Rachadura por flexão de aço: Fatores e medidas de melhoria
Você já se perguntou por que o aço às vezes racha durante a dobra? Neste artigo, exploramos o fascinante mundo da tecnologia de dobra de aço, revelando as razões por trás de defeitos comuns, como rachaduras nos cantos e no centro. Descubra como as técnicas adequadas e a qualidade do material podem fazer toda a diferença na prevenção desses problemas. Prepare-se para aprender insights práticos que podem aprimorar sua compreensão e aplicação do processamento de aço!
A tecnologia de processamento de dobras é um tipo de tecnologia de processamento de aço amplamente utilizada em vários campos, como fabricação de automóveis, maquinário de engenharia, pontes, navios e construção.
Sob a pressão da matriz superior ou inferior na máquina de dobra, a chapa metálica sofre primeiro uma deformação elástica e depois uma deformação plástica.
No estágio inicial da dobra plástica, à medida que a matriz superior ou inferior dobra a chapa metálica, a chapa metálica gradualmente se encaixa firmemente contra a superfície interna da ranhura em V da matriz superior ou inferior, enquanto o raio de curvatura também diminui gradualmente.
Como a pressão continua até o final do curso, as matrizes superior e inferior entram em contato total com o chapa metálicaformando a curva em forma de V, que é comumente processada por meio de máquinas de dobra e equipamentos de laminação.
A rachadura por flexão é um dos principais defeitos no uso do processamento de aço. De acordo com a localização da rachadura, ela pode ser dividida em rachadura de canto e rachadura central.
Os fatores que causam rachaduras incluem tecnologia de processamento inadequada e defeitos na qualidade do material, que têm um impacto negativo sobre as empresas de produção de aço.
Os pesquisadores analisaram, resumiram e estudaram casos típicos de qualidade e fizeram referência a materiais relevantes para analisar vários fatores que causam rachaduras por flexão e propor medidas de melhoria.
Amostras típicas de testes de flexão, rachaduras e físico-químicos
1.1 Amostras de rachaduras de canto
1.1.1 Morfologia macroscópica
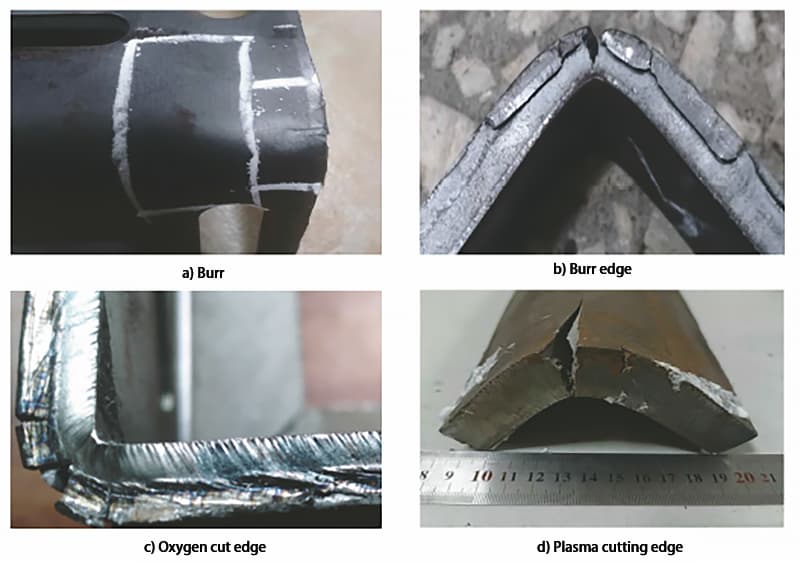
A trinca de canto é o tipo mais comum de defeito na trinca por flexão, e geralmente há rebarbas, bordas ásperas, bordas de corte de oxigênio ou corte a plasma bordas na posição de rachadura de canto. Se a borda da peça de trabalho não for jateada com areia ou tratada de forma incompleta durante o processamento de dobra, ocorrerão rachaduras nos cantos, e as rachaduras nos cantos geralmente são curtas e localizadas na área endurecida pelo trabalho do canto.
Defeitos típicos de Q235B e o aço Q355B foram selecionados para análise, e a morfologia macroscópica da trinca de canto é mostrada na Figura 1.
Figura 1: Aparência macroscópica de rachaduras em cantos de aço.
1.1.2 Análise da composição química
Quatro amostras típicas de trincas de canto do aço Q235B e do aço Q355B foram selecionadas para análise da composição química, e os resultados atenderam aos requisitos.
1.1.3 Teste de propriedade mecânica
As propriedades mecânicas das quatro amostras típicas de trincas de canto do aço Q235B e do aço Q355B acima foram testadas, e os resultados são mostrados na Tabela 1 (D é o diâmetro de flexão, a é a espessura da amostra), e os resultados atenderam aos requisitos.
Tabela 1: Resultados dos testes de desempenho mecânico das amostras de aço Q235B e Q355B com rachaduras nos cantos
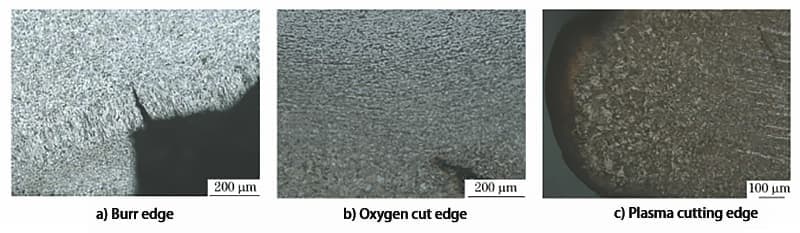
O exame metalográfico foi realizado nas posições de trincas das quatro amostras de trincas de canto típicas do aço Q235B e do aço Q355B acima, e os resultados são mostrados na Figura 2. Como pode ser visto na Figura 2, há deformação a frio do grão no tecido na posição de trinca, e há uma estrutura de influência térmica na posição de trinca por corte com oxigênio e corte com plasma.
Figura 2: Aparência comum de amostras com rachaduras nos cantos.
1.2 Amostras de rachaduras por flexão
1.2.1 Morfologia macroscópica
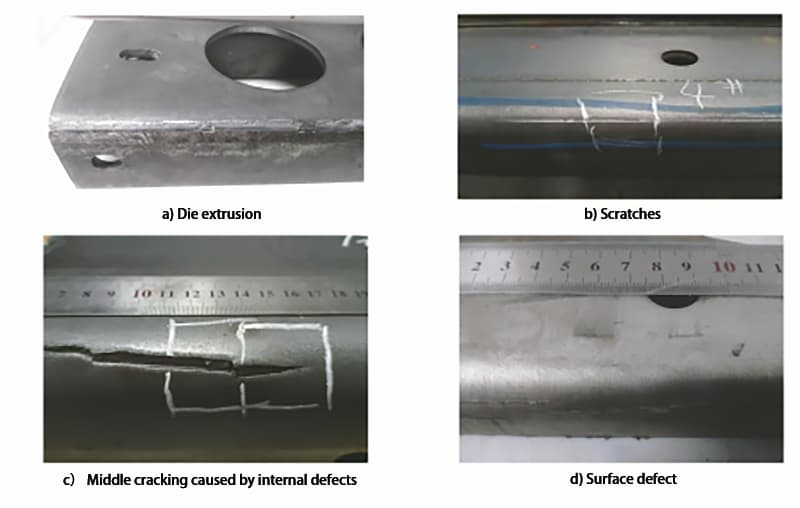
A trinca central geralmente se manifesta como uma trinca não contínua no meio da peça de trabalho, e as trincas geralmente são longas, com alguns casos de trincas curtas. A morfologia macroscópica da trinca central é mostrada na Figura 3.
Figura 3: Aparência macroscópica das amostras com rachaduras centrais.
1.2.2 Análise da composição química
Seis amostras típicas de trincas centrais de aço Q235B, aço Q355B e aço 610L foram selecionadas para análise de composição química, e os resultados atenderam aos requisitos.
1.2.3 Teste de propriedade mecânica
As propriedades mecânicas das seis amostras típicas de trinca central do aço Q235B, do aço Q355B e do aço 610L acima foram testadas, e os resultados são mostrados na Tabela 2, e os resultados atenderam aos requisitos.
1.2.4 Exame metalográfico
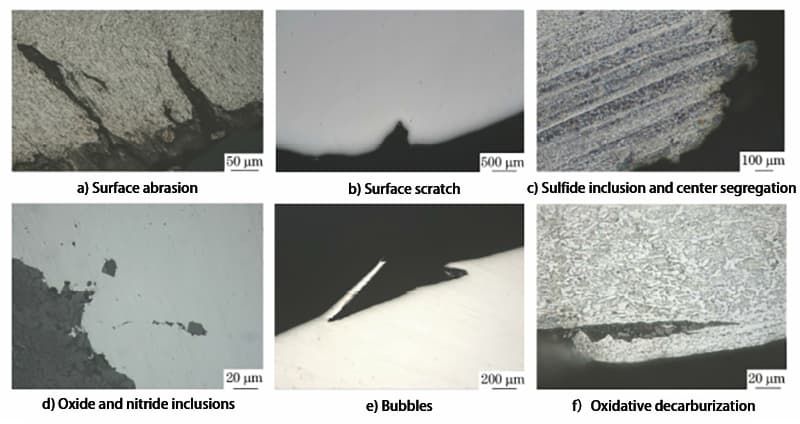
O exame metalográfico foi realizado nas seis amostras típicas de trinca central do aço Q235B, do aço Q355B e do aço 610L, e os resultados são mostrados na Figura 4.
Figura 4: Aparência microscópica do corpo de prova com rachadura central.
Como pode ser visto na Figura 4, há deformação a frio do grão na posição de extrusão da ferramenta de esmerilhamento, e aberturas de arranhões podem ser vistas na raiz de trincas mais longas e retas. As amostras também contêm inclusões de sulfeto agrupadas, segregação central e partículas de oxidação de alta temperatura, descarburação devido à oxidação e características de bolhas.
Análise das causas de defeitos de rachaduras por flexão
2.1 Técnicas de processamento inadequadas
2.1.1 A influência do diâmetro de flexão
Quando dobragem de açoQuando a espessura do material é constante, a camada externa da área dobrada sofre tensão, enquanto a camada interna sofre compressão. Quando a espessura do material é constante, quanto menor a raio de curvaturaquanto mais severas forem as tensões de tração e compressão no material. Se a tensão de tração no canto externo exceder a resistência máxima do material, ocorrerá rachadura ou fratura, principalmente no meio da peça de trabalho e, às vezes, nos cantos.
2.1.2 A influência das ferramentas de dobra
Se as ranhuras em V das ferramentas de dobra forem ásperas, a peça de trabalho será submetida a forças irregulares ao passar pela máquina de dobra, causando desgaste da superfície ou pressão local, o que leva a defeitos na superfície, seguidos de rachaduras por extrusão. As rachaduras geralmente aparecem retas e longas, com visível deformação a frio dos grãos nas raízes da rachadura.
2.1.3 A influência da logística
Durante o transporte, o carregamento e o descarregamento do aço, podem ocorrer arranhões na superfície, o que destrói a continuidade da superfície do substrato. É provável que ocorram rachaduras na área arranhada durante a flexão. Essas rachaduras geralmente são mais longas e retas, com aberturas visíveis na raiz da rachadura.
2.2 A influência dos defeitos de material
2.2.1 A influência de elementos nocivos, inclusões e gases no aço
Durante o processo de fundição, o alto teor de enxofre e fósforo no aço leva a um alto teor de inclusões de sulfeto ou, mesmo que o teor geral não exceda o padrão, esses elementos se agregam localmente e causam uma séria segregação central nas inclusões. Isso leva a uma diminuição da plasticidade e da resistência do aço, tornando-o suscetível a dobras e rachaduras.
Além disso, as microfissuras na superfície do lingote são oxidadas em altas temperaturas durante a laminação, e o alto teor de oxigênio e nitrogênio no aço, especialmente o elemento nitrogênio, forma facilmente TiN com titânio. As partículas de TiN precipitadas ao longo dos limites dos grãos durante a fundição contínua podem causar rachaduras originais no tarugo, o que pode levar a rachaduras durante a flexão.
2.2.2 A influência da qualidade da superfície do aço
As microfissuras e os orifícios de ar na superfície do aço são propensos a rachaduras no local da rachadura sob tensão após a flexão. Várias pequenas rachaduras podem ser visíveis no local da rachadura. arco de curvatura a olho nu.
2.2.3 A influência das propriedades mecânicas e da anisotropia do aço
Quanto melhor for a plasticidade do material, mais estável será a deformação plástica, e quanto maior for o alongamento na ruptura, melhor será o desempenho de flexão. Mesmo que o diâmetro de flexão seja pequeno, não é fácil rachar.
Além disso, as propriedades longitudinais e transversais do aço são diferentes, e a estrutura de faixas longitudinais é mais severa do que a transversal. Isso significa que o índice de plasticidade longitudinal do aço é maior, portanto, ao dobrar ao longo de uma direção perpendicular à direção de laminação, o desempenho de dobra do aço é melhor e menos propenso a rachaduras em comparação com a dobra ao longo da direção transversal.
Medidas de aprimoramento
(1) Soluções para o problema de rachaduras causado por rebarbas, bordas afiadasCorte com oxigênio em áreas de canto: lixe e arredonde manualmente as rebarbas e as bordas afiadas ou use uma máquina de rebarbação para removê-las automaticamente e eliminar a área de processamento endurecida para reduzir a taxa de rachaduras.
Alterar o processo de dobra para a formação de rolo contínuo e, em seguida, corte após a formação para evitar o processamento endurecido causado pelo corte. Corrija defeitos menores por meio de processos de soldagem subsequentes.
(2) Para resolver o problema de raios de curvatura pequenos, o ângulo R deve ser ampliado dentro da faixa permitida do projeto para evitar um raio de curvatura muito pequeno.
(3) Evite arranhões na superfície durante o processo logístico de transporte e descarregamento de materiais de aço.
(4) No processo de fabricação de aço, melhorar a pureza do aço, reduzir o conteúdo e a agregação de inclusões no aço. O processo de sopro de argônio deve ser totalmente utilizado para garantir que os sulfetos maiores no aço sejam completamente flutuados e separados.
O campo de fluxo adequado deve ser mantido durante o processo de fluxo do aço para garantir o campo de fluxo adequado e estável no cristalizador, o que pode remover ainda mais as inclusões no aço e, ao mesmo tempo, evitar a contaminação causada pelo aprisionamento de escória.
Controle razoavelmente a temperatura de fundição, a taxa de extração e a taxa de resfriamento durante a fundição contínua. O uso adequado da tecnologia de prensagem leve e da tecnologia de agitação eletromagnética pode melhorar a qualidade interna do tarugo, reduzir a segregação central e evitar a formação de rachaduras na linha central.
(5) No processo de laminação, reforce o controle dos processos de aquecimento, temperatura de laminação e resfriamento pós-laminação para evitar a formação de estruturas anormais, como a bainita, martensitagrãos grossos e cristais mistos e reduzem a resistência dentro da faixa permitida pelos padrões do produto, melhorando a plasticidade e a tenacidade.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Você já enfrentou desafios ao dobrar chapas de aço inoxidável? Este artigo revela as complexidades da dobra de aço inoxidável, desde a força necessária até o impacto do retorno da mola. Saiba mais...
Alguma vez você já se perguntou sobre a arte e a ciência por trás da modelagem de chapas metálicas em formas complexas? Nesta cativante postagem do blog, vamos nos aprofundar no fascinante mundo das chapas...
Imagine dobrar chapas de metal sem deixar uma única marca ou arranhão. Neste artigo, exploramos técnicas inovadoras para dobrar chapas metálicas sem marcas, abordando desafios como atrito, dureza do material e...
Você já se perguntou como as peças de metal são dobradas em vários formatos? Neste artigo fascinante, vamos nos aprofundar na arte e na ciência da dobragem na estampagem de metais. Nosso especialista...
Já pensou que dobrar chapas metálicas poderia ser tão complexo? A dobra fechada, uma técnica essencial no processamento de chapas metálicas, usa métodos especializados para obter dobras precisas e duráveis sem a necessidade de um profissional...
Imagine conseguir dobras de chapas metálicas perfeitas, sem marcas ou manchas. Este artigo se aprofunda em técnicas avançadas que garantem uma qualidade de superfície impecável nos processos de dobra de metal. Você aprenderá sobre técnicas inovadoras...
Você já se perguntou como as enormes estruturas de aço das locomotivas alcançam suas curvas precisas? Neste artigo, revelamos os segredos por trás da criação de grandes raios de curvatura em peças de chapa metálica....
Você já se perguntou como as chapas metálicas são habilmente dobradas em formas complexas? Este artigo explora seis tipos de processos de dobragem de prensa dobradeira - dobragem, limpeza, dobragem a ar, embutimento, cunhagem e dobragem de três pontos. Você verá...
Você já se perguntou por que seus projetos de chapa metálica nem sempre se encaixam perfeitamente? A chave está no entendimento da tolerância de dobra. Esse conceito garante uma dobra precisa e reduz o desperdício de material. Neste artigo...