Cálculo da força de corte de chapas metálicas (com base na guilhotina hidráulica)
Você já se perguntou por que algumas chapas de metal saem perfeitamente planas, enquanto outras se deformam e distorcem? Este artigo revela os segredos por trás das forças de corte em tesouras de chapas rotativas. Você aprenderá como diferentes ângulos e folgas afetam a qualidade e a eficiência do corte de metais. Prepare-se para descobrir os mecanismos que garantem a precisão em cada corte!
Comparação entre tesouras de chapas rotativas e tesouras de chapas comuns
Projeto da lâmina e processo de cisalhamento
Em comparação com as tesouras de chapa comuns, a maioria das tesouras de chapa rotativas adota um design de lâmina oblíqua. Esse design é vantajoso porque permite um processo de corte mais eficiente. A lâmina oblíqua reduz a força de cisalhamento necessária e minimiza a deformação da chapa metálica.
Vantagens da tesoura de chapa rotativa
As tesouras de chapa rotativa são amplamente utilizadas no setor devido a vários benefícios importantes:
Estrutura simples: O projeto das tesouras de chapa rotativa é simples, o que simplifica a manutenção e a operação.
Baixa taxa de falhas: A simplicidade da estrutura contribui para uma menor probabilidade de falha mecânica.
Alta eficiência: O design oblíquo da lâmina aumenta a eficiência do processo de cisalhamento.
Deformação mínima da folha: As chapas processadas por tesouras de chapa rotativa não sofrem curvatura, empenamento ou distorção, o que é fundamental para manter a qualidade do produto final.
Mecanismo de cisalhamento
No processo de cisalhamento, o suporte da lâmina da máquina de cisalhamento com viga oscilante passa por um movimento rotativo. Esse movimento rotativo é essencial, pois altera o ângulo de corte e a folga de cisalhamento da lâmina durante o processo. A variação do ângulo de corte e da folga de cisalhamento ajuda a obter um corte limpo e preciso.
Considerações e desafios do projeto
Um dos desafios no projeto de tesouras rotativas é o cálculo da força de corte da chapa metálica. A metodologia de projeto atual geralmente calcula a força de corte com base na suposição de movimento retilíneo do suporte da lâmina. No entanto, na realidade, o suporte da lâmina passa por um movimento rotativo. Essa discrepância pode levar a cálculos imprecisos da força de corte, resultando em desvios no tamanho do projeto e afetando potencialmente o desempenho normal da máquina.
Cálculo da força de corte
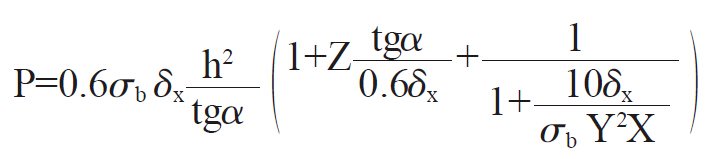
O cálculo da força de corte para o cisalhamento de lâmina inclinada com suporte de lâmina em movimento reto usa principalmente a Fórmula Norshari, desenvolvida por um ex-acadêmico soviético. Essa fórmula é crucial para determinar a força necessária no processo de cisalhamento, especialmente para máquinas com suportes de lâmina em movimento reto.
Na fórmula da força de corte::
σb - Limite de resistência à tração da placa ,N/mm;
δx-Taxa de alongamento da placa;
h-Espessura da placa, mm;
α- Ângulo de corte, °;
X、Y、Z - Respectivamente, referem-se a força de flexão coeficiente, valor relativo da folga lateral da lâmina de corte, coeficiente do material da prensa.
Limitações da fórmula Norshari
A Fórmula de Norshari não leva em conta a mudança do ângulo de alívio de cisalhamento durante o processo de cisalhamento e pressupõe uma folga de cisalhamento fixa. Consequentemente, ela só é aplicável a tesouras com suporte de lâmina que se move em um movimento reto.
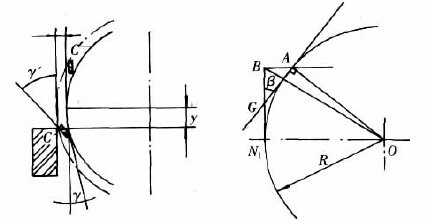
Ângulo de alívio de cisalhamento e folga de cisalhamento
Durante o processo de cisalhamento, o ângulo de alívio pode variar dentro da faixa de γ±β. A qualidade do cisalhamento da placa e a força necessária são altamente sensíveis à folga de cisalhamento. Uma folga de cisalhamento maior aumenta a proporção da função de tração, levando a uma qualidade de cisalhamento inferior. Para o corte de chapas de espessura média, o ideal é que a folga de cisalhamento seja controlada entre 8% e 12%.
Máquinas de corte rotativas
Nas máquinas de corte rotativas, atingir o γ±β necessário é um desafio devido ao processo simplificado de instalação da lâmina. Quando a folga de cisalhamento excede o valor experimentado, isso leva a uma mudança na força de cisalhamento. Um aumento na folga de cisalhamento resulta em um valor relativo mais alto da folga lateral de cisalhamento, aumentando assim a força necessária para o cisalhamento.
Impacto da função de puxar
Uma função de tração proeminente durante o processo de corte aumenta a força de cisalhamento e a perda de potência, causa deformação plástica da chapa, aumenta o atrito entre a lâmina e a chapa e reduz a vida útil do cortador. Portanto, ao calcular a força de corte para máquinas de corte rotativas, recomenda-se escolher um valor relativo mais alto de folga lateral da lâmina de corte e um coeficiente de embotamento da lâmina mais alto.
Exemplo prático de cálculo
O cálculo da força de cisalhamento para uma máquina de corte normalmente usa uma fórmula técnica. A maioria dos cálculos baseia-se em chapas de aço Q235 comuns, com fatores de conversão para diferentes materiais:
Placa de aço Q235: Fator de conversão = 1
Chapa de aço Q345: Fator de conversão = 1,4
Aço inoxidável 304: Fator de conversão = 2
Exemplo de cálculo
Para uma placa de aço Q235 de 10 mm de espessura e 6000 mm de comprimento: Força de cisalhamento=10×6000×23,5=1410000 N=141 Toneladas
Para uma placa de aço Q345: Força de cisalhamento=141×1,4=197,4 toneladas
Para uma placa de aço inoxidável 304: Força de cisalhamento=141×2=282 toneladas
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Como escolher o equipamento certo para corte de chapas metálicas? Com inúmeras opções, desde tesouras tradicionais até cortadores a laser avançados, selecionar a melhor ferramenta pode ser assustador. Este artigo...
A tesoura para chapas metálicas, como o nome indica, é uma máquina usada para cortar chapas metálicas. A seleção do material é baseada na chapa Q235 em geral. Se estiver cortando a chapa Q345, então...
Você já se perguntou como essas enormes chapas de aço são cortadas com tanta precisão? Entre no mundo das máquinas de corte hidráulico - os heróis desconhecidos do setor de fabricação de metais....
Como você pode garantir que sua guilhotina funcione com segurança e dure mais tempo? Este artigo explora as práticas essenciais de manutenção para tesouras guilhotina, desde verificações diárias até revisões anuais. Você aprenderá o que é crucial...
Você já se perguntou quais empresas estão liderando o setor de máquinas de corte hidráulico? Este artigo explora os 26 principais fabricantes do mundo, detalhando sua história, especialidades e alcance global. De empresas estabelecidas há muito tempo...
Você já se perguntou como maximizar a eficiência e a segurança de sua máquina de corte? Este guia aborda dicas essenciais para a operação e manutenção dessas poderosas ferramentas. Desde a escolha do equipamento certo...
Sua máquina de corte mecânico não está funcionando como deveria? Neste guia, você encontrará etapas detalhadas de solução de problemas comuns, como larguras de corte inconsistentes, problemas de retidão de superfície, excesso de...
Você já se perguntou como folhas de metal maciças são cortadas com precisão e com o mínimo de esforço? Neste artigo, exploramos o fascinante mundo das tesouras guilhotinas hidráulicas. Você aprenderá sobre...
Você já se perguntou como as fábricas conseguem cortes precisos de metal com o mínimo de esforço? A máquina de entalhar é uma ferramenta versátil usada para cortar placas de metal em vários ângulos. Este artigo...