O processo de tecnologia de chapas metálicas pode variar, mas normalmente não inclui mais do que os dez processos listados abaixo.
Projetar e fazer desenhos de peças de chapa metálica
Projetar e fazer desenhos de peças de chapa metálica
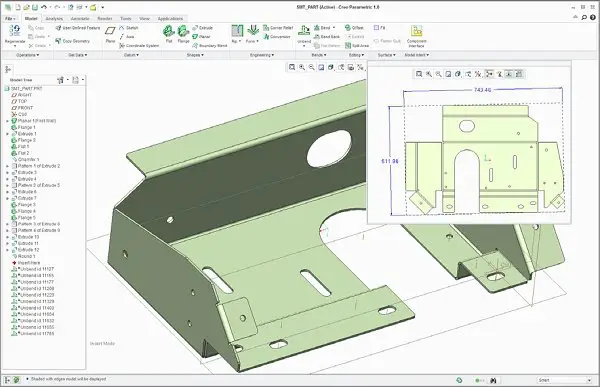
Também conhecido como projeção ortográfica ou desenho de múltiplas vistas, seu objetivo é representar com precisão a estrutura tridimensional das peças de chapa metálica por meio de um conjunto de desenhos bidimensionais. Normalmente, isso inclui três vistas principais:
- Vista frontal (elevação)
- Vista superior (plano)
- Vista lateral (perfil ou elevação final)
Essas visualizações são alinhadas com precisão e fornecem uma descrição completa da geometria da peça, incluindo sua forma, tamanho e características. Para peças de chapa metálica, é dada atenção especial a:
- Linhas de dobra e raios de dobra
- Espessura do material
- Localização e tamanho dos furos
- Flanges e bainhas
- Recortes e entalhes
- Tolerâncias e requisitos de acabamento de superfície
O desenho também deve incluir:
- Bloco de título com nome da peça, número, especificação do material e outras informações relevantes
- Escala
- Dimensões e anotações
- Observações sobre os processos de fabricação (por exemplo, direção da dobra, locais de solda)
- Layout de padrão plano para fabricação
Os projetistas geralmente usam software CAD para criar esses desenhos, o que permite fácil modificação e geração de modelos 3D. Esses desenhos detalhados são cruciais para a fabricação precisa, o controle de qualidade e a comunicação entre as equipes de projeto e fabricação de chapas metálicas.
Desenhe o diagrama de expansão
Desenhe o diagrama de expansão
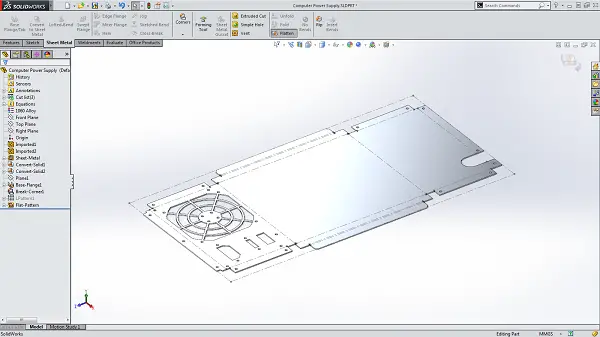
O processo de desenhar um diagrama de expansão envolve a transformação de estruturas tridimensionais complexas em representações bidimensionais achatadas. Essa técnica é crucial na fabricação de chapas metálicas, permitindo que os fabricantes visualizem e planejem os cortes e as dobras precisos necessários para criar o produto final. O diagrama de expansão serve como um projeto para a forma desdobrada da peça, abrangendo todas as superfícies e características em um único plano.
As principais etapas da criação de um diagrama de expansão incluem:
- Analisar a estrutura 3D para identificar todas as superfícies, curvas e recursos
- Cálculo de tolerâncias de curvatura e fatores K com base nas propriedades e na espessura do material
- Desdobramento matemático da estrutura, levando em conta o estiramento e a compressão do material
- Organizar as superfícies achatadas de forma lógica para minimizar o desperdício de material
- Adição de anotações necessárias, como linhas de dobra, linhas de corte e informações dimensionais
- Incorporação de quaisquer recursos adicionais, como furos, entalhes ou abas
O software CAD avançado geralmente automatiza grande parte desse processo, mas compreender os princípios subjacentes é essencial para otimizar os projetos e solucionar problemas de peças complexas. Diagramas de expansão precisos são fundamentais para a fabricação de precisão, garantindo que a peça plana em branco tenha a forma 3D pretendida quando for fabricada.
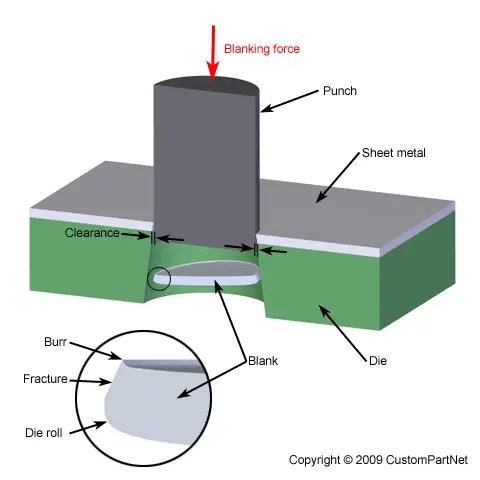
Há vários métodos avançados de corte na fabricação de metais, cada um com vantagens específicas:
A. Corte com máquina de cisalhamento: Esse método utiliza uma máquina de corte para produzir a largura e o comprimento necessários a partir de uma chapa de metal expandida. Para formas mais complexas que exigem furos ou cantos entalhados, uma máquina de puncionamento com matrizes especializadas pode ser integrada ao processo. Esse método é versátil e econômico para formas simples e tiragens médias de produção.
B. Corte progressivo de matrizes: Nesse processo de alta eficiência, as peças são formadas por meio de uma série de operações de estampagem em uma única configuração de prensa. A peça de trabalho passa por várias estações, cada uma realizando uma operação específica (por exemplo, perfuração, formação, corte). Esse método oferece vantagens significativas em termos de velocidade, eficiência e redução de custos, tornando-o ideal para a produção de alto volume de peças complexas.
C. Blanqueamento CNC: Esse método controlado por computador começa com a programação CAD/CAM para criar uma representação digital da peça expandida. O programa é então traduzido em um código legível por máquina para a prensa de punção CNC. A máquina perfura com precisão a forma estrutural do material plano de acordo com a sequência programada. A estampagem CNC oferece alta precisão, flexibilidade para alterações no projeto e é particularmente adequada para lotes de tamanho pequeno a médio ou para prototipagem.
D. Corte a laser em branco: Esse método sem contato emprega um feixe de laser de alta potência para cortar a forma estrutural de chapas de metal planas. O corte a laser é excelente na produção de projetos complexos com tolerâncias rígidas e desperdício mínimo de material. É particularmente eficaz para materiais de espessura fina a média e oferece a vantagem de não haver desgaste da ferramenta. O processo é altamente automatizado, permitindo trocas rápidas entre diferentes projetos de peças.
Cada método de corte tem suas aplicações ideais com base em fatores como propriedades do material, complexidade da peça, volume de produção e tolerâncias necessárias. A escolha do método geralmente envolve um equilíbrio entre os custos iniciais de ferramental, a velocidade de produção e a qualidade da peça final.
Rosqueamento com flange
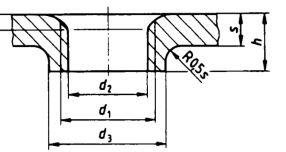
O rosqueamento de flanges, também conhecido como rosqueamento extrudado ou formação de flanges, é um processo de fabricação de metal de precisão que envolve a criação de um flange extrudado em torno de um furo pré-existente e, em seguida, o rosqueamento para formar roscas internas. Essa técnica aumenta significativamente a integridade estrutural da conexão rosqueada e oferece resistência superior ao afrouxamento em aplicações de chapas metálicas finas.
O processo começa com a perfuração de um furo piloto na chapa metálica. Em seguida, uma ferramenta especializada é usada para extrudar o material ao redor do furo, formando um colar ou flange elevado. Esse material extrudado aumenta a espessura efetiva da chapa no ponto de conexão, permitindo maior encaixe da rosca e melhor distribuição da carga.
Para chapas metálicas finas (normalmente com menos de 2,0 mm), o rosqueamento de flange oferece várias vantagens:
- Maior resistência e durabilidade da rosca
- Maior resistência à remoção e ao arrancamento
- Recursos aprimorados de vedação
- Redução do risco de afrouxamento do fixador devido à vibração
Para placas mais espessas, como as de 2,0 mm ou 2,5 mm ou mais, o rosqueamento direto sem formação de flange geralmente é suficiente. A espessura inerente do material proporciona o encaixe e a resistência adequados da rosca para a maioria das aplicações.
Ao escolher entre rosqueamento de flange e rosqueamento direto, considere fatores como espessura do material, requisitos de carga, exposição à vibração e necessidades de vedação. A seleção adequada da ferramenta e os parâmetros do processo são cruciais para obter os melhores resultados em qualquer um dos métodos.
Fabricação de punção
O processo de puncionamento abrange uma variedade de operações de precisão, cada uma delas projetada para alcançar resultados específicos de formação de metal. Essas operações incluem perfuração de furos, entalhe de cantos, corte em branco, gravação em relevo, corte e desenho, entre outras.
Cada operação exige uma ferramenta ou matriz especializada para garantir resultados ideais e manter tolerâncias rígidas. Por exemplo, a gravação em relevo requer um conjunto de matrizes macho e fêmea para criar desenhos em relevo ou rebaixados, enquanto o corte utiliza uma série de punções sobrepostos para criar contornos complexos ou grandes aberturas.
A seleção do ferramental adequado é fundamental para o sucesso de cada operação. Fatores como propriedades do material, espessura da chapa, características desejadas e volume de produção influenciam a escolha da configuração do punção e da matriz. As prensas de punção avançadas geralmente apresentam sistemas de torre que podem conter várias ferramentas, permitindo trocas rápidas e processos de fabricação complexos e de várias etapas.
As modernas máquinas de puncionamento controladas por CNC aumentam a precisão e a produtividade automatizando a seleção e o posicionamento de ferramentas. Essa tecnologia permite a integração perfeita de várias operações de puncionamento em uma única configuração, reduzindo significativamente o tempo de produção e melhorando a consistência entre as peças.
Para otimizar os processos de puncionamento, os fabricantes geralmente empregam software de nesting para maximizar a utilização do material e minimizar o desperdício. Além disso, o uso de sistemas de lubrificação e de aços-ferramenta de alta qualidade pode prolongar a vida útil da matriz e melhorar a qualidade das peças, especialmente quando se trabalha com materiais de alta resistência ou abrasivos.
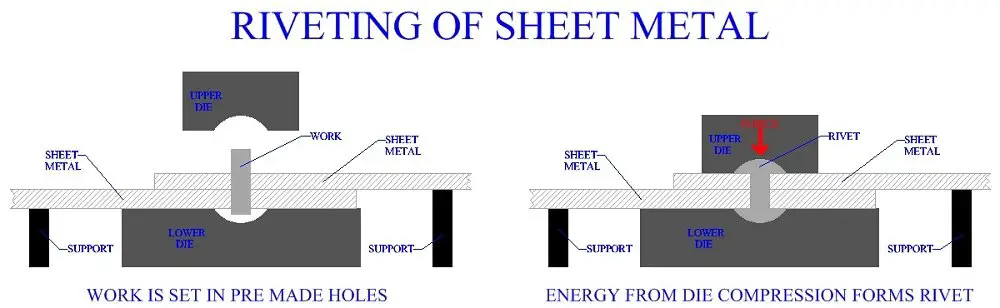
Rebitagem
A fábrica utiliza amplamente técnicas de rebitagem por pressão para a fixação de componentes de chapa metálica, empregando principalmente pinos, porcas e parafusos de rebitagem. Esse método preciso de união garante conexões robustas e confiáveis em várias aplicações de fabricação de metal.
O processo de rebitagem é executado predominantemente com o uso de máquinas de perfuração avançadas ou sistemas de rebitagem hidráulica de alta capacidade. Essas máquinas sofisticadas oferecem controle preciso sobre a força e a profundidade da rebitagem, garantindo uma qualidade consistente da junta em grandes séries de produção. A escolha entre as máquinas de puncionamento e de rebitagem hidráulica depende de fatores como a espessura do material, a resistência necessária da junta, o volume de produção e os requisitos específicos do produto.
Para obter os melhores resultados, o processo de rebitagem é cuidadosamente calibrado para corresponder às características específicas da chapa metálica que está sendo unida, incluindo o tipo de material, a espessura e o acabamento da superfície. Essa abordagem personalizada minimiza o risco de distorção ou dano ao material e maximiza a integridade e a longevidade da junta.
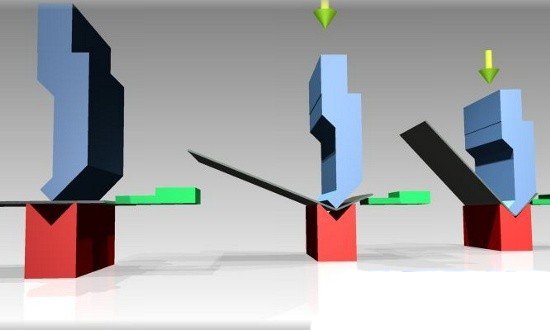
Flexão
A dobra é um processo fundamental de formação de chapas metálicas que transforma peças planas 2D em componentes 3D com ângulos e contornos precisos. Essa operação é executada principalmente por meio de um freio de prensa em conjunto com matrizes de dobra especializadas. O processo envolve a aplicação de força controlada para deformar o metal ao longo de um eixo linear, criando dobras permanentes sem comprometer a integridade do material.
As prensas dobradeiras modernas oferecem várias técnicas de dobra, incluindo dobra a ar, bottoming e coining, cada uma delas adequada às propriedades específicas do material e aos resultados desejados. A seleção de ferramentas apropriadas, como matrizes em V e pontas de punção, é fundamental para obter a melhor qualidade e precisão de dobra.
Um aspecto essencial da dobra eficiente é o estabelecimento de uma sequência estratégica de dobras. O princípio básico é priorizar as dobras que não interferem nas operações subsequentes, seguidas daquelas que podem causar interferência na ferramenta. Essa abordagem minimiza o risco de colisões entre a peça de trabalho e a ferramenta, garante a precisão dimensional e otimiza a eficiência da produção.
Fatores como espessura do material, direção do grão, raio de curvatura e retorno elástico devem ser cuidadosamente considerados ao projetar e executar operações de curvatura. As prensas dobradeiras avançadas agora incorporam sistemas CNC e recursos de programação off-line, permitindo que peças complexas com várias dobras sejam produzidas com alta precisão e repetibilidade.
Para obter uma compreensão abrangente da tecnologia de prensa dobradeira, incluindo especificações de máquinas, opções de ferramentas e técnicas avançadas de dobra, consulte "O guia definitivo para a prensa dobradeira". Esse recurso oferece insights detalhados sobre a otimização de seus processos de dobra para aumentar a produtividade e a qualidade.
Soldagem
A soldagem é um processo de fabricação essencial que envolve a união de vários componentes ou o reforço de uma única peça por meio de fusão para aprimorar a integridade estrutural e obter os resultados de fabricação desejados.
Várias técnicas de soldagem são empregadas na metalurgia moderna, cada uma delas adequada a materiais e aplicações específicos:
- Soldagem por arco de metal a gás (GMAW/MIG): Comumente conhecido como soldagem com proteção de gás CO2, esse método versátil é usado principalmente para metais ferrosos, incluindo aço carbono e aço inoxidável. Ele oferece altas taxas de deposição e é adequado para materiais finos e grossos.
- Soldagem a arco de gás tungstênio (GTAW/TIG): Frequentemente chamada de soldagem a arco de argônio, essa técnica de precisão é ideal para soldar metais não ferrosos como alumínio, magnésio e titânio. Ela produz soldas limpas e de alta qualidade com o mínimo de respingos.
- Soldagem a ponto por resistência: Esse processo é amplamente utilizado nos setores automotivo e de chapas metálicas para unir chapas metálicas finas. É particularmente eficaz para juntas sobrepostas em ligas de aço e alumínio.
- Soldagem robótica: Os sistemas de soldagem automatizados são cada vez mais empregados para produção em larga escala e geometrias complexas. Eles oferecem maior precisão, repetibilidade e eficiência, especialmente para costuras de solda estendidas em aplicações como fabricação de gabinetes ou montagem de carrocerias automotivas.
A seleção de um método de soldagem adequado depende de vários fatores, incluindo propriedades do material, projeto da junta, volume de produção e requisitos de qualidade. Por exemplo, o GMAW é normalmente preferido para a soldagem de chapas de ferro ou aço devido à sua alta taxa de deposição e boa penetração. Por outro lado, o GTAW é o método preferido para a soldagem de alumínio, oferecendo controle e qualidade de solda superiores, principalmente para seções mais finas.
Os sistemas de soldagem robótica revolucionaram as operações de metalurgia em larga escala. Ao automatizar o processo de soldagem, eles reduzem significativamente os requisitos de mão de obra, melhoram a consistência e aumentam a produtividade geral. Esses sistemas são particularmente vantajosos para tarefas repetitivas, costuras de solda longas e aplicações que exigem alta precisão, como na fabricação de grandes gabinetes ou componentes estruturais.
Os avanços na tecnologia de soldagem, como sistemas de controle adaptáveis e monitoramento em tempo real, continuam a melhorar a qualidade da solda, reduzir defeitos e otimizar os parâmetros do processo. Essa evolução contínua nas técnicas e nos equipamentos de soldagem desempenha um papel fundamental no atendimento às demandas cada vez maiores de eficiência, qualidade e custo-benefício da fabricação moderna.
Tratamento de superfície
O tratamento de superfície abrange uma série de técnicas avançadas projetadas para aprimorar as propriedades e o desempenho dos componentes metálicos. Esses processos incluem revestimento de conversão de fosfato, galvanoplastia de zinco colorida, revestimento de conversão de cromato, revestimento em pó e anodização, entre outros.
O revestimento de conversão de fosfato é aplicado principalmente em aço laminado a frio e chapas eletrogalvanizadas. Esse processo cria uma camada de fosfato microcristalino que melhora significativamente a resistência à corrosão, a aderência da tinta e a lubricidade. A película de fosfato resultante serve como uma excelente base para operações subsequentes de pintura ou revestimento.
A galvanoplastia de zinco colorido é um tratamento de superfície versátil frequentemente empregado em chapas de aço laminadas a frio. Esse processo não apenas proporciona um acabamento decorativo, mas também oferece proteção superior contra a corrosão. As opções de cores variam de tons claros a tons pastéis, permitindo a personalização funcional e estética.
O revestimento de conversão de cromato e a anodização são utilizados com frequência para tratar chapas e perfis de alumínio. A conversão de cromato produz uma película fina e protetora que aumenta a resistência à corrosão e a aderência da tinta. A anodização, um processo eletrolítico, cria uma camada de óxido durável e porosa que pode ser tingida em várias cores e oferece excelente resistência ao desgaste e à corrosão.
O revestimento em pó, um processo de acabamento a seco, é cada vez mais popular por sua durabilidade e benefícios ambientais. Ele envolve a carga eletrostática de partículas de pó seco e sua pulverização sobre a superfície do metal, seguida de cura em um forno para criar um acabamento uniforme e de alta qualidade.
A seleção de um tratamento de superfície específico é determinada por vários fatores, inclusive o material de base, a aplicação pretendida, a exposição ambiental, os requisitos estéticos e as considerações de custo. A adaptação do tratamento de superfície às especificações precisas do cliente garante o desempenho ideal e a longevidade dos componentes metálicos.
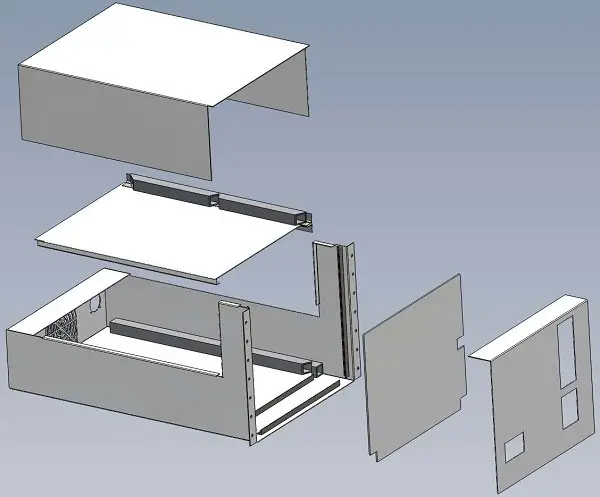
Montagem
A montagem é o estágio final crítico da fabricação, no qual vários componentes são combinados com precisão para criar um produto acabado. Esse processo requer atenção meticulosa aos detalhes e uma compreensão abrangente do design e da funcionalidade do produto.
Um fator crucial na montagem é a proteção dos componentes contra danos, principalmente arranhões. Até mesmo pequenas imperfeições na superfície podem comprometer a integridade, a estética e o desempenho do produto. A implementação de técnicas de manuseio adequadas e o uso de materiais de proteção (por exemplo, panos macios, revestimentos temporários ou acessórios personalizados) são essenciais para manter a qualidade dos componentes durante todo o processo de montagem.
A importância da prevenção de arranhões não pode ser exagerada. Se as peças se tornarem inutilizáveis devido a arranhões ou outros danos, será necessário retrabalho, o que trará consequências significativas:
- Aumento do tempo de produção, afetando a eficiência geral
- Custos de material mais altos devido à substituição de componentes
- Possíveis atrasos nos cronogramas de entrega
- Padrões de controle de qualidade comprometidos
Para reduzir esses riscos, os fabricantes devem implementar protocolos robustos de garantia de qualidade e treinar a equipe de montagem em técnicas de manuseio adequadas. Isso pode incluir:
- Projeto de estações de trabalho de montagem com superfícies resistentes a arranhões
- Utilização de sistemas de montagem automatizados, quando apropriado, para minimizar o contato humano
- Implementação de pontos de verificação de inspeção visual em todo o processo de montagem
- Empregar ferramentas especializadas projetadas para minimizar o contato com superfícies sensíveis
Ao priorizar a proteção de componentes e integrá-la aos procedimentos operacionais padrão, os fabricantes podem garantir maior qualidade do produto, reduzir o desperdício e otimizar a eficiência da produção no estágio de montagem.