse a faixa.
Coleta e posicionamento da peça de trabalho
Não coloque as mãos entre a peça de trabalho dobrada e o molde para evitar prender os dedos. Ao alinhar o molde, mantenha as mãos e qualquer parte do corpo longe do espaço entre o molde superior e o inferior.
Ao dobrar peças grandes, fique atento ao rebote da peça de trabalho, pois isso pode causar ferimentos em seu rosto.
Se a prensa dobradeira estiver sendo operada por duas ou mais pessoas, um dos operadores deve ter controle sobre o interruptor do pedal e operá-lo com cuidado.
Regras de segurança para prensas de freio CNC
Cumprir rigorosamente as normas de segurança da máquina-ferramenta e usar equipamento de proteção individual (EPI) adequado.
Antes da operação, faça uma inspeção abrangente dos componentes elétricos da prensa dobradeira, incluindo o motor, os interruptores, a fiação e o aterramento. Verifique se todos os elementos de controle e botões estão em suas posições corretas.
Garantir o alinhamento adequado e a montagem segura das matrizes superior e inferior. Confirme se os dispositivos de posicionamento atendem às especificações de fabricação.
Reinicie o programa se a placa deslizante superior e os eixos de posição não estiverem em seu estado de origem.
Se ocorrerem sons anormais ou mau funcionamento nos primeiros 1-2 minutos de operação ou após 2-3 movimentos da placa deslizante superior, pare imediatamente a máquina. Retome a operação somente após uma inspeção completa e a confirmação da funcionalidade normal.
Designe um único operador para controlar a prensa dobradeira durante a operação. Estabeleça protocolos de comunicação claros entre o operador e os manipuladores de materiais para garantir que todo o pessoal esteja em posições seguras antes de iniciar as operações de dobra.
Selecione o curso do controle deslizante, as matrizes superior e inferior e a força de dobra apropriados com base na espessura e na geometria da peça de trabalho. Consulte o gráfico de força de dobra localizado na máquina para determinar a largura ideal da matriz em V e verifique se a força de dobra necessária não excede a capacidade nominal da prensa dobradeira.
Ao ajustar a folga da matriz, certifique-se de que o controle deslizante esteja no ponto morto superior. Ajuste a folga gradualmente de folgas maiores para menores.
Defina a folga inicial da matriz aproximadamente 1 mm maior do que a espessura da placa para evitar danos à matriz devido ao espaço insuficiente.
Para operações com duas pessoas, designe um indivíduo responsável pelas paradas de emergência e pela desconexão da energia ao deixar a máquina.
Evite o carregamento desigual e a aplicação de pressão em um único ponto.
Prenda firmemente as peças de trabalho para evitar deformações e possíveis lesões durante a dobra.
Mantenha a área entre as matrizes superior e inferior livre de medidores ou objetos estranhos.
Desconecte a energia e desligue a prensa dobradeira antes de ajustar as matrizes.
Certifique-se de que a seleção adequada da matriz e a fixação segura evitem acidentes durante a instalação e a operação.
Ao ajustar as aberturas variáveis da matriz, evite o contato do material com a matriz inferior.
Calcule a pressão de flexão correta, reduzindo a pressão máxima em 50% para cargas excêntricas.
Mantenha um comprimento mínimo da peça de trabalho de 1/3 do comprimento da mesa de trabalho ao operar com a pressão máxima de dobra.
Proíba que o pessoal fique atrás da prensa dobradeira durante a operação.
Evite aplicar pressão em apenas uma extremidade da peça de trabalho.
Se for detectado desalinhamento da peça de trabalho ou das matrizes durante a operação, pare a máquina imediatamente e faça os ajustes necessários. Nunca tente fazer correções manuais enquanto a prensa dobradeira estiver em movimento.
Não tente dobrar materiais que estejam além das especificações da máquina, como chapas ultraespessas, aço temperado, ligas avançadas ou aço estrutural, para evitar danos ao equipamento.
Realize inspeções regulares do alinhamento da matriz e da precisão do medidor de pressão.
Em caso de qualquer anormalidade, interrompa imediatamente as operações, investigue a causa e notifique o pessoal apropriado para a pronta solução de problemas.
Antes de desligar, coloque blocos de madeira de proteção sob os cilindros em ambas as extremidades da matriz inferior e abaixe a corrediça superior sobre esses blocos.
Após a conclusão do trabalho, saia do sistema de controle, desconecte a energia e limpe completamente a área de trabalho.
Implemente um programa abrangente de treinamento de operadores e mantenha registros detalhados de manutenção para garantir operações contínuas de prensa dobradeira seguras e eficientes.
Procedimentos operacionais de segurança da prensa dobradeira
Cumprir rigorosamente os protocolos de segurança da máquina-ferramenta e usar o equipamento de proteção individual (EPI) adequado, conforme exigido.
Antes da operação, inspecione meticulosamente o motor, os interruptores, a fiação e o aterramento quanto à funcionalidade adequada e às conexões seguras. Verifique se todos os componentes e botões de controle estão em suas posições corretas.
Examine o alinhamento e o encaixe seguro do punção superior e da matriz inferior. Certifique-se de que os dispositivos de posicionamento atendam às especificações da peça.
Se os eixos de posicionamento e de aríete não estiverem em sua origem, execute o programa de retorno à origem.
Após a inicialização, deixe o equipamento em marcha lenta por 1 a 2 minutos, com o aríete completando 2 a 3 cursos completos. Se ocorrer algum som ou falha anormal, interrompa a operação imediatamente. Retome o trabalho somente depois de abordar e resolver todos os problemas.
Durante a operação, designe uma pessoa para coordenar as atividades, garantindo uma cooperação estreita entre o operador e o pessoal de manuseio de materiais. Confirme se todo o pessoal está em posições seguras antes de sinalizar para as operações de dobra.
Ajuste o curso do êmbolo, selecione as combinações adequadas de punção e matriz e defina a pressão de dobra com base na espessura e na geometria da chapa. Escolha o tamanho da abertura inferior da matriz e verifique a força de dobra da peça, consultando o gráfico de força de dobra localizado no lado direito da máquina. Nunca exceda a capacidade de força nominal da máquina.
Ao ajustar a folga entre o punção e a matriz, certifique-se de que o êmbolo esteja em seu ponto morto superior. Ajuste a folga progressivamente de grande para pequena. Inicialmente, defina a folga aproximadamente 1 mm maior que a espessura da folha para evitar o esmagamento da matriz.
Para operações de dobra com vários operadores, designe uma pessoa para controlar o freio de pé. Sempre desconecte a energia ao deixar a máquina.
Evite operações de carregamento unilateral ou em um único ponto.
Prenda firmemente a folha durante a dobra para evitar o levantamento e possíveis lesões.
Mantenha a área entre o punção e a matriz livre de ferramentas e detritos.
Desligue e interrompa as operações ao ajustar as matrizes de prensagem de chapas.
Selecione as ferramentas de dobra corretamente, garantindo a fixação adequada do punção e da matriz. Tenha cuidado durante a instalação da ferramenta para evitar lesões.
Ao ajustar a abertura das matrizes inferiores variáveis, certifique-se de que nenhum material entre em contato com a superfície da matriz.
Escolha criteriosamente a pressão de flexão. Para carga descentralizada, mantenha a pressão abaixo de 50% da capacidade máxima.
Ao aplicar a pressão máxima de flexão, certifique-se de que o comprimento da peça de trabalho seja de pelo menos 1/3 do comprimento da mesa.
Proibir a permanência de pessoas atrás da máquina durante a operação.
Nunca tente dobrar com um único operador em uma extremidade de uma peça de trabalho.
Se forem detectados problemas na peça de trabalho ou na ferramenta durante a operação, pare a máquina e faça as correções. Nunca tente fazer ajustes manuais durante a operação para evitar lesões nas mãos.
Não dobre materiais que excedam as especificações da máquina, incluindo chapas excessivamente grossas, aços temperados, aços de alta liga ou material quadrado, para evitar danos ao equipamento.
Inspecione regularmente o alinhamento do punção e da matriz e a precisão do medidor de pressão.
Em caso de anomalias, pare imediatamente a máquina, investigue a causa e notifique o pessoal relevante para a resolução imediata da falha.
Antes de desligar, coloque blocos de madeira na matriz inferior sob os dois cilindros laterais e abaixe o aríete sobre esses blocos.
Após a conclusão do trabalho, saia do programa do sistema de controle, desconecte a energia e limpe completamente a área de trabalho.
Embrulhe tudo
Os procedimentos de segurança devem ser rigorosamente observados em todos os momentos durante a fabricação de chapas metálicas. Isso inclui o uso obrigatório de equipamentos de proteção individual (EPI) adequados, com ênfase especial em luvas resistentes a cortes e roupas de proteção projetadas especificamente para trabalhos com chapas metálicas. Essas proteções são fundamentais para evitar lacerações, perfurações e outros possíveis ferimentos associados ao manuseio de bordas e rebarbas de metal afiadas.
Igualmente importante é o posicionamento adequado das mãos e do corpo durante a manipulação e o processamento da peça de trabalho. Os operadores devem manter posturas e posicionamentos das mãos ergonomicamente corretos para apoiar e guiar a chapa metálica de forma eficaz. Isso não só garante a fabricação precisa, mas também evita lesões por esforço e acidentes. É essencial evitar movimentos desajeitados ou não naturais que possam comprometer o controle sobre o material ou interferir no fluxo pretendido durante o processo de fabricação.
Além disso, os operadores devem ser treinados em técnicas adequadas de manuseio de materiais, incluindo o uso de auxílios mecânicos quando apropriado, para minimizar o risco de lesões musculoesqueléticas e manter o controle ideal sobre a peça de trabalho em todos os estágios da fabricação. Ao combinar o uso adequado de EPI com práticas de trabalho ergonômicas, os fabricantes de chapas metálicas podem aumentar significativamente a segurança e a produtividade em suas operações.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Atenção a todos os entusiastas da metalurgia! Está cansado de adivinhar a tonelagem adequada para a sua prensa dobradeira? Não precisa mais procurar! Nesta postagem do blog, vamos nos aprofundar no mundo da prensa...
Suas ferramentas de prensa dobradeira estão se desgastando muito rapidamente? Este artigo aborda as técnicas essenciais de reparo para prolongar a vida útil de suas ferramentas, garantindo o desempenho ideal de suas chapas metálicas...
Você já se perguntou sobre as origens do termo "freio de prensa"? Nesta cativante postagem do blog, embarcaremos em uma fascinante jornada pela história para descobrir as razões por trás...
Você já se perguntou como as chapas de metal são habilmente dobradas em formas complexas? Este artigo explora seis tipos de processos de dobragem de prensa dobradeira - dobragem, limpeza, dobragem a ar, embutimento, cunhagem e dobragem de três pontos. Você verá...
No vasto mundo da manufatura, uma máquina se destaca: a prensa dobradeira. Com sua capacidade de dobrar e moldar metal com precisão e potência, ela se tornou uma máquina indispensável...
Você já se perguntou o que mantém uma prensa dobradeira CNC funcionando sem problemas? A resposta está no óleo hidráulico. Esse fluido essencial garante o desempenho ideal e a longevidade da máquina. Nosso artigo...
O reparo adequado do cilindro hidráulico de uma prensa dobradeira é fundamental para manter o desempenho e a segurança da máquina. Normalmente, o cilindro hidráulico consiste em um pistão, uma luva, uma haste de pistão e um parafuso....
Você já se perguntou como uma prensa dobradeira consegue fazer curvas tão precisas? Este artigo explora o fascinante mundo dos eixos da prensa dobradeira, revelando os segredos por trás de seus papéis e funções. Saiba como...
Já teve dificuldades para definir o comprimento correto do curso da prensa dobradeira? Muitos operadores o fazem, muitas vezes recorrendo à tentativa e erro. Este artigo desmistifica o processo, fornecendo uma fórmula clara para calcular...