5 Técnicas de Shot Peening que você nunca conheceu
Como um processo usado na fabricação de aeronaves ajuda os componentes metálicos a durar mais? O shot peening, uma técnica que envolve o bombardeio de superfícies metálicas com pequenas mídias esféricas, pode aumentar drasticamente a resistência à fadiga e a precisão da forma. Este artigo explora cinco métodos avançados de shot peening, incluindo técnicas digitais e pré-tensionadas, destacando seus benefícios e aplicações na engenharia moderna. Ao ler, você terá uma visão de como esses processos inovadores estão revolucionando a metalurgia e prolongando a vida útil de componentes críticos.
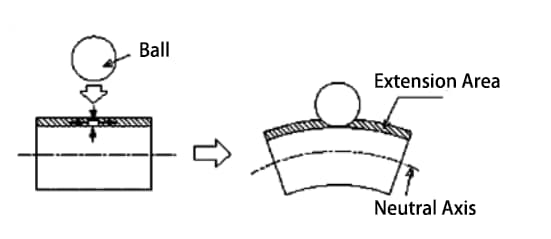
O shot peening é uma técnica de conformação que utiliza um fluxo de granalha de alta velocidade para atingir a superfície de uma chapa metálica, causando deformação plástica na superfície atingida e no material metálico subjacente, fazendo com que a chapa se curve gradualmente em direção à superfície atingida, alcançando a forma desejada.
Diagrama de Shot Peening:
Figura 1: Diagrama esquemático do princípio de formação do Shot Peening
As principais vantagens da injeção descascamento são:
(1) O processo requer equipamentos simples, sem a necessidade de uma matriz de moldagem, o que mantém o custo de fabricação das peças baixo e proporciona grande adaptabilidade ao tamanho das peças.
(2) Como o shot peening forma uma tensão compressiva residual nas superfícies superior e inferior da peça ao longo da direção da espessura, ele pode melhorar a resistência à fadiga da peça durante o processo de formação.
(3) Pode formar peças com curvaturas duplas simples ou complexas.
Nos últimos anos, com as crescentes demandas pelo desempenho aerodinâmico geral de aeronaves modernas e avançadas e o rápido desenvolvimento da tecnologia de computação, a pesquisa e o desenvolvimento da tecnologia de shot peening foram bastante promovidos.
Isso levou ao surgimento da tecnologia de shot peening pré-tensionado, da tecnologia de shot peening digital e da nova tecnologia de fortalecimento de shot peening, expandindo consideravelmente a capacidade de processamento e a gama de aplicações da tecnologia de shot peening.
I. Tecnologia de Shot Peening em materiais protendidos
Normalmente, as peças estão completamente livres antes do shot peening. A deformação causada pelo shot peening está relacionada à força do shot peening, à cobertura do tiro e à espessura da peça.
Os fatores que afetam a resistência do shot peening incluem principalmente parâmetros relacionados à granalha, como o material da granalha, o estado do tratamento térmico e o diâmetro, bem como parâmetros relacionados ao equipamento de shot peening, incluindo a velocidade da granalha e o ângulo de pulverização.
Os fatores que afetam a cobertura da injeção incluem principalmente o tempo de shot peening e a propriedades do material da peça que está sendo submetida ao shotpeening.
Portanto, para um determinado equipamento de shot peening e granalha, ao usar o shot peening de cobertura máxima para formar materiais e peças de espessura específicos, a deformação obtida é certa. Essa deformação reflete o limite de formação do shot peening sob as condições correspondentes.
A asa supercrítica é uma característica importante das aeronaves modernas e avançadas.
Como uma das partes importantes que constituem o formato da asa, o painel de parede integral tem formas complexas de sela e torção na parte externa e protuberâncias de reforço integral, molduras de boca, furos e afundamentos na parte interna.
A aplicação da estrutura de nervura integral também está aumentando.
Para essas peças, devido ao pequeno limite de formação do shot peening livre, é difícil atingir a deformação necessária para o formato da peça. Como resultado, surgiu a tecnologia de shot peening pré-tensionado.
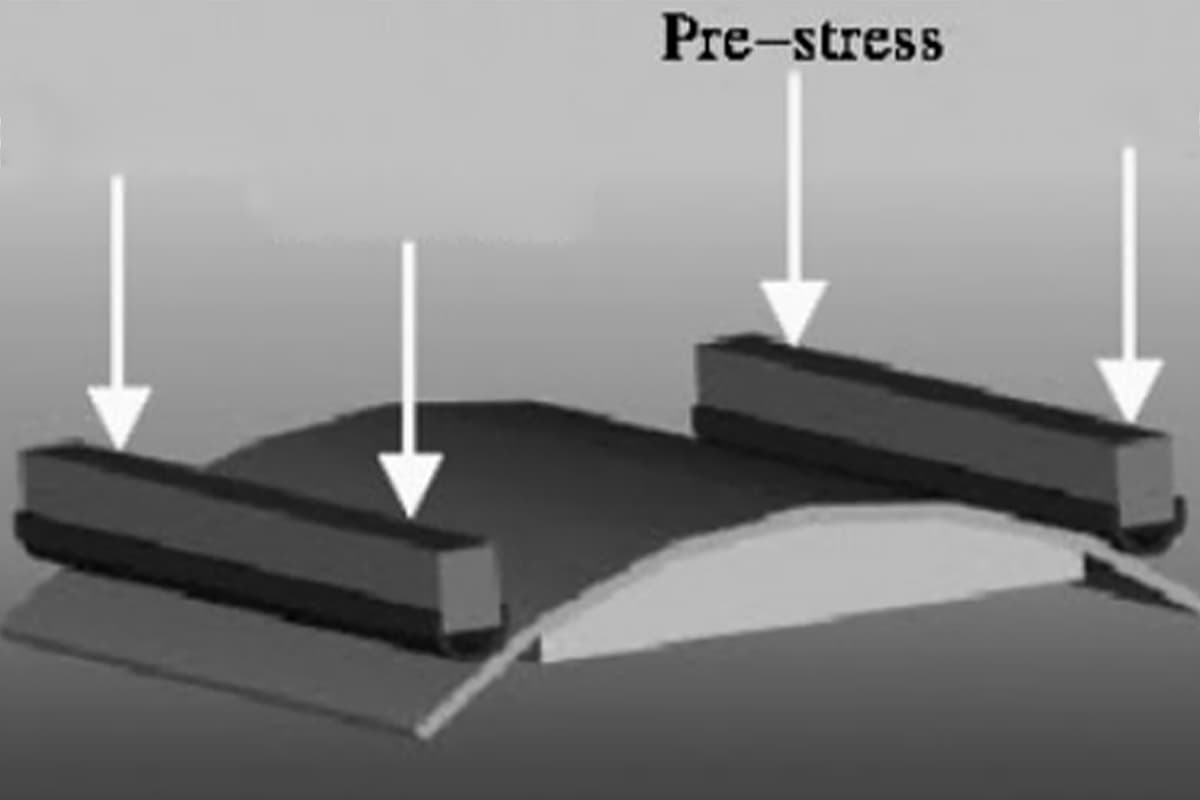
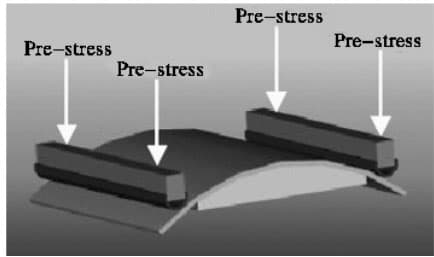
Diagrama de princípios do shot peening protendido:
Figura 2: Diagrama esquemático do princípio de formação de Shot Peening pré-tensionado
Antes de aplicar o shot peening nas peças, uma carga predeterminada é aplicada a elas usando gabaritos e acessórios específicos, fazendo com que as peças sofram uma deformação elástica inicial. Em seguida, a superfície tensionada é submetida ao shotpeening descascado. Sob as mesmas condições de intensidade e cobertura do peening, o limite de formação do shot peening pré-tensionado é de 2 a 3 vezes maior que o do shot peening livre.
Ao mesmo tempo, o shot peening pré-tensão pode controlar com eficácia a deformação de flexão adicional ao longo da direção do shot peening.
Atualmente, a tecnologia de shot peening pré-tensionada tem sido aplicada na fabricação de painéis integrais de asas para aeronaves supercríticas.
A R Company do Canadá usa a tecnologia de shot peening pré-tensionado para evitar o impacto negativo na vida útil da fadiga causado pela flexão mecânica dessas peças ao fabricar painéis integrais de asa para a aeronave 5B8BZU de Israel.
É claro que, para aplicar a pré-tensão às peças, é necessário projetar e fabricar dispositivos específicos de pré-tensão. Esses acessórios devem ser simples, leves, fáceis de operar e devem ser coordenados com o equipamento de shot peening que está sendo usado.
Portanto, a tendência de desenvolvimento da tecnologia de shot peening pré-tensionado será pesquisar ainda mais métodos simples e viáveis de carregamento de pré-tensão, bem como usar a análise de elementos finitos para determinar com precisão o tamanho da pré-tensão aplicada, garantindo que as peças estejam completamente dentro da faixa de deformação elástica sob pré-tensão.
II. Tecnologia de formação de Shot Peening digital
Shot peening digital tecnologia de formação utiliza a tecnologia digital para analisar digitalmente as informações geométricas das peças, selecionar e otimizar os parâmetros do processo de formação de shot peening, simular e controlar o processo de formação de shot peening, inspecionar digitalmente o formato das peças formadas e gerenciar digitalmente os arquivos e programas do processo de formação de shot peening das peças.
Essa tecnologia avançada de formação tem como objetivo descrever as peças e seu processo de formação de shot peening na forma de quantidades digitais e unificar os dados gerados em cada estágio.
Em termos de tecnologia de formação de shot peening digital, um exemplo de aplicação bem-sucedida é a tecnologia de formação de shot peening automatizada proposta pela P/ Company da Alemanha.
Além disso, como parte essencial da tecnologia digital, a tecnologia de simulação numérica do processo de formação de shot peening também alcançou um desenvolvimento significativo.
A implementação da tecnologia de formação de shot peening automatizada é dividida em três estágios: projeto conceitual e estágio de análise, estágio de desenvolvimento de pré-produção e estágio de produção.
Durante o projeto conceitual e o estágio de análise, o modelo numérico 2+O das peças é analisado e avaliado principalmente quanto à formabilidade do shot peening, e o plano inicial do processo de formação de shot peening e os parâmetros do processo de formação são formulados, levando em conta a situação do equipamento e do pessoal do usuário.
No estágio de pré-produção, o processo é otimizado por meio de testes de formação de shot peening em peças de teste, gerando arquivos e programas de controle de processo relevantes, e as atualizações e os ajustes necessários são feitos no equipamento do usuário. Além disso, nesse estágio, as alterações e melhorias no projeto da peça podem ser feitas simultaneamente.
Na etapa de produção, a automação da formação de shot peening pode ser realizada invocando os programas de controle pré-estabelecidos para as peças e, ao mesmo tempo, realizando treinamento técnico para o pessoal relevante.
Depois de estabelecer um sistema automatizado de tecnologia de formação de shot peening no local do usuário durante esse estágio, o desenvolvimento de novos produtos no futuro requer apenas programação off-line e, em seguida, os dados e programas relevantes podem ser transferidos para o equipamento do usuário para teste e produção.
A tecnologia de shot peening automatizado inclui principalmente aspectos de hardware e software. O aspecto do hardware requer um dispositivo de shot peening controlado numericamente e com múltiplas coordenadas, com controle programável.
O aspecto do software requer tecnologia de banco de dados do processo de formação de shot peening, tecnologia de análise de simulação, tecnologia de medição digital, tecnologia de visualização virtual e uma vasta experiência prática para formular rapidamente uma rota de processo razoável e correta.
As vantagens da tecnologia de formação de shot peening automatizado são muito óbvias. Os usuários não precisam fazer nenhuma programação ou teste; o operador só precisa pressionar o botão Iniciar, e o equipamento concluirá automaticamente as outras tarefas predefinidas no programa de peças.
Figura 3: O painel de parede integral do tanque de combustível do foguete Ariane 5 formado por shot peening automático.
Nos últimos anos, surgiram alguns novos métodos de shot peening que diferem das técnicas tradicionais de shot peening. Entre eles, o desenvolvimento e a aplicação do shot peening de dupla face, do shot peening a laser, do shot peening ultrassônico e do shot peening com água de alta pressão receberam atenção e preocupação generalizadas.
III. Técnica de Shot Peening de dupla face
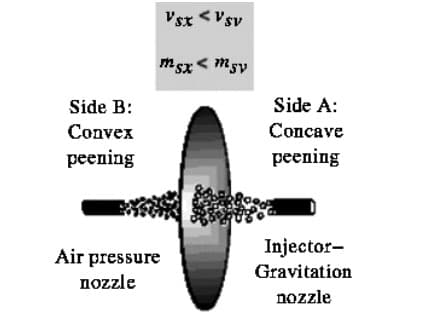
A técnica de shot peening de dupla face foi proposta pela primeira vez em 2002 por R. KOPP, da Universidade de Tecnologia de Aachen, na Alemanha. O princípio básico envolve o uso de projéteis de tamanhos diferentes para jatear simultaneamente as superfícies superior e inferior de uma peça em velocidades diferentes, melhorando assim a capacidade e a eficiência do shot peening.
Conforme mostrado na figura abaixo:
Figura 4: Diagrama do princípio básico do Shot Peening de dupla face
O método permite alcançar um raio de curvatura tão pequeno quanto 1000 mm. A tecnologia de formação de shot peening de dupla face tem altos requisitos para o equipamento de shot peening. Ele não só precisa ter a função de pulverizar simultaneamente disparos de tamanhos diferentes, mas também requer uma forte correspondência e controle da velocidade e do fluxo de dois tamanhos de disparos para alcançar os resultados esperados.
IV. Tecnologia de formação de shot peening a laser
A tecnologia de formação de shot peening a laser foi proposta pela primeira vez por volta de 1965. O princípio básico é usar feixes de laser de alta frequência, alta potência e pulso curto para impactar a superfície da peça de trabalho revestida com um material de ablação semitransparente colocado em água laminar.
O pulso de laser passa pela água laminar e é absorvido pela camada de ablação, criando uma nuvem de plasma na água laminar. Dentro de 10ns a 100ns, o plasma se expande rapidamente na superfície da peça de trabalho, gerando uma pressão de 1Gp a 10Gp e formando uma onda de choque plana, causando, assim, deformação plástica na superfície da peça de trabalho.
Em comparação com o shot peening tradicional, o shot peening a laser gera maiores tensão residual e a área de distribuição da tensão residual é de 3 a 5 vezes mais profunda do que a do shot peening tradicional.
Portanto, o shot peening a laser é usado para fortalecer a superfície de peças metálicas. O endurecimento por choque a laser pode melhorar muito a resistência à fadiga e à corrosão por estresse das peças. Quando usado para formar peças de paredes finas, ele pode alcançar maior capacidade de deformação do que o shot peening tradicional.
V. Tecnologia de formação de shot peening ultrassônico
O shot peening ultrassônico usa principalmente ondas ultrassônicas para induzir vibrações mecânicas nos disparos, fazendo com que os disparos executem o tratamento de shot peening na peça de trabalho.
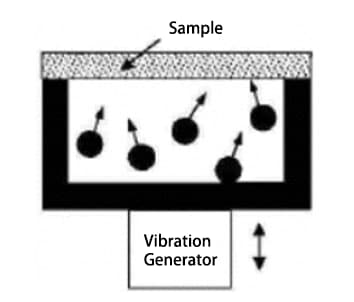
O princípio básico é o seguinte:
Figura 5: Princípios básicos do Shot Peening ultrassônico
O shot peening ultrassônico usa não apenas granalhas de aço como meio de peening, mas também agulhas de spray com diferentes raios de curvatura em suas extremidades.
A vantagem do shot peening ultrassônico é que ele pode atingir uma camada de tensão residual mais profunda do que o shot peening tradicional, e o valor da tensão residual também é maior, enquanto o rugosidade da superfície é melhor do que o do shot peening tradicional.
A SONATS, uma empresa francesa, começou a pesquisar essa tecnologia em 1996 e agora desenvolveu um conjunto de tecnologia de shot peening ultrassônico e o equipamento de shot peening ultrassônico correspondente, que é amplamente utilizado nos setores aeroespacial, de construção naval e automotivo.
VI. Desenvolvimento da tecnologia de Shot Peening
A formação de shot peening também tem limitações óbvias, como a tendência de deformação esférica, deformação limitada, condições de restrição rigorosas e vários fatores de influência.
No entanto, as excelentes características da conformação por shot peening fazem com que as pessoas busquem constantemente novas formas e métodos para superar suas limitações, explorem continuamente o potencial inerente da tecnologia de conformação por shot peening e atendam continuamente aos requisitos de conformação e desempenho especial de componentes que estão se tornando cada vez mais exigentes, representados por painéis integrais de asas metálicas complexas de aeronaves de grande e médio porte.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Você já se perguntou como as indústrias conseguem aquele acabamento perfeito em peças de metal? Este blog explora o fascinante mundo do jateamento de granalha e do jateamento de areia. Você aprenderá como esses processos...
Você já se perguntou sobre o fascinante mundo da fundição? Esse processo de fabricação antigo, mas em constante evolução, molda nossa vida diária de inúmeras maneiras. Nesta postagem do blog, exploraremos os...
Por que a escolha do material certo para as engrenagens é tão importante na engenharia? A seleção de materiais adequados garante que as engrenagens atendam a demandas como resistência ao desgaste, durabilidade e eficiência. Este artigo explora vários materiais para engrenagens,...
Que tipo de perguntas podem ajudá-lo a vencer uma entrevista de engenharia mecânica? Este artigo aborda as 20 principais perguntas que testam vários aspectos da engenharia mecânica, desde sistemas de transmissão...
Você já se maravilhou com a versatilidade das molas na engenharia mecânica? De suspensões automotivas a instrumentos de precisão, esses heróis desconhecidos desempenham um papel crucial. Nesta postagem do blog, vamos...
Você já se perguntou como são feitas as peças complexas do seu carro? Este artigo revela o fascinante mundo da fundição automotiva, detalhando as tecnologias e os métodos avançados que moldam...
Este artigo mergulha no fascinante mundo da produção de fundição, revelando o processo passo a passo que transforma matérias-primas em componentes essenciais. Saiba mais sobre as técnicas, os materiais e os controles de qualidade envolvidos,...
Você já se perguntou como o aço se transforma de uma superfície opaca e enferrujada em um acabamento brilhante e imaculado? A decapagem do aço é o principal processo por trás dessa notável metamorfose. Neste artigo,...
Você já se perguntou como é possível obter o acabamento elegante do seu smartphone ou a superfície brilhante do seu laptop? Este artigo explora o fascinante mundo da superfície da liga de alumínio...