Como as curvas Z e N precisas transformam chapas de metal planas em formas complexas? Este artigo aborda as técnicas e precauções essenciais para dobrar Z e N na fabricação de chapas metálicas. Você aprenderá sobre procedimentos críticos, princípios de posicionamento e métodos especiais de processamento para garantir resultados precisos e eficientes em seus projetos de metalurgia. Obtenha insights sobre como essas técnicas de dobra podem aprimorar seus processos de fabricação, melhorar a qualidade do produto e evitar armadilhas comuns.
Definição: O processo de dobra no qual um material é dobrado em um padrão em ziguezague é chamado de dobra em Z.
Faixa de processo de dobra padrão:
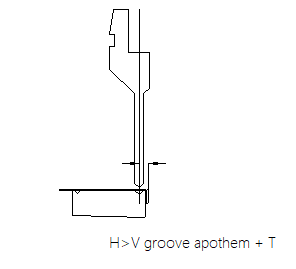
A altura da dobra Z deve ser maior do que a soma do apótema da ranhura V e da espessura do material que está sendo dobrado.
H>T+V/2
O tamanho mínimo de processamento é determinado pelo modelo da máquina usada, enquanto o tamanho máximo de processamento é limitado pelo formato da mesa da máquina.
Procedimentos de dobragem Z
1) Processe a curva em L usando o método de processamento para curvas em L. 2) Posicione a borda da curva em L e processe-a em uma curva em Z (ou processe-a em uma curva em Z posicionando o outro lado da curva em L).
Princípios de colocação da peça de trabalho para dobragem em Z
Premissa do posicionamento: posicionamento conveniente e estável.
Em geral, o posicionamento é o mesmo que o da curva em L.
O posicionamento secundário exige que a peça de trabalho e o matriz inferior ser posicionado de forma plana durante a flexão.
Questões que precisam de atenção para a flexão em Z
1) O ângulo de flexão da curva em L deve ser preciso e, em geral, deve estar entre 89,5 e 90 graus.
2) O medidor traseiro deve ser puxado para trás para evitar que a peça de trabalho se deforme durante o processamento.
Métodos gerais de processamento de flexão Z
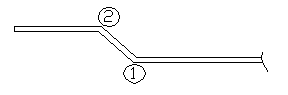
A sequência de processamento deve ser considerada conforme mostrado na figura a seguir, primeiro a curva 1 e depois a curva 2.
Primeira dobra para formar um Flexão L e, em seguida, processado para formar uma dobra em Z (se interferir na mesa de trabalho da máquina, primeiro dobre 1 para formar um ângulo grande, depois dobre 2 e, em seguida, pressione 1)
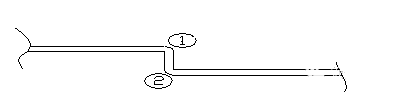
Usando dois ângulos agudos para formar uma dobra em Z: primeiro dobre em um ângulo reto, depois insira 2 e depois insira 1
1) Se houver uma colisão, primeiro dobre 1 para formar um ângulo grande, depois dobre 2 e, em seguida, pressione 1.
2) Se não houver colisão, de acordo com o método geral de processamento de dobra em Z, primeiro dobre 1 e depois dobre 2.
Para esse tipo de processamento, considerando o posicionamento e a interferência, a dobra 2 é primeiro dobrada a 90 graus, depois inserida na profundidade 1 e, em seguida, a profundidade 2 é complementada.
Método de processamento especial de flexão Z
Definição: Curvas em Z que não podem ser concluídas sob as condições gerais de processamento de curvas em Z e exigem métodos especiais para serem processadas.
Métodos especiais de processamento
1) Método de separação de linha central (matriz inferior excentricidade) - para processamento de amostras;
2) Moldagem com uma pequena matriz em forma de V - para produção em massa (a premissa é adicionar um coeficiente);
3) Processamento com uma matriz inferior aterrada - aplicável em todos os casos.
Outros métodos de processamento
1) Processamento com matriz de deslocamento - aplicável à produção em massa dentro da faixa de processamento da matriz de diferença de passo.
2) Formação com uma matriz macia - aplicável à produção em massa.
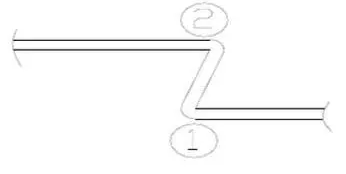
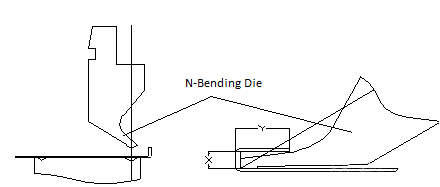
N Flexão
Definição: processar continuamente a mesma superfície de usinagem duas vezes para formar N dobras
Precauções para o processamento de dobras em N
O ângulo da primeira dobra não deve ser maior que 90°.
O medidor de retorno para a segunda dobra deve ser definido com base na superfície usinada.
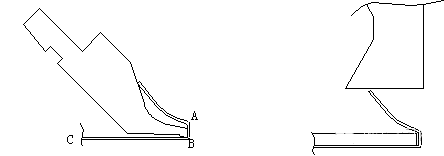
Método de processamento especial de curvatura N
Se houver uma leve interferência com o punção superior após a dobra N em Y, o material deverá ser aplainado com uma matriz de bainha após o processo de dobra N.
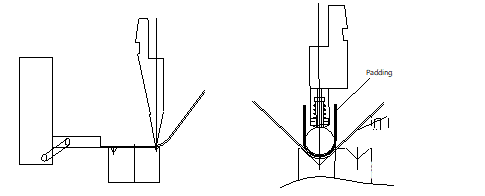
Se houver interferência significativa com o punção superior após a dobra N em Y, o material deverá ser dobrado primeiro para a posição de colisão após a dobra A linha de imprensae, em seguida, posicionado no ponto C e dobrado no ponto B. Finalmente, a matriz de bainha e o acolchoamento devem ser usados para moldar o material.
Processamento usando um punção e matriz de modelagem.
Processamento de arco
O processamento de arco pode ser dividido em duas categorias: corte circular com um modelo de dobra e corte circular com uma faca de arco.
As facas de arco são fornecidas em duas variedades: fixas e ajustáveis.
Precauções
R: Ao usinar com uma matriz baixa de 90°, a usinagem pode ser insuficiente e, nesse caso, é necessário empurrar manualmente o molde ou, se possível, usar uma matriz baixa de 88°.
B: Use um dispositivo de medição para verificar a precisão dimensional da peça de trabalho.
C: Ao processar um arco de 90°, o dado baixo deve ter um raio de 2 (R + T).
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Você já se perguntou como as peças de chapa metálica são projetadas e fabricadas com precisão? Nesta postagem do blog, vamos nos aprofundar no fascinante mundo da tolerância à dobra - uma...
Você já se perguntou como os diferentes materiais afetam a dobragem de chapas metálicas? Neste artigo perspicaz, um engenheiro mecânico experiente compartilha sua experiência sobre o impacto dos tipos de materiais, da espessura e da...
Atenção a todos os projetistas e fabricantes de chapas metálicas! Está tendo dificuldades para determinar o raio de curvatura ideal para seus projetos? Não precisa mais procurar! Nesta postagem do blog, vamos nos aprofundar no...
Alguma vez você já se perguntou sobre a arte e a ciência por trás da modelagem de chapas metálicas em formas complexas? Nesta cativante postagem do blog, vamos nos aprofundar no fascinante mundo das chapas...
Você já se perguntou por que seus projetos de chapa metálica às vezes se dobram de forma estranha ou racham? Este artigo desmistifica a função crucial dos furos de fabricação na dobragem de chapas metálicas. Você aprenderá como esses furos...
Imagine dobrar chapas de metal sem deixar uma única marca ou arranhão. Neste artigo, exploramos técnicas inovadoras para dobrar chapas metálicas sem marcas, abordando desafios como atrito, dureza do material e...
Já pensou que dobrar chapas metálicas poderia ser tão complexo? A dobra fechada, uma técnica essencial no processamento de chapas metálicas, usa métodos especializados para obter dobras precisas e duráveis sem a necessidade de um profissional...
Imagine conseguir dobras de chapas metálicas perfeitas, sem marcas ou manchas. Este artigo se aprofunda em técnicas avançadas que garantem uma qualidade de superfície impecável nos processos de dobra de metal. Você aprenderá sobre técnicas inovadoras...
Você já se perguntou como as enormes estruturas de aço das locomotivas alcançam suas curvas precisas? Neste artigo, revelamos os segredos por trás da criação de grandes raios de curvatura em peças de chapa metálica....