Corte a laser de chapas metálicas: Tutorial de treinamento e fundamentos
Imagine cortar chapas de metal grossas sem esforço com a precisão de um bisturi. Esta postagem do blog revela os fundamentos do corte a laser de chapas metálicas, um método revolucionário que combina alta precisão, velocidade e flexibilidade. Descubra o funcionamento interno dos cortadores a laser, seus principais componentes e várias técnicas de corte. No final, você entenderá como essa tecnologia pode otimizar os processos de fabricação e obter qualidade superior em trabalhos com metais. Mergulhe de cabeça e veja como o corte a laser pode transformar sua abordagem à fabricação de metais.
(1) Uma máquina de corte a laser de chapas metálicas é um equipamento de fabricação de precisão projetado principalmente para transformar chapas metálicas planas em componentes com formas complexas com alta precisão e eficiência.
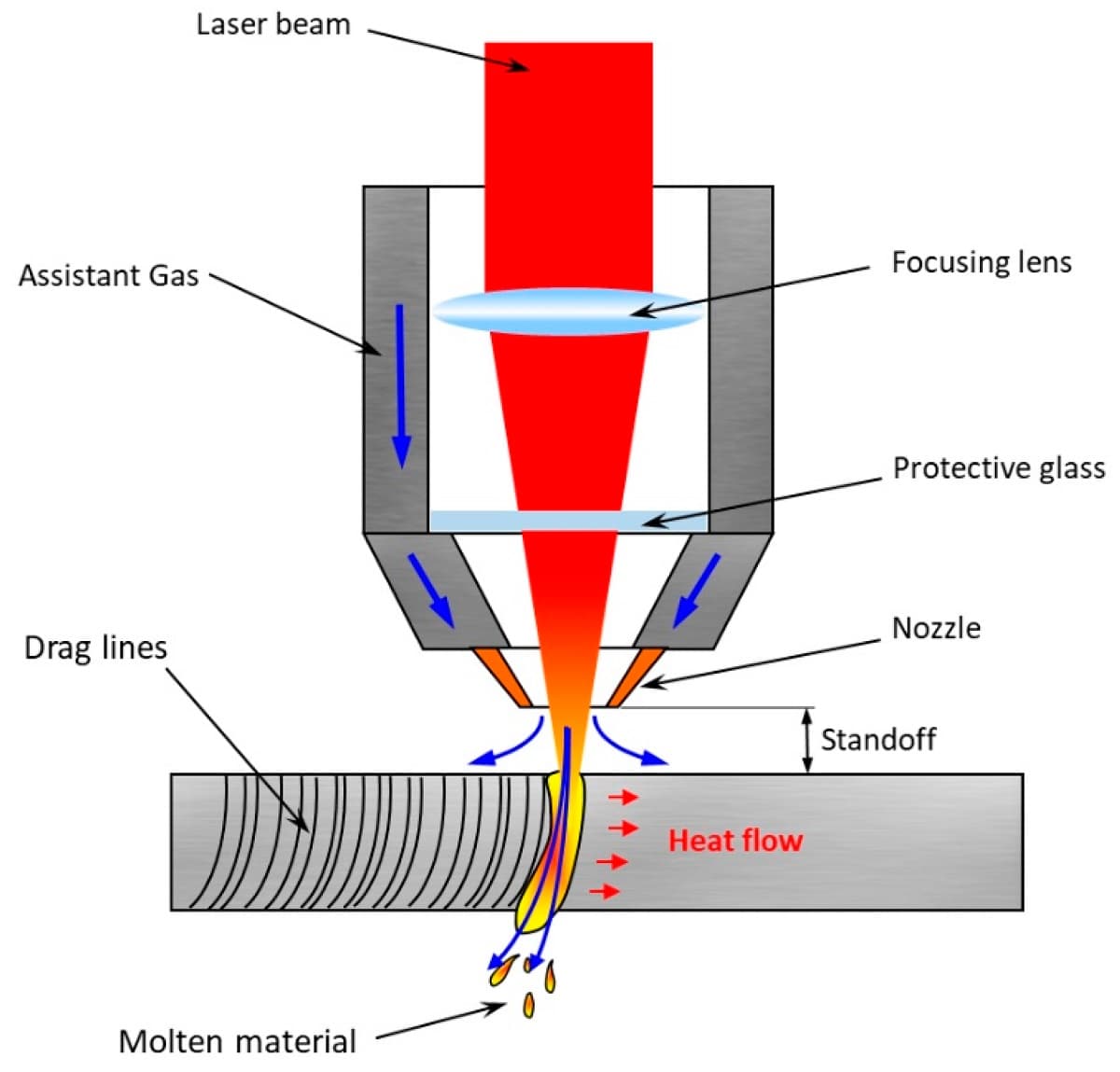
(2) Esse sistema avançado aproveita a energia térmica concentrada de um feixe de laser para realizar operações de corte. O processo envolve a focalização de um laser de alta potência na superfície do metal, causando um rápido aquecimento localizado. Esse calor intenso derrete, vaporiza ou sublima o material, criando um corte limpo e estreito pelo qual o gás auxiliar pressurizado expulsa o metal derretido, resultando em um corte preciso.
A tecnologia de corte a laser oferece inúmeras vantagens em relação aos métodos de corte convencionais:
Precisão excepcional: Capaz de atingir tolerâncias de até ±0,1 mm em chapas finas.
Processamento em alta velocidade: As velocidades de corte podem chegar a 20-30 m/min para aço doce fino.
Recursos versáteis de padrão: Capacidade de cortar geometrias complexas e projetos intrincados sem troca de ferramentas.
Agrupamento e programação automatizados: Otimiza a utilização do material, reduzindo o desperdício em até 30%.
Qualidade superior das bordas: Produz bordas suaves e sem rebarbas que geralmente não exigem acabamento secundário.
Zona afetada pelo calor (HAZ) mínima: Reduz a distorção do material e mantém as propriedades mecânicas.
Econômico para prototipagem e produção de alto volume.
Compatibilidade com vários materiais: Pode processar vários metais, incluindo aço, alumínio e titânio.
Esses benefícios atraentes posicionaram o corte a laser como uma tecnologia transformadora na fabricação de chapas metálicas, suplantando ou complementando cada vez mais os métodos de corte tradicionais, como puncionamento, corte a plasma e corte a jato de água em ambientes de fabricação modernos.
2. Principais componentes da máquina de corte a laser para chapas metálicas
O laser de fibra produz um laser que não só é fácil de controlar, mas também tem boa diretividade, monocromaticidade e coerência. Como resultado, ele é amplamente utilizado na fabricação mecânica e na chapa metálica processamento.
(2) Máquina principal
Há dois tipos de movimento relativo entre o cabeçote de corte e a bancada de trabalho:
(1) Somente o cabeçote de corte se move durante o processo de corte, enquanto a bancada de trabalho permanece estacionária.
(2) Somente a bancada de trabalho se move durante o processo de corte, enquanto o cabeçote de corte permanece fixo.
Outros componentes de um sistema de corte incluem:
(3) Sistema de resfriamento, que usa água para resfriamento.
(4) Sistema de suprimento de ar, que pode usar gás engarrafado (oxigênio, amônia) ou ar comprimido (compressor de ar, filtro, secador).
(5) Fonte de alimentação, que exige uma estabilidade de tensão trifásica de ±5% e um desequilíbrio de potência de no máximo 2,5% (calculado como a tensão mais alta em três fases menos a tensão mais baixa em três fases, dividida pela tensão média das três fases).
O compressor de parafuso de alto desempenho é selecionado.
Pressão de trabalho do compressor: 12 MPa.
Compressor de ar:
Volume de exaustão de ar do compressor: 2,0 m³/min.
2: Secador:
O secador de ar refrigerado de alto desempenho é selecionado.
Capacidade de processamento do secador: 2,0 m³/min.
Pressão de entrada do secador: 1,2 MPa.
3: Filtro:
Filtro de precisão de vários estágios de alto desempenho.
O nível de filtragem é dividido em quatro níveis: Nível QPSC.
Precisão de filtro autoconfigurável:
0,3 µm x 1 peça
0,01 µm x 1 peça
0,001 µm x 2 peças
(6) Sistema de controle:
Guia de luz Sistema de foco:
De acordo com os requisitos de desempenho da peça de trabalho a ser processada, o feixe é amplificado, moldado e focalizado para atuar na peça de processamento. O dispositivo que vai da janela de saída do laser até a peça a ser processada é chamado de sistema de foco de guia de luz.
O sistema de processamento a laser inclui principalmente a base da máquina, a bancada de trabalho que pode se mover dentro da faixa de coordenadas tridimensionais e o sistema de controle eletromecânico. Com o avanço da tecnologia eletrônica, muitos sistemas de processamento a laser usam computadores para controlar o movimento da mesa de trabalho e obter um processamento a laser contínuo.
Precisão da máquina-ferramenta (de acordo com VDL/DGQ3441): ±0,1 mm/m
Repetibilidade: ±0,05 mm
Aceleração axial máxima: 2.000 mm/s²
Velocidade máxima de corte: 20 m/min
Peso da máquina: Aproximadamente 3,5T
Padrão de cores: NCS S 0585-Y80R; NCS S 7020-R60
Capacidade máxima de suporte da bancada de trabalho: 250 kg (3.000 x 1.500 x 6 mm)
Precisão da máquina-ferramenta VDL/DGQ3441 com comprimento de medição de 1 metro.
Observação: A precisão do corte depende da espessura da folha, da tensão da folha e da força de tração.
2. Método de corte a laser
O corte a laser, um processo térmico de precisão, pode ser classificado em três tipos principais: corte por fusão (também conhecido como derretimento e sopro), corte com oxigênio assistido por laser (geralmente chamado de corte por chama a laser) e corte por vaporização a laser. Cada método oferece vantagens distintas para materiais e aplicações específicos:
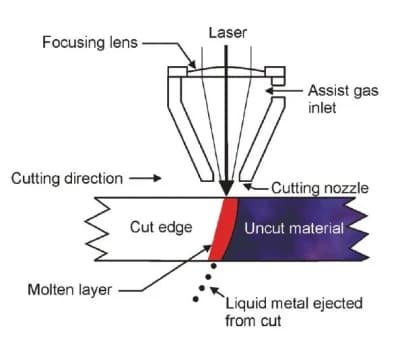
Corte por fusão (corte de metal a laser): Esse método usa um feixe de laser de alta potência para derreter o material, enquanto um jato de gás coaxial (normalmente nitrogênio ou ar comprimido) sopra o metal derretido para fora da fenda. É ideal para cortar aço inoxidável, alumínio e outros metais não ferrosos, produzindo bordas de alta qualidade com o mínimo de zonas afetadas pelo calor.
Corte com oxigênio assistido por laser: Nesse processo, o feixe de laser aquece o material até a temperatura de ignição, e um jato de oxigênio inicia uma reação exotérmica, efetivamente "queimando" o metal. Esse método é particularmente eficiente para cortar aço carbono e aços de baixa liga, oferecendo velocidades de corte mais rápidas, mas com um corte um pouco mais largo e uma zona afetada pelo calor mais pronunciada em comparação com o corte por fusão.
Corte por vaporização a laser: Aqui, a intensidade do laser é tão alta que ele vaporiza diretamente o material, criando um corte estreito e preciso. Essa técnica é usada principalmente para materiais não metálicos, como plásticos, madeira e certas cerâmicas, bem como para folhas de metal extremamente finas em que a entrada mínima de calor é crucial.
A escolha do método de corte depende de fatores como tipo de material, espessura, qualidade de borda desejada, requisitos de velocidade de produção e necessidades de pós-processamento. Os sistemas modernos de corte a laser geralmente incorporam algoritmos de controle adaptativos para otimizar os parâmetros em tempo real, garantindo uma qualidade de corte consistente em diferentes propriedades e espessuras de materiais.
2.1 Corte por fusão a laser
O corte por fusão a laser é um processo térmico avançado em que um feixe de laser de alta potência focalizado derrete localmente o material da peça de trabalho, que é então expelido por um fluxo de gás de alta velocidade. Esse método se distingue pelo fato de a remoção de material ocorrer exclusivamente no estado líquido. A sinergia entre o feixe de laser e o gás de corte inerte de alta pureza facilita a ejeção do material derretido do corte, enquanto o gás permanece quimicamente inerte, servindo apenas como um auxílio mecânico.
A eficiência do processo, quantificada pela velocidade máxima de corte, apresenta uma correlação direta com a potência do laser e uma relação inversa com a espessura da chapa e o ponto de fusão do material. Para uma determinada potência do laser, os fatores limitantes são a pressão do gás na zona de corte e a condutividade térmica do material da peça. A otimização desses parâmetros é fundamental para obter cortes de alta qualidade e maximizar a produtividade.
Uma das principais vantagens do corte por fusão a laser é sua capacidade de produzir cortes sem oxidação em ligas ferrosas e metais à base de titânio. Isso é particularmente valioso em setores que exigem cortes de alta pureza, como o aeroespacial e a fabricação de dispositivos médicos. A ausência de oxidação é atribuída à blindagem com gás inerte, normalmente argônio ou nitrogênio, que impede que o oxigênio atmosférico reaja com a superfície do metal quente.
Os parâmetros do processo, incluindo a densidade da potência do laser, a velocidade de corte, a posição focal e a pressão do gás de assistência, devem ser controlados com precisão para obter a melhor qualidade de corte. Sistemas CNC avançados e tecnologias de monitoramento em tempo real são frequentemente empregados para manter um desempenho de corte consistente em diferentes espessuras e composições de materiais.
2.2 Corte por chama a laser
A diferença entre o laser corte por chama e o corte por fusão a laser é que o oxigênio é usado como gás de corte no corte por chama a laser. Uma reação química é gerada entre o oxigênio e o metal aquecido, o que aquece ainda mais o material. Isso resulta em uma taxa de corte mais alta para aço estrutural da mesma espessura em comparação com o corte por fusão a laser.
No entanto, o corte por chama a laser pode ter uma qualidade de entalhe pior do que o corte por fusão a laser. Ele pode produzir cortes mais largos, rugosidade, aumento da zona afetada pelo calor e qualidade de borda ruim. O corte a laser com chama não é adequado para a usinagem de modelos de precisão e cantos afiados, pois há risco de queimadura.
Um laser de modo de pulso pode ser usado para reduzir o efeito térmico. A velocidade de corte é determinada pela potência do laser utilizado.
Quando a potência do laser é constante, o fator limitante no corte por chama a laser é o fornecimento de oxigênio e a condutividade térmica do material.
2.3 Corte por gaseificação a laser
No processo de corte por gaseificação a laser, um laser de alta potência é usado para causar a gaseificação do material no ponto de corte. Esse método de corte só é adequado para aplicações em que a presença de material fundido deve ser evitada e, portanto, é limitado a uma pequena variedade de ligas à base de ferro.
A velocidade máxima de corte é determinada pela temperatura de gaseificação do material e é inversamente proporcional à espessura da chapa. Para evitar que o vapor do material se condense nas paredes da fenda, a espessura do material não deve exceder o diâmetro do feixe de laser.
A densidade de potência do laser necessária para esse processo é significativa, excedendo 108 W/cm2e depende do material que está sendo cortado, da profundidade de corte e da posição do foco do feixe de laser.
Quando a espessura da chapa é constante e a potência do laser é suficiente, a velocidade máxima de corte é limitada pela velocidade do jato de gás.
Tecnologia de corte a laser
Várias tecnologias importantes no corte a laser são uma combinação de luz, maquinário e eletricidade.
Os parâmetros do feixe de laser, o desempenho e a precisão da máquina e o sistema de controle numérico afetam diretamente a eficiência e a qualidade do corte.
Tecnologia de controle da posição do foco: Uma das vantagens do corte a laser é a alta densidade de energia do feixe. Atualmente, uma distância focal que varia de 120 a 200 mm é amplamente utilizada em equipamentos industriais de fibra óptica. aplicações de corte a laser.
Perfuração a laser Tecnologia: Com qualquer tecnologia de corte térmico, exceto em casos raros em que se pode começar pela borda da chapa, geralmente é necessário um pequeno orifício na chapa. Há dois métodos principais para máquinas de corte a laser: jateamento e progressivo perfuração.
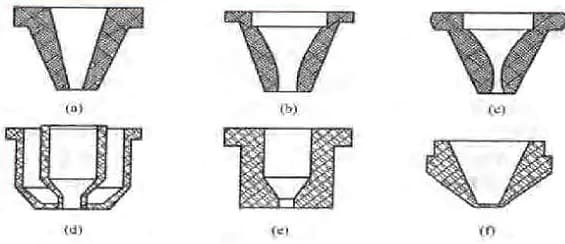
Projeto do bocal e tecnologia de controle do fluxo de ar: Atualmente, o bocal usado para corte a laser tem uma estrutura simples, que consiste em um orifício cônico com um pequeno orifício circular na extremidade. O design geralmente é determinado por tentativa e erro.
Vários bicos concêntricos comuns
Análise do processo de corte a laser
O corte a laser é um processo que envolve tanto a fusão quanto a vaporização.
Há muitos fatores que podem afetar a qualidade do corte.
Além dos fatores de hardware, como a máquina-ferramenta e os materiais de processamento, os fatores de software também desempenham um papel importante na qualidade do processo de corte a laser.
O projeto de processo auxiliado por computador é a abordagem fundamental para estudar o impacto desses fatores de software na qualidade do processo de corte. Isso inclui:
① Seleção do ponto de perfuração: A posição do ponto de perfuração é determinada com base na situação específica.
② Configuração do caminho de corte auxiliar:
③ Compensação do raio do feixe de laser e processamento de curso vazio:
④ Otimização do layout da placa: A taxa de utilização da placa é melhorada com a economia de materiais.
⑤ Seleção do caminho do conjunto de peças:
⑥ Consideração da influência do fator de processamento: O caminho é selecionado levando-se em conta os efeitos de fatores como a deformação térmica.
3. Processo de corte a laser
Processo de corte a laser "refere-se à interação entre o feixe de laser, o gás de corte e a peça de trabalho.
3.1 Processo de corte a laser
O processo de corte a laser ocorre antes do corte propriamente dito. O laser aquece a peça de trabalho até a temperatura necessária para derreter e vaporizar o material. O plano de corte é composto por um plano quase vertical que é aquecido e derretido pela radiação laser absorvida.
No corte por chama a laser, a zona de fusão é ainda mais aquecida pelo fluxo de oxigênio que entra na fenda, atingindo uma temperatura próxima ao ponto de ebulição. A gaseificação resultante remove o material, e o material liquefeito é expelido da parte inferior da peça de trabalho por meio do uso de gás de processamento. No corte por fusão a laser, o material liquefeito é expelido com o gás, o que também protege a fenda da oxidação.
A zona de fusão contínua se move ao longo da direção de corte, produzindo uma fenda contínua. Muitos aspectos críticos do processo de corte a laser ocorrem nessa área, e a análise dessas atividades pode fornecer informações valiosas sobre o corte a laser. Essas informações podem ser usadas para calcular a velocidade de corte e explicar a formação das características da linha de tração.
3.2 Características do material
O resultado das operações de corte em uma peça de trabalho pode resultar em um corte limpo ou, por outro lado, em uma borda áspera ou queimada.
Os principais fatores que afetam a qualidade do corte incluem:
Composição da liga
A composição da liga pode afetar a resistência e a gravidade específica do material, soldabilidadeA resistência à oxidação e a acidez até certo ponto. Alguns elementos essenciais nos materiais de ferroligas incluem carbono, cromo, níquel, magnésio e zinco. Quanto maior o teor de carbonoquanto mais desafiador for o corte do material (com 0,8% sendo considerado o valor crítico). Alguns tipos de aço carbono que são adequados para o corte a laser incluem Q235 e SW22 (aço morto de alumínio com baixo teor de silício e baixo teor de carbono).
Microestrutura de materiais
Em geral, quanto mais fino for o tamanho da partícula do material constituinte, melhor será a qualidade da borda de corte.
Qualidade e rugosidade da superfície
Se a superfície tiver áreas enferrujadas ou camadas de óxido, o perfil de corte será irregular e apresentará muitos pontos danificados. Para cortar chapas corrugadas, selecione a espessura máxima parâmetro de corte.
Os tratamentos de superfície comuns incluem galvanização, galvanização com foco, pintura, anodização ou cobertura com uma camada de filme plástico. As chapas metálicas tratadas com zinco são propensas ao acúmulo de escória na borda. No caso de chapas pintadas, a qualidade do corte dependerá da composição do revestimento.
Como processar materiais de pintura:
A primeira passagem envolve a seleção de um conjunto de parâmetros de baixa potência (para gravação) para pré-queimar e marcar a superfície tratada. A segunda passagem envolve a seleção de um conjunto de parâmetros para cortar o material.
As placas com revestimentos de material em camadas são altamente adequadas para o corte a laser. Para garantir que a detecção capacitiva funcione corretamente e para obter a melhor adesão do revestimento em camadas (para evitar a formação de bolhas), a borda em camadas deve sempre ser posicionada na parte superior da peça de trabalho de corte.
Reflexão do feixe
A maneira como o feixe de luz é refletido na superfície da peça de trabalho depende do material subjacente, da rugosidade da superfície e do tratamento.
Algumas ligas de alumínio, cobre e latão têm características de alta refletividade e não são adequadas para o corte com um corte a laser de fibra máquina.
Materiais com baixa condutividade térmica exigem menos energia para soldar do que materiais com alta condutividade térmica. Por exemplo, cromo e níquel liga de aço requer menos energia do que o aço estrutural e gera menos calor que é absorvido durante o processamento. Por outro lado, materiais como cobre, alumínio e latão absorvem a maior parte do calor gerado pela luz do laser. Como o calor é conduzido para longe do ponto-alvo do feixe, torna-se mais difícil derreter o material na zona afetada pelo calor.
Zona afetada pelo calor
O corte por chama a laser e o corte por fusão a laser podem resultar em variações no material próximo à borda do material cortado. A têmpera na zona afetada pelo calor é reduzida ao processar aço de baixo carbono ou aço livre de oxigênio. No entanto, para aço de alto carbono (60#), a área da borda fica mais dura.
Ponto de fusão
Derretimento a quente
Temperatura de gaseificação
3.3 Processabilidade de diferentes materiais
Saço estrutural
Ao cortar o material com oxigênio, melhores resultados serão obtidos com o uso de um laser de modo contínuo. O sistema de controle de pequenas curvas ajusta a potência do laser de acordo com a taxa de alimentação do eixo. Quando o oxigênio é usado como gás de processamento, a borda de corte fica levemente oxidada.
Para placas com espessura inferior a 3 mm, o gás amônia pode ser usado para corte de alta pressão, resultando em uma borda de corte não oxidada.
Contornos complexos e pequenos orifícios com diâmetro menor que a espessura do material devem ser cortados no modo de pulso para evitar o corte de cantos afiados. Quanto maior for o teor de carbono, mais fácil será resfriar a aresta de corte e maior será a probabilidade de que o canto seja queimado. As chapas com alto teor de liga são mais difíceis de cortar do que aquelas com baixo teor de liga.
Uma superfície oxidada ou jateada resultará em uma qualidade de corte ruim, e o calor residual na superfície da chapa pode ter um impacto negativo nos resultados do corte. Para eliminar a tensão, somente as chapas de aço com tratamento secundário devem ser cortadas. As impurezas no aço fundido em condições de ebulição afetam significativamente os resultados do corte.
Para obter cortes de superfície limpos em aço estrutural, as dicas a seguir devem ser seguidas:
S ≤ 0,04%: preferível, o processamento a laser produz bons resultados.
Si < 0,25%: em alguns casos, podem ser obtidas incisões ligeiramente inferiores.
Si > 0,25%: não é adequado para corte a laser e pode resultar em resultados piores ou inconsistentes.
O oxigênio pode ser usado quando a oxidação da borda não é importante.
O nitrogênio pode ser usado para obter bordas sem oxidação e rebarbas, e nenhum tratamento adicional é necessário. Com alta potência de laser e nitrogênio de alta pressão, a velocidade de corte pode ser equivalente ou superior à do oxigênio.
Para cortar aço inoxidável com nitrogênio sem rebarbas, é necessário ajustar a posição do foco. Ao redefinir a posição do foco e reduzir a velocidade, é possível obter um corte limpo, embora não seja possível evitar pequenas rebarbas.
Para o aço inoxidável, deve-se considerar o seguinte:
Corte com oxigênio: para chapas com espessura superior a 3 mm, reduza a velocidade de alimentação e adote um modo progressivo de perfuração.
Método de corte a laser:
Corte contínuo (também conhecido como CW - Continuous Wave Cutting Method): Esse método corta gerando continuamente uma saída de oscilação. É o método com a maior velocidade de corte ao cortar aço de baixo carbono.
Método de corte por pulso: Esse método corta gerando intermitentemente a saída de oscilação. Ao reduzir a entrada de calor no material, o corte por pulso pode produzir boa qualidade de corte e precisão dimensional. Ao realizar o corte por pulso, a frequência de pulso deve ser definida. A frequência de pulso refere-se à ativação e desativação do feixe de laser várias vezes por segundo, expressa em Hz.
A vantagem do corte contínuo é a velocidade, mas a qualidade do corte não é tão boa. A entrada excessiva de calor da entrada contínua de calor no material afeta a qualidade do corte e a precisão dimensional. Por outro lado, o corte por pulso tem boa qualidade de corte, mas é mais lento do que o corte contínuo. Por exemplo, com um gerador de laser de 500 W, a velocidade de corte CW de aço de baixo carbono de 6 mm é de 800 mm/min, mas o corte por pulso é de apenas 600 mm/min. A diferença de velocidade aumenta com chapas mais finas. Em geral, se o chapa de aço espessura superior a 3 mm, o corte CW não é aplicável.
A escolha do modo de corte geralmente é feita ao criar um programa ou ao alterar os parâmetros da máquina.
3.4 Parâmetros de gás
Os parâmetros de gás incluem:
Tipo de gás;
Pressão;
Diâmetro e geometria do bocal.
A pressão do ar e a geometria do bocal desempenham um papel importante na determinação da rugosidade da borda e da geração de rebarbas. O consumo de gás de processamento depende do diâmetro do bico e da pressão do ar. Ar de corte pressão abaixo de 1,0mp é considerada baixa pressão, enquanto 1,5mp é considerada alta pressão.
O mais comumente usado bico de corte tem uma abertura circular em forma de cone. É importante manter a distância entre o bocal e a superfície da peça de trabalho o menor possível para maximizar a qualidade do gás que impacta a parede da fenda. Geralmente, é usado um espaçamento entre 0,5 e 1,5.
4. Processamento a laser
4.1 Perfuração a laser
O valor do parâmetro de perfuração é diferente do valor de corte.
Perfuração em modo contínuo
Vantagens: perfuração rápida.
Desvantagem: é gerado um poço de perfuração.
Perfuração em modo de pulso
Vantagens: pequenos orifícios de passagem.
Desvantagens: consome muito tempo
Observação: a espessura da placa (mm) corresponde aproximadamente ao tempo de perfuração (s).
4.2 Chumbo e corte excessivo
O modo CW é comumente usado para perfuração, que é mais rápido, mas produz um furo maior do que a perfuração usando um pulso. Por esse motivo, a posição do furo de corte geralmente é colocada fora do contorno. A distância entre a perfuração e o contorno real é conhecida como porção de chumbo.
A irregularidade na borda do entalhe na peça de trabalho pode indicar uma mudança no foco do feixe de luz baixa da extremidade da peça de corte inicial para o contorno. O usuário deve definir a peça principal na linha de extensão ideal em um lado da unidade geométrica, tanto quanto possível.
Ao cortar pequenos contornos internos na superfície, é importante deixar que o calor gerado durante o processo de perfuração se dissipe antes de iniciar o corte. Evite colocar as perfurações em uma área estreita e posicione-as em um ângulo grande em relação ao contorno, o que promove a dissipação do calor.
O comprimento do cabo depende da espessura da placa e do diâmetro do furo.
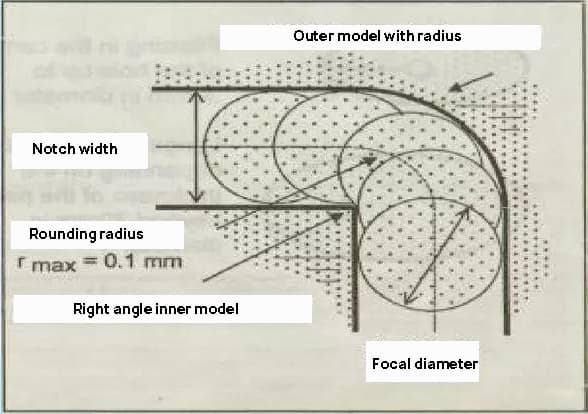
4.3 Processamento de cantos
Usinagem de ângulo obtuso com raio
Sempre que possível, evite lançar ângulos sem raio.
O canto com raio tem as seguintes vantagens em comparação com o canto sem raio:
O desempenho dinâmico do movimento do eixo é melhor;
R ideal = espessura da placa (mm) dividida por 10, mas não inferior a 1 mm;
Quando nenhum canto de raio é necessário na placa interna, o raio máximo é:
Borda R = metade da largura da incisão.
Com essa viga, ainda é possível gerar um canto sem raio, e agora o eixo se move dinamicamente:
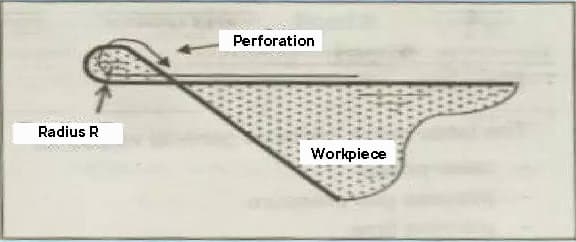
Para cortes de alta velocidade em chapas finas, recomenda-se o uso da tecnologia de furos. Essa solução tem as seguintes vantagens:
O eixo muda de direção por meio de um ângulo agudo em uma direção fixa.
A peça de trabalho é cortada em uma velocidade constante.
A influência térmica no canto é reduzida.
Avaliar as incisões de corte a laser
Aço estrutural: cortado com O2
Defeito
Possíveis causas:
Termos de liquidação
Sem rebarbas, linha de tração consistente
Potência adequadaTaxa de alimentação adequada
A linha de tração na parte inferior tem um grande deslocamento, e o entalhe na parte inferior é mais largo.
Taxa de alimentação muito altaPotência do laser muito baixaA pressão do ar está muito baixaFoco muito alto
Reduzir a taxa de alimentaçãoAumentar a potência do laserAumentar a pressão do arBaixar o foco
A rebarba na superfície inferior é semelhante à escória, na forma de gotículas e fácil de remover.
Taxa de alimentação muito alta - A pressão do ar está muito baixa - Foco muito alto
Reduzir a taxa de alimentaçãoAumentar a pressão do arDiminuir o foco
O rebarbas metálicas conectados entre si podem ser removidos como um todo.
O foco é muito alto.
Diminua o foco.
As rebarbas de metal na superfície inferior são difíceis de remover
Taxa de alimentação muito altaA pressão do ar está muito baixaGás impuroO foco está muito alto.
Reduzir a taxa de alimentaçãoAumentar a pressão do arUsar gás mais puroMenor foco
Há rebarbas em apenas um lado
Alinhamento incorreto da boca, boca do bico com defeito
Bocal de centralizaçãoMudar o bocal
Aço estrutural: cortado com O2
Defeito
Possíveis causas:
Excluir
Material descarregado de cima para baixo
Potência muito baixa, taxa de alimentação muito alta
Nesse caso, pressione o botão de pausa imediatamente para evitar que a escória respingue na lente de foco e, em seguida, aumente a potência; reduza a taxa de alimentação.
Corte de superfície inclinada, bom em ambos os lados, ruim em ambos os lados.
Espelho de polarização inadequado, incorreto ou com defeito; o espelho de polarização está instalado na posição do espelho de deflexão
Verifique o espelho polarizador; verifique o espelho de deflexão.
Plasma azul, peça de trabalho não cortada
Erro de gás de processo (N2);A taxa de alimentação é muito alta; Potência muito baixa
Nesse caso, pressione o botão de pausa imediatamente para evitar que a escória respingue na lente de focalização; Use oxigênio como gás de processamento; Reduza a taxa de alimentação; Aumente a potência
Superfície de corte imprecisa
A pressão do ar é muito alta; o bocal está danificado; o diâmetro do bocal é muito grande; o material não é bom.
Reduza a pressão do ar; substitua o bico; instale bicos apropriados; use um material com uma superfície lisa e uniforme.
Não há rebarbas e a linha de tração é inclinada; a incisão se torna mais estreita na parte inferior.
Taxa de alimentação muito alta
Reduzir a taxa de alimentação.
Geração de crateras
A pressão do ar é muito alta; a taxa de alimentação é muito baixa; o foco é muito alto; há ferrugem na superfície da placa; a peça processada está superaquecida; o material não é puro.
Reduzir a pressão do ar; aumentar a taxa de alimentação; diminuir o foco; usar materiais de melhor qualidade.
Superfície de corte muito áspera
O foco está muito alto; a pressão do ar está muito alta; a taxa de alimentação está muito baixa; o material está muito quente.
Diminuir o foco; reduzir a pressão do ar; aumentar a taxa de alimentação; resfriar o material.
Aço inoxidável: cortado com N2 alta pressão
Defeito
Possíveis causas:
Termos de liquidação
Produzindo rebarbas finas e regulares na forma de gotas;
O foco está muito baixo; a taxa de alimentação está muito alta.
Aumentar o foco; Reduzir a taxa de alimentação.
Brocas filamentosas irregulares crescem em ambos os lados, e a superfície das placas grandes muda de cor.
A taxa de alimentação está muito baixa; o foco está muito alto; a pressão do ar está muito baixa; o material está muito quente.
Aumentar a taxa de alimentação; Diminuir o foco; Aumentar a pressão do ar; Resfriar o material.
Rebarba irregular que cresce apenas em um lado da borda de corte
O bocal não está centralizado; o foco está muito alto; a pressão do ar está muito baixa e a velocidade está muito baixa.
Centralizar o bocal; diminuir o foco; aumentar a pressão do ar; aumentar a velocidade.
Amarelamento da borda de corte
A atmosfera contém impurezas de oxigênio.
Use nitrogênio de boa qualidade.
O plasma é gerado em uma seção reta.
A taxa de alimentação é muito alta.
Se isso acontecer, pressione temporariamente.
Geração de plasma na superfície da linha reta
A taxa de alimentação é muito alta; a potência é muito baixa; o foco é muito baixo.
Nesse caso, pressione o botão de pausa imediatamente para evitar que a escória respingue na lente de foco; reduza a velocidade de captação; aumente a potência; aumente o foco.
Dispersão do feixe
A taxa de alimentação é muito alta; a potência é muito baixa; o foco é muito baixo.
Reduzir a taxa de alimentação; aumentar a potência; aumentar o foco.
Gerar plasma no canto
A tolerância do ângulo é muito alta; a modulação é muito alta; a aceleração é muito alta.
Reduzir a tolerância do ângulo; reduzir a modulação ou a aceleração.
O feixe diverge no início
A aceleração é muito alta; o foco é muito baixo; o material fundido não foi descarregado
Reduzir a aceleração; aumentar o foco e perfurar o orifício circular.
Incisão áspera
O bocal está danificado; a lente está suja.
Substitua o bocal; limpe a lente, se necessário.
Material descarregado de cima para baixo
Potência muito baixaTaxa de alimentação excessivaA pressão do ar está muito alta
Nesse caso, pressione o botão de pausa imediatamente para evitar que as lágrimas derretidas respinguem na lente de focalizaçãoAumentar a potência e diminuir a taxa de alimentaçãoReduzir a pressão do ar
5. Precauções para corte a laser de chapas metálicas
Para obter a melhor qualidade de processamento, siga as instruções a seguir:
Máquina-ferramenta de ajuste de precisão;
Faça a manutenção de acordo com o plano de manutenção;
Processamento de acordo com os requisitos acima;
A superfície da peça de trabalho deve estar livre de ferrugem ou incrustações (decapada ou lisa)
Os parâmetros correspondem às especificações do material e da placa;
Predefinir parâmetros inter-relacionados.
Quando for observada uma redução na qualidade da usinagem, verifique os seguintes fatores:
Parâmetros;
Cabeçote de usinagem;
Trajetória do feixe;
Laser;
Não modifique os parâmetros padrão definidos ao comprar a máquina de corte a laser;
Para otimizar os parâmetros, crie um novo diretório para eles. Se a qualidade do processamento se deteriorar, compare os parâmetros padrão da máquina com os parâmetros otimizados para determinar se foram feitas alterações significativas.
A qualidade da superfície dos materiais afeta muito a qualidade do corte a laser. As matérias-primas devem ser protegidas contra ferrugem e sujeira. Se a superfície estiver enferrujada, suja ou irregular, o material deverá ser tratado antes de ser cortado na máquina de corte a laser.
Para obter a melhor qualidade de corte, o operador deve seguir estes princípios:
Use parâmetros de corte padrão com base na espessura e no tipo de material.
Quando a qualidade do corte diminuir, ajuste usando os parâmetros de corte padrão.
Os principais parâmetros a serem ajustados são a potência do laser, a pressão do gás, a posição do foco e a velocidade de corte.
Em vez de reescrever os arquivos de parâmetros padrão, o operador deve criar seus próprios arquivos de parâmetros e o diretório de arquivos de parâmetros para desenvolver continuamente sua experiência.
O modo de operação com baixo nível de luz inclui o modo contínuo e o modo de pulso. O modo contínuo é usado para corte normal, enquanto o modo de pulso é usado para processar pequenos furos e perfurações menores que a espessura do material.
Para cortar peças de trabalho que serão reutilizadas, a perfuração por pulso pode ser realizada no contorno gráfico. A perfuração em modo contínuo é normalmente usada para cortes mais rápidos, mas resulta em um furo maior em comparação com a perfuração por pulso.
A dissipação de calor antes e depois da perfuração é fundamental ao cortar materiais pequenos. Evite conectar a linha de corte com partes estreitas da peça de trabalho e certifique-se de que haja um ângulo incluído suficiente com a figura para permitir a dissipação de calor.
O tamanho máximo de corte da máquina de corte a laser é de 3000 x 1500 mm. A capacidade máxima de corte de uma máquina de corte a laser de 500W máquina de corte a laser de fibra é de 6 mm para aço carbono e 4 mm para aço inoxidável.
O menor orifício que pode ser cortado deve ter um diâmetro maior do que a espessura da placa.
Normas de segurança para a operação da máquina de corte a laser:
Cumpra as normas gerais de segurança para máquinas de corte.
Inicie o laser seguindo o procedimento adequado de inicialização do laser.
O operador deve ser treinado e estar familiarizado com a estrutura e o desempenho do equipamento, além de ter um bom entendimento do sistema operacional.
Use os equipamentos de proteção individual necessários.
Não processe um material a menos que tenha certeza de que ele pode ser irradiado ou aquecido pelo laser para evitar o perigo potencial de fumaça e vapor.
O operador não deve deixar a máquina sem supervisão enquanto ela estiver em operação. Se for necessário sair, a máquina deve ser desligada ou o interruptor de energia deve ser desligado.
Mantenha um extintor de incêndio ao seu alcance. Desligue o laser ou o obturador quando não estiver em uso. Não coloque papel, tecido ou outros materiais inflamáveis perto do feixe de laser desprotegido.
Se houver algum problema durante o processamento, a máquina deve ser desligada imediatamente para resolver o problema ou informar o pessoal relevante.
Mantenha o laser, a base e a área ao redor limpos, organizados e livres de poluição por óleo. Armazene as peças de trabalho, as placas e os resíduos conforme necessário.
Ao usar cilindros de gás, evite esmagar os fios de solda para evitar vazamentos. Siga as normas de uso e transporte de cilindros de gás. Não exponha o cilindro de gás ao sol ou a fontes de calor. Fique ao lado da boca do cilindro ao abrir a válvula.
Observe as normas de segurança de alta tensão durante a manutenção. Realize a manutenção a cada 40 horas de operação ou semanalmente e a cada 1.000 horas de operação ou a cada seis meses, seguindo as normas e os procedimentos.
Depois de ligar a máquina, execute manualmente os eixos X e Y em baixa velocidade para verificar se há alguma anormalidade.
Antes de usar um novo programa de peça de trabalho, execute uma operação de teste e verifique seu desempenho.
Durante a operação, fique atento aos movimentos da máquina para evitar acidentes devido ao deslocamento da máquina de corte para fora de sua faixa operacional ou colisão.
Com o conteúdo do treinamento acima, acredito que você tenha uma compreensão mais profunda da planilha corte a laser de metalque certamente será útil para você.
Se você ainda tiver outras dúvidas sobre corte a laser de chapas metálicasSe você não estiver interessado, deixe uma mensagem na área de comentários.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Você já se perguntou por que as chapas de metal cortadas a laser às vezes não atingem a perfeição? Este artigo aborda problemas comuns de corte a laser, como rebarbas em peças de trabalho e cortes incompletos, e oferece soluções práticas. Por...
Você já notou as frustrantes ondulações em chapas de metal cortadas a laser? Essas imperfeições podem arruinar a precisão e aumentar os custos. Este artigo explora os fatores críticos que levam às ondulações de corte...
Como o setor de chapas metálicas se transformou com a tecnologia de corte a laser? Esse processo revolucionário está substituindo os métodos tradicionais, oferecendo precisão, eficiência e versatilidade inigualáveis. Neste artigo, exploraremos como...
Imagine uma máquina capaz de cortar metal com a precisão do bisturi de um cirurgião. As máquinas de corte a laser para metais oferecem esse recurso, transformando a maneira como os setores trabalham com metais. Este artigo...
Imagine um futuro em que a tecnologia de corte a laser revolucione o setor de manufatura, aumentando a eficiência e a precisão como nunca antes. Este artigo explora como os avanços no corte a laser estão remodelando os setores de...
Imagine gravar desenhos intrincados em superfícies metálicas sem esforço e com grande precisão. Essa é a magia dos gravadores a laser para metal, uma tecnologia que está transformando a metalurgia. Neste artigo, você explorará os princípios,...
O futuro do corte de metal está prestes a ser revolucionado por cortadores a laser de alta potência? Como os setores exigem um processamento de material mais rápido, mais preciso e mais espesso, as máquinas de corte a laser de alta potência estão se tornando...
Você já se perguntou como uma máquina de corte a laser é configurada para obter o melhor desempenho? Neste artigo, exploraremos as etapas essenciais para desembalar, inspecionar e instalar sua nova...
O metal é um tipo de material com brilho e ductilidade. Portanto, a maioria dos metais pode ser transformada em artesanatos ou joias bonitas e requintadas, como anéis de ouro, colares de prata,...