1. Objetivo
Para padronizar a operação segura dos processos de estampagem e conformação no processo de fabricação de produtos petroquímicos, garantir a qualidade dos produtos processados e prolongar a vida útil dos equipamentos, esta instrução de operação foi formulada. Ela deve ser rigorosamente seguida pelos operadores de punção comuns da empresa.
2. Escopo de aplicação:
Aplica-se à orientação operacional para corte, puncionamento e conformação de chapas de aço de baixo carbono, aço de baixa liga e aço inoxidável nos processos de estampagem e conformação do setor de fabricação de produtos petroquímicos.
3. Padrões/regulamentos/documentos referenciados
Nenhum
4. Responsabilidades
4.1 Os operadores de máquinas de puncionamento comuns na oficina de produção devem observar estritamente os procedimentos operacionais de segurança e usar os artigos de proteção ao trabalho necessários.
4.2 O Departamento de Tecnologia deve preparar desenhos de produção e cartões de processo de acordo com o plano de produção. Ele também deve supervisionar e inspecionar a implementação das instruções de operação de punção e das disciplinas de processo, e publicá-las em tempo hábil.
4.3 O operador deve realizar as operações, a autoinspeção, a garantia de qualidade, a manutenção do equipamento e o preenchimento de relatórios de acordo com o cartão de processo.
4.4 Os inspetores do Departamento de Controle de Qualidade são responsáveis pela confirmação do primeiro artigo, inspeção de patrulha, inspeção de qualidade dos produtos do processo e supervisão da implementação dos parâmetros do processo.
4.5 A oficina de produção é responsável pela decomposição do plano de produção e pelo acompanhamento do progresso.
5. Procedimentos operacionais
5.1 Processo de estampagem
5.1.1 O processo de estampagem é um método de processamento de peças de trabalho com tamanho, forma e desempenho específicos, aplicando força externa à peça bruta por meio do molde para causar deformação ou separação plástica.
A tecnologia de estampagem tem uma ampla gama de aplicações e pode ser usada para processar chapas metálicas, barras e vários materiais não metálicos.materiais metálicos. Como o processo é normalmente realizado em temperatura ambiente, ele também é chamado de estampagem a frio.
5.1.2 Características do processo de estampagem:
1)Pode produzir peças de trabalho com formas complexas que são difíceis de obter usando outros métodos de processamento. Por exemplo, peças de casca fina podem ser obtidas pelo processamento de estampagem a frio. A precisão dimensional das peças de estampagem a frio é garantida pela matriz, o que resulta em dimensões estáveis e boa intercambialidade.
(2) A estampagem tem uma alta taxa de utilização de material, resultando em peças leves, rígidas e resistentes com baixo consumo de energia durante o processo de estampagem. Consequentemente, o custo da peça de trabalho é baixo.
3)Essa operação é simples e tem baixa intensidade de trabalho. Também é fácil realizar a mecanização e a automação, o que leva a uma alta produtividade.
4)A estrutura da matriz usada no processamento de estampagem é geralmente complexa, o que resulta em um longo ciclo de produção e alto custo.
5.1.3 Requisitos básicos para materiais de estampagem
1)Os materiais usados para estampagem devem atender não apenas aos requisitos técnicos do projeto do produto, mas também aos requisitos do processo de estampagem e aos requisitos de processamento após a estampagem, como corte, galvanoplastia e soldagem.
2)Requisitos para propriedades do material de estampagem e conformação:
a. Para o processo de conformação, a fim de facilitar a deformação da estampagem e melhorar a qualidade das peças, os materiais devem ter boa plasticidade (alongamento uniforme δb height), uma pequena taxa de rendimento (σs/ σb), um grande coeficiente de diretividade da espessura da placa, um pequeno coeficiente de diretividade do plano da placa e uma pequena taxa de resistência do material ao módulo de elasticidade (σS/E).
b. Para o processo de separação, o material não precisa ter excelente plasticidade, mas deve ter um certo nível de plasticidade. Quanto mais difícil for a separação, melhor deverá ser a plasticidade.
3)Requisitos para tolerância de espessura do material:
A tolerância de espessura do material deve estar em conformidade com os padrões nacionais. Se a tolerância de espessura do material for muito grande, isso pode afetar diretamente a qualidade das peças e também pode causar danos à matriz e ao punção. Isso ocorre porque uma determinada folga da matriz é adequado para uma espessura específica do material.
4)Requisitos para a qualidade da superfície do material:
a. A superfície do material deve ser lisa e plana, sem delaminação, danos às propriedades mecânicas, pontos de ferrugem, pele de óxido e quaisquer outros acessórios.
b. Os materiais com boa qualidade de superfície têm menos probabilidade de rachar ou arranhar o molde durante a estampagem. Isso resulta em uma qualidade de superfície da peça de trabalho de alta qualidade.
5.2.1 Processo de separação de fraturas:
O processo de separação por fratura é usado para separar peças estampadas de chapa metálica ao longo de uma linha de contorno específica durante o processo de estampagem. Esse processo pode ser realizado por meio de várias técnicas, como corte, perfuração, aparagem, corte, seccionamento e outras.
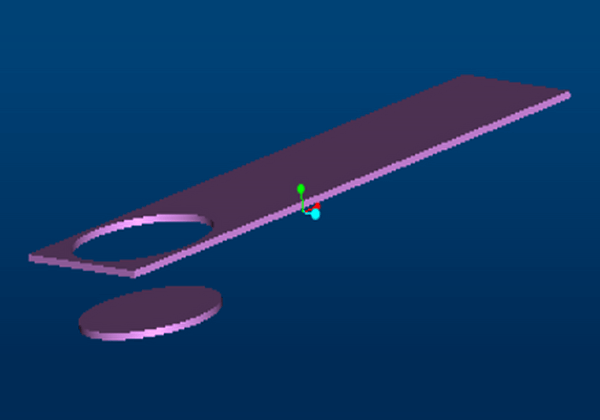
1) Blanqueamento:
Blanqueamento é o processo de cortar uma placa plana ao longo de um contorno fechado, e o material restante é considerado sucata. Esse método é comumente usado como a etapa inicial na modelagem de uma peça de trabalho, conforme mostrado na Figura 1.
Fig. 1 Diagrama esquemático de bloqueio
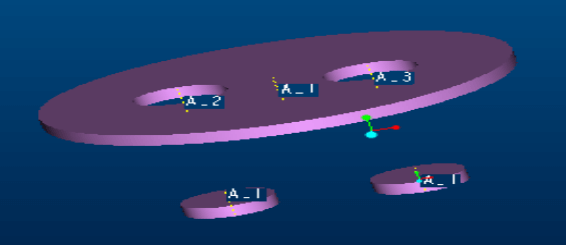
2) Perfuração:
"Puncionamento" refere-se ao processo de criação de furos de vários formatos usando peças de corte ou outras peças moldadas (veja a Fig. 2). Esse processo pode incluir perfuração e corte em branco.
Fig. 2 Diagrama de perfuração
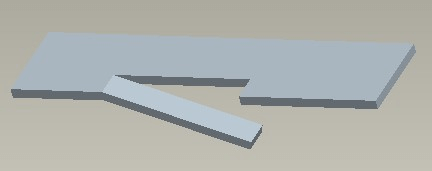
3) Corte:
O corte envolve a remoção do excesso de material da borda da peça formada para obter a forma e o tamanho desejados da peça de trabalho (consulte a Fig. 3).
Fig. 3 Diagrama esquemático de corte
4) Entalhe:
Conforme ilustrado na Figura 4, o material local é cortado e dobrado em um ângulo específico no material sem ser totalmente separado do corpo principal. Esse processo é comumente conhecido como formação de entalhe ou punção.
Fig. 4 Diagrama esquemático do entalhe
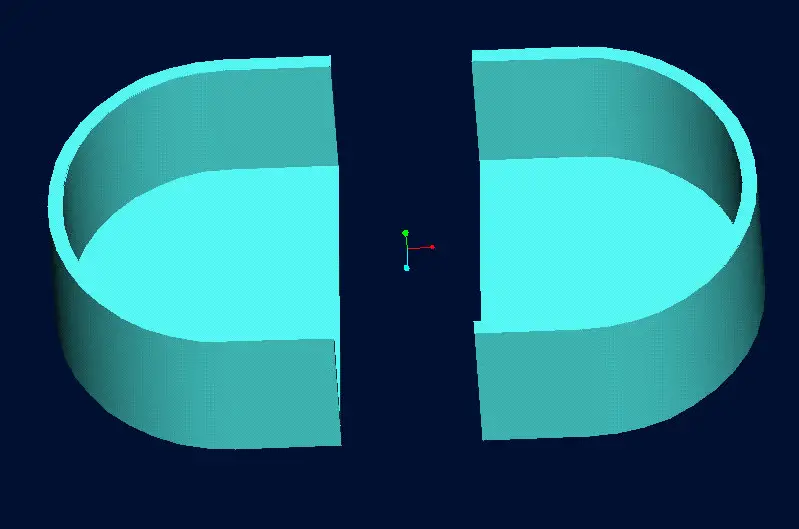
5) Seccionamento:
O processo de criação de uma forma sólida na Fig. 5 envolve a divisão da peça em duas seções, o que é chamado de seccionamento.
Fig. 5 Diagrama de seccionamento
5.2.2 Formação de plástico processo:
Plástico processos de formação envolvem a remodelagem de materiais sem causar rachaduras, a fim de criar peças com formas, tamanhos e requisitos de precisão específicos. Exemplos de processos de conformação de plástico incluem dobra, estampagem profunda e abaulamento, flangeamento, de necking e de crimpagem.
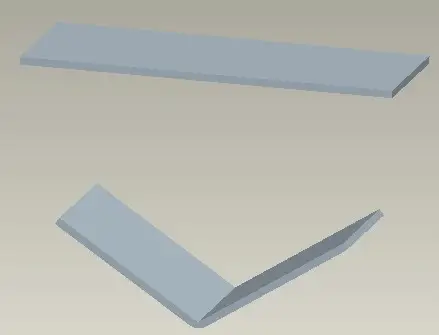
1) Flexão:
O diagrama da Figura 6 ilustra o processo de flexão uma placa em branco em um ângulo específico ou moldar ainda mais a seção dobrada por meio de técnicas como dobra, ondulação, torção e assim por diante.
Fig. 6 Diagrama de flexão
2) Alongamento:
Conforme ilustrado na Figura 7, a peça plana passa por um processo de laminação para formar uma peça oca, ou a peça oca é submetida a uma deformação adicional.
Fig. 7 Diagrama de alongamento
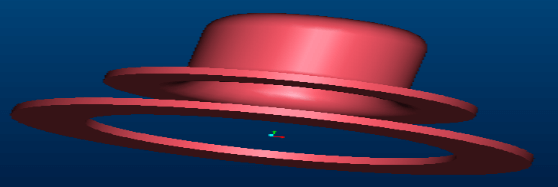
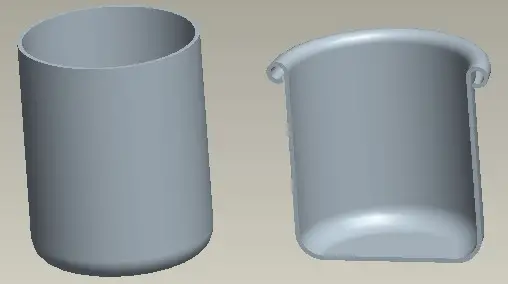
3) Abaulamento:
Conforme ilustrado na Figura 8, a peça oca é submetida a uma pressão radial a partir do interior para aumentar seu diâmetro local. Essa técnica é comumente empregada na fabricação de bules, xícaras e outros produtos similares de aço inoxidável.
Fig. 8 Diagrama de abaulamento
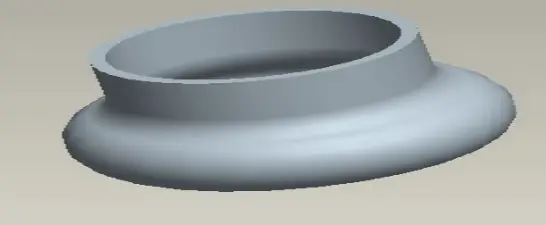
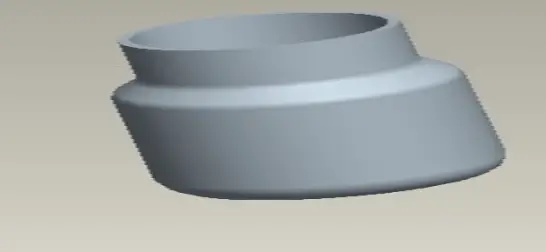
4) Necking:
Conforme ilustrado na Figura 9, para diminuir o diâmetro local de objetos ocos, como tampas de copos de aço inoxidável, produtos de tanques etc., aplique pressão na parte externa.
Fig. 9 Diagrama esquemático de estrangulamento
5) Rolagem:
Conforme ilustrado na Figura 10, utilize uma matriz de laminação para curvar a borda do objeto oco para fora em forma de arco. Esse método é comumente empregado para produtos em lata.
Fig. 10 Diagrama esquemático do círculo de rolagem
5.3 Processo de operação (consulte a Fig. 11):
(1) Prepare-se para a operação verificando o equipamento, os moldes e os acessórios.
(2) Selecionar materiais, ferramentas e Ferramentas de medição de acordo com a ordem de fabricação (MO).
(3) Calibrar ferramentas e equipamentos de medição e conduzir a autoinspeção de materiais.
(4) Colocar o equipamento em funcionamento.
(5) Iniciar as operações de processamento e realizar a primeira inspeção.
(6) Enviar para inspeção.
(7) Ao final da operação, reinicie a alavanca de operação e desligue o sistema.
5.4 Especificação de operação
5.4.1 Preparação da operação:
1)Limpe a área ao redor da prensa para garantir que ela esteja arrumada para a operação normal.
2)Verifique a lubrificação de todas as peças e certifique-se de que todos os pontos de lubrificação estejam totalmente lubrificados.
3)Verifique a instalação correta e confiável do molde e certifique-se de que não haja detritos em seu interior para evitar danos ao produto e ao molde.
4)Certifique-se de que o interruptor de alimentação do alimentador esteja ligado para evitar deslocamento devido à falta de alimentação.
5)Desconecte o volante da embreagem para dar partida no motor.
6)Ao dar partida no motor, verifique se o sentido de rotação do volante corresponde ao sinal de rotação. Caso contrário, corte imediatamente a fonte de alimentação para inspeção e ajuste a sequência da fonte de alimentação.
7)Mova a prensa várias vezes, verifique a operação do freio, da embreagem e do operador do cavalo e inicie a operação normal depois de verificar se o punção está funcionando corretamente.
5.4.2 Método de operação
1)Siga o método de inicialização descrito no Manual de Operação do Perfurador para iniciar o processo de perfuração. Ligue o interruptor do tubo de sopro para evitar que o produto seja soprado para longe, o que poderia resultar em empilhamento e danos.
2)Teste manualmente várias peças de trabalho para fins de autoinspeção. Os inspetores em tempo integral devem confirmar a operação normal antes de prosseguir.
3) Durante a estampagem contínua normal, segure o botão vermelho do freio com uma das mãos, sente-se ereto e concentre-se no molde e na saída. Evite conversar ou fazer brincadeiras com outras pessoas para evitar danos ao molde ou desqualificação devido ao mau posicionamento ou à queda dos punções. Verifique a aparência, o tamanho, a prensagem, os furos pequenos, a deformação, as rebarbas, as manchas de óleo e a conformidade das dimensões principais do produto perfurado a cada 5 a 10 minutos.
4)Registre informações detalhadas no Relatório diário de produção pessoal durante a estampagem normal, inclusive a quantidade de produção de cada rolo ou hora. A equipe de estamparia deve preencher os campos obrigatórios com precisão.
5)Se for encontrada alguma anormalidade nos produtos da máquina-ferramenta durante a estampagem normal, é essencial parar a máquina imediatamente e informar ao superior para tratamento oportuno. Além disso, deve-se também ajudar o inspetor de qualidade a distinguir e isolar os produtos defeituosos.
6)Após a perfuração, o ambiente da área de trabalho deve ser organizado, incluindo caixas vazias, caixas prontas e banquetas. O punção e o tubo de sopro devem ser fechados na ordem correta, e todos os interruptores de energia e os interruptores do duto de óleo devem ser desligados antes de deixar o posto de trabalho.
7)Se moldes, punções e alimentadores precisarem de ajustes ou reparos durante a operação, o primeiro produto produzido após a correção deverá ser enviado ao inspetor de tempo integral para confirmação. Além disso, a Lista da Primeira Peça deve ser emitida antes de continuar a produção.
8)Se ocorrer um desligamento anormal durante a operação normal produção de estamparia devido a falta de energia, pressão de ar insuficiente, etc., as peças produzidas durante esse período devem ser descartadas. Se for necessária uma nova produção, ela deverá ser inspecionada pelo Departamento de Qualidade antes de continuar a produção.
9) Adicione regularmente óleo lubrificante a cada ponto de lubrificação e lubrifique os pilares de guia interno e externo do molde a cada quatro horas.
5.5 Julgamento, tratamento e medidas preventivas para defeitos comuns de peças de estamparia:
5.5.1 O painel externo requer altos padrões, não sendo permitidos defeitos visíveis.
5.5.2 A placa interna deve estar livre de rachaduras, inclusive as ocultas.
Ao inspecionar peças de repuxo profundo, comece verificando se os pontos de pressão estão claros. Em seguida, procure por rachaduras ocultas. Por fim, toque e empurre as peças com uma pedra de óleo.
1) Acidentado
a. Método de avaliação: Use as mãos para tocar, empurrar com uma pedra de óleo e inspecionar visualmente.
Recomenda-se usar o método de empurrar a pedra de óleo. As protuberâncias devem ser destacadas, enquanto as depressões devem aparecer como pontos escuros.
b. Causa: Se houver irregularidade, verifique se há areia ou outro material estranho no molde.
c. Tratamento: Se houver areia, limpe o mofo com papel para limpeza de mofo.
2) Rachaduras (rachaduras ocultas)
a. Método de julgamento: Use os olhos para verificar os cantos das peças do desenho e outros locais com grande deformação do material e vire o verso para verificar.
b. Causa: Pode ser que a matriz esteja tensionada e a força do suporte do blank seja muito grande.
c. Método de tratamento: verifique se a peça de trabalho está seriamente tensionada e reduza adequadamente a força lateral.
3) Rugas
a. Método de julgamento: olhar com os olhos;
b. Causa: pequena força no suporte do blank;
c. Tratamento: aumentar adequadamente a força do suporte do blank.
4) Rebarbas
a. Método de julgamento: Olhe com seus olhos.
b. Causa: A folga entre as matrizes macho e fêmea é grande.
c. Método de tratamento: reparo do molde.
5) Deflexão do furo
a. Método de julgamento: verifique com a ferramenta de inspeção superior e compare com a amostra.
b. Causa: A peça de trabalho não está posicionada corretamente e o dispositivo de posicionamento do molde está com defeito.
c. Método de tratamento: Se o furo ainda estiver desviado depois que a peça de trabalho for endireitada, informe ao líder do turno e notifique o reparo do molde.
6) Pinhole
a. Método de julgamento: comparar com a amostra.
b. Causa: O punção está quebrado.
c. Tratamento: interrompa a produção imediatamente, informe ao líder do turno imediatamente e notifique o reparo do molde.
7) Deformação do furo
a. Método de julgamento: Olhe com seus olhos.
b. Causa: O punção está desgastado.
c. Método de tratamento: informe ao líder do turno e notifique o reparo do molde se a lubrificação leve e a lubrificação grave ainda apresentarem deformação.
8) O desenho não está no lugar.
a. Método de julgamento: verifique se o ponto de pressão está limpo.
b. Causa: A pressão principal está muito baixa.
c. Tratamento: aumentar adequadamente a pressão principal.
9) Dobra ruim
a. Método de julgamento: comparar com a amostra
b. Causa: As peças não estão colocadas corretamente e o dispositivo de posicionamento está com defeito.
c. Método de manuseio: coloque a peça de trabalho corretamente. Se ainda estiver com defeito, informe o líder do turno e avise a equipe de reparo do molde para consertá-lo.
10) Impressão
a. Método de julgamento: Olhe com seus olhos.
b. Causa: Há impurezas granulares na superfície de trabalho do molde superior.
c. Tratamento: Limpe o molde superior.
11) Tensão
a. Método de julgamento: Olhe com seus olhos.
b. Causa: A face de trabalho da matriz está desgastada e a dureza da matriz não é suficiente.
c. Método de tratamento: reparo do molde.
12) Grão de areia
a. Método de julgamento: empurre com uma pedra de óleo.
b. Causa: A superfície do material ou do molde não está limpa.
c. Tratamento: verifique os materiais ou limpe a superfície do molde.
13) Batida e arranhão
a. Método de julgamento: Olhe com seus olhos.
b. Causa: Os materiais que entram ou saem tocam objetos rígidos, como moldes.
c. Tratamento: Tenha cuidado ao alimentar e descarregar materiais, manuseie os produtos com cuidado e aumente a altura de fechamento do molde, se necessário.
6. Precauções de operação
6.1 Considerações ambientais
6.1.1 Quando demorar mais de 10 minutos para sair da máquina, certifique-se de desligar a energia para economizar eletricidade.
6.1.2 Trapos oleosos ou fios de algodão durante a operação e a manutenção da máquina devem ser colocados no local de reciclagem designado.
6.1.3 Os resíduos produzidos durante a operação devem ser colocados na área de resíduos designada, e é estritamente proibido jogá-los em qualquer lugar.
6.1.4 O óleo usado para operação e manutenção da máquina deve ser colocado separadamente e reciclado de maneira uniforme.
6.2 Precauções de segurança
6.2.1 Não é permitido que pessoas que não sejam eletricistas abram a caixa de distribuição e toquem no circuito sem permissão para evitar choques elétricos.
6.2.2 É proibido fumar ao redor dos tanques de armazenamento de óleo e gás para evitar incêndio ou explosão.
6.2.3 Durante a operação da máquina, a correia do motor deve estar equipada com uma tampa de proteção. O dispositivo de proteção de segurança não pode ser removido arbitrariamente.
6.2.4 Pressione o botão de partida com as duas mãos para evitar acidentes industriais.
6.2.5 A operação de estampagem deve ser altamente concentrada para garantir que os produtos e os moldes estejam normais.
6.2.6 Durante a operação do punção, é proibido colocar a mão no molde ou ao lado dele para garantir sua saúde e segurança.
6.2.7 Durante a estampagem normal, é estritamente proibido trabalhar com duas ou três pessoas na mesma máquina.
Preste atenção especial à ação de autoinspeção de pegar os produtos e à ação de pegar os produtos na calha de recebimento para garantir a segurança pessoal.
6.2.8 O equipamento deve ser interrompido imediatamente se for considerado anormal.
6.2.9 Desconecte o volante da embreagem e desligue a energia após o trabalho.
6.2.10 Limpe a prensa e aplique óleo na superfície usinada não pintada.