Manual de operação da máquina de corte hidráulica de viga oscilante
Você já se perguntou como máquinas poderosas transformam metal bruto em peças precisas e utilizáveis? Este artigo revela os segredos da máquina de corte hidráulica, uma maravilha da engenharia. Saiba como ela corta chapas de aço com facilidade e descubra os principais recursos que a tornam um elemento básico na usinagem de metais. Prepare-se para explorar sua operação, instalação e manutenção, garantindo que você aproveite todo o seu potencial.
A máquina de cisalhamento hidráulico foi projetada para o corte preciso de chapas de metal-aço, com uma capacidade nominal baseada na resistência à tração da chapa de 450 N/mm² (65.000 psi). Esse projeto robusto permite a aplicação versátil em vários tipos de metal.
Para materiais com diferentes propriedades de resistência, a espessura máxima da chapa deve ser ajustada de acordo para manter o desempenho ideal de corte e a longevidade da máquina. Uma regra geral é diminuir a espessura máxima proporcionalmente à medida que a resistência do material aumenta.
A estrutura central da máquina apresenta um projeto de chapa soldada, oferecendo um equilíbrio entre rigidez e otimização de peso. Essa construção garante facilidade de operação, desempenho confiável e maior amortecimento de vibrações durante as operações de corte.
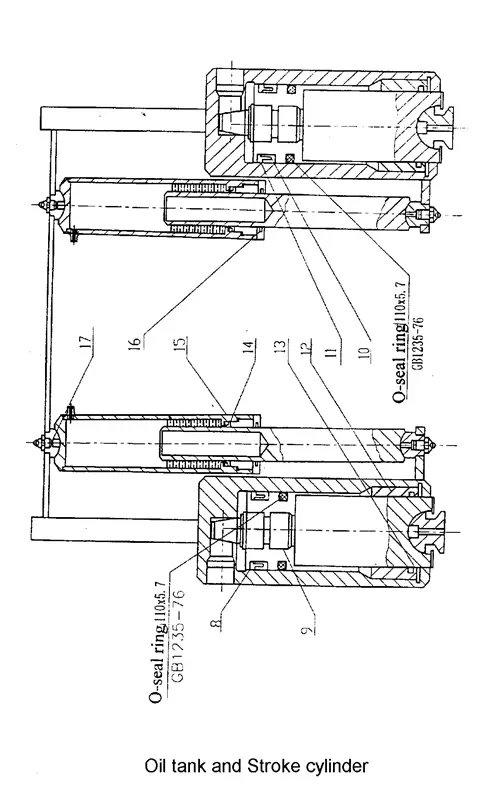
A ação de corte é acionada por um sistema hidráulico de alta pressão, proporcionando força consistente em todo o curso de cisalhamento. O mecanismo de retorno utiliza um acumulador de gás nitrogênio, que não só facilita a rápida retração da lâmina, mas também serve como proteção contra condições de sobrecarga, absorvendo picos de pressão excessiva.
Para atender às diversas necessidades de produção, a máquina pode ser equipada com um sistema de display digital para monitoramento de parâmetros em tempo real ou com um sistema de controle numérico (NC) mais avançado para operação automatizada e controle de precisão.
Um indicador de folga da lâmina está integrado ao design, permitindo ajustes rápidos e precisos para acomodar diferentes espessuras de material e manter a qualidade de corte ideal.
A máquina incorpora um dispositivo de alinhamento com iluminação integrada, aumentando a visibilidade e garantindo o posicionamento preciso do material. O curso de corte é ajustável, um recurso particularmente vantajoso no processamento de chapas estreitas, pois otimiza o tempo de ciclo e a eficiência energética.
Os braços de suporte dianteiro e um sistema de medidor traseiro são recursos padrão. O medidor traseiro é ajustável mecanicamente, com sua posição exibida numericamente ou controlada por um sistema NC usando codificadores de alta resolução. O ajuste fino é obtido por meio de um mecanismo de volante manual. Os braços de suporte dianteiros são equipados com réguas de medição para referência adicional.
Para facilitar o manuseio suave do material, a mesa de trabalho é equipada com esferas de apoio rolantes. Esse recurso minimiza o arrasto da chapa e reduz significativamente o atrito, facilitando a manipulação de peças grandes ou pesadas.
A segurança é primordial no projeto da máquina, com um sistema de proteção abrangente instalado para proteger os operadores durante todas as fases da operação, em conformidade com os padrões internacionais de segurança para equipamentos de corte de metal.
A estrutura da máquina de corte hidráulica
Estrutura da máquina
A placa soldada em aço com alta rigidez apresenta dois cilindros fixados no poste vertical esquerdo e direito.
Uma placa de corte de torno é instalada na mesa de trabalho para ajuste conveniente da placa de corte inferior, garantindo que o espaço entre as placas de corte superior e inferior esteja alinhado. Uma esfera de alimentação também está instalada na mesa de trabalho para uma operação conveniente e rápida.
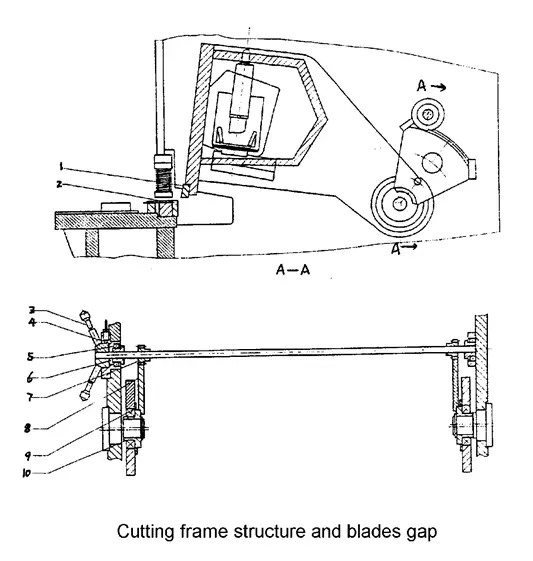
Estrutura de corte
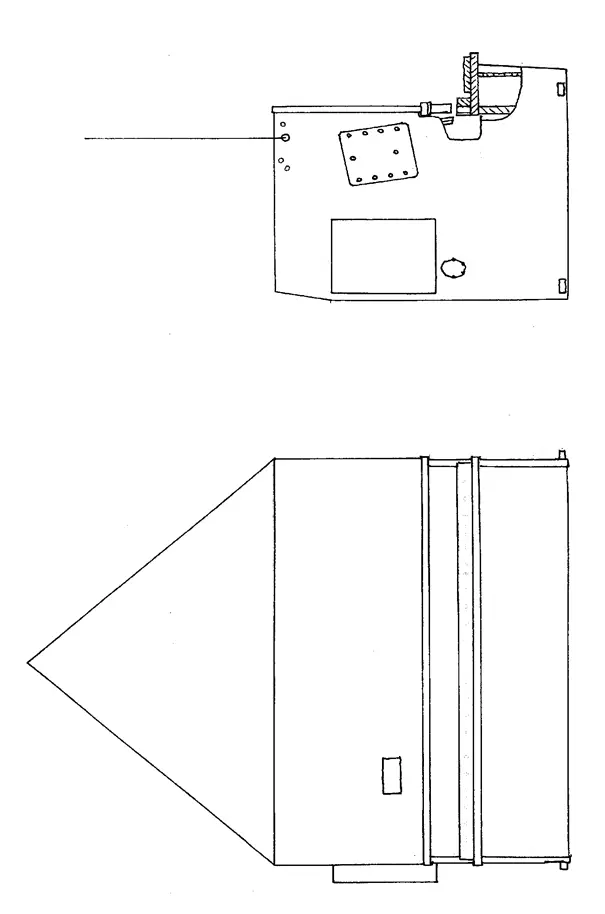
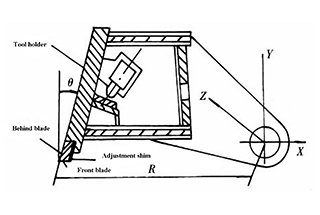
A placa soldada de alta rigidez é apoiada no soquete excêntrico (9) e acionada pelos cilindros esquerdo e direito e pelo cilindro de curso para concluir o processo de corte por meio da repetição do pêndulo. (Consulte a Figura 1). A superfície vertical do suporte de corte superior é curvada para manter o alinhamento do espaço entre o corte superior e o corte inferior.
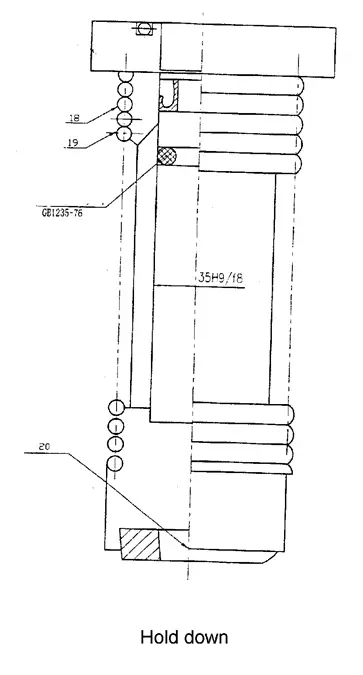
Dispositivo de pressão (Hold down)
Ele consiste em cilindros de alimentação de pressão instalados na placa de suporte na frente da estrutura da máquina. O fluxo de óleo no cilindro de alimentação de pressão cria uma pressão que empurra para baixo contra a força de tração da mola de tensão (18), prendendo firmemente a placa da prensa. Após a conclusão do corte, os cilindros são reiniciados pela força de tração da mola de tensão. A pressão aumenta com a espessura da chapa. (Consulte a Fig. 3)
Medidor frontal e medidor traseiro
Medidor frontal:
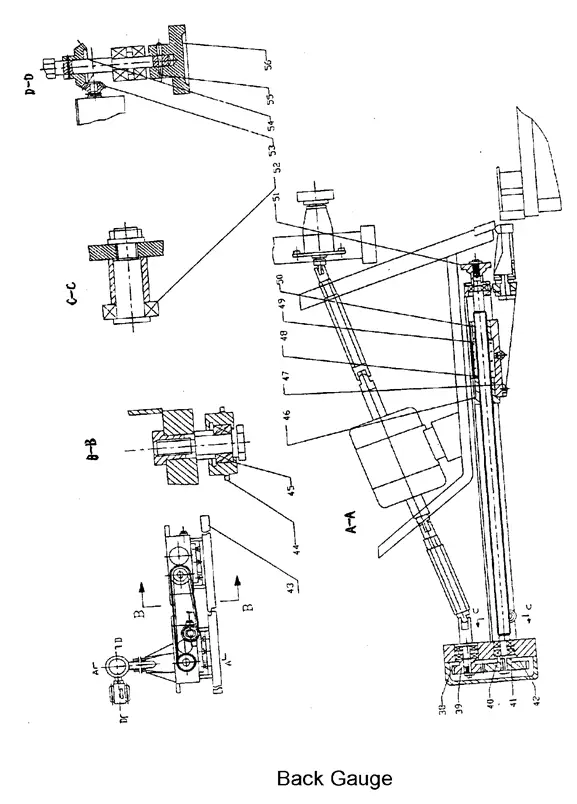
A mesa de trabalho é equipada com um visor de válvula na régua, permitindo que a barra móvel seja ajustada à válvula desejada. O corte de chapas finas de aço pode ser feito de forma conveniente no medidor frontal. O medidor traseiro (consulte a figura 5) é fixado na placa de corte ascendente e se move para cima e para baixo com ela.
O medidor traseiro é ajustado por um motor de 0,55Kw, que reduz o torque por meio de uma engrenagem e aciona a haste de controle. Ao pressionar o botão "+" ou "-", o medidor pode ser ajustado para frente ou para trás. Caso não seja possível obter a válvula desejada por meio do ajuste mecânico, o volante (50) pode ser girado para obter a válvula desejada, tornando o ajuste do medidor traseiro conveniente e confiável.
A faixa padrão do medidor traseiro é de 20 a 750 mm. Se o comprimento da placa de corte for maior do que a distância máxima do medidor traseiro, o medidor traseiro (43) pode ser removido para sua posição mínima e a placa pode ser levantada usando a superfície inclinada da estrutura de suporte (47), permitindo o corte de qualquer comprimento de placa. (Consulte a Fig. 4)
Instalação da máquina de corte hidráulico
Embalagem / Remessa da máquina de corte hidráulico
Todas as máquinas que saem da fábrica são embaladas com um braço de esquadria e um painel de pé preso ao protetor de mão. As ferramentas de trabalho e um manual de operação são embalados em uma caixa.
Todas as superfícies expostas da máquina são revestidas com um inibidor de ferrugem, que pode ser facilmente removido com querosene ou solvente.
Levantamento da máquina de corte hidráulica
Use somente cabos de aço aprovados e seguros para elevar esta máquina a partir dos dois pontos de elevação localizados em ambos os lados da máquina. (Consulte a Figura 5)
Fundação
Todas as nossas tesouras são projetadas para serem instaladas em uma fundação. Consulte o desenho da fundação em anexo para obter detalhes.
Instalação
Esse sistema hidráulico máquina de corte deve estar adequadamente nivelado para obter o melhor desempenho de corte. Isso pode ser obtido com o uso de um medidor de nivelamento de alta qualidade na área de fixação da placa.
Antes de nivelar, certifique-se de ter cinco placas de base (medindo, no mínimo, 150 x 150 x 9 mm) colocadas sob os pés da máquina para evitar que os parafusos de nivelamento penetrem no piso de concreto.
Quando a máquina estiver nivelada, fixe sua posição preenchendo o espaço sob e ao redor dos pés com uma mistura de cimento e argamassa.
Instalação elétrica
Certifique-se de que a fonte de alimentação local seja compatível com essa máquina de corte hidráulica antes de ligar a energia elétrica.
Conecte o cabo de alimentação ao lado inferior esquerdo do painel elétrico. Algumas máquinas podem exigir um fio neutro.
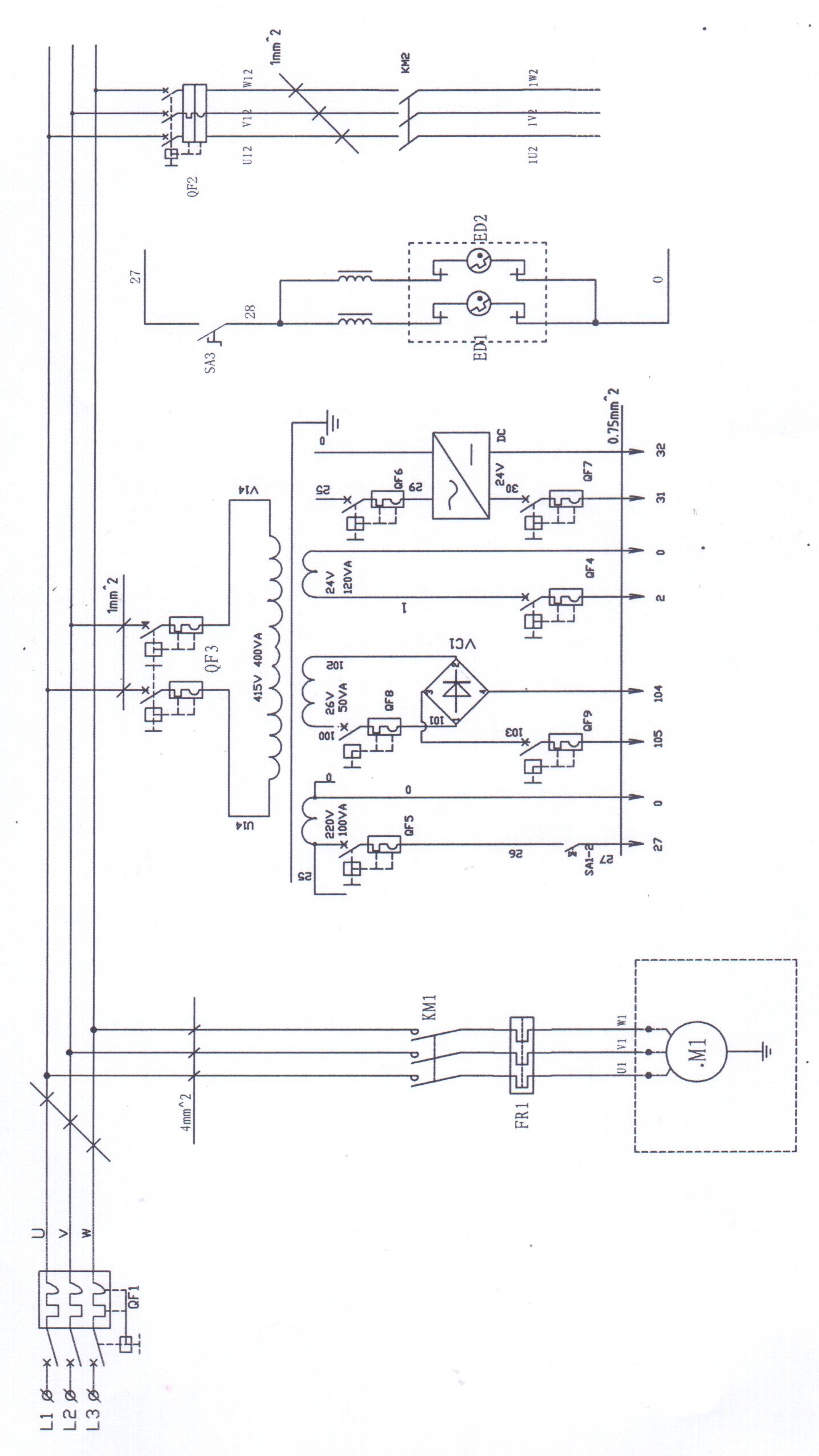
O diagrama elétrico da máquina de corte hidráulico
4.1 As etapas a seguir devem ser executadas por pessoal especializado e são de responsabilidade do proprietário.
Verifique a placa de identificação do máquina de corte hidráulico e certifique-se de que a fiação corresponda à energia disponível em suas instalações.
Se a energia necessária não atender às especificações da máquina, entre em contato com o fornecedor de eletricidade para obter assistência.
Certifique-se de que a fonte de alimentação da máquina tenha fusível, de modo que possa ser totalmente desconectada para reparos.
Consulte os desenhos elétricos anexos, pois os diferentes controladores podem ter diagramas diferentes.
4.2 Todos os botões de operação são fixos no painel de controle frontal, com exceção do pedal SF. Os símbolos de cada função são exibidos acima dos botões.
As etapas para operar o sistema de exibição digital são as seguintes:
Abra a porta do quadro elétrico e ligue os interruptores de energia QF1 e QF2 para ligar a máquina. Feche o quadro elétrico.
Pressione o botão SA1 para ligar o circuito de controle. A luz HL1 se acenderá para indicar que a máquina está ligada.
Pressione os botões SB4 ou SB5 para mover o indicador de retrocesso para frente ou para trás.
A posição do medidor traseiro é exibida no visor mecânico SICK. As chaves de fim de curso SQ3 e SQ4 são instaladas no curso máximo e mínimo do medidor de retorno, com uma faixa de curso padrão de 20 mm a 750 mm.
Pressione o botão de iluminação SB3 para acionar o motor da bomba, que pode ser ouvido funcionando.
Use o botão SA3 para selecionar o modo de corte, manual ou automático.
A luz de iluminação é indicada por SA4. Gire-a para 1 para iniciar a contagem e gire-a para 0 para interromper a contagem.
Sistema hidráulico
Limpe o óleo hidráulico
A limpeza do óleo hidráulico no sistema hidráulico é de extrema importância. A limpeza do tanque de óleo é fundamental.
Ao substituir o óleo hidráulico, é necessário remover a tampa do tanque de óleo. Limpe o fundo do tanque com uma toalha (não use fios de algodão) e, em seguida, lave com gasolina ou querosene de limpeza.
Devido às limitações da tampa do tanque, o braço pode não alcançar a extremidade do tanque. Nesses casos, enrole a toalha em um bambu ou bastão para limpar cada canto.
Para remover qualquer óleo sujo, solte o bujão de vazamento ou a válvula de freio.
Use uma toalha de limpeza para secar completamente as laterais e o fundo do tanque até que ele esteja limpo.
Se necessário, passe um pano na costura de solda ou nas áreas difíceis de limpar para remover a sujeira e, em seguida, coloque a tampa novamente.
Escolha o óleo hidráulico
A classificação de viscosidade do óleo hidráulico corresponde à sua viscosidade média a 40°C. Se o sistema hidráulico operar com pressão e temperatura mais altas e em uma velocidade mais lenta, deverá ser escolhida uma classificação de viscosidade mais alta.
Recomenda-se o uso de óleo hidráulico antidesgaste com classificação ISO VG46# (viscosidade média de 46 mm2/s a 40°C). Se a máquina for operar em temperaturas abaixo de 5°C por um período prolongado, recomenda-se o uso de óleo hidráulico com classificação ISO VG32#.
O uso da máquina em temperaturas muito baixas (abaixo de -5°C) não é recomendado, mas, se for necessário, a máquina deve ficar ociosa por algum tempo. Um aquecedor de óleo pode ser instalado no circuito, se necessário.
Em condições normais de operação, a temperatura do óleo não deve exceder 70°C. Se necessário, um resfriador de óleo pode ser instalado.
Encha o óleo
O óleo utilizado deve estar limpo. Aperte a porca do filtro de ar e abasteça-o através do filtro de ar.
Se estiver usando um equipamento de enchimento com filtro, é possível abrir a tampa do tanque de óleo e enchê-lo diretamente.
Observe o medidor de óleo. Quando o aríete parar no ponto morto superior, o óleo hidráulico deverá preencher 80-90% dos espaços intermediários.
Dê partida na máquina e deixe-a em marcha lenta primeiro, depois opere-a no curso máximo para expelir quaisquer bolhas de ar no circuito hidráulico.
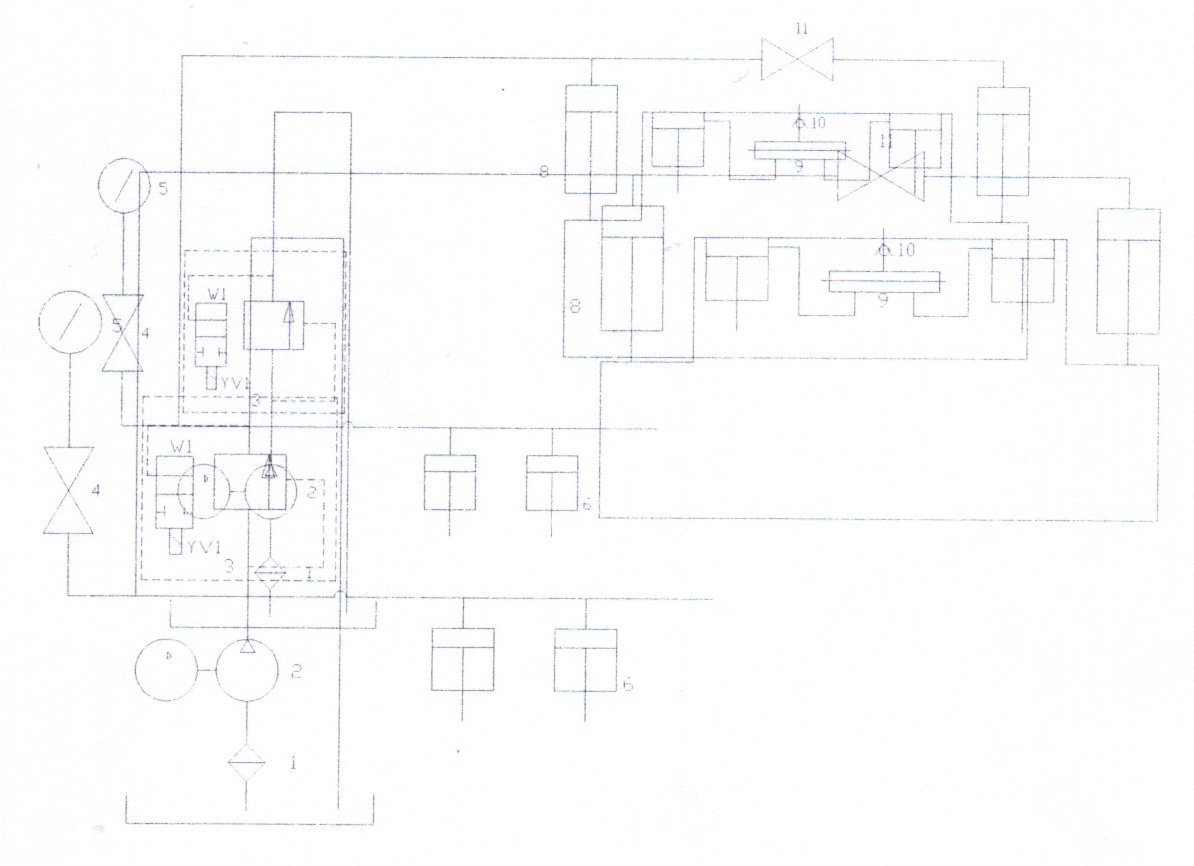
A regra de funcionamento do sistema hidráulico é a seguinte:
A estrutura de corte desce:
Quando a válvula de descarga magnética 3 é energizada, a bomba 2 extrai o óleo hidráulico, que flui pela válvula de descarga magnética 3 e entra nos retentores e na área superior do cilindro principal de óleo. O pistão dos retentores desce para pressionar a placa de metal contra a força da mola, e a pressão do óleo começa a aumentar.
Quando a pressão atinge a pressão do gás nitrogênio no cilindro de curso, a estrutura de corte se move para baixo para cortar.
A estrutura de corte retorna para cima:
Quando a estrutura de corte atinge o ponto morto inferior, o ferro magnético YV1 da válvula de descarga magnética 3 perde energia devido a um interruptor de limite, e a estrutura de corte se move para cima devido à pressão do cilindro de gás nitrogênio.
Ao mesmo tempo, o óleo na área superior do cilindro principal flui de volta para o tanque de óleo por meio da válvula de descarga magnética.
O pistão de retenção também se move para cima devido à força da mola, e o óleo retorna ao tanque de óleo por meio da válvula de descarga magnética 3.
Quando a estrutura de corte atinge o ponto morto superior, um ciclo de corte é concluído.
6. Equipamento de controle padrão
Botão Iniciar
Para iniciar o funcionamento do motor principal e do circuito de controle.
Botão Parar
Para interromper o funcionamento do motor principal e do circuito de controle.
Chave seletora de modo Auto/Man
Selecione o modo de trabalho
No modo Auto
-Um passo no pedal, a estrutura de corte continuará a cortar.
-Pode comandar o corte somente pelo pedal.
No modo Manual
-Um passo no pedal, a estrutura de corte fará apenas um corte.
-Ajuste o curso de corte retornando o botão giratório no painel.
Pedal
Empurre para comandar a lâmina de corte para baixo e solte para que o suporte da lâmina superior suba no modo AUTO.
Luz de iluminação
Luz de trabalho para iluminar a área da lâmina de corte, operando com fonte de alimentação monofásica de 220V, 50Hz.
Ajuste e operação da máquina de corte hidráulico
Ajuste a folga entre as lâminas da máquina de corte hidráulica
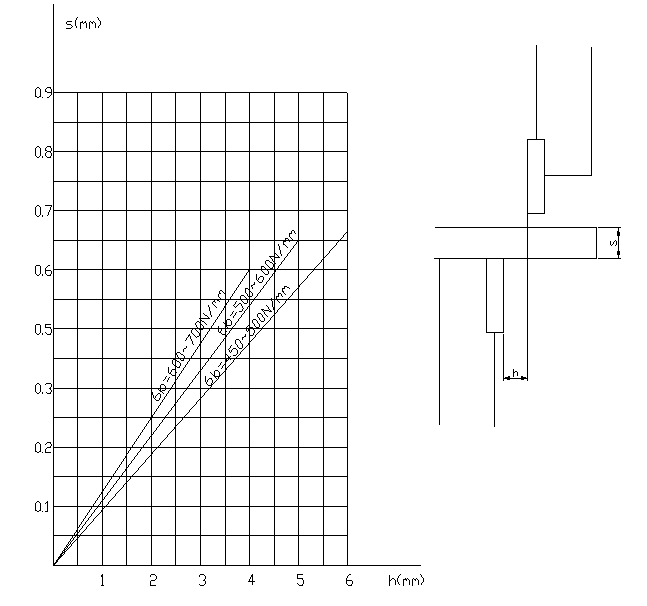
A folga da lâmina é fundamental para a qualidade do corte e a vida útil das lâminas. Faça o ajuste de acordo com a tabela de ajuste de folga abaixo.
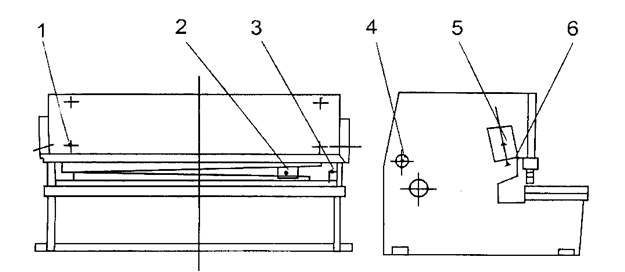
Para ajustar a folga (consulte a Figura 2), você precisa soltar o parafuso de aperto (4) e, em seguida, girar o volante (3) até o valor desejado, que deve ser calculado com base na espessura da placa e, por fim, apertar o parafuso (4).
Há uma válvula de esfera (localizada no lado direito da máquina, fora do cilindro) que é usada para medir a folga entre as lâminas superior e inferior.
Para obter mais detalhes: no modo manual, quando a estrutura de corte atingir o ponto morto inferior, feche rapidamente o circuito de óleo, fazendo com que a estrutura de corte permaneça no ponto morto inferior. Em seguida, ligue lentamente a válvula de esfera, fazendo com que a estrutura de corte se mova para cima, passo a passo, ao longo de todo o curso. Isso permitirá que você meça o valor da folga entre as lâminas.
Operação da máquina de corte hidráulico
7.2.1 Preparação da máquina
(1) Remova o braço de esquadria e o pedal da área de proteção para as mãos. Prenda o braço de esquadria no lado esquerdo da mesa da máquina usando parafusos e os dois orifícios laterais. O braço deve ficar próximo ao painel elétrico.
(2) Limpe os componentes de qualquer óleo sujo, tomando cuidado para garantir que a válvula de esfera esteja na posição aberta.
(3) Lubrifique todas as áreas necessárias.
(4) Encha o tanque de óleo com 200L de óleo hidráulico HL46 para cada máquina do modelo de 12 mm.
(5) Conecte a linha de aterramento, ligue a energia e verifique o funcionamento de todos os componentes elétricos.
7.2.2 Iniciando a máquina
(1) Pressione o botão "START" e solte-o.
(2) A luz indicadora de "motor ligado" deve acender.
(3) Mude o seletor de modo de "MAN" para "AUTO".
(4) Pise no pedal, fazendo com que a estrutura de corte desça e faça um corte.
(5) Se a estrutura de corte não descer, é provável que o motor esteja funcionando na direção errada. Desligue a energia e inverta um dos dois fios de fase para reiniciar o motor.
(6) O transportador da lâmina superior se elevará e parará quando atingir o interruptor de limite.
7.2.3 Medidor traseiro motorizado
(1) A tela do medidor traseiro motorizado deve ser ajustada com precisão na fábrica e deve corresponder à distância da barra do medidor traseiro até a borda de corte.
(2) Pressione o botão "+" para trazer a barra do medidor para trás. A leitura aumentará e parará quando atingir a chave de limite máximo de deslocamento L/S 3.
(3) Pressione o botão "-" para trazer a barra do medidor de trás para a frente. A leitura diminuirá e parará quando atingir a chave de limite mínimo de deslocamento L/S 4.
(4) O paralelismo do medidor traseiro deve ser definido na fábrica, mas pode ser calibrado conforme necessário.
(5) Mova a barra de medição traseira para trás para remover o revestimento antiferrugem antes de cortar.
Observação:
(1) A tabela de pressão deve estar ligada durante o corte, e a pressão deve ser verificada se parecer incorreta. A válvula de transbordamento pode precisar ser ajustada.
(2) Se ocorrer algum ruído incomum ou superaquecimento do tanque de óleo durante a operação, a máquina deve ser parada imediatamente. A temperatura do tanque de óleo não deve exceder 60°C.
Solução de problemas da máquina de corte hidráulica
A máquina não pode iniciar
Verifique a fonte de alimentação de entrada.
Verifique se a parada de emergência está liberada.
Verifique a saída do transformador.
A máquina não pode cortar
Verifique se o interruptor de limite está acionado.
Verifique se o motor está girando em uma rotação correta.
Verifique se o cabo da pá de pé não está quebrado.
Verifique se o microinterruptor dentro do pedal está funcionando.
Tagarelice do carneiro no curso descendente
A pressão de ajuste do contrapeso está um pouco alta demais
Basta soltar um pouco o parafuso de ajuste para diminuir a configuração
A máquina opera por conta própria
Certifique-se de que o microinterruptor dentro da sapatilha não esteja danificado.
O cabo das pás pode estar em curto-circuito entre si.
A falha e a solução do sistema hidráulico
Falha
Causa
Resolver
O sistema hidráulico não tem pressão e a estrutura de corte não funciona
1. O plugue da válvula de troca magnética tem uma conexão ruim.
1. Inspecione o plugue.
2. O núcleo da válvula está preso por resíduos ou está se tornando rude. O orifício da válvula de aceleração da válvula de coincidência não pode fluir.
2. Desmonte a válvula e limpe-a.
1. o quadro de corte retorna lentamente ou não pode subir no ponto morto.
A pressão do gás nitrogênio não é suficiente.
Forneça gás nitrogênio para adicionar pressão
2. A ação da estrutura de corte e dos suportes é desarmônica
Manutenção da máquina de corte hidráulico
Óleo hidráulico e de lubrificação
Esta máquina utiliza óleo hidráulico de grau 46 e só deve ser reabastecida ou substituída por óleo do mesmo grau, como, por exemplo, o óleo de grau 46:
FIAT-HTF 46
ENERGOL HLP 46
ESSO NUTO H46
SHELL-TELLUS S68
TOTAL-AZOLLA 46
Programa de lubrificação
O óleo hidráulico desta máquina deve ser trocado após as primeiras 1.500 horas de trabalho e drenado completamente do tanque de óleo para remover quaisquer impurezas que possam ter entrado durante a montagem. O filtro de óleo também deve ser trocado e substituído por um filtro de óleo do mesmo grau. Posteriormente, as trocas de óleo devem ser realizadas a cada 5.000 horas de trabalho.
Além disso, todos os pontos do bico de graxa devem ser lubrificados a cada duas semanas, localizados no conjunto do medidor traseiro.
Não.
nome
fluxo
Tempo interno (h)
Tipo e marca
1
Um ponto superior e um ponto inferior em cada cilindro de retorno.
Pequeno
16
Óleo de lubrificação Ca ZG-3 GB491-65 Óleo mecânico N46GB443-84B
2
Um ponto à esquerda e um ponto à direita da porca deslizante do batente traseiro
Médio
8
3
Dois pontos de apoio para a oscilação da estrutura superior da faca, um à esquerda e outro à direita
Pequeno
24
4
Um à esquerda e o outro à direita da luva do eixo de folga
Pequeno
48
5
Cada ponto na haste do pistão dos cilindros esquerdo e direito
Médio
8
4# carbono-lítio Q/SY1000-65
6
Cada um no bloco de preenchimento do cilindro esquerdo e direito
Médio
8
Observação:
Misture o óleo lubrificante 50% à base de cálcio com o óleo mecânico 50% para uso.
Misture o óleo lubrificante 30% Carbon-Lithium com o óleo mecânico 70%.
Substitua o tanque de óleo a cada seis meses.
Troca da lâmina de corte
Tanto a parte superior quanto a inferior lâminas de corte são idênticos e intercambiáveis. Para fazer com que a estrutura de corte desça até o ponto morto inferior, use a válvula esférica e desligue a máquina.
Primeiro, remova a lâmina inferior e, em seguida, a lâmina superior. Solte todos os pequenos parafusos de fixação no suporte da lâmina superior.
Limpe as lâminas e o alojamento/assento da lâmina. Fixe primeiro a lâmina superior e depois a lâmina inferior. Se necessário, aperte os pequenos parafusos de ajuste no suporte da lâmina superior para fechar a folga da lâmina. Lembre-se de verificar a folga mínima e ajustar os pequenos parafusos de ajuste para fechar as lâminas, conforme necessário.
CUIDADO: Sempre contrate pessoal qualificado e experiente para realizar esse trabalho, pois isso pode resultar em danos às lâminas de corte/máquina ou ferimentos pessoais.
Esmerilhamento da lâmina de corte
A lâmina da tesoura tem formato retangular e a lâmina superior tem duas bordas de corte, enquanto a lâmina inferior tem quatro bordas de corte. Só é necessário afiar a lâmina depois que todas as duas ou quatro bordas tiverem sido usadas.
Ao esmerilhar, lembre-se de esmerilhar apenas a espessura, não a altura da lâmina. A perda de espessura de desbaste das lâminas de corte pode resultar na necessidade de fechar o suporte superior da lâmina ajustando o parafuso no parafuso de tensionamento (próximo à alavanca de folga rápida da lâmina).
Lâminas superior e inferior
(Desenhos de ferramentas Veja os desenhos em anexo)
Construção principal da máquina de corte hidráulica e de prevenção de segurança
Observação!
Esta seção só se aplica a máquinas com requisitos especiais e não deve ser consultada para outras máquinas.
Para garantir a segurança das pessoas e do equipamento, projetamos equipamentos de segurança. O operador não deve modificar, remover ou desconectar o equipamento de segurança.
10.1 Feixe de luz/feixe de laser
Há um feixe de luz ou laser (dependendo da solicitação do cliente). Se o operador bloquear a cortina de luz, o módulo de segurança será ativado e o aríete não poderá se mover para baixo para evitar lesões ao operador.
10.2 Grade de segurança
Há uma grade de segurança localizada na lateral e na parte traseira da máquina para manter o operador longe de áreas perigosas. A grade de segurança é conectada ao sistema elétrico por meio de uma chave de segurança. Se a grade de segurança for aberta, o sistema elétrico entrará em funcionamento e a máquina não poderá operar.
10.3 Parada de emergência
Há um botão de parada de emergência localizado na estação de controle da alça e na estação de controle de suspensão. Em caso de erro de operação ou acidente, pressionar o botão de parada de emergência fará com que a máquina pare todas as ações.
10.4 Sistema hidráulico
Para evitar a queda perigosa do aríete, o sistema tem uma válvula de elevação de segurança. Os núcleos da válvula de troca e da válvula de elevação de segurança têm um sinal de verificação. Se o núcleo da válvula estiver anormal, o sinal de verificação interromperá o sistema elétrico para evitar lesões por queda. Se os núcleos da válvula de troca e da válvula de elevação de segurança não puderem ser reiniciados, a válvula deverá ser verificada.
10.5 Solução de problemas
A operação normal é segura. Se ocorrer algum acidente estranho, ou durante a manutenção ou o reparo da máquina, trave a grade de segurança, aperte o botão de parada de emergência dentro dos montantes e procure ajuda. Se suas mãos ou qualquer outra parte do corpo ficarem presas pelo punção ou pela chapa, aperte o botão de emergência, verifique a condição e reinicie a máquina. Mude o modo de operação para a posição "inch" (polegadas) e, em seguida, aperte o botão de retorno da alça, e o êmbolo retornará, permitindo que você retire as peças presas.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
O que diferencia as guilhotinas hidráulicas das guilhotinas de viga oscilante e por que essas distinções são importantes para seus projetos de metalurgia? Este artigo explora as principais diferenças, incluindo o movimento da lâmina, a...
Como garantir cortes precisos sem danificar o material em tesouras hidráulicas de viga oscilante? Este artigo se aprofunda nos fatores críticos do cálculo da força de cisalhamento, do ângulo de cisalhamento e da...
Você já se perguntou como essas enormes chapas de aço são cortadas com tanta precisão? Entre no mundo das máquinas de corte hidráulico - os heróis desconhecidos do setor de fabricação de metais....
A tesoura para chapas metálicas, como o nome indica, é uma máquina usada para cortar chapas metálicas. A seleção do material é baseada na chapa Q235 em geral. Se estiver cortando a chapa Q345, então...
Você já se perguntou como maximizar a eficiência e a segurança de sua máquina de corte? Este guia aborda dicas essenciais para a operação e manutenção dessas poderosas ferramentas. Desde a escolha do equipamento certo...
Você já se perguntou como folhas de metal maciças são cortadas com precisão e com o mínimo de esforço? Neste artigo, exploramos o fascinante mundo das tesouras guilhotinas hidráulicas. Você aprenderá sobre...
Você já se perguntou por que algumas chapas de metal saem perfeitamente planas, enquanto outras se deformam e distorcem? Este artigo revela os segredos por trás das forças de corte em tesouras de chapas rotativas. Você aprenderá como...
O que causa a falha do sistema hidráulico em uma guilhotina? Este artigo explora os problemas comuns, como perda de pressão, mau funcionamento da válvula e queda automática do calcador....
Você já se perguntou como a precisão e a eficiência se unem no corte industrial? Este artigo explora o fascinante mundo das tesouras guilhotinas, detalhando suas vantagens e desafios. Saiba como a mecânica...










{kind=link}
{kind=link}