O retorno elástico é uma das formas mais comuns de refugo no processamento de chapas metálicas, bem como uma das dificuldades técnicas nos processos de dobra.
Ao mesmo tempo, é também um dos principais defeitos no processo de estampagem de chapas metálicas, afetando seriamente a precisão dimensional e a qualidade da aparência das peças. É um defeito difícil de controlar nos processos práticos de produção.
1. Fenômeno de retorno elástico de chapas metálicas
Springback é uma deformação elástica reversa que ocorre durante a descarga e é um fenômeno comum na estampagem de chapas metálicas processo.
O retorno elástico é particularmente grave durante os processos de dobra e estiramento, o que tem um impacto significativo sobre a precisão dimensional, a eficiência da produção e os benefícios econômicos das peças.
2. Mecanismo de retorno elástico da chapa metálica
Quando um chapa metálica é submetido a um momento de flexão externo, ele primeiro sofre uma deformação de flexão elástica.
No estágio de flexão elástica, a deformação da chapa metálica é mínima quando o raio de curvatura é grande e o raio de curvatura interno da chapa metálica não coincide com o raio do canto do punção.
Na zona de deformação por flexão, o material no lado interno da dobra (próximo ao lado do punção) é comprimido e encurtado, e o estado de tensão é de compressão uniaxial.
O lado externo da dobra (próximo ao lado da matriz) do chapa metálica é esticado e alongado, e o estado de estresse é de tensão uniaxial.
De dentro para fora da superfície da dobra, o grau de encurtamento e alongamento diminui gradualmente, e há uma camada de fibras entre as duas zonas de deformação em que o comprimento permanece constante e a deformação é zero, chamada de camada neutra.
Da mesma forma, entre a transição da tensão de tração para a tensão de compressão, há uma camada de tensão em que a tensão tangencial é zero, chamada de camada de tensão neutra.
Em geral, considera-se que essas duas camadas neutras de propriedades diferentes se sobrepõem em uma única camada neutra.
À medida que o momento de flexão aumenta, a deformação de flexão da chapa metálica aumenta, e o metal nas superfícies interna e externa da chapa atinge o limite de escoamento primeiro.
A chapa metálica começa a fazer a transição do estágio de deformação elástica para o estágio de deformação elástico-plástica, e a distribuição da tensão muda com o aumento do momento de flexão.
A zona de deformação plástica se expande da superfície para dentro, e a zona de deformação elástica no meio da chapa metálica diminui gradualmente, até que toda a seção transversal entre no estado plástico.
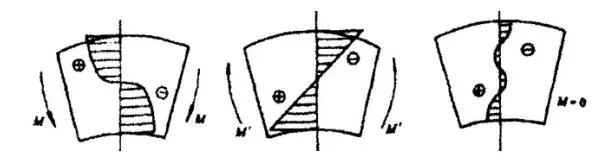
A segunda imagem da Figura 1 mostra a mudança de tensão causada pelo momento de flexão reverso. A terceira imagem mostra a tensão residual que podem causar o retorno elástico. O principal motivo do retorno elástico por flexão é a deformação elástica do material.
Quando a chapa metálica é dobrada, a camada interna é submetida à tensão de compressão e a camada externa é submetida à tensão de tração.
Embora essas duas tensões excedam a tensão de escoamento durante a flexão elástico-plástica, na verdade, sempre haverá uma zona de deformação elástica em que a tensão é menor do que a tensão de escoamento durante a transição da tensão de tração para a tensão de compressão.
Devido à presença da zona elástica, a peça de trabalho inevitavelmente retorno da mola após o descarregamento.
Quando o raio de curvatura relativo é maior, a proporção da zona de deformação elástica é maior, o que torna esse tipo de retorno elástico mais significativo.
Para explicar o retorno elástico de forma mais intuitiva, é apresentada uma fórmula para a quantidade de retorno elástico.
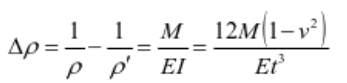
O retorno elástico é uma deformação elástica reversa que ocorre durante o descarregamento após a flexão. A fórmula clássica de cálculo para o retorno elástico de chapas metálicas é
Onde: Δρ é a alteração na curvatura; ρ é o raio de curvatura antes do descarregamento; ρ' é o raio de curvatura após o descarregamento; M é o momento de flexão; E é o módulo de elasticidade; I é o momento de inércia da seção em branco dobrada; υ é o coeficiente de Poisson; t é o momento de flexão interno da chapa metálica antes do retorno elástico.
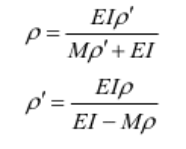
Ao reorganizar a fórmula acima, podemos obter a relação entre o raio de curvatura antes e depois do descarregamento:
A partir das relações entre os parâmetros na equação acima, podemos ver que a diferença no raio de curvatura do blank dobrado antes e depois da descarga, ou seja, a quantidade de retorno elástico, é determinada pelo momento de flexão M, o momento de inércia I da forma da seção transversal da peça bruta, do módulo de elasticidade E do material e do raio de curvatura ρ da deformação de flexão.
Quanto maior for o momento de flexão M aplicado à peça bruta antes do descarregamento, maior será o raio de curvatura ρ da deformação de flexão.
Quanto menor for o módulo de elasticidade E do material, maior será a quantidade de retorno elástico.
Se houver duas peças de braço reto em ambos os lados da peça dobrada, o fenômeno de retorno elástico que ocorre durante a descarga também se manifestará como uma mudança no ângulo entre os dois braços retos.
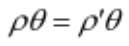
Quando a recuperação elástica ocorre durante o descarregamento, o comprimento da camada neutra na peça bruta dobrada não se altera.
Portanto,
em que ρ e ρ' são os raios de curvatura antes e depois do descarregamento, e θ e θ' são os ângulos antes e depois do descarregamento.
Em operações práticas, para garantir o ângulo da peça dobrada, o ângulo das matrizes superior e inferior deve ser considerado ao projetar o molde de compressão.
Como há muitos fatores que afetam o tamanho do ângulo de retorno elástico, é muito difícil calcular com precisão seu tamanho. Normalmente, alguns dados empíricos são usados como referência.
3. Medidas para solucionar o retorno elástico
(1) Escolha o material apropriado.
Sob a premissa de atender aos requisitos, os materiais com limites de rendimento mais baixos e módulos elásticos mais altos devem ser usados o máximo possível para reduzir ou eliminar o retorno elástico e obter maior qualidade de flexão.
Além disso, a tolerância de espessura do blank, a qualidade do acabamento da superfície e a planicidade têm grande influência sobre o retorno elástico da dobra. Para peças com requisitos de alta precisão de dobra, é particularmente importante reforçar a seleção da qualidade do blank.
(2) Projetar uma estrutura de peças razoável.
Escolha um raio de curvatura relativo menor. Um raio de curvatura relativo menor é benéfico para reduzir o retorno elástico.
Geralmente, quando o raio de curvatura é ≤3-5 vezes a espessura da chapa metálica, considera-se que toda a zona de curvatura da chapa metálica entrou no estado plástico. Entretanto, um raio de curvatura muito pequeno pode causar rachaduras na zona de curvatura.
O raio de curvatura mínimo do material fornecido na literatura atual baseia-se principalmente em dados empíricos e pode ser usado como referência para projetar o raio de curvatura da peça de trabalho.
Alterar o formato do produto sem alterar a função original do produto, executar flangeamento ou dobrar a parte dobrada, ou pressionar nervuras de reforço adequadas no ponto de dobra.
A deformação do retorno elástico será restringida, o que pode não apenas reduzir o retorno elástico após a flexão, mas também melhorar a rigidez das peças.
(3) Projetar um processo de formação razoável.
Corrija a curvatura.
O ângulo de retorno elástico da flexão corrigida é significativamente menor do que o da flexão livre, e quanto maior a força de correção, menor o retorno elástico.
A força de correção concentrará a força de puncionamento na zona de deformação por flexão, forçando a extrusão da camada interna de metal.
Depois que a chapa é corrigida, as camadas interna e externa são esticadas, e as tendências de retorno elástico das zonas de tensão e compressão após a descarga se compensam, reduzindo assim o retorno elástico. Esse método é adequado para pequenos cantos arredondados com uma pequena zona de deformação.
Tratamento térmico.
Para alguns materiais duros e materiais que foram trabalhados a frio e endurecidos, recozimento antes da flexão pode reduzir a dureza e a tensão de escoamento, reduzindo assim o retorno elástico. Ao mesmo tempo, isso também pode reduzir a força de flexão e, em seguida, endurecer com resfriamento após a dobra.
O recozimento geralmente usa recristalização, recozimento normal e recozimento brilhante. Têmpera local do peça de dobra da chapa metálica pode reduzir o ponto de escoamento e atingir o objetivo de eliminar o retorno elástico.
Flexão excessiva.
Durante o processo de produção de dobra, devido à recuperação elástica da chapa metálica, o ângulo de deformação e o raio de curvatura da chapa metálica aumentarão.
Portanto, um método para fazer com que o grau de deformação da chapa metálica no molde exceda o grau de deformação teórico pode ser usado para reduzir o retorno elástico.
Flexão a quente.
O aquecimento e a flexão podem ser usados, e as temperaturas adequadas podem ser selecionadas de acordo com os diferentes tipos de chapas metálicas. Devido ao tempo suficiente de amolecimento, a quantidade de retorno elástico pode ser reduzida.
Flexão de tração.
As peças com raios de curvatura relativos relativamente grandes podem usar o método de escavação e curvatura. Esse método aplica tensão tangencial ao dobrar a chapa metálica para alterar o estado e a distribuição da tensão no interior da chapa metálica.
A magnitude da tensão de tração aplicada deve fazer com que a tensão total em cada ponto da zona de deformação por flexão seja ligeiramente maior do que a tensão de escoamento do material, permitindo que toda a seção esteja na faixa de deformação plástica por tração.
Dessa forma, a direção da tensão-deformação das zonas interna e externa é consistente e, após a descarga, as tendências de retorno elástico das camadas interna e externa se compensam, reduzindo o retorno elástico.
Endurecimento do canto interno.
A compressão é aplicada a partir do interior da área de dobra para eliminar o retorno elástico. Esse método é mais eficaz quando há dobras simétricas em ambos os lados da chapa metálica em uma dobra em forma de U.
As dobras em forma de L às vezes produzem desvios dimensionais, portanto, esse método não é adequado para a formação de produtos que exigem resistência e elasticidade.
Controle a tensão residual.
Ao desenhar e formar, adicione formas convexas locais (saliências circulares) na superfície da ferramenta e, em seguida, elimine a forma adicionada no processo subsequente para alterar o equilíbrio da tensão residual no material e eliminar o retorno elástico.
(4) Projetar uma folga razoável para o molde.
Para a dobra em forma de U, o retorno elástico diminui à medida que a profundidade da abertura do molde côncavo aumenta e a folga do molde diminui. A folga do molde deve ser mantida entre 110% e 115% da espessura da chapa metálica para obter os efeitos ideais de controle da formação e do retorno elástico.
Para requisitos de alta precisão de dobra, o valor da folga do lado único da dobra pode ser definido de acordo com a espessura da chapa, usando dobras ligeiramente mais finas para reduzir o retorno elástico.
Puxar tecnologia de dobra ou moldes com folga ajustável também podem ser usados para reduzir o retorno elástico. Para dobrar em forma de V, preste atenção ao controle da altura do molde fechado.
(5) Escolha uma estrutura de molde razoável.
Use moldes de flexão de borracha de poliuretano.
Os moldes de borracha de poliuretano podem ser usados para dobrar peças de trabalho com espaços em branco finos.
Como os moldes de dobra de borracha de poliuretano podem transmitir uniformemente a pressão em todas as direções e obter uma dobra sem lacunas, a peça de trabalho dobrada se encaixa firmemente na superfície convexa do molde, colocando a peça de trabalho em um estado de estresse compressivo de três vias. É possível até mesmo obter uma curvatura semelhante à do desenho, reduzindo o retorno elástico e obtendo alta qualidade de curvatura.
Use moldes de dobragem de cunha inclinada.
Os moldes de dobra de cunha inclinada usam o método de dobra de correção de extrusão, que geralmente pode obter peças dobradas de maior qualidade.
Para peças de trabalho com requisitos de alta precisão de blank, o ombro do molde pode ser usado para pressionar longitudinalmente a extremidade da peça dobrada, permitindo que os lados interno e externo da zona de deformação de dobra recebam tensão compressiva para reduzir o retorno elástico.
Método de compensação.
Com base na direção e na magnitude do retorno elástico da peça dobrada, a forma geométrica e o tamanho da peça de trabalho do molde podem ser controlados para compensar o retorno elástico após a dobra. Na flexão de ângulo único, o molde convexo é reduzido por um ângulo de retorno elástico.
Na dobra de ângulo duplo, uma inclinação igual ao ângulo de retorno elástico é feita na parede do molde convexo para que a compensação correspondente possa ser feita para o ângulo de retorno elástico após a dobra, ou a placa superior e a parte inferior do molde convexo são feitas em forma de arco para que a superfície curva na parte inferior da peça se torne reta novamente após o retorno elástico, e o retorno elástico em ambos os lados é compensado.
A compensação de retorno elástico de chapas metálicas baseada na tecnologia CAE também pode ser usada para processar o modelo matemático CAD após a compensação de retorno elástico, reduzindo o número de correções reais de retorno.