Calculadora e fórmula de força de perfuração (on-line e gratuita)
Você já se perguntou como garantir o sucesso de um projeto de estamparia de metais? Nesta postagem do blog, vamos nos aprofundar nos fatores críticos que podem ser decisivos para o sucesso ou fracasso de seu processo de estampagem. Como engenheiro mecânico experiente, compartilharei insights sobre o cálculo de forças de estampagem e a seleção de folgas ideais para punções e matrizes. Ao final, você terá uma sólida compreensão de como planejar seu projeto de estampagem para obter os melhores resultados.
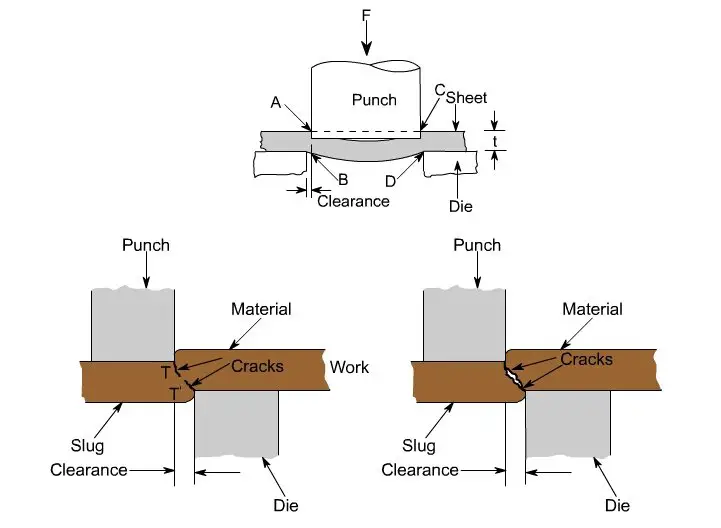
A força de punção é a quantidade de força necessária para cortar um furo em uma peça de trabalho usando uma configuração de punção e matriz. Ela é influenciada por vários fatores, incluindo as propriedades do material, a espessura da peça de trabalho e a geometria do furo que está sendo perfurado.
Principais fatores que influenciam o Punch Force
Resistência ao cisalhamento do material
A resistência ao cisalhamento é uma medida da capacidade de um material de resistir a forças de cisalhamento. Ela varia de acordo com os diferentes materiais e, normalmente, é fornecida nas especificações do material. Por exemplo, o alumínio tem uma resistência ao cisalhamento de cerca de 250 N/mm², enquanto o aço inoxidável varia de 400 a 700 N/mm². A resistência ao cisalhamento também pode ser estimada a partir da resistência à tração, que é aproximadamente 50-70% da resistência à tração.
Espessura da peça de trabalho
A espessura ((t)) do material que está sendo perfurado afeta diretamente a força necessária. Materiais mais espessos exigem mais força para serem perfurados.
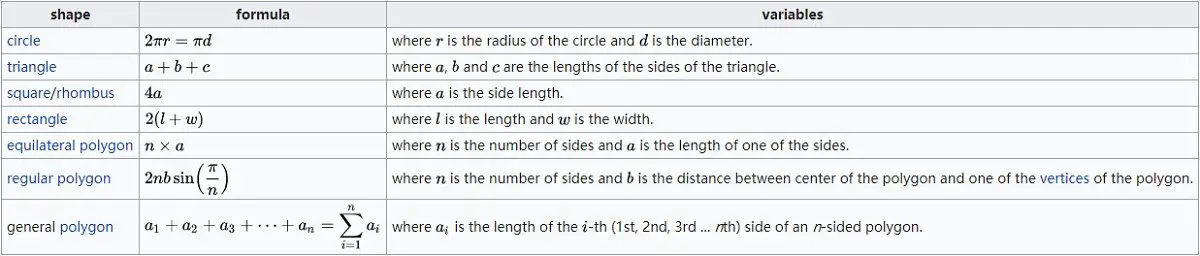
Perímetro do furo
O perímetro ((L)) do furo, determinado pela forma e pelo tamanho do furo, é crucial para o cálculo da força de perfuração. O perímetro é o comprimento total da borda que está sendo cortada.
Fórmula de força de perfuração
Ao planejar um projeto de estampagem de metal, um dos fatores mais importantes a ser considerado é a força de estampagem necessária. O cálculo da força de estampagem correta garante a seleção de uma prensa com tonelagem adequada e ferramentas de projeto que possam suportar as forças envolvidas.
Há vários métodos para calcular a força de estampagem, dependendo do processo específico de estampagem e do tipo de força. Aqui, abordaremos algumas das fórmulas mais comuns e forneceremos uma calculadora prática de força de estampagem.
Existem vários métodos para calcular a força de estampagem, e o método a ser usado depende do processo de estampagem específico e do tipo de força de estampagem que precisa ser calculada. Aqui estão alguns métodos comuns para calcular a força de estampagem:
Uma fórmula básica decompõe a força total de estampagem na soma de várias partes:
Força de cisalhamento
Força de descarga
Força de empurrar
Força de pressão na borda
Força de tração profunda
Os componentes específicos envolvidos dependerão de sua operação de estampagem específica.
Cálculo da força de cisalhamento e perfuração
Em muitos projetos de estampagem, as forças de cisalhamento e perfuração constituem a maior parte da força de estampagem. Uma fórmula comum para calcular a força de cisalhamento ou perfuração é:
𝑃 = 𝑘 × 𝑙 × 𝑡 × Г
Onde:
P = força de estampagem (kg)
k = coeficiente (geralmente em torno de 1)
l = perímetro da peça estampada (mm)
t = espessura da folha (mm)
Г = resistência ao cisalhamento do material (kg/mm²)
Uma versão alternativa dessa fórmula é:
P = ltτ
Onde:
P = força de cisalhamento (N)
l = perímetro de estampagem (mm)
t = espessura da peça (mm)
τ = resistência ao cisalhamento do material (MPa)
Para peças pequenas estampadas com um punção plano, a fórmula pode ser simplificada para:
F = Ltτ
Onde F é a força de cisalhamento em newtons.
Exemplos de cálculos
Cálculo da força de perfuração para um furo redondo
Para calcular a força necessária para perfurar um furo redondo, use o diâmetro do furo para encontrar o perímetro:
Em seguida, aplique a fórmula simplificada:
Por exemplo, para fazer um furo de 3 mm de diâmetro em um aço inoxidável de 5 mm de espessura com uma resistência ao cisalhamento de 400 MPa:
Cálculo da força de perfuração para um furo quadrado
Para um buraco quadrado, calcule o perímetro com base no comprimento do lado do quadrado:
Por exemplo, para fazer um furo quadrado de 4 mm de comprimento lateral em um alumínio de 5 mm de espessura com uma resistência ao cisalhamento de 250 N/mm²:
Considerações práticas
Fator de segurança
O uso de um fator de segurança ((K)) é essencial para levar em conta variáveis como desgaste da ferramenta, variações de propriedade do material e outras incertezas. Um fator de segurança típico é de cerca de 1,3.
Dureza do material
Materiais mais duros geralmente exigem forças de punção maiores. O estado do material, como o fato de ser recozido ou endurecido por trabalho, também afeta a resistência ao cisalhamento e, consequentemente, a força necessária.
Design de matrizes
O design do punção e da matriz pode influenciar a força necessária. O chanfro do punção pode reduzir a força, mas pode distorcer o material. A folga e a manutenção adequadas da matriz também são essenciais para operações de puncionamento eficientes.
Ao considerar esses fatores e usar as fórmulas adequadas, é possível calcular com precisão a força de puncionamento necessária para várias operações de usinagem de metais, garantindo precisão e eficiência no processo de fabricação.
Calculadora on-line de força de perfuração
Para facilitar o cálculo da força de estampagem, aqui está uma calculadora on-line. Basta inserir o material, a espessura e o perímetro da peça para obter a força necessária em toneladas métricas.
Se precisar fazer um furo redondo, quadrado ou de qualquer outro tipo em uma determinada espessura de metal, você precisará determinar a força de perfuração necessária para realizar essa tarefa.
Para calcular a tonelagem de prensa necessária, você pode usar a seguinte fórmula de cálculo da força de perfuração, que também é aplicável ao cálculo da força de corte.
Tonelagem de prensa (KN) = Perímetro (mm) * Espessura da placa (mm) * Resistência ao cisalhamento (kn / mm)2)
Convertido em toneladas métricas: dividindo o resultado de KN por 9,81
Perímetro: O comprimento total da linha contínua que forma o limite de uma figura geométrica fechada.
Espessura: A espessura que será penetrada pelo molde de perfuração.
Resistência ao cisalhamento: As propriedades físicas da placa, que são determinadas pelo material da chapa, podem ser encontradas no manual do material.
A resistência ao cisalhamento dos materiais comuns é a seguinte: unidade: KN/mm2
Alumínio
Latão
Aço de baixo carbono
Aço inoxidável
0.1724
0.2413
0.3447
0.5171
Para obter várias tabelas de resistência ao cisalhamento, consulte a postagem a seguir:
Por exemplo Se for feito um furo quadrado em uma placa de baixo carbono de 3 mm de espessura chapa de açocomprimento lateral de 20 mm, você obterá:
Perímetro = 20×4 = 80 mm
Espessura = 3 mm
Resistência ao cisalhamento = 0,3447kn/mm2
Força de perfuração (KN) = 80 x 3 x 0,3447 = 82,728 KN Converta em tonelagem: 82,728 KN ÷ 9,81 = 8,43 Ton
Para obter mais informações sobre a resistência ao cisalhamento, incluindo como calculá-la, você pode consultar o Artigo da Wikipédia.
A fórmula mencionada também pode ser aplicada como a fórmula da força de corte em ferramentas de prensa ou como a fórmula para determinar a força necessária para perfurar um buraco.
Folga de punção e matriz
A folga entre o punção e as matrizes é um fator crítico no processo de puncionamento e é representada pela diferença total.
Por exemplo, suponha que você esteja usando uma matriz superior de ø12 e uma matriz de ø12,25 matriz inferior. Nesse caso, a folga ideal deve ser de 0,25 mm.
Se a folga não for adequada, isso pode reduzir a vida útil da matriz, causar rebarbas e levar a cortes secundários. Uma abertura irregular também pode aumentar a força de desmontagem.
Além disso, a folga da matriz depende do material e da espessura e, para placas de aço carbono, recomenda-se usar um valor entre 12-18% da espessura.
Se não houver requisitos especiais para o Punção CNCPara selecionar a folga da matriz, consulte a tabela a seguir.
Tabela de folga da matriz da prensa de punção
Além da força de estampagem, a folga do punção e da matriz é outro fator fundamental para o sucesso da estampagem. A folga adequada, geralmente expressa como uma porcentagem da espessura do material, é fundamental para a vida útil da ferramenta, a qualidade da peça e a prevenção de cortes secundários.
Consulte esta tabela para obter as diretrizes gerais de folga:
Espessura
Aço macio
Alumínio
Aço inoxidável
0.8-1.6
0.15-0.2
0.15-0.2
0.15-0.3
1.6-2.3
0.2-0.3
0.2-0.3
0.3-0.4
2.3-3.2
0.3-0.4
0.3-0.4
0.4-0.6
3.2-4.5
0.4-0.6
0.4-0.5
0.6-1.0
4.5-6.0
0.6-0.9
0.5-0.7
/
Cálculos de força de perfuração específicos do material
O cálculo da força de perfuração necessária para diferentes materiais envolve a compreensão de suas propriedades exclusivas, especialmente a resistência ao cisalhamento. Este capítulo fornece cálculos detalhados para vários materiais, levando em conta suas características específicas e usos comuns.
Importância da resistência ao cisalhamento nos cálculos de força de perfuração
A resistência ao cisalhamento é uma medida da quantidade de tensão que um material pode suportar antes de falhar no cisalhamento. É um fator crítico nos cálculos de força de perfuração porque afeta diretamente a quantidade de força necessária para perfurar o material.
Alumínio
O alumínio é leve e tem resistência moderada ao cisalhamento, o que o torna relativamente fácil de ser perfurado. É comumente usado nos setores aeroespacial, automotivo e de embalagens.
Resistência ao cisalhamento: Aproximadamente 0,1724 kN/mm²
Diâmetro do furo: 10 mm
Espessura do material: 2 mm
Etapas de cálculo:
Perímetro (P): (πx10)mm=31,42mm
Força de perfuração (F): (31,42x2x0,1724)= 10,82kN
Latão
O latão oferece boa usinabilidade e resistência à corrosão, com maior resistência ao cisalhamento do que o alumínio. É frequentemente usado em encanamentos, aplicações elétricas e instrumentos musicais.
Resistência ao cisalhamento: Aproximadamente 0,2412 kN/mm²
Diâmetro do furo: 8 mm
Espessura do material: 3 mm
Etapas de cálculo:
Perímetro (P): (πx8)mm=25,12mm
Força de perfuração (F): ( 25,12 x3 x0,2412)= 18,19kN
Aço carbono
O aço carbono é comumente usado em metalurgia devido à sua alta resistência e durabilidade. Ele é predominante nos setores de construção, automotivo e de manufatura.
Resistência ao cisalhamento: Aproximadamente 0,3447 kN/mm²
Diâmetro do furo: 12 mm
Espessura do material: 4 mm
Etapas de cálculo:
Perímetro (P): ( πx12)mm=37,70mm
Força de perfuração (F): (37.70x4x0.3447)=51.93kN
Aço inoxidável
O aço inoxidável é conhecido por sua alta resistência à corrosão e força, exigindo uma força significativa para ser perfurado. Ele é usado em utensílios de cozinha, dispositivos médicos e na construção civil.
Resistência ao cisalhamento: Aproximadamente 0,5171 kN/mm²
Diâmetro do furo: 6 mm
Espessura do material: 5 mm
Etapas de cálculo:
Perímetro (P): (πx6)mm=18,85mm
Força de perfuração (F): (18,85 x5 x0,5171)= 48,79kN
Aço macio
O aço doce, com sua resistência moderada e boa ductilidade, é amplamente utilizado em várias aplicações industriais, incluindo construção e maquinário.
Resistência ao cisalhamento: Varia de 0,31 a 0,52 kN/mm², dependendo da classe específica
Diâmetro do furo: 15 mm
Espessura do material: 3 mm
Etapas de cálculo:
Perímetro (P): (πx15)mm-47,12mm
Força de perfuração (F) (usando 0,31 kN/mm²): (47,12x3x0,31)= 43,84kN
Cobre
O cobre é altamente condutor e maleável, o que o torna mais fácil de ser perfurado do que muitos outros metais. É amplamente utilizado em fiação elétrica e encanamento.
Resistência ao cisalhamento: Aproximadamente 0,28 kN/mm²
Diâmetro do furo: 7 mm
Espessura do material: 2,5 mm
Etapas de cálculo:
Perímetro (P): (πx7)mm=21,99mm
Força de perfuração (F): (21,99×2,5 x0,28)= 15,39k
Titânio
O titânio oferece uma excelente relação força/peso e resistência à corrosão, exigindo uma força substancial para ser perfurado. É comumente usado na indústria aeroespacial, em implantes médicos e em aplicações militares.
Resistência ao cisalhamento: Aproximadamente 0,55 kN/mm²
Diâmetro do furo: 5 mm
Espessura do material: 4 mm
Etapas de cálculo:
Perímetro (P): (πx5)mm=15,71mm
Força de perfuração (F): (15,71×4 x0,55)= 34,57kN
Cálculo da força de punção para formas complexas
Para orifícios não circulares, como quadrados ou retângulos, calcule o perímetro somando os comprimentos de todas as bordas.
Furo retangular em aço inoxidável
Dimensões: 10 mm x 15 mm
Espessura do material: 3 mm
Etapas de cálculo:
Perímetro (P): (2x(10+15))mm=50mm
Resistência ao cisalhamento: 0,5171 kN/mm²
Força de perfuração (F): (50x3x0,5171)= 77,57kN
Furo oval em alumínio
Dimensões: Eixo principal 20 mm, eixo secundário 10 mm
Espessura do material: 2 mm
Etapas de cálculo:
Perímetro aproximado (P): (π X ((20+10)/2))mm=47,12mm
Resistência ao cisalhamento: 0,1724 kN/mm²
Força de perfuração (F): ( 47,12x2x0,1724)= 16,26kN
Ao considerar as propriedades específicas de diferentes materiais e usar as fórmulas apropriadas, você pode calcular com precisão a força de puncionamento necessária para várias aplicações de metalurgia.
Perguntas frequentes
Veja abaixo as respostas para algumas perguntas frequentes:
Quais fatores influenciam a força de perfuração na metalurgia?
A força de puncionamento na usinagem de metais é influenciada por vários fatores críticos, que incluem propriedades do material, parâmetros geométricos, projeto e folga da ferramenta, fatores de segurança e coeficiente e forças adicionais.
As propriedades do material desempenham um papel importante, sendo que a resistência ao cisalhamento do material é particularmente crucial. A resistência ao cisalhamento geralmente é derivada da resistência à tração final (UTS) do material, com porcentagens específicas aplicadas dependendo do tipo de material, como 70-80% para aço carbono, 50% para alumínio e cerca de 90% para aço inoxidável. Além disso, as resistências à tração e ao escoamento do material devem ser consideradas, pois podem variar dentro do mesmo tipo de material.
Os parâmetros geométricos também são vitais, principalmente o comprimento do perímetro do furo e a espessura do material. A força de perfuração é diretamente proporcional ao comprimento total dos perímetros envolvidos e à espessura do material, sendo que materiais mais espessos exigem forças maiores.
O projeto do punção e da matriz, inclusive a folga entre eles, afeta significativamente a força de punção necessária. A folga adequada garante uma perfuração eficiente e minimiza a força excessiva na ponta do punção, reduzindo o desgaste e a quebra. Por outro lado, uma folga inadequada pode levar a uma qualidade de borda ruim e a um maior desgaste da ferramenta. A forma e o tamanho do furo e o raio nos cantos da matriz também influenciam a força de perfuração.
Um fator de segurança é frequentemente incluído nos cálculos para levar em conta variáveis como desgaste da ferramenta, flutuações na folga entre o punção e a matriz e condições de lubrificação. Esse fator garante que a força calculada seja suficiente para lidar com essas variações.
A fórmula básica para calcular a força de perfuração (F) é
em que ( K ) é o fator de segurança, ( L ) é o comprimento do perímetro, ( t ) é a espessura do material e ( τ ) é a resistência ao cisalhamento do material. Como alternativa, a resistência à tração (( σb )) pode ser usado quando os dados de resistência ao cisalhamento não estiverem disponíveis:
Forças adicionais, como força de descarga, força de empurrão e força de ejeção, também devem ser consideradas. Essas forças dependem das propriedades mecânicas do material, da forma e do tamanho da peça de trabalho, da folga entre os moldes e das condições de lubrificação.
Por fim, a dureza e a resistência à compressão do material do punção são importantes para a longevidade da ferramenta. A carga da ponta do punção deve permanecer abaixo de 60% da resistência à compressão do material do punção para evitar falhas. O tratamento térmico e os tratamentos de superfície, como nitretação ou revestimento PVD, podem aumentar a dureza e a resistência ao desgaste da ferramenta, embora esses tratamentos nem sempre sejam necessários para manter a vida útil da ferramenta.
Ao levar esses fatores em consideração, os engenheiros e metalúrgicos podem determinar com precisão a força de puncionamento necessária, selecionar o maquinário adequado e projetar moldes para operações de puncionamento eficientes e confiáveis.
Como o tipo de material afeta a força de perfuração necessária?
O tipo de material que está sendo perfurado influencia muito a força de perfuração necessária devido a variações na resistência ao cisalhamento, na resistência à tração e nas propriedades do material. A resistência ao cisalhamento é um fator primordial, variando significativamente entre os diferentes materiais. Por exemplo, o aço doce normalmente tem uma resistência ao cisalhamento de 70-80% de sua resistência à tração final (UTS), enquanto a resistência ao cisalhamento do alumínio é de cerca de 50% de sua UTS. O aço inoxidável e as ligas de cobre podem ter resistências ao cisalhamento que variam de 50% a até 90% de sua UTS, dependendo da liga específica.
Quando dados precisos sobre a resistência ao cisalhamento não estão disponíveis, os engenheiros podem usar o UTS como um substituto, embora isso geralmente resulte em uma superestimação da força de punção necessária. Além disso, a folga entre o punção e a matriz, influenciada pelo tipo de material, afeta a força de punção. Folgas mais apertadas podem aumentar a resistência e o desgaste do punção, enquanto as folgas ideais, adaptadas à espessura e à resistência à tração do material, ajudam a reduzir esses problemas.
A força de perfuração (Fp) pode ser calculada usando a fórmula:
em que ( L ) é o comprimento do perfil da ponta do punção, ( t ) é a espessura do material e ( st ) é a resistência ao cisalhamento do material.
O tipo de material também afeta a pressão da ponta do punção (Ft), calculada para um punção de ombro padrão como:
A seleção do material da ferramenta é influenciada pelo material que está sendo perfurado, com diferentes aços para ferramentas oferecendo graus variados de resistência ao desgaste, resistência ao impacto e tenacidade. A escolha do material de ferramenta correto com base no material perfurado e nas condições de processamento é fundamental para evitar a quebra da ponta do punção e otimizar a vida útil da ferramenta. Em resumo, o tipo de material afeta a resistência ao cisalhamento, a resistência à tração e as folgas necessárias, que são essenciais para calcular e gerenciar com precisão a força de puncionamento.
Uma calculadora de força de perfuração pode ser usada para diferentes materiais?
Sim, uma calculadora de força de perfuração pode ser usada para diferentes materiais, mas isso requer o ajuste de vários parâmetros-chave específicos de cada material. O principal fator no cálculo é a resistência ao cisalhamento do material, que varia muito entre os diferentes materiais. Por exemplo, o aço carbono, o aço inoxidável, o alumínio e as ligas de cobre têm diferentes resistências ao cisalhamento, normalmente expressas como uma porcentagem de sua resistência à tração final (UTS).
A fórmula geral para calcular a força de perfuração é:
em que ( F ) é a força de perfuração, ( L ) é o perímetro do furo a ser perfurado, ( t ) é a espessura do material e ( \tau ) é a resistência ao cisalhamento do material.
Para facilitar o cálculo, algumas calculadoras usam coeficientes de material (K), que levam em conta as características específicas de diferentes materiais. Por exemplo, o coeficiente para aço doce pode ser 1, para aço inoxidável 1,5 e para alumínio, cobre e latão cerca de 0,6.
Considere um exemplo em que você precisa fazer um furo de 3 mm de diâmetro em aço inoxidável com uma resistência ao cisalhamento de 400 MPa e uma espessura de 5 mm. Primeiro, calcule o perímetro do furo:
(π x3= 9,42)mm
Em seguida, aplique a fórmula:
Embora esses cálculos forneçam uma estimativa útil, os resultados reais podem ser influenciados por fatores como a afiação do punção, a lubrificação e a condição da máquina de puncionamento. Portanto, é importante usar os valores calculados como um guia e complementá-los com experiência prática e julgamento profissional, consultando um engenheiro, se necessário.
Qual é a fórmula para calcular a força de perfuração na metalurgia?
A fórmula para calcular a força de perfuração na metalurgia é derivada da relação entre a resistência ao cisalhamento do material, a espessura do material e o perímetro da área a ser perfurada. A fórmula principal é:
onde:
( F ) é a força de perfuração.
( P ) é o perímetro do furo ou o comprimento total dos perímetros interno e externo da perfuração.
( t ) é a espessura do material.
( S ) é a resistência ao cisalhamento do material.
Se a resistência ao cisalhamento for desconhecida, ela poderá ser aproximada usando a resistência à tração ( T ) do material, supondo que a resistência ao cisalhamento seja normalmente 50-70% da resistência à tração. Nesses casos, a fórmula se torna:
Por exemplo, para calcular a força de perfuração de um furo retangular medindo 1/2 x 5/8 polegadas em uma chapa de aço com espessura de 3/16 polegadas e resistência ao cisalhamento de 60.000 PSI:
Calcule o perímetro do furo: P=2x(0,5+0,625)=2,25 polegadas
Calcule a força de perfuração: F= P x t x S = 2,25 x 0,1875 x 60.000 = 25.312,5 1bs
Fatores adicionais, como o tipo de material, a folga entre o punção e a matriz e a lubrificação, podem influenciar a força de punção real necessária. Esses fatores podem ser ajustados por meio de fórmulas empíricas e coeficientes específicos para diferentes materiais e condições.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Imagine transformar chapas de metal simples em componentes complexos e precisos com facilidade e eficiência. Essa é a mágica de uma máquina de puncionamento. Neste artigo, exploraremos como essas máquinas economizam energia,...
Você já se perguntou como um projeto de layout eficiente pode revolucionar a puncionamento de chapas metálicas? Este artigo se aprofunda em vários métodos de layout, explicando como a otimização do uso de materiais não apenas conserva recursos, mas também aprimora...
Como uma única máquina agiliza a punção e o cisalhamento na fabricação de metais? A unidade combinada de puncionamento e cisalhamento CNC está revolucionando a eficiência e a precisão nas oficinas de chapas metálicas. Essa...
Você já se perguntou qual é o segredo por trás da produção de peças estampadas de alta qualidade? Nesta postagem do blog, vamos nos aprofundar no papel fundamental que a folga do punção e da matriz desempenha na...
Curioso sobre as prensas de punção de torre CNC? Nesta postagem do blog, vamos nos aprofundar no fascinante mundo dessas máquinas versáteis. Como engenheiro mecânico experiente, explicarei como as prensas de torre...
Você já se perguntou como as peças de precisão são fabricadas? O corte fino é uma tecnologia revolucionária que produz componentes de alta qualidade com precisão e velocidade inigualáveis. Nesta postagem do blog, vamos nos aprofundar...
Você já se perguntou como uma máquina enorme pode perfurar e moldar chapas de metal com precisão e facilidade? Nesta postagem do blog, exploraremos o fascinante mundo da máquina JH21...
Por que a escolha do alimentador de punção correto é crucial para seu processo de fabricação? Neste artigo, exploramos três tipos principais: alimentadores de ar, alimentadores de roletes e servoalimentadores NC. Você aprenderá...
Você já se perguntou como a manufatura moderna consegue tanta precisão e eficiência? Conheça a máquina hidráulica para trabalhar ferro, uma máquina versátil que corta, perfura, cisalha e dobra metal com facilidade. Neste artigo, você explorará...