Gás de proteção para soldagem a laser: noções básicas
Você já se perguntou o que faz uma solda perfeita? Na soldagem a laser, o segredo está no uso do gás de proteção. Este artigo explora como diferentes gases, como nitrogênio, argônio e hélio, afetam a qualidade da solda e por que escolher o gás certo é crucial. Prepare-se para descobrir os elementos essenciais para obter soldas perfeitas!
O gás de proteção desempenha um papel fundamental na soldagem a laser, melhorando a qualidade da solda, protegendo a poça de fusão e evitando danos à óptica do laser. Sua aplicação pode ser categorizada em três tipos distintos, cada um atendendo a funções específicas no processo de soldagem:
Gás auxiliar (gás MDE): Esse gás, também conhecido como gás de extração de detritos de vapor de metal (MDE), é usado principalmente para remover o vapor de metal e os detritos gerados durante a soldagem. Ele ajuda a manter um ambiente de soldagem limpo, evitando a contaminação da solda e protegendo a óptica do laser contra possíveis danos.
Gás de proteção: A principal função do gás de proteção é proteger o banho de solda fundido e a zona afetada pelo calor circundante da contaminação atmosférica. Ele desloca o ar ambiente, evitando a oxidação e a nitretação do metal de solda. Os gases de proteção comuns incluem argônio, hélio ou suas misturas, escolhidos com base no material que está sendo soldado e nas características de solda desejadas.
Gás de jato: O jato de gás é direcionado em alta velocidade para a área de solda para criar um efeito de buraco de fechadura, aumentando a penetração e estabilizando a poça de solda. Ele também pode auxiliar na remoção de plumas de plasma que possam interferir na aplicação do feixe de laser na peça de trabalho.
A seleção e a otimização desses gases influenciam significativamente a qualidade da solda, a estabilidade do processo e a eficiência geral em soldagem a laser operações. Fatores como a composição do material, o projeto da junta de solda e os parâmetros do laser devem ser considerados ao determinar a configuração ideal do gás para uma aplicação específica.
2. Por que o gás de proteção é necessário?
A soldagem a laser contínua é um processo de união avançado que emprega feixes de laser de alta energia como fonte de calor concentrada para fundir com precisão a superfície das peças de trabalho, criando juntas de soldagem de alta qualidade e eficiência.
Durante a soldagem a laser de alta potência, o intenso feixe de laser aquece rapidamente o material além de seu ponto de fusão. No entanto, as temperaturas extremas geradas também podem causar a vaporização do metal, levando à formação de plasma de vapor metálico na zona de solda.
Essa pluma de plasma pode atenuar significativamente a energia do laser recebida, reduzindo a potência efetiva que chega à superfície da peça de trabalho. Consequentemente, isso afeta a estabilidade da poça de fusão e pode comprometer a qualidade e a consistência da solda.
Para atenuar esses problemas e garantir a estabilidade do processo, um gás de proteção cuidadosamente selecionado com alto potencial de ionização deve ser introduzido durante a soldagem. Normalmente, são usados gases inertes, como argônio ou hélio. O gás de proteção tem várias funções essenciais:
Supressão de plasma: Ajuda a dissipar e controlar o plasma de vapor metálico, permitindo que mais energia do laser atinja a peça de trabalho.
Proteção atmosférica: Isola o banho de solda e a zona afetada pelo calor do ar ambiente, evitando a oxidação e a absorção de nitrogênio.
Redução de respingos: Ele ajuda a estabilizar a dinâmica da poça de fusão, minimizando os respingos de solda e melhorando a qualidade da superfície.
Efeito de resfriamento: Certos gases podem proporcionar resfriamento adicional, influenciando as taxas de solidificação e a microestrutura da solda.
A aplicação adequada do gás de proteção resulta em um processo de soldagem mais estável, menos defeitos e uma superfície de solda uniforme e lisa com propriedades mecânicas aprimoradas.
3. As funções do gás de proteção
Na soldagem a laser, o uso de gás de proteção terá um impacto na formação da solda, em sua qualidade, penetração e largura.
Na maioria das situações, o sopro do gás de proteção resultará em um efeito positivo na solda, mas também pode ter impactos desfavoráveis.
3.1 Efeitos positivos
(1) O gás de proteção adequado pode proteger efetivamente o banho de solda e reduzir ou até mesmo eliminar a oxidação.
(2) Ele também pode reduzir os respingos durante a soldagem.
(3) O banho de solda se solidificará uniformemente e terá um formato uniforme e atraente.
(4) O gás de proteção adequado também pode reduzir o efeito de proteção da pluma de vapor metálico ou do plasma no laser, levando a uma maior utilização do laser.
(5) Além disso, o uso correto do gás de proteção pode reduzir porosidade da solda.
Desde que o tipo correto de gás, a taxa de fluxo e o modo de sopro sejam selecionados, os resultados desejados podem ser alcançados.
Entretanto, o uso incorreto do gás de proteção pode ter efeitos negativos na soldagem.
3.2 Efeitos negativos
(1) O uso incorreto do gás de proteção pode resultar na degradação da solda;
(2) A escolha de um tipo de gás inadequado pode causar rachaduras na solda e também pode reduzir as propriedades mecânicas da solda;
(3) A seleção incorreta da taxa de fluxo de gás pode levar a um aumento da oxidação da solda (seja a taxa de fluxo muito alta ou muito baixa), ou o metal da poça de fusão pode ser severamente rompido por forças externas, levando ao colapso ou à formação irregular da solda;
(4) A seleção de um método incorreto de fluxo de gás pode resultar em falta de proteção para a solda, ou mesmo não ter nenhum efeito protetor, ou ter um impacto negativo na formação da solda;
(5) A penetração do cordão de solda será afetada pelo fluxo do gás de proteção, especialmente na soldagem de chapas finas.
4. Tipos de gás de proteção
Os gases de proteção comumente usados na soldagem a laser são o nitrogênio (N2), o argônio (Ar) e o hélio (He). Suas propriedades físicas e químicas são diferentes e, portanto, seu efeito na solda também varia.
4.1 N2
A energia de ionização do N2 é moderado, com um valor maior que o do Ar e menor que o do He.
Sob a ação de um laser, a ionização de N2 é geralmente moderado, o que pode reduzir a formação de nuvens de plasma e aumentar a utilização efetiva do laser.
No entanto, quando o nitrogênio reage com a liga de alumínio ou o aço carbono a uma determinada temperatura, ele produz nitreto, o que pode resultar em uma diminuição da resistência e da fragilidade da solda e ter um impacto negativo nas propriedades mecânicas da junta de solda.
Portanto, não é recomendável usar nitrogênio como gás de proteção quando soldagem de liga de alumínio ou aço carbono.
Por outro lado, quando o nitrogênio reage com o aço inoxidável, ele pode melhorar a resistência da junta de solda e afetar positivamente as propriedades mecânicas da solda.
A energia de ionização do Ar é relativamente baixa e, sob a ação de um laser, seu grau de ionização é relativamente alto, o que pode afetar negativamente o controle da formação de nuvens de plasma e a utilização eficaz do laser.
Entretanto, a baixa reatividade do Ar com metais comuns e seu custo relativamente baixo o tornam uma opção atraente. Além disso, sua alta densidade permite que ele se afunde efetivamente acima da poça de solda, proporcionando um melhor ambiente de proteção.
Por esses motivos, o Ar é comumente usado como um gás de proteção convencional.
4.3 Ele
A energia de ionização do He é a mais alta e, sob a ação de um laser, seu grau de ionização é muito baixo, o que o torna eficaz no controle da formação de nuvens de plasma.
O laser pode atuar efetivamente em metais, e a baixa reatividade e a baixa atividade do He o tornam um bom gás de proteção para soldagem.
No entanto, o alto custo do He faz com que ele não seja adequado para uso generalizado em produtos produzidos em massa. Normalmente, ele é usado em pesquisas científicas ou em produtos de alto valor.
5. Modo de sopro do gás de proteção
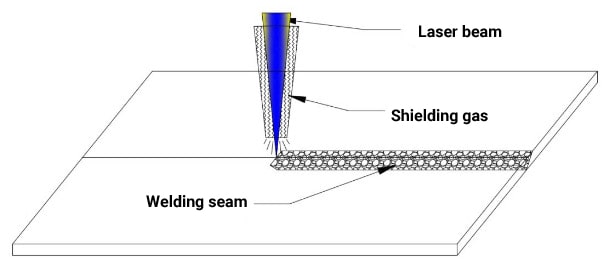
Atualmente, existem dois métodos principais de sopro de gás de proteção: um é o gás de proteção de sopro lateral do eixo lateral, conforme mostrado na Figura 1; o outro é o gás de proteção coaxial, conforme mostrado na Figura 2.
Fig. 1 Lado do eixo lateral soprando gás de proteção
Fig. 2 Gás de proteção coaxial
A escolha entre os dois métodos de sopro de gás de proteção envolve uma consideração abrangente de muitos fatores.
Em geral, recomenda-se usar o método de sopro lateral do gás de proteção.
6. Princípio de seleção do modo de sopro do gás de proteção
Antes de tudo, é importante observar que o termo "oxidação" da solda é simplesmente um nome coloquial.
Teoricamente, ela se refere à reação química entre os componentes nocivos no ar e a solda, o que leva a uma diminuição da qualidade da solda.
A causa comum disso é a reação entre o metal de solda e elementos como oxigênio, nitrogênio e hidrogênio no ar em altas temperaturas.
Para evitar que a solda seja "oxidada", é necessário reduzir ou eliminar o contato entre o metal de solda e esses componentes nocivos em altas temperaturas.
Esse estado de alta temperatura abrange não apenas o metal fundido, mas também todo o processo, desde o momento em que o metal de solda é derretido até o momento em que ele se solidifica e esfria abaixo de uma determinada temperatura.
Por exemplo, titânio podem absorver rapidamente o hidrogênio em temperaturas acima de 300°C, o oxigênio em temperaturas acima de 450°C e o nitrogênio em temperaturas acima de 600°C.
Portanto, é essencial proteger o titânio solda de liga após a solidificação e o estágio abaixo de 300°C, ou ele será "oxidado".
Fica evidente que o uso de gás de proteção não deve proteger apenas o banho de solda em tempo real, mas também a área recém-solidificada da solda.
Como resultado, o gás de proteção de sopro lateral do eixo lateral, conforme mostrado na Figura 1, é geralmente usado.
Em comparação com a proteção coaxial (Figura 2), esse método oferece um escopo mais amplo de proteção, especialmente para a área em que a solda acabou de se solidificar.
Em aplicações práticas, nem todos os produtos podem usar o método de proteção por sopro lateral do eixo lateral.
Para alguns produtos específicos, somente o gás de proteção coaxial pode ser usado, e a escolha específica dependerá do estrutura do produto e a forma da junta.
7. Seleção do modo de sopro específico do gás de proteção
7.1 Solda reta
Conforme ilustrado na Figura 3, o produto tem um formato de solda linear, com a forma de junta sendo uma junta de topo, junta sobreposta, junta de canto interno ou sobreposição junta de solda.
Para esse produto, é mais favorável usar o método de gás de proteção de sopro lateral do eixo lateral mostrado na Figura 1.
Fig. 3 Solda reta
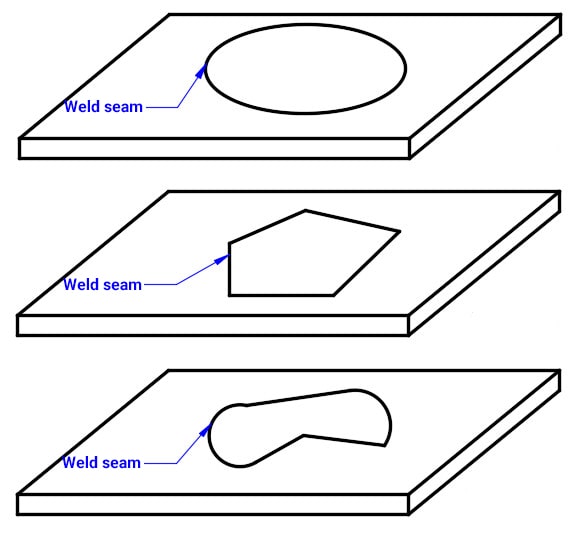
7.2 Solda de gráfico fechado plano
Conforme ilustrado na Figura 4, o produto tem uma forma de solda que é uma forma circular plana, uma forma multilateral plana, uma forma linear plana de múltiplos segmentos ou outras formas fechadas, e as formas de junta podem ser juntas de topo, juntas sobrepostas, juntas sobrepostas etc.
Portanto, o produto é mais adequado para usar o método de gás de proteção coaxial mostrado na Figura 2.
Fig. 4 Solda de gráfico fechado plano
A seleção do gás de proteção tem um impacto direto na qualidade, na eficiência e no custo da produção de soldagem.
No entanto, devido à diversidade de materiais de soldagem, a seleção de gás de solda é mais complexo na prática real de soldagem.
Para escolher o gás de proteção mais adequado, é importante levar em conta os seguintes aspectos material de soldagemO método de soldagem, a posição de soldagem e o resultado desejado da soldagem.
A única maneira de determinar a melhor opção é realizar um teste de soldagem.
8. Efeito do gás de proteção na morfologia da solda
Além de escolher o gás de proteção adequado com base no material de soldagem, também é necessário examinar o impacto do ângulo de sopro, da direção e da taxa de fluxo do gás de proteção na morfologia da solda.
Foram realizados estudos para entender a influência de diferentes ângulos de sopro do gás de proteção na solda, sob as mesmas condições de soldagem.
Os resultados experimentais mostram que, sob o mesmo controle de outras variáveis, a tendência da influência da morfologia da solda permanece a mesma sob diferentes taxas de fluxo.
No entanto, à medida que a taxa de fluxo aumenta, o efeito sobre a penetração da solda se torna mais perceptível, enquanto o impacto sobre a superfície e a largura da solda diminui.
Para estudar especificamente o efeito do ângulo de sopro, a taxa de fluxo foi mantida em 5 L/min, enquanto outras variáveis foram controladas, e somente o ângulo de sopro foi alterado.
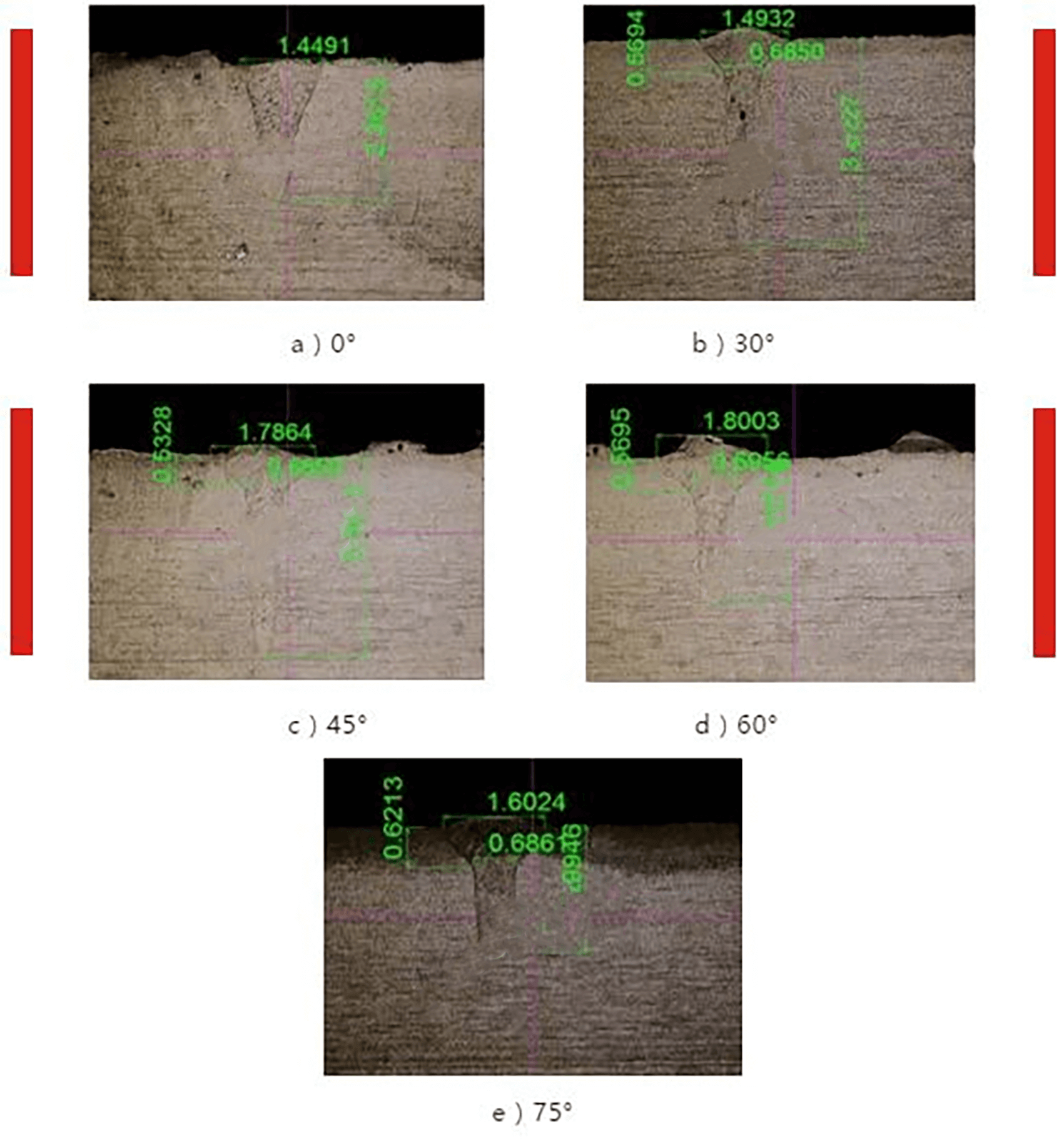
Os resultados do teste são mostrados na Figura 5, com um diagrama metalográfico da morfologia da solda em seção transversal exibido na Figura 6.
Fig. 5 Efeito de diferentes métodos de sopro na penetração e na largura da solda
Fig. 6 Morfologia da solda em diferentes ângulos de sopro
De acordo com os dados experimentais, a penetração da solda aumenta inicialmente e depois diminui à medida que o ângulo de sopro aumenta.
A 0° ou acima de 45°, a penetração diminui significativamente. A penetração máxima é obtida em um ângulo de sopro de 30°.
A largura da solda é determinada pela redução da intensidade do laser causada pelo plasma e pelo efeito do fluxo de gás na poça de solda.
Em um ângulo de sopro de 0°, a largura da fusão é a menor. À medida que o ângulo de sopro aumenta, a largura da fusão aumenta, mas há pouca alteração na largura da solda quando o ângulo está acima de 45°.
Análise de resultados
O impacto do gás de proteção na morfologia da solda é controlado principalmente pelo ajuste do tamanho do plasma, que determina a densidade de potência do laser que atinge a superfície da peça de trabalho.
Com base no diagrama metalográfico da seção transversal da solda, pode-se observar que a morfologia da solda tende à soldagem por condução térmica a 0° ou 75°, enquanto soldagem por penetração profunda é evidente a 30° e 45°.
Para concluir, sob o mesmo processo de soldagem Em relação aos parâmetros de sopro, recomenda-se usar um ângulo de sopro de 30° para aumentar a penetração, 45° para uma maior largura da superfície e 0° ou 75° para uma maior largura de fusão inferior.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Você já se perguntou como a soldagem a laser transforma o trabalho em metal? Este artigo revela os segredos da soldagem a laser, com foco nos parâmetros cruciais que garantem precisão e resistência. Desde o ajuste da potência do laser até...
No mundo em rápida evolução da soldagem a laser, a inovação é fundamental. À medida que os fabricantes ultrapassam os limites do que é possível, algumas empresas se destacam como líderes no setor....
Imagine soldar metal com um feixe de luz - preciso, rápido e quase mágico. Essa é a soldagem a laser, uma tecnologia que está revolucionando a fabricação. Neste artigo, exploraremos os princípios fundamentais da soldagem a laser...
Imagine trabalhar com uma máquina de solda a laser, onde um movimento errado pode causar ferimentos graves ou danos ao equipamento. Este artigo aborda as precauções de segurança essenciais para o uso desses dispositivos potentes,...
Imagine transformar suas operações de soldagem com o poder dos lasers. O mundo da soldagem a laser oferece uma variedade de opções, incluindo lasers de fibra, de diodo, de disco e de CO2, cada um com...
No mundo da soldagem, a escolha do método correto pode afetar significativamente a eficiência e a qualidade. A soldagem a laser e a soldagem TIG (arco de argônio) oferecem vantagens e desvantagens exclusivas. A soldagem a laser...
Como o gás de proteção pode melhorar significativamente seus projetos de soldagem a laser? Na soldagem a laser, o gás de proteção desempenha um papel fundamental no aprimoramento da qualidade da solda, evitando reações com componentes do ar e...
Imagine uma técnica de soldagem que ofereça precisão, distorção térmica mínima e processamento em alta velocidade. A soldagem a laser oferece essas vantagens, revolucionando o setor de manufatura. Este artigo se aprofunda no...
A soldagem a laser pode unir uma variedade notável de materiais, mas quais deles realmente se destacam? Este artigo explora as especificidades, abrangendo tudo, desde metais comuns, como aço carbono e alumínio, até...