Dicas de design de chapas metálicas e como otimizá-lo
Você já se perguntou como melhorar a eficiência e a qualidade de seus projetos de chapas metálicas? Neste artigo, vamos nos aprofundar em dicas essenciais para projetos de chapas metálicas, explorando técnicas para minimizar erros e otimizar processos. Da estampagem à dobragem, cada etapa é crucial para obter resultados precisos e econômicos. Ao final da leitura, você obterá insights práticos e estratégias para aprimorar a fabricação de chapas metálicas, garantindo a funcionalidade e a durabilidade de seus projetos.
As peças de chapa metálica são comumente utilizadas tanto no revestimento da superfície externa quanto nos componentes estruturais internos dos automóveis.
Como engenheiro estrutural de controle, a redução de custos é sempre uma pressão que preciso suportar em meu negócio principal.
Após realizar uma extensa pesquisa, descobri que meus colegas converteram com sucesso a tampa superior do controlador em uma peça estampada em chapa metálica.
Para evitar erros no processo de design, reuni dados e compilei uma lista das técnicas comuns no design de peças de chapa metálica. Espero compartilhar e aprender com outras pessoas do setor por meio dessas informações.
Cada processo tem requisitos de design específicos e, nesta seção, apresentaremos uma breve visão geral de cada processo a partir de quatro perspectivas diferentes.
1. Blanqueamento
O apagamento é dividido em duas categorias: Blanking comum e Blanking de precisão.
Como os métodos de processamento são diferentes, a tecnologia usada na processo de apagamento também varia.
A tampa superior do controlador do motor e outros componentes estruturais normalmente utilizam apenas um revestimento comum.
Nesta seção, vamos nos concentrar na estrutura e na tecnologia do apagamento comum que costumamos usar.
Habilidade 1.1
É ideal que a forma e o tamanho das peças de corte sejam simples e simétricos, pois isso minimiza o desperdício durante o processo de layout.
Layout das peças de corte
Habilidade 1.2
O formato e os orifícios internos das peças de vedação devem evitar cantos afiados.
Nos pontos de encontro de linhas retas ou curvas, uma conexão em arco deve ser incorporada com um raio de R ≥ 0,5t, em que t é a espessura da parede do material.
Valor mínimo do raio de filete da peça de corte
Habilidade 1.3
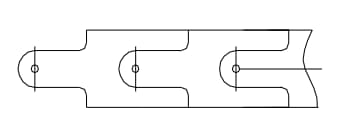
As peças cegas com cantiléveres e ranhuras estreitas devem evitar seções convexas ou côncavas profundas e largas.
Como regra geral, essas seções não devem ser inferiores a 1,5 t, em que t é a espessura do material.
Além disso, entalhes estreitos e longos, bem como entalhes excessivamente estreitos, devem ser evitados para aumentar a resistência das partes correspondentes da matriz.
Evite cantiléveres e ranhuras estreitas.
Habilidade 1.4
Os furos circulares são a opção preferida para perfuração, especialmente quando se consideram os requisitos de tamanho mínimo.
O tamanho mínimo para perfuração depende de fatores como o formato do furo, as propriedades mecânicas do material e a espessura do material.
Exemplo de formato de punção
Material
Diâmetro do furo circular (b)
Largura b do lado curto do furo retangular
Aço com alto teor de carbono
1.3t
1.0t
Aço de baixo carbono, latão
1.0t
0.7t
Alumínio
0.8t
0.5t
*t é a espessura do material, e o tamanho mínimo da perfuração geralmente não é inferior a 0,3 mm
Habilidade 1.5
O espaçamento entre os furos de perfuração e o espaçamento entre as bordas dos furos são considerações importantes.
A distância mínima entre a borda de perfuração de uma peça e seu formato é limitada com base no formato da peça e do orifício, conforme ilustrado na figura a seguir.
Quando a borda de perfuração não estiver paralela à borda do contorno da peça, a distância mínima não deve ser menor que a espessura do material (t). Quando paralela, não deve ser inferior a 1,5t.
Diagrama esquemático da distância da borda do furo e do espaçamento do furo das peças de corte
Habilidade 1.6
Ao perfurar, dobrar e desenhar peças, deve-se manter uma certa distância entre a parede do furo e a parede reta.
Distância entre a parede do orifício do peça de dobra e a parte de estiramento e a parede reta da peça de trabalho
Habilidade 1.7
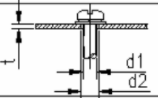
Para furos passantes e assentos escareados de parafusos e porcas, as dimensões estruturais do furo passante do parafuso ou da porca e do assento da cabeça escareada podem ser encontradas na tabela a seguir.
Ao projetar um assento de cabeça escareada para um parafuso de cabeça escareada, se a placa for muito fina para acomodar tanto o furo passante (d2) quanto o furo escareado (D), deve-se dar prioridade para garantir o furo passante (d2).
Assento com cabeça escareada e furo passante para parafusos com cabeça escareada
d1
Φ2
Φ2.5
Φ3
Φ4
Φ5
d2
Φ2.1
Φ2.6
Φ3.1
Φ4.1
Φ5.1
D
Φ4.1
Φ5
Φ5.5
Φ7.2
Φ9
h
1
1.1
1.2
1.6
2
a
90°
*É necessário que a espessura da chapa metálica t ≥ h.
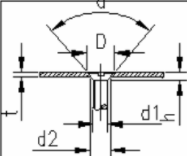
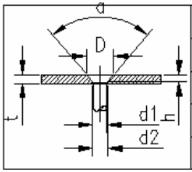
Assento escareado e furo passante para rebite escareado
Habilidade 1.8
Não são permitidas peças cegas com rebarbas excessivas que ultrapassem uma determinada altura. A tabela a seguir mostra o valor limite (mm) para a altura da rebarba da peça estampada.
Espessura da parede do material
Resistência à tração do material (N / mm)2)
>100~250
>250~400
>400~630
>630
f
m
g
f
m
g
f
m
g
f
m
g
>0.7~1.0
0.12
0.17
0.23
0.09
0.13
0.17
0.05
0.07
0.1
0.03
0.04
0.05
>1.0~1.6
0.17
0.25
0.34
0.12
0.18
0.24
0.07
0.11
0.15
0.04
0.06
0.08
>1.6~2.5
0.25
0.37
0.5
0.18
0.26
0.35
0.11
0.16
0.22
0.06
0.09
0.12
>2.5~4.0
0.36
0.54
0.72
0.25
0.37
0.5
0.2
0.3
0.4
0.09
0.13
0.18
*O grau f (grau de precisão) é aplicável a peças com requisitos mais elevados;
O nível m (nível médio) é aplicável a peças com requisitos médios;
O grau g (rugosidade) é aplicável a peças com requisitos gerais.
2. Flexão
Habilidade 2.1
O mínimo raio de curvatura de peças dobradas: Quando um material é dobrado, a camada externa sofre alongamento, enquanto a camada interna sofre compressão na área do filete.
Quando a espessura do material é constante, quanto menor for o raio interno (R), mais severas serão a tensão e a compressão do material.
Se a tensão de tração no filete externo exceder a resistência máxima do material, ocorrerão rachaduras e fraturas.
Portanto, o projeto estrutural das peças de flexão deve evitar raios de filete de flexão excessivamente pequenos.
O raio de curvatura mínimo para materiais comuns usados pela empresa pode ser encontrado na tabela a seguir.
O raio de curvatura refere-se ao raio interno da peça de curvatura, enquanto t representa a espessura da parede do material.
O símbolo t representa a espessura da parede do material, M representa o estado recozido, Y representa o estado duro e Y2 representa o estado 1/2 duro.
Lista do raio de curvatura mínimo de materiais metálicos comuns
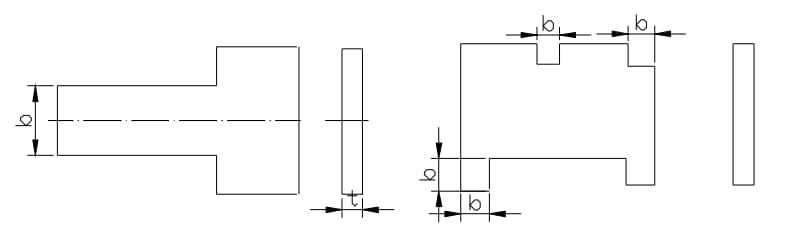
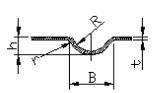
Habilidade 2.2
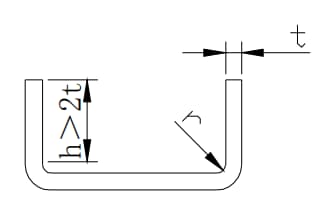
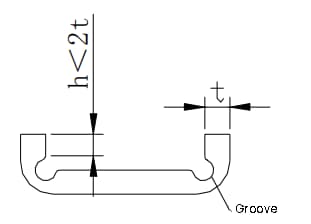
A altura da borda reta em uma peça dobrada não deve ser excessivamente pequena, com uma altura mínima de h > 2t.
Com relação ao valor mínimo da altura da borda reta de uma peça dobrada:
Se o projeto exigir uma altura de borda reta de h ≤ 2t, a altura de dobra deve ser aumentada primeiro e, depois, cortada no tamanho necessário após a dobra.
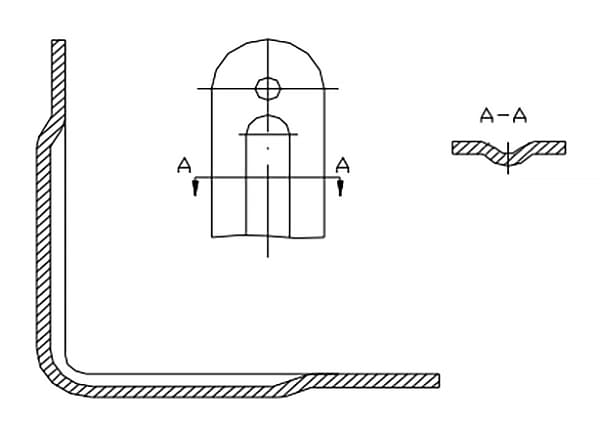
Como alternativa, uma ranhura rasa pode ser processada na área de deformação da dobra, seguida de uma dobra secundária (conforme mostrado na figura ao lado).
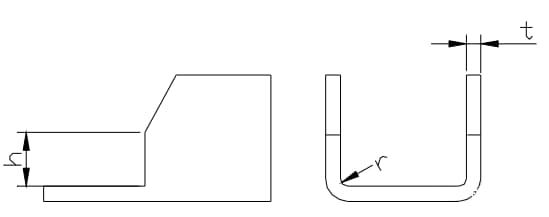
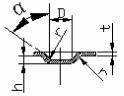
Em casos especiais, a altura da borda reta pode exigir um ângulo oblíquo no lado da curva.
Quando a lateral de uma peça dobrada tiver um ângulo oblíquo (como mostrado na figura ao lado), a altura mínima da lateral deverá ser h = (2-4)t > 3 mm.
Altura da borda reta com borda chanfrada
Habilidade 2.3
A distância da borda do furo em peças dobradas:
O furo deve ser perfurado primeiro e depois dobrado.
A posição do furo deve estar fora da área de deformação por flexão para evitar a deformação durante a flexão.
A distância entre a parede do furo e a borda de dobra pode ser encontrada na tabela a seguir.
t(mm)
s(mm)
1(Mm)
s(mm)
≤2.
s≥t+r
≤25
s≥2t+r
>25~50
s≥2,5t+r
>2
s≥1,5t+r
>50
s≥3t+r
Altura da borda reta com borda chanfrada
Habilidade 2.4
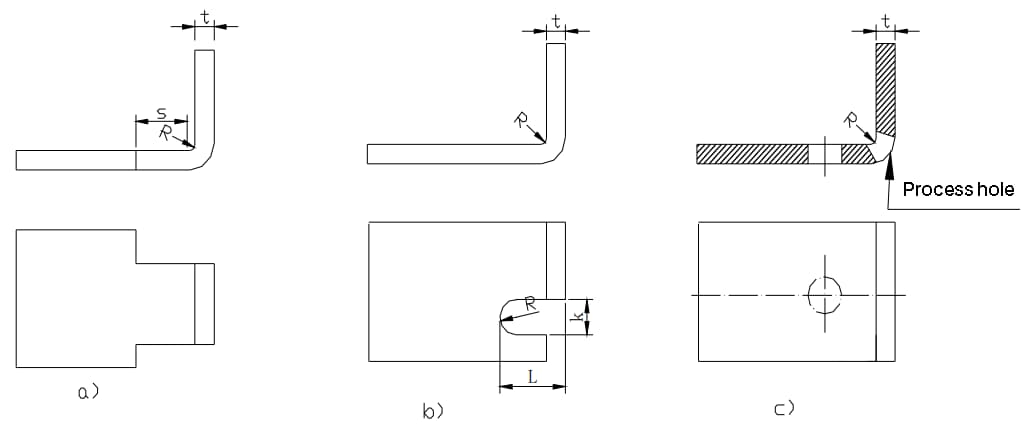
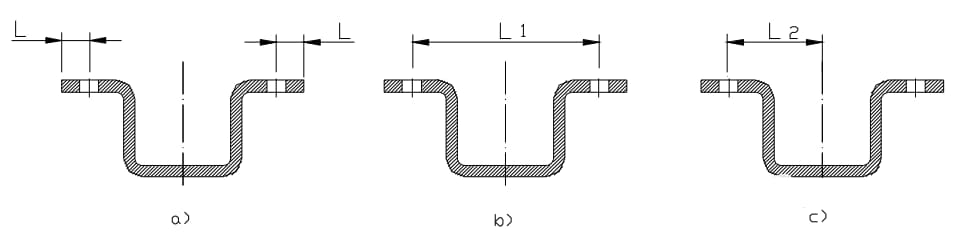
Quando uma seção da borda é dobrada localmente por um entalhe de processo dobrado localmente, para evitar que a concentração de tensão cause uma trinca de dobra no canto agudo, a dobra pode ser deslocada uma certa distância para eliminar a mudança repentina de tamanho (conforme mostrado na Figura a), ou uma ranhura de processo (conforme mostrado na Figura b) ou um furo de processo (conforme mostrado na Figura c) pode ser perfurado.
Observe os requisitos dimensionais no desenho: s ≥ R; largura da ranhura K ≥ t; profundidade da ranhura L ≥ t + R + K/2.
O método de projeto e processamento para flexão local quando um furo está na área de deformação de flexão usa a forma de entalhe como exemplo.
Exemplo de formulário de entalhe
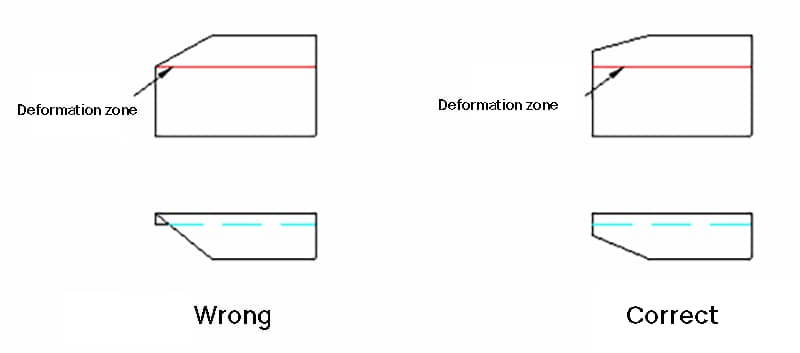
Habilidade 2.5
A borda de dobra com uma borda chanfrada deve ser posicionada fora da área de deformação.
A borda de dobra com borda chanfrada deve evitar a área de deformação.
Habilidade 2.6
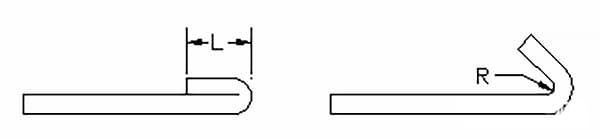
O projeto da borda morta deve considerar o comprimento da borda morta em relação à espessura do material.
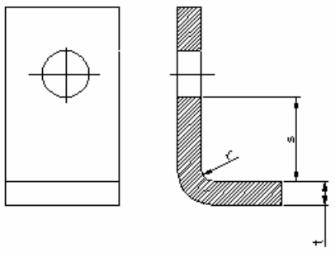
Conforme ilustrado na figura a seguir, o comprimento mínimo (L) da borda morta é normalmente ≥ 3,5t + R.
Aqui, t representa a espessura da parede do material e R representa o raio de curvatura interno mínimo do processo anterior (conforme mostrado na figura à direita) antes da formação da borda morta.
Comprimento mínimo da borda morta (L)
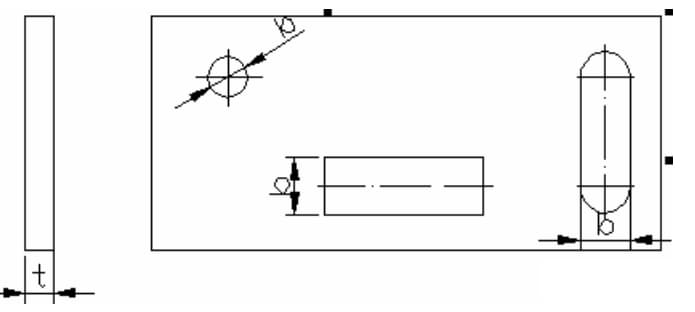
Habilidade 2.7
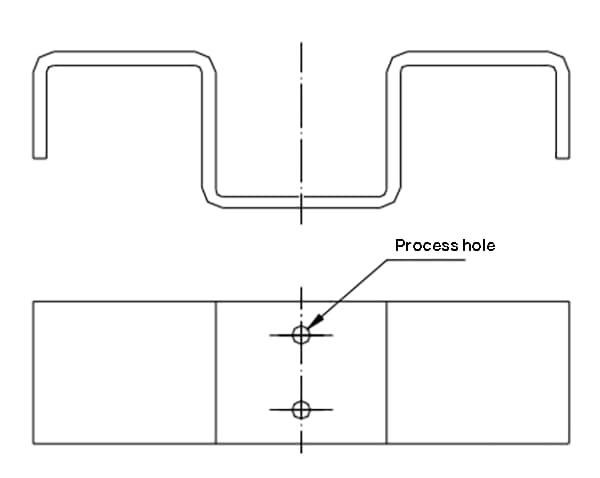
Os furos de posicionamento do processo são adicionados ao projeto para garantir o posicionamento preciso da peça bruta no molde e evitar desperdícios causados por desvios durante a dobra.
Conforme mostrado na figura a seguir, os orifícios de posicionamento do processo devem ser incluídos no projeto com antecedência.
Para peças formadas por várias dobras, os furos do processo devem ser usados como referência de posicionamento para minimizar o erro acumulado e garantir a qualidade do produto.
Furos de posicionamento do processo adicionados durante o dobramento múltiplo
Habilidade 2.8
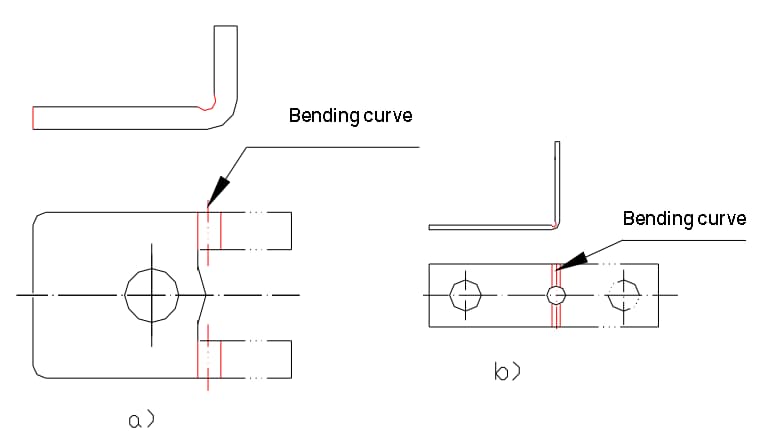
Ao indicar as dimensões relevantes das peças dobradas, o processo deve ser levado em consideração.
Por exemplo, conforme mostrado na figura a seguir:
a) Se a punção for realizada antes da dobra, a precisão da dimensão L é facilmente garantida e o processamento é simples.
b) e c) Se for necessário um alto nível de precisão para a dimensão L, os furos deverão ser usinados antes da dobra, o que é mais trabalhoso.
Habilidade 2.9
Há vários fatores que afetam o retorno elástico das peças dobradas, incluindo as propriedades mecânicas do material, a espessura da parede, o raio de dobra e a pressão positiva durante a dobra.
Quanto maior for a relação entre o raio interno da parte dobrada e a espessura da placa, maior será o springback.
Um exemplo de supressão do retorno elástico pode ser encontrado no projeto das peças de dobra.
Atualmente, o fabricante usa principalmente medidas de projeto para evitar o retorno elástico no projeto do molde.
Além disso, algumas estruturas são aprimoradas no projeto para simplificar o ângulo de retorno elástico, como a adição de uma nervura de reforço na área de dobra. Isso não apenas aumenta a rigidez da peça de trabalho, mas também ajuda a reduzir o retorno elástico.
Exemplos de métodos para suprimir o retorno elástico no projeto
3. Alongamento
Habilidade 3.1
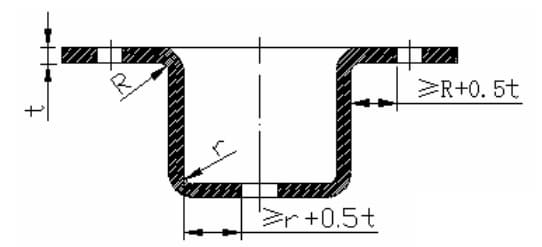
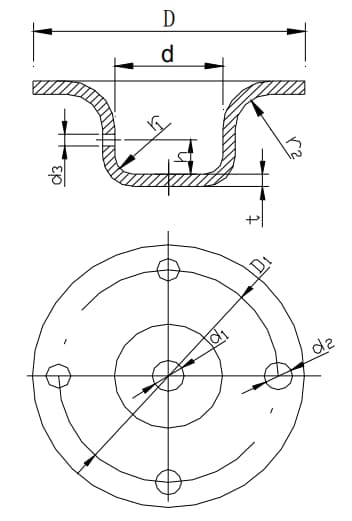
O raio de filete entre a parte inferior da peça esticada e a parede reta deve ser conforme descrito na figura a seguir.
O raio de filete entre a parte inferior da peça esticada e a parede reta deve ser maior do que a espessura da placa, ou seja, r1 ≥ t.
Para um alongamento mais suave, r1 é normalmente definido como (3 ~ 5)t, e o raio máximo do filete não deve ser maior do que 8 vezes a espessura da placa, ou seja, r1 ≤ 8t.
Exemplo de dimensão de dobra
Habilidade 3.2
O raio do filete entre o flange e a parede da peça esticada deve ser maior que o dobro da espessura da placa, ou seja, r2 ≥ 2t.
Para um alongamento mais suave, r2 é normalmente definido como (5 ~ 10)t, e o raio máximo do flange não deve exceder 8 vezes a espessura da placa, ou seja, r2 ≤ 8t.
(consulte a figura acima)
Habilidade 3.3
O diâmetro da cavidade interna da peça circular esticada deve ser de, no mínimo, d ≥ d + 10t para evitar enrugamento durante o estiramento.
(consulte a figura acima)
Habilidade 3.4
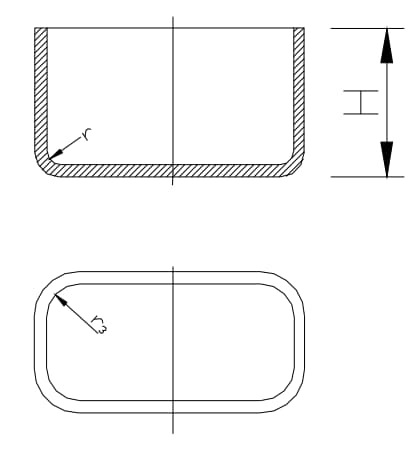
O raio de filete entre as paredes adjacentes de uma peça retangular esticada deve ser r3 ≥ 3t.
Para minimizar o número de vezes de alongamento, r3 deve ser definido como ≥ H / 5 o máximo possível para permitir o alongamento único.
Raio de filete entre duas paredes adjacentes de uma peça retangular esticada
Habilidade 3.5
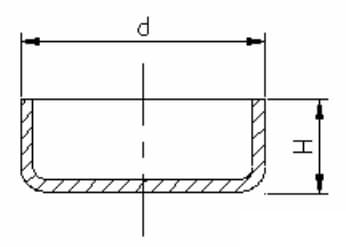
Ao formar uma peça de tração circular sem flange em uma única etapa, a relação entre a altura (h) e o diâmetro (d) deve ser menor ou igual a 0,4, ou seja, H / d ≤ 0,4, conforme ilustrado na figura abaixo.
A relação dimensional entre a altura e o diâmetro de peças circulares esticadas sem flange durante a conformação única.
Habilidade 3.6
Precauções para marcação de dimensões no desenho de projeto de peças esticadas:
As peças esticadas são submetidas a diferentes níveis de tensão, o que pode levar a alterações na espessura do material após o estiramento. Normalmente, o centro da parte inferior mantém sua espessura original, enquanto o material no canto inferior fica mais fino, o material próximo ao flange na parte superior fica mais grosso e o material no canto ao redor da peça retangular esticada fica mais grosso.
Ao projetar peças esticadas, as dimensões no desenho do produto devem ser claramente indicadas como dimensões externas ou internas que devem ser garantidas e não podem ser marcadas como ambas ao mesmo tempo.
O raio interno do arco côncavo ou convexo da peça esticada e a tolerância da dimensão da altura da peça cilíndrica esticada formada em uma etapa são desvios simétricos de dois lados com um valor de desvio igual à metade do valor absoluto da tolerância de precisão do grau 16 da norma nacional (GB) e são marcados com um sinal ±.
4. Formação
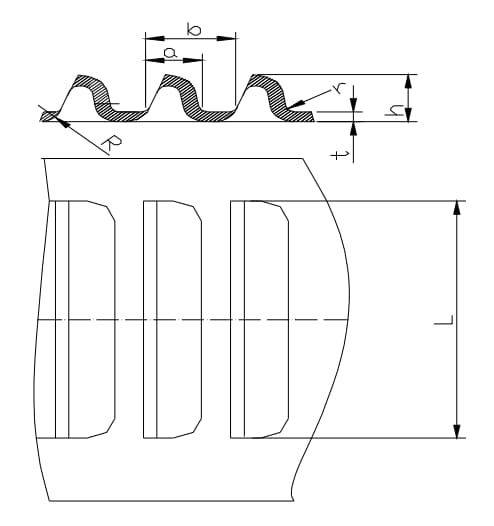
Habilidade 4.1
As nervuras de reforço em peças metálicas em forma de placa ajudam a aumentar a rigidez estrutural. A estrutura e a seleção de tamanho das nervuras de reforço são mostradas na figura a seguir.
Nome
Diagrama
R
h
B ou D
r
α °
Endurecer
(3~4)t
(3~2)t
(7-10)t
(1~2)t
–
Convexo
–
(2~1.5)t
≥3h
(0.5~1.5)t
15~30
Seleção da estrutura e do tamanho dos reforços
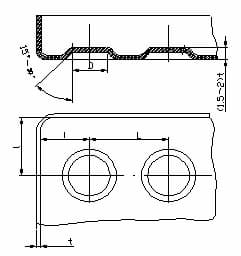
Habilidade 4.2
As dimensões limite para o espaçamento e o espaçamento das bordas das protuberâncias estão indicadas na tabela a seguir.
Diagrama
D
L
1
6.5
10
6
8.5
13
7.5
10.5
15
9
13
18
11
15
22
13
18
26
16
24
34
20
31
44
26
36
51
30
43
60
35
48
68
40
55
78
45
Estrutura das persianas
Requisitos de tamanho das persianas: a ≥ 4t; b≥6t; h≤5t; L≥24t; r≥0,5t.
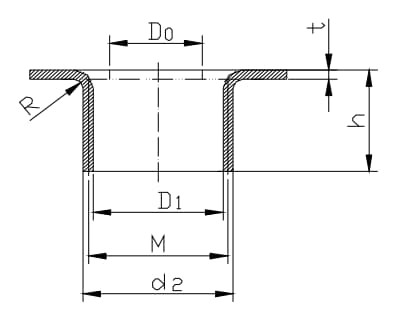
Habilidade 4.3
As grelhas são comumente usadas em várias tampas ou carcaças para fins de ventilação e dissipação de calor. O método de formação envolve cortar o material com uma borda do punção e esticar e deformar o material ao mesmo tempo com o restante do punção para criar uma forma ondulada com uma abertura em um lado. A estrutura típica das persianas é mostrada na figura a seguir.
Requisitos de tamanho da persiana estrutural: a ≥ 4t; b≥6t; h≤5t; L≥24t; r≥0,5t.
Parâmetros de dimensão de flangeamento de furo interno com furos rosqueados
5. Como otimizar o design de chapas metálicas?
O processamento de chapas metálicas é um método de trabalho a frio de chapas metálicas para produzir peças que atendam a requisitos específicos. As peças de chapa metálica oferecem vários benefícios, incluindo resistência, peso, custo-benefício e desempenho aprimorado em comparação com os componentes tradicionais.
Como resultado, as peças de chapa metálica têm sido cada vez mais utilizadas em setores de alta tecnologia, como o de eletrônicos e comunicações na China.
No entanto, as demandas por maior qualidade e funcionalidade das peças de chapa metálica continuam a aumentar. Assim, a otimização da tecnologia original de processamento de chapas metálicas tornou-se um foco crucial para os profissionais de processamento de chapas metálicas.
Este documento acredita que a otimização da tecnologia de processamento deve ser abordada de forma sistemática, começando com a aplicação dos quatro elos fundamentais do processamento a frio em processamento de chapas metálicas.
1. Blanqueamento
Blanqueamento é o processo de separar materiais de chapa metálica uns dos outros por meio de puncionamento com uma matriz. Esse estágio é normalmente usado para o processamento de peças com formas simples, pois permite um alto grau de precisão no processamento e minimiza o desperdício de material.
Para otimizar o estágio de apagamento, os seguintes fatores devem ser considerados:
Controle da forma: A forma das peças de chapa metálica em branco deve ser controlada, especialmente nas áreas de canto dos furos externos e internos. Deve-se estabelecer um arco nessas áreas para reduzir ângulos excessivos, evitar ângulos agudos e prevenir rachaduras no molde durante o tratamento térmico subsequente, o que poderia afetar a construção da chapa metálica.
Otimização da perfuração: O tamanho do punção e seu valor mínimo devem ser otimizados. Ao perfurar peças de chapa metálica, se o tamanho do punção for muito pequeno, ele pode reduzir a carga no punção, mas aumentar a pressão repentina na matriz e afetar a qualidade da matriz. O tamanho do punção deve ser definido com base nas diferentes metas de carga das peças de chapa metálica. Em geral, o comprimento de um furo deve ser maior que o dobro do espaçamento do furo e maior que 3,00 mm.
Ajuste do cantilever e da ranhura: O cantilever e a ranhura nas peças vazadas não devem ser muito estreitos ou muito longos para melhorar a resistência da borda da matriz e controlar a largura do entalhe do cantilever para que seja maior que 200 vezes a espessura da placa de metal.
2. Flexão
O estágio de dobra envolve o uso de equipamento de dobra para aplicar pressão à folha materiais metálicosfazendo com que eles sofram deformação elástica e, em seguida, deformação plástica, de acordo com o design desejado.
Nesse estágio, diferentes peças devem ser selecionadas com base nos requisitos do projeto e na operação de dobra deve ser determinado com base na espessura da chapa metálica.
Durante o processo de dobra, a deformação anormal local costuma ser um problema comum que pode afetar a aparência e a funcionalidade das peças de chapa metálica. Para otimizar o processo de dobra, o operador deve fazer um corte com antecedência para evitar esse tipo de deformação.
Quando são necessárias várias dobras, uma previsão abrangente deve ser feita em todos os estágios de dobra para evitar efeitos negativos nos processos de dobra subsequentes e para atingir o objetivo de design desejado das peças de chapa metálica.
3. Rebitagem por pressão
A imprensa processo de rebitagem para peças de chapa metálica envolve a deformação do metal e seu acoplamento por meio de pressão. Esse processo é comumente usado em rebitagem por prensa de parafuso e rebitagem por prensa de parafuso.
Para operações de rebitagem de prensa final, a porca normalmente tem um formato circular com uma engrenagem em relevo e uma seção de ranhura de arame. Esse processo não apenas otimiza a qualidade do processo de fabricação da porca, mas também elimina a necessidade de soldagem.
Para obter um melhor resultado de design, as seguintes etapas devem ser seguidas:
Seleção do molde: Diferentes especificações de moldes podem ser selecionadas com base na altura dos parafusos prensados no processo de rebitagem por prensa e a liberação de pressão do dispositivo de rebitagem por prensa deve ser ajustada para garantir a qualidade da prensagem da porca e evitar desperdícios.
Seleção do tamanho da chapa metálica: Deve-se escolher um tamanho adequado de chapa metálica ao definir a estrutura de rebitagem da prensa para garantir os resultados da rebitagem da prensa e evitar a liberação do elo da prensa das peças de chapa metálica.
4. Soldagem
A soldagem é um método crucial para conectar as estruturas das peças no processo de trabalho a frio de processamento de chapas metálicas. Normalmente, esse processo é realizado em condições de alta temperatura.
Os métodos de soldagem mais comumente usados são soldagem a arco de argônio e solda a ponto por contato.
No processo de soldagemPara minimizar a deformação da soldagem e aumentar a eficiência, diferentes métodos devem ser escolhidos com base nas propriedades das peças de chapa metálica.
Para otimizar o processo de soldagem, as seguintes etapas devem ser seguidas:
Controle de soldagem: Deve-se estabelecer um controle adequado da soldagem.
Controle de comprimento: O comprimento da peça de solda deve ser controlado com precisão para evitar a deformação da chapa metálica e otimizar a carga no ponto de solda.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Deseja reduzir custos e aumentar os lucros no processamento de chapas metálicas? No mercado competitivo de hoje, o cálculo preciso dos custos é crucial para a sobrevivência. Este artigo explora dois modelos principais - produto...
Imagine transformar o projeto e a fabricação de peças de chapa metálica de um processo incômodo e propenso a erros em uma operação perfeita e eficiente. Este artigo se aprofunda na poderosa função da tecnologia CAD/CAM...
Imagine transformar uma folha plana de metal em uma peça complexa e tridimensional com precisão e eficiência. A arte e a ciência da fabricação de chapas metálicas envolvem uma série de processos meticulosos,...
Como garantir que as peças de chapa metálica permaneçam firmemente conectadas sem solda ou parafusos? Este artigo explora o processo de rebitagem, uma técnica essencial na fabricação de metais. Você aprenderá sobre...
E se você pudesse dominar uma habilidade que combina criatividade e precisão? A fabricação de chapas metálicas é essencial em setores que vão do automotivo ao aeroespacial. Este guia para iniciantes aborda os...
Você já pensou na importância do endireitamento na fabricação de chapas metálicas? Esse processo crucial garante a precisão e a qualidade do produto final. Neste artigo, exploraremos os...
Este artigo explora o fascinante mundo da fabricação de chapas metálicas, abrangendo aço inoxidável, alumínio e muito mais. Você aprenderá como esses materiais são escolhidos e por que eles são essenciais para tudo, desde...
Você já se perguntou como as peças de chapa metálica são unidas para criar estruturas complexas? Nesta postagem do blog, exploraremos o fascinante mundo das técnicas de união de chapas metálicas. Como...
Como você garante a confiabilidade das conexões de chapas metálicas em seus projetos? É essencial entender os vários métodos de conexões rosqueadas e rebitagem. Este artigo se aprofunda nos princípios...