Otimização da sequência de processos para dobra de chapas metálicas: Fatores-chave a serem considerados
Você já teve dificuldades para obter dobras perfeitas em chapas metálicas? Este artigo aborda dicas e truques essenciais para dominar a dobra de chapas metálicas, cobrindo tudo, desde o sequenciamento do processo até a análise da capacidade de dobra. Você descobrirá estratégias práticas para melhorar a precisão, reduzir o desperdício de material e otimizar as operações. Espere aprender os principais fatores que influenciam o sucesso da dobra e como aplicar esses insights em seus projetos.
O planejamento de processos para peças de dobra de chapas metálicas refere-se à ordem sequencial dos processos de dobra durante a fabricação. A sequência de dobra deve ser organizada com base no formato da peça, nos requisitos de precisão, na natureza das operações e no padrão de deformação do material.
Para peças dobradas específicas, comece considerando o volume de produção, o projeto estrutural, a precisão dimensional e o material, e faça uma análise da viabilidade do processo de dobra. Em seguida, com base nas condições específicas de produção e em uma análise abrangente dos fatores de influência, desenvolva um plano de processo de dobra tecnicamente viável e econômico.
O processo de dobra O plano de trabalho inclui principalmente a análise do processo das peças dobradas e a formulação do esquema do processo de dobra. As etapas gerais são as seguintes:
1. Analisar os dados do projeto original relacionados às peças dobradas
Os dados originais incluem os desenhos do produto e as condições técnicas das peças dobradas, as especificações de tamanho, o desempenho e o status de fornecimento das matérias-primas, o volume de produção do produto, as condições do equipamento de estampagem existente na fábrica e outros dados técnicos.
Entre eles, o desenho do produto é a base mais direta para o projeto do processo; outros dados técnicos servem como referência para a estampagem projeto de matrize os dados originais restantes são usados para determinar o método de processamento das peças estampadas, formular o plano do processo de estampagem e escolher o tipo de estrutura do molde.
2. Análise da capacidade de flexão do produto
A capacidade de dobra refere-se à adaptabilidade de um componente aos processos de dobra. Isso significa avaliar se a estrutura, o tamanho, os requisitos de precisão e os materiais do componente dobrado atendem aos requisitos técnicos da fabricação de dobramento.
Em geral, os componentes com boa capacidade de flexão garantem menor consumo de material, menos operações, estrutura de ferramenta mais simples, qualidade estável do produto e baixo custo. Isso também permite uma preparação técnica e uma organização de produção econômicas e sensatas.
O objetivo da análise da capacidade de dobra é entender a facilidade ou a dificuldade de processar o componente dobrado, estabelecendo a base para o desenvolvimento de um plano de processo de dobra.
Antes de analisar a capacidade de dobra do produto, deve-se realizar primeiro uma análise econômica da produção. A quantidade de produção de componentes dobrados é um fator crítico para determinar a razoabilidade do processo de dobramento.
A análise da capacidade de flexão do produto deve se basear nos desenhos dos componentes. É essencial uma análise completa da forma, do tamanho, dos requisitos de precisão e da conformabilidade de dobra do material usado. Isso também envolve a avaliação do potencial de vários problemas de qualidade.
Deve-se dar atenção especial às dimensões limite do componente (como o tamanho mínimo da borda dobrada, a distância mínima da borda do furo, a distância mínima da borda do furo, a distância mínima da borda do furo e a distância mínima da borda do furo). raio de curvatura), tolerâncias dimensionais, referências de projeto e outros requisitos especiais.
Esses fatores influenciam significativamente a natureza, o número e a sequência das operações necessárias, bem como o método de posicionamento, flexão estrutura do moldee precisão de fabricação.
Após a análise acima, se a capacidade de flexão do componente for considerada irracional, o projetista do produto deverá ser consultado.
Sem comprometer os requisitos de uso do produto, é possível fazer modificações apropriadas na forma, no tamanho, nos requisitos de precisão e na qualidade do produto. seleção de materiais do componente dobrado.
3. Formulação do plano do processo de dobra
Com base na análise do processo de dobra, são propostos vários planos de processo de dobra. Em seguida, por meio de uma análise abrangente e da comparação de vários planos de acordo com o volume de produção e as condições de produção existentes na empresa, é determinado o plano de processo ideal do ponto de vista tecnológico e econômico.
Em geral, a formulação de um plano de processo de dobra inclui principalmente os seguintes conteúdos:
Determinar a natureza, o número, a sequência e a combinação das operações de dobra e o método de posicionamento por meio de análise e cálculo;
Determinar a forma e o tamanho do processamento de dobra em cada operação;
Organização de outras operações auxiliares que não sejam de flexão, etc.
Em suma, ao mesmo tempo em que satisfazemos os requisitos do desenho da peça, buscamos menos operações, estrutura de molde de dobra simples, vida útil mais longa e operação conveniente.
4. Operação de dobra
4.1 Princípios para a organização de operações de dobra
Em geral, a disposição das operações de dobra deve seguir os seguintes princípios:
1) Para dobrar peças com formas simples, é adotada uma moldagem de dobra única; para dobrar peças com formas simples, é adotada uma moldagem de dobra única. formas complexasSão adotados dois ou mais moldes de curvatura.
2) Para dobrar peças com grandes quantidades e tamanhos menores, é preferível usar matrizes progressivas ou matrizes compostas.
3) Para peças dobradas em vários ângulos, dobre primeiro o canto externo e depois o canto interno. A dobragem subsequente não deve destruir o formato da anterior peça de dobra. A dobra anterior deve levar em conta que a dobra subsequente tem uma base de posicionamento adequada e pode ser realizada sem problemas.
4) A dobra deve ser feita de pequena para grande.
5) As formas especiais devem ser dobradas primeiro, seguidas pelas formas gerais.
6) Para peças de dobra com furos, os furos geralmente podem ser perfurados antes da dobra para simplificar a estrutura do molde. Quando o furo estiver localizado na zona de deformação de dobra ou próximo à zona de deformação, e o furo tiver requisitos elevados com a superfície de referência, a dobra deve ser feita antes de perfurar o furo.
4.2 Exemplos de arranjo do processo de produção para peças dobradas típicas
1) Peças simples de dobra única, conforme mostrado na Figura 1-1.
Figura 1-1 Peças de dobra única
2) Peças dobradas duas vezes, conforme mostrado na Figura 2-2.
Figura 2-2 Peças de dobragem em dois tempos
a) Padrão plano
b) Primeira dobra
c) Segunda curva
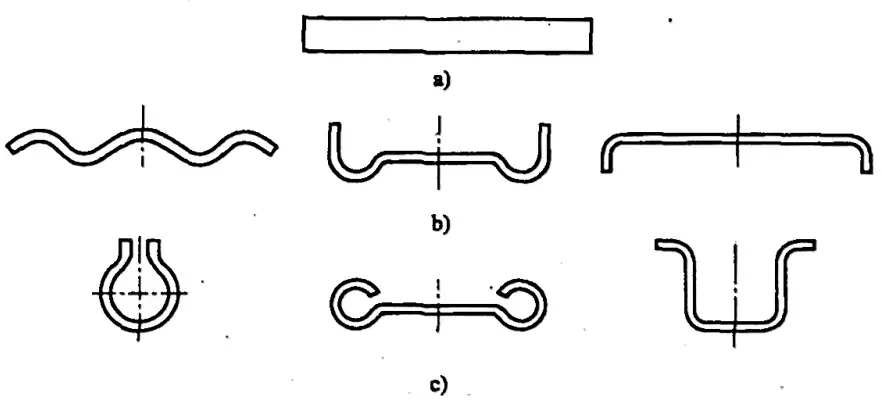
3) Peças de flexão de três tempos, conforme mostrado na Figura 3-3.
Figura 3-3 Peças de flexão de três tempos
a) Padrão plano
b) Primeira dobra
c) Segunda curva
d) Terceira curva
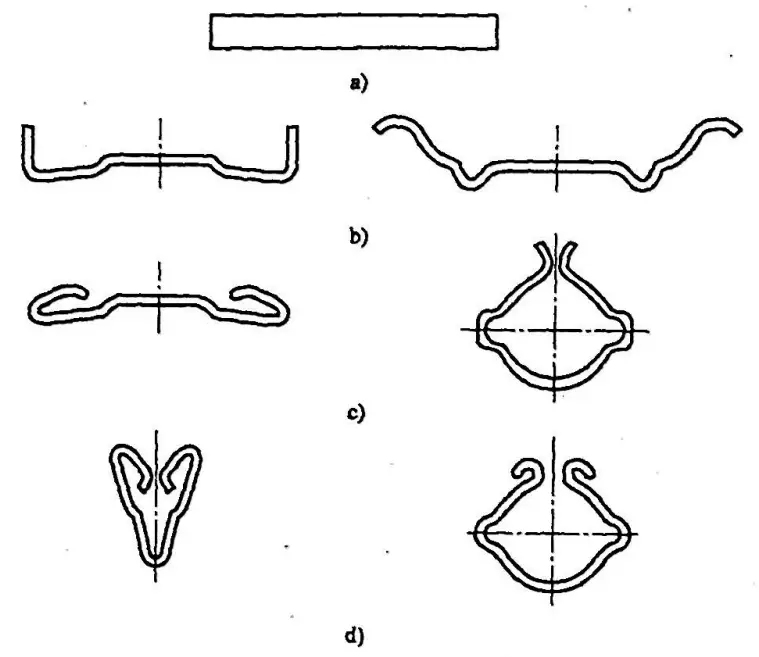
4) Peças dobradas quatro vezes, conforme mostrado na Figura 4-4.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Você já se perguntou como as chapas metálicas são habilmente dobradas em formas complexas? Este artigo explora seis tipos de processos de dobragem de prensa dobradeira - dobragem, limpeza, dobragem a ar, embutimento, cunhagem e dobragem de três pontos. Você verá...
Uma peça de trabalho estreita e longa é caracterizada por sua grande relação entre comprimento e largura e é posicionada usando sua borda curta durante a dobra. O problema comum de as peças estarem fora de tolerância...
Alguma vez você já se perguntou sobre a arte e a ciência por trás da modelagem de chapas metálicas em formas complexas? Nesta cativante postagem do blog, vamos nos aprofundar no fascinante mundo das chapas...
Suas ferramentas de prensa dobradeira estão se desgastando muito rapidamente? Este artigo aborda as técnicas essenciais de reparo para prolongar a vida útil de suas ferramentas, garantindo o desempenho ideal de suas chapas metálicas...
Imagine conseguir dobras de chapas metálicas perfeitas, sem marcas ou manchas. Este artigo se aprofunda em técnicas avançadas que garantem uma qualidade de superfície impecável nos processos de dobra de metal. Você aprenderá sobre técnicas inovadoras...
No vasto mundo da manufatura, uma máquina se destaca: a prensa dobradeira. Com sua capacidade de dobrar e moldar metal com precisão e potência, ela se tornou uma máquina indispensável...
Você já teve dificuldades com problemas de retorno elástico em estampagem e dobra de metal? Este artigo aborda técnicas práticas para minimizar esses problemas comuns, aumentando a precisão em seus projetos de metalurgia. Saiba mais sobre o...
Já se perguntou como uma prensa dobradeira consegue fazer curvas tão precisas? Este artigo explora o fascinante mundo dos eixos da prensa dobradeira, revelando os segredos por trás de seus papéis e funções. Saiba como...
Como uma máquina de dobra pode revolucionar o processamento de chapas metálicas? Este artigo explora três técnicas inovadoras para dobradeiras de painéis de chapas metálicas: aplainamento, arredondamento e dobramento moldado. Ao compreender esses métodos, os leitores...