Você já se perguntou o que faz um círculo perfeito? No mundo da engenharia mecânica, a circularidade é um conceito crucial que afeta o desempenho e a longevidade dos componentes rotativos. Este artigo se aprofunda nos meandros da circularidade, explorando sua definição, métodos de medição e os fatores que a influenciam. Seja você um engenheiro experiente ou um aprendiz curioso, compreender a circularidade é fundamental para projetar e manter máquinas de alta precisão.
Na Norma Industrial Japonesa (JIS) B0621-1984, que se refere à definição e expressão de desvios de forma e posição, a circularidade é definida como "o desvio do círculo geométrico de um corpo circular". Essa norma fornece um método preciso para representar a circularidade, que é crucial para garantir a qualidade e a funcionalidade dos componentes circulares na engenharia mecânica.
Método de representação
A representação da circularidade no JIS B0621-1984 é a seguinte:
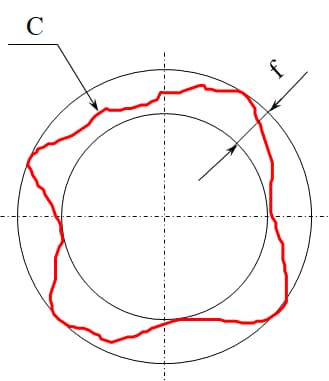
Círculos geométricos: Ao avaliar a circularidade de um corpo circular (denotado como C), o corpo é conceitualmente colocado entre dois círculos geométricos concêntricos.
Intervalo mínimo: O intervalo mínimo entre esses dois círculos concêntricos é medido.
Diferença de raio: Esse intervalo é expresso como a diferença de raio (f) entre os dois círculos.
Unidades de medida: O arredondamento é quantificado em milímetros (mm) ou micrômetros (µm).
Importância em componentes rotativos
Para componentes rotativos, a avaliação de sua forma circular verdadeira é fundamental para garantir o funcionamento adequado e a longevidade. A preocupação imediata é determinar a tolerância de circularidade, que é o desvio permitido de um círculo perfeito. Essa avaliação começa com:
Tolerância de arredondamento
Definição: A tolerância de arredondamento especifica o desvio permitido da geometria circular ideal.
Técnicas de medição: Várias técnicas de medição, como máquinas de medição por coordenadas (CMMs), testadores de circularidade e profilômetros, são empregadas para avaliar a circularidade.
Impacto no desempenho: Garantir que os componentes atendam à tolerância de arredondamento é vital para reduzir a vibração, minimizar o desgaste e garantir a operação suave do maquinário.
Entendendo a tolerância de arredondamento
Definição de Tolerância de Arredondamento
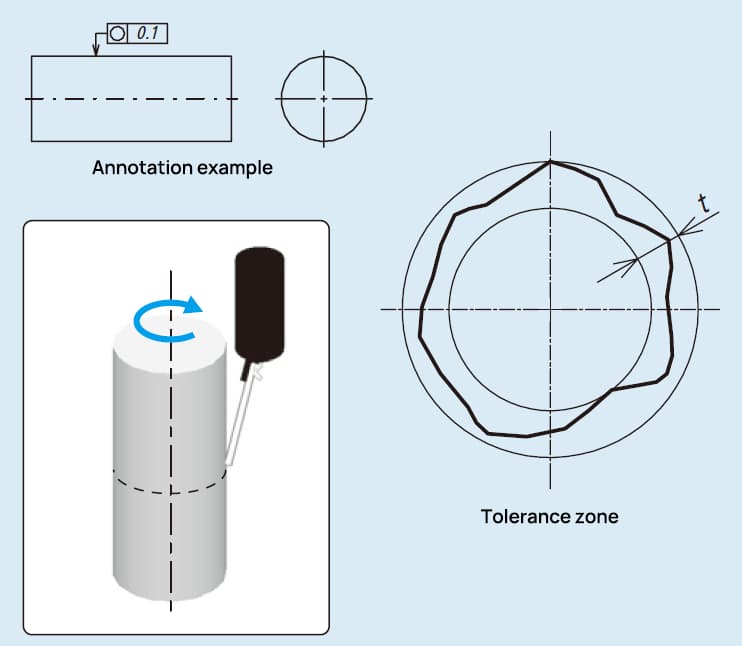
A tolerância de circularidade, também conhecida como tolerância de circularidade, é uma especificação de dimensionamento e tolerância geométrica (GD&T) que define o desvio permitido de um círculo perfeito em um plano de seção transversal de uma peça cilíndrica ou esférica. Ela garante que a circunferência medida de uma peça esteja dentro de uma zona de tolerância especificada, que é a área entre dois círculos concêntricos da mesma seção com uma diferença de raio t. Essa zona de tolerância garante que a peça mantenha uma forma circular consistente dentro dos limites definidos.
Visualização da tolerância de arredondamento
Imagine uma seção transversal de uma peça cilíndrica. A zona de tolerância de circularidade é representada como a área entre dois círculos concêntricos. A diferença de raio t entre esses círculos representa o desvio permitido da forma circular ideal. Qualquer ponto na circunferência real da peça deve estar dentro dessa zona para atender ao requisito de tolerância de circularidade.
Causas de problemas de tolerância de circularidade e cilindricidade
Vários fatores podem levar a desvios na circularidade e na cilindricidade, afetando a precisão e a funcionalidade das peças usinadas. Veja a seguir as causas mais comuns:
Vibração de máquinas de processamento: As vibrações durante a usinagem podem levar a irregularidades na circularidade e na cilindricidade da peça. Isso geralmente ocorre devido a configurações instáveis da máquina ou a distúrbios externos.
Deterioração de peças rotativas: O desgaste dos componentes rotativos da máquina de processamento pode resultar em baixa circularidade e cilindricidade. A manutenção regular e a substituição oportuna das peças desgastadas são fundamentais para manter a precisão.
Formato ruim do furo central: Se o furo central da peça de trabalho não tiver um formato perfeito, isso pode causar desvios na circularidade e na cilindricidade durante os processos de usinagem subsequentes.
Deformação decorrente de processamento anterior: Ao usar uma esmerilhadeira sem centro, qualquer deformação dos estágios anteriores de processamento pode afetar a circularidade e a cilindricidade do produto final. Garantir o manuseio adequado e as verificações intermediárias pode atenuar esse problema.
Método ou dispositivo de fixação inadequado: Métodos incorretos de fixação ou retenção podem distorcer a peça de trabalho, levando a desvios na circularidade e na cilindricidade. O uso de fixações e técnicas de fixação adequadas é essencial para manter a precisão.
Desgaste e vibração da ferramenta: O desgaste e a instalação inadequada das ferramentas de corte, juntamente com as vibrações durante o corte, podem causar um arredondamento ruim. A inspeção e a substituição regulares das ferramentas, juntamente com o controle de vibração, são necessárias para garantir a precisão.
Deformação por tratamento térmico: Os processos de tratamento térmico podem causar deformação térmica, afetando a circularidade e a cilindricidade da peça acabada. O controle dos parâmetros de tratamento térmico e o resfriamento adequado podem ajudar a minimizar essas deformações.
Avaliação da circularidade
Há vários métodos para avaliar a circularidade, cada um com seus próprios recursos e vantagens. O método a ser usado geralmente é selecionado com base nos requisitos específicos da peça de trabalho.
Métodos de medição simples
Por exemplo:
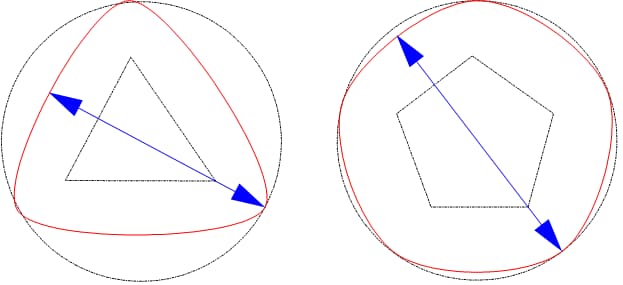
Método do diâmetro
A circularidade pode ser medida diretamente com o uso de ferramentas como micrômetros. Esse método é simples e fácil de executar. No entanto, ao avaliar círculos triangulares e pentagonais de diâmetro igual, é fácil medi-los como circulares quando não o são, o que leva a resultados incorretos.
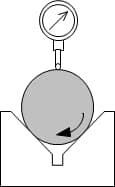
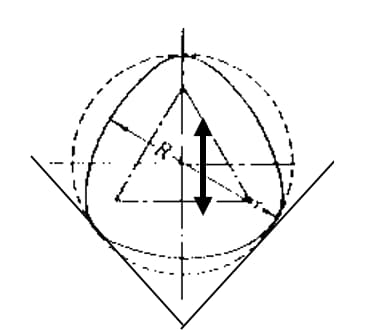
Método de três pontos
O método de três pontos pode obter dados de circularidade por meio de [bloco em V + micrômetro / medidor + bancada].
Entretanto, o método de três pontos pode resultar em medições incorretas devido a diferenças na linha tangente no ponto de apoio selecionado e a dificuldades na determinação do centro do ponto de referência. Além disso, podem ocorrer erros durante a medição devido ao movimento para cima e para baixo com a rotação do objeto que está sendo medido.
Métodos de medição baseados em padrões relevantes
Por exemplo:
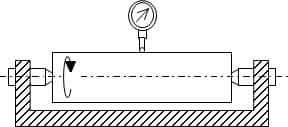
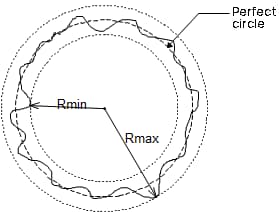
Método do raio
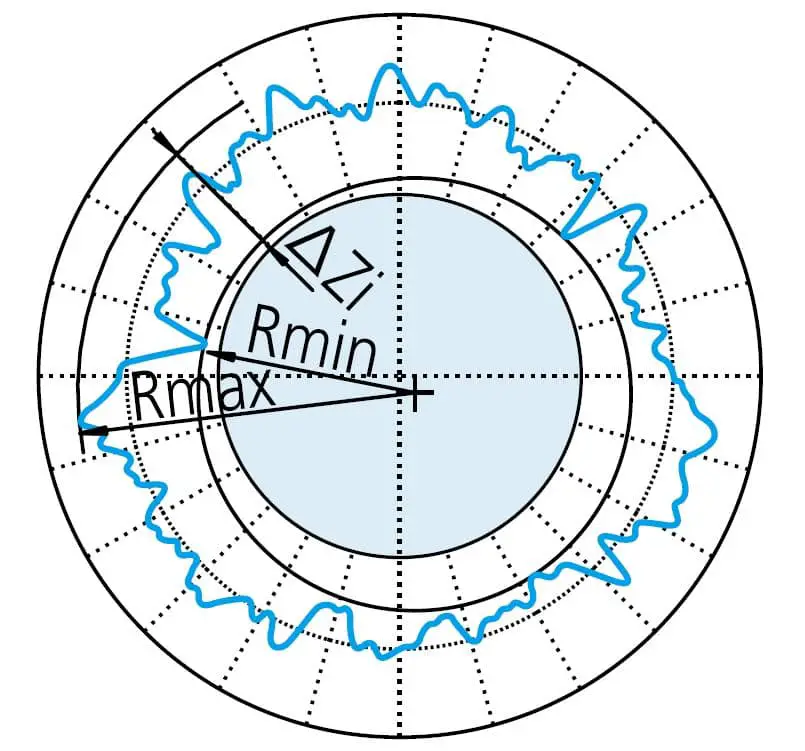
O método do raio avalia o arredondamento usando a diferença entre os raios máximo e mínimo obtidos após a rotação da peça de trabalho por um ciclo. Conforme mostrado na figura, os resultados da medição também podem ser facilmente afetados pela operação horizontal da peça de trabalho.
A zona de tolerância fica entre dois círculos concêntricos na mesma seção
Método central
Em comparação com o método central, o método do raio é usado principalmente para necessidades de medição mais precisas. Os dados da detecção de circularidade dependem do círculo de referência. Diferentes métodos de avaliação do círculo de teste resultarão em diferentes posições centrais do círculo de referência, afetando, assim, a posição axial da característica circular medida.
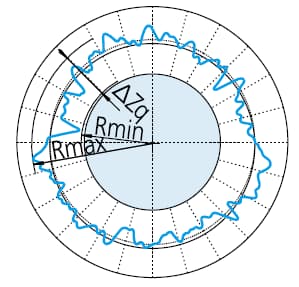
Mínimo círculo quadrado LSC
Para determinar a circularidade, o contorno medido é ajustado a um círculo e a soma dos quadrados do desvio dos dados do contorno em relação ao círculo é minimizada. Em seguida, o valor de circularidade é definido como a diferença entre o desvio máximo (o valor de pico mais alto para o valor de vale mais baixo) do contorno e do círculo.
ΔZq=Rmax-Rmin, símbolo que representa o valor da circularidade por meio do LSC
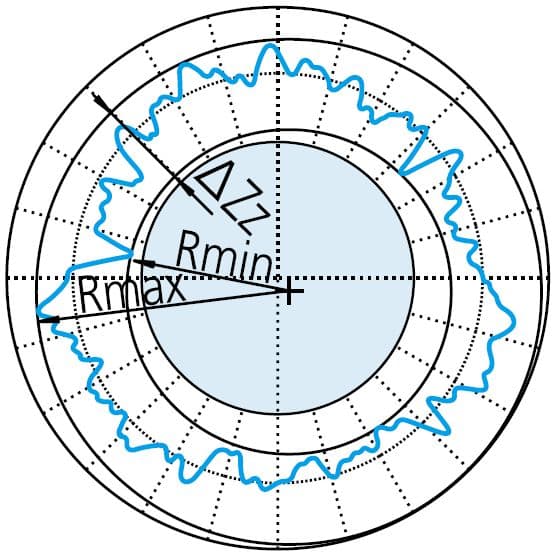
Círculo de área mínima MZC
Para minimizar a diferença radial, dois círculos concêntricos são colocados ao redor do contorno medido. O valor de arredondamento é definido como o intervalo radial entre os dois círculos.
ΔZz=Rmax-Rmin , símbolo que representa o valor da circularidade por meio do MZC
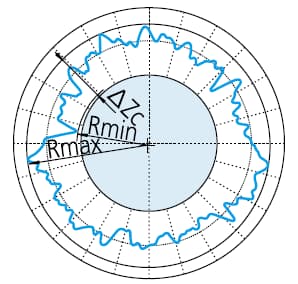
Círculo mínimo circunscrito MCC
Primeiro, crie o menor círculo que envolva o perfil medido. Em seguida, o valor de circularidade é definido como o desvio máximo entre o contorno e o círculo. Esse método é comumente usado para avaliar eixos, hastes e objetos semelhantes.
ΔZc=Rmax-Rmin , o símbolo do valor de circularidade por meio da MCC.
Círculo máximo inscrito MIC
Crie o maior círculo que possa envolver o perfil medido. Em seguida, o valor de arredondamento é definido como o desvio máximo entre o contorno e o círculo.
ΔZi=Rmax-Rmin , o símbolo que indica o valor da circularidade por meio do MIC.
Ao avaliar a circularidade, o contorno obtido é normalmente filtrado para reduzir ou eliminar a influência de ruídos desnecessários.
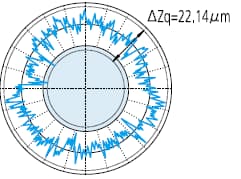
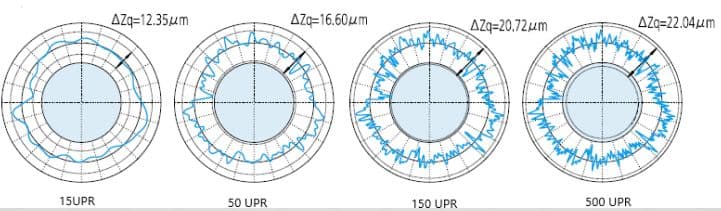
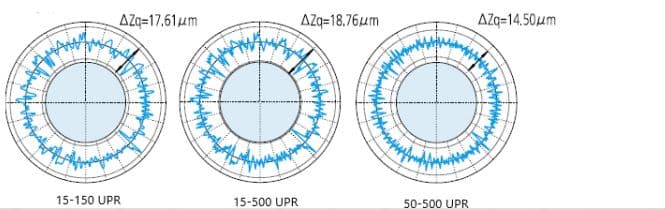
Influência do filtro no contorno medido
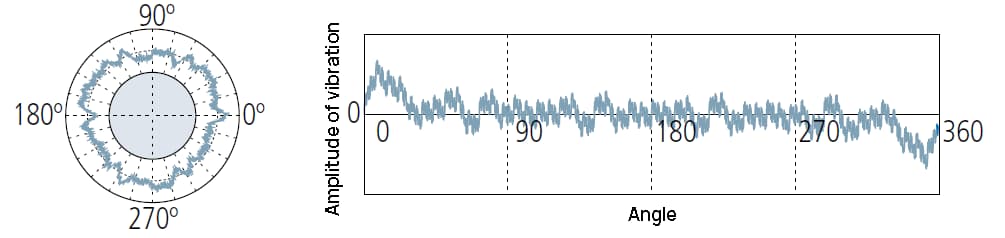
Os métodos de filtragem e os valores de corte de filtragem definidos (UPR: flutuações por rotação) podem variar de acordo com os requisitos específicos de medição. A figura abaixo ilustra os efeitos variáveis das configurações de filtro no contorno medido.
Sem filtro:
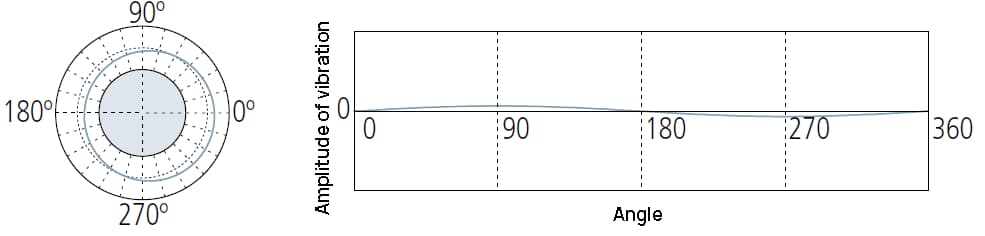
Filtro passa-baixas:
Filtro passa-banda:
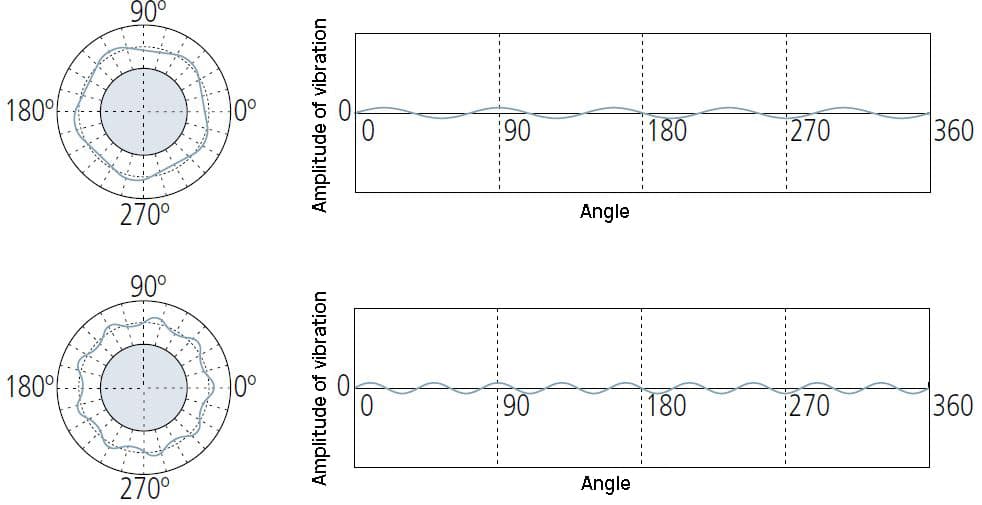
Como avaliadores, o que esses números podem nos dizer?
Análise do gráfico de medição
Figura: gráfico dos resultados da medição
1UPR componente
1 UPR: apenas uma onda é retida após a filtragem:
1O componente UPR indica a excentricidade da peça de trabalho em relação ao eixo de rotação do instrumento de medição.
A amplitude da forma de onda depende do ajuste de seu nível.
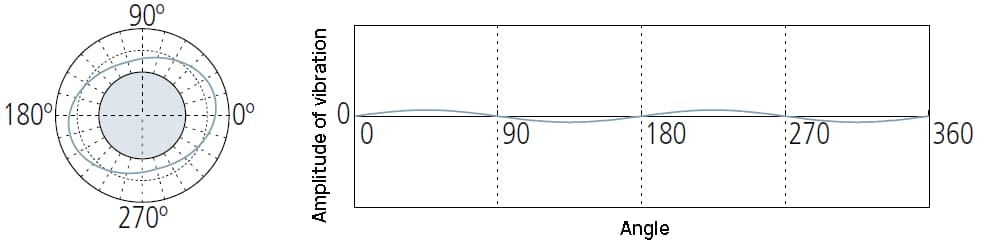
2UPR componente
Os componentes do 2UPR podem indicar:
① Ajuste insuficiente do nível dos instrumentos de medição;
② Desalinhamento circular causado pela instalação incorreta da peça de trabalho na máquina-ferramenta que está formando seu formato;
③ O formato da peça de trabalho é oval, por exemplo, no pistão do motor IC.
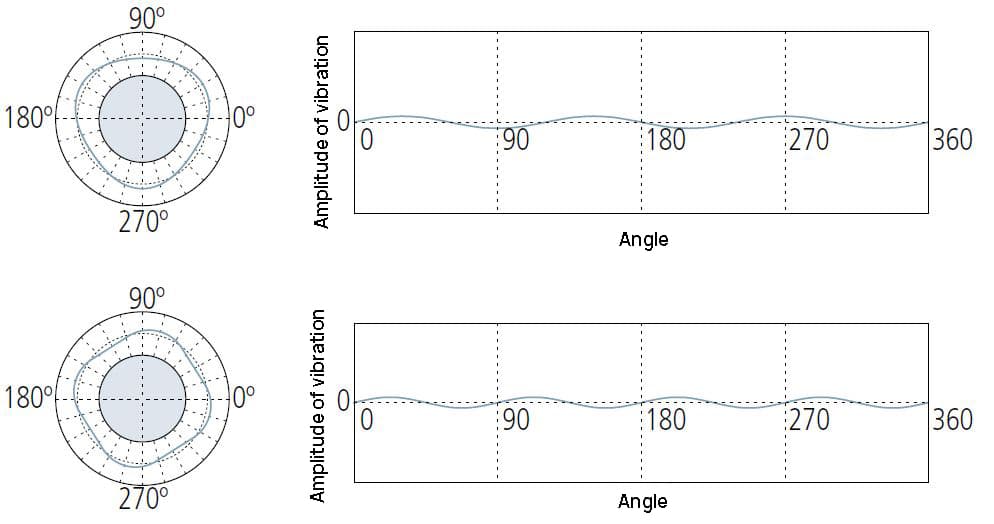
3~5UPR componente
Pode indicar:
① Deformação causada por um mandril de retenção muito apertado no instrumento de medição.
② Deformação de relaxamento causada pela liberação de tensão ao descarregar do mandril fixo da máquina-ferramenta de processamento.
5~15 Componente UPR
Geralmente se refere a fatores desequilibrados no método de processamento ou no processo de produção de peças de trabalho.
15 (mais) componentes da UPR
15 (ou mais) condições de UPR geralmente são causadas por suas próprias causas, como vibração da ferramenta, vibração da máquina, efeito de transferência do líquido de arrefecimento, não homogeneidade do material, etc.
Principais parâmetros para avaliar a circularidade
Parâmetro
Significado
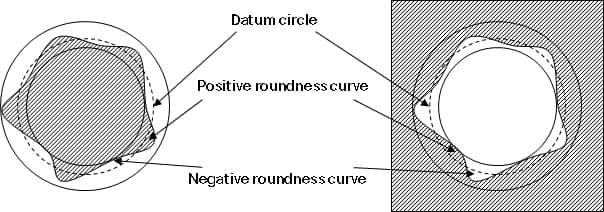
RONt
O valor medido de circularidade representa a diferença entre o valor máximo da curva de circularidade positiva e o valor mínimo da curva de circularidade negativa ou a soma dos valores absolutos.
RONp
A altura do pico medido da curva de circularidade representa o valor máximo da curva de circularidade positiva.
RONV
O valor medido de circularidade representa o valor absoluto do valor mínimo da curva negativa de circularidade.
RONq
A medida de arredondamento da raiz quadrada média dupla representa a raiz quadrada média dupla da curva de arredondamento.
Por fim, vamos dar uma olhada em quais ferramentas e instrumentos estão disponíveis para medir a circularidade?
Ferramentas/instrumentos comuns para avaliar a circularidade
Micrômetro:
Instrumento de medição de circularidade:
Máquina de medição por coordenadas:
O espaço é limitado, e você pode deixar uma mensagem e criticar os assuntos não abordados.
Conclusão
Depois de ler este artigo, espero que você tenha adquirido uma compreensão mais profunda da circularidade. Se tiver mais alguma dúvida, fique à vontade para deixar um comentário abaixo.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Por que os rolamentos do motor esquentam tanto e o que pode ser feito a respeito? Este artigo analisa as causas da geração de calor nos rolamentos do motor, desde cargas excessivas e...
Você já se perguntou como o menor espaço em uma máquina pode melhorar ou prejudicar seu desempenho? Este artigo aborda a folga do rolamento, o espaço pequeno, mas crucial, que afeta o desempenho de uma máquina...
Você já se perguntou como prolongar a vida útil dos eixos dos pinos de corrente? O revestimento de cromo é um divisor de águas na prevenção do desgaste e da corrosão. Este artigo aborda o intrincado processo de cromagem...
Imagine investir tempo e recursos na fabricação de anéis de engrenagem de precisão e vê-los distorcidos após o tratamento térmico. Por que isso acontece e como pode ser controlado? Este artigo...
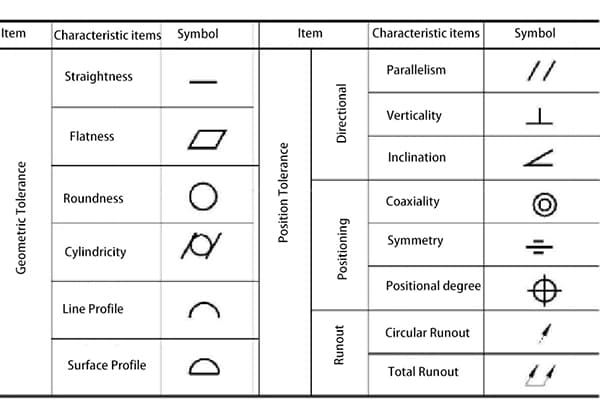
Você já se perguntou como os engenheiros garantem a precisão e a exatidão na fabricação? Nesta postagem do blog, vamos nos aprofundar no fascinante mundo das tolerâncias geométricas - um aspecto crucial da...