Você já se perguntou como o aço se transforma de uma superfície opaca e enferrujada em um acabamento brilhante e imaculado? A decapagem do aço é o principal processo por trás dessa notável metamorfose. Neste artigo, um engenheiro mecânico experiente revela os segredos da decapagem do aço, oferecendo uma visão fascinante do mundo do tratamento de superfícies metálicas. Descubra a ciência por trás do processo e sua função crucial em vários setores.
As recentes ações regulatórias das agências de proteção ambiental intensificaram o exame minucioso das operações de decapagem no setor metalúrgico. As instalações e usinas de processamento que não atenderam aos rigorosos padrões ambientais enfrentaram ordens de fechamento ou medidas de retificação obrigatórias. Essa maior supervisão gerou uma preocupação generalizada entre as partes interessadas do setor com relação aos processos de decapagem e seu impacto ambiental.
O processo de decapagem, essencial para a remoção de óxidos e impurezas da superfície de substratos metálicos, tradicionalmente envolve o uso de ácidos fortes e produtos químicos perigosos. Essas substâncias, se não forem gerenciadas adequadamente, podem representar riscos significativos ao meio ambiente e à saúde. As principais áreas de preocupação incluem:
Gerenciamento de efluentes: Tratamento e descarte adequados de águas residuais carregadas de ácido para evitar a contaminação do solo e das águas subterrâneas.
Controle da qualidade do ar: Mitigação de fumaças e vapores nocivos gerados durante as operações de decapagem.
Segurança do trabalhador: Garantir a proteção adequada para o pessoal exposto a produtos químicos corrosivos e condições de trabalho potencialmente perigosas.
Eficiência de recursos: Otimização do uso de produtos químicos e implementação de sistemas de recuperação para minimizar a geração de resíduos.
Em resposta a esses desafios, o setor está testemunhando uma mudança em direção a tecnologias e práticas de decapagem mais sustentáveis. As inovações nesse campo incluem:
Desenvolvimento de agentes de decapagem ecologicamente corretos com impacto ambiental reduzido
Implementação de sistemas de circuito fechado para recuperação e reutilização de ácidos
Adoção de métodos de descalcificação mecânica como pré-tratamento para reduzir o consumo de produtos químicos
Integração de sistemas avançados de controle de processos para otimizar o uso de produtos químicos e aumentar a eficiência
I. Definição e classificação da decapagem de aço
1. Definição de decapagem
A decapagem é um processo crítico de preparação de superfície na fabricação de metais, no qual as incrustações de óxido de ferro (ferrugem e carepa de laminação) são removidas quimicamente da superfície do metal usando soluções ácidas. Esse processo envolve a imersão do metal em um banho de ácido cuidadosamente controlado em concentrações, temperaturas e tempos de exposição específicos. O ácido reage com a camada de óxido, dissolvendo-a e deixando a superfície metálica limpa e sem revestimento.
Os ácidos comumente usados para decapagem incluem o ácido clorídrico (HCl), o ácido sulfúrico (H2SO4) e o ácido fosfórico (H3PO4), cada um selecionado com base no tipo de metal e no acabamento de superfície desejado. Os parâmetros do processo - concentração de ácido, temperatura do banho e tempo de imersão - são regulados com precisão para garantir a remoção eficaz de incrustações e, ao mesmo tempo, minimizar a perda de metal de base e evitar o excesso de decapagem, que pode levar à fragilização por hidrogênio em algumas ligas.
A decapagem é essencial para a preparação de superfícies metálicas para processos subsequentes, como galvanização, pintura ou fabricação adicional, pois aumenta a adesão do revestimento e melhora a qualidade geral do produto e a resistência à corrosão.
2. Classificação da decapagem
A decapagem é um processo crítico de tratamento de superfície na fabricação de metais, usado principalmente para remover óxidos, incrustações e impurezas das superfícies metálicas. A classificação dos métodos de decapagem pode ser feita com base em vários fatores:
A seleção do ácido depende do metal que está sendo tratado. Por exemplo:
Os aços carbono e de baixa liga são normalmente decapados com ácido sulfúrico ou clorídrico.
Os aços inoxidáveis geralmente exigem uma mistura de ácidos nítrico e fluorídrico (conhecida como decapagem com ácido misto) devido à sua camada passiva de óxido.
As ligas especiais podem exigir combinações específicas de ácidos ou processos de decapagem eletrolítica.
2. Por geometria da peça de trabalho:
- Decapagem de arame - Forjamento Decapagem - Decapagem de folhas/placas - Decapagem de tiras de aço - Decapagem de tubos
Cada geometria apresenta desafios exclusivos em termos de circulação de ácido, tempos de imersão e métodos de manuseio.
3. Por configuração de equipamento:
- Decapagem em tanque de batelada - Decapagem semicontínua - Linhas de decapagem contínua - Decapagem em spray - Decapagem em torre (vertical)
A escolha do equipamento depende do volume de produção, das dimensões do material e do rendimento desejado. As linhas contínuas costumam ser usadas para produção de alto volume de chapas e tiras, enquanto os processos em lote podem ser mais adequados para produções variadas ou menores.
4. Por tecnologia de processo:
- Decapagem por imersão convencional - Decapagem eletrolítica - Decapagem eletrolítica neutra (NEP) - Decapagem turbulenta - Decapagem por Regeneração Ácida em Alta Temperatura (HTAR)
As tecnologias avançadas de decapagem visam melhorar a eficiência, reduzir o impacto ambiental e aprimorar a qualidade da superfície.
A seleção do método de decapagem adequado envolve a consideração de fatores como a composição do material, a condição da superfície, os requisitos de produção, as normas ambientais e a relação custo-benefício. As operações modernas de decapagem geralmente integram sistemas de controle automatizados, unidades de recuperação de ácido e depuradores de fumaça para otimizar o processo e minimizar o impacto ambiental.
II. Métodos de remoção de incrustações de óxido de ferro
A remoção de incrustações de óxido de ferro pode ser realizada por meio de três métodos principais: mecânico, químico e eletroquímico. Cada método oferece vantagens distintas e é adequado para diferentes aplicações com base nas características da incrustação, no material do substrato e no acabamento superficial desejado.
Métodos mecânicos:
Polimento abrasivo: utiliza materiais abrasivos para remover fisicamente as incrustações e obter um acabamento de superfície liso.
Tombamento de barril: Envolve a rotação de peças em um barril com mídia abrasiva para remover incrustações por meio de atrito e impacto.
Jato de água de alta pressão: Emprega jatos de água a pressões de até 3.000 bar para remover incrustações sem danificar o metal subjacente.
Escovação elétrica: usa escovas de arame ou abrasivas para esfregar as incrustações soltas e moderadamente aderidas.
Jateamento com granalha: Lança pequenos disparos de metal em alta velocidade para impactar e remover incrustações, adequado para grandes áreas de superfície.
Jateamento de areia: Projeta partículas abrasivas (por exemplo, areia de sílica, óxido de alumínio) usando ar comprimido para remover incrustações e criar um perfil de superfície uniforme.
Quebra de escamas: Envolve impacto mecânico ou vibração para fraturar e desalojar camadas de escamas frágeis.
Métodos químicos:
A descalcificação química utiliza substâncias reativas para dissolver ou soltar a incrustação de óxido de ferro. Os agentes químicos comuns incluem:
Álcalis: Hidróxido de sódio (NaOH) ou hidróxido de potássio (KOH)
Agentes quelantes: EDTA (ácido etilenodiaminotetracético) ou compostos similares
A escolha do agente químico depende da composição da incrustação, do metal de base e de considerações ambientais. Os inibidores geralmente são adicionados para proteger o metal subjacente de ataques excessivos.
Métodos eletroquímicos:
A descalcificação eletroquímica, também conhecida como decapagem eletrolítica, combina processos químicos e elétricos:
A peça de aço é imersa em uma solução eletrolítica (geralmente à base de ácido).
A corrente contínua é aplicada entre a peça de trabalho (cátodo) e um eletrodo inerte (ânodo).
A corrente elétrica acelera a reação química, aumentando a eficiência da remoção de incrustações.
A evolução do hidrogênio no cátodo ajuda a levantar mecanicamente as incrustações soltas.
Esse método oferece taxas de descalcificação mais rápidas e pode ser mais eficaz para camadas de incrustações bem aderidas em comparação com a decapagem química isolada.
Cada método de remoção tem seus pontos fortes e suas limitações. A seleção depende de fatores como a espessura da escala, as propriedades do material do substrato, o volume de produção, as regulamentações ambientais e o acabamento superficial desejado. Muitas vezes, uma combinação de métodos pode ser empregada para obter os melhores resultados em aplicações industriais.
III. A principal forma de decapagem de aço
Atualmente, existem três métodos principais de decapagem de aço no mundo:
Decapagem de aço de peça única (decapagem de aço, decapagem de bobina única, decapagem de fio de feixe único)
Decapagem contínua
Decapagem semicontínua
A decapagem de aço em uma única peça é o método de decapagem mais primitivo e simples.
Sua característica é que não é necessário abrir a bobina.
Toda a bobina de fio ou bobina solta bobina de aço é conservado em conserva e depois içado para a piscina para ser lavado.
Devido à má qualidade da decapagem, à baixa eficiência da produção e, principalmente, à poluição ambiental, ela está sendo vigorosamente eliminada.
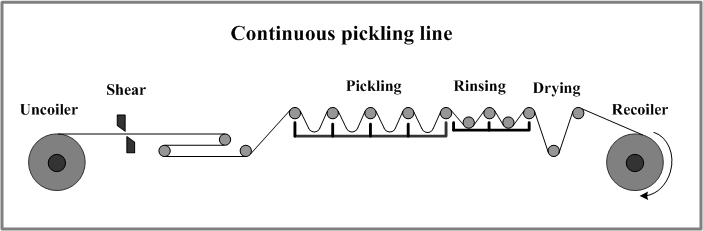
A decapagem contínua é um tipo de método de decapagem de alto rendimento, alta qualidade e rápido desenvolvimento.
Ele é equipado com uma máquina de solda e um dispositivo de looper na unidade, de modo que a seção de processo não pare quando a bobina é trocada para garantir a operação contínua da unidade.
Mas a unidade é longa, o equipamento é complicado e o investimento é alto.
Há dois tipos principais de linhas de decapagem contínua, que são as unidades de decapagem horizontal contínua e as unidades de decapagem em torre contínua.
A decapagem semicontínua é relativa à decapagem de peça única e contínua.
Como não é necessário configurar uma máquina de solda (ou uma máquina de solda simples, como uma máquina de costura) e um looper de grande capacidade, é necessário parar a máquina ao trocar a bobina.
Esse método é mais adequado para a produção de 200.000 a 900.000 t/a.
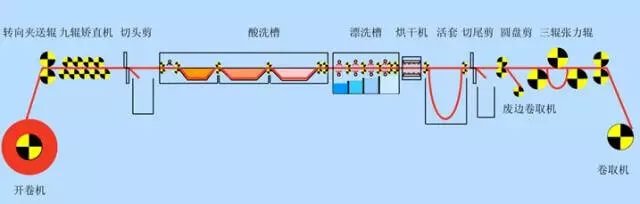
Fig.1 Diagrama de layout da linha de produção da unidade de decapagem push-pull
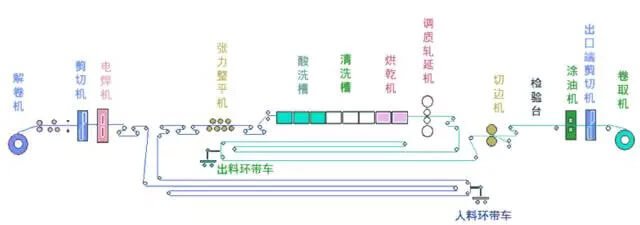
Fig.2 Diagrama de layout da linha de produção da unidade de decapagem totalmente contínua
Com a melhoria do padrão de vida das pessoas, a demanda por um ambiente mais limpo está aumentando. Para atender a essa necessidade, estão surgindo constantemente novas tecnologias e linhas de produção com alta eficiência, sem poluição e de boa qualidade para a remoção de óxidos de ferro.
Em 20 de julho de 2013, com a bobina de decapagem sem rolo saindo da linha de produção da usina de laminação a quente do Taiyuan Iron and Steel Group, a primeira linha de tratamento sem decapagem de superfície de bobina de aço da China foi oficialmente colocada em produção.
No passado, o tratamento de superfície de aço As bobinas tinham de ser completadas por decapagem e lubrificação, o que gerava altos custos de produção, causava poluição ambiental e resultava em problemas de descarte de resíduos.
A recém-desenvolvida linha de tratamento sem decapagem utiliza a nova tecnologia de tratamento EPS, que elimina o processo de decapagem das bobinas de aço, elimina a geração de resíduos, recicla todos os meios e torna a superfície das bobinas de aço mais limpa e mais resistente à corrosão.
A tecnologia patenteada de EPS é desenvolvida com base na tecnologia SCS. O princípio básico é usar um dispositivo especial para o processamento de EPS em um espaço fechado. As superfícies superior e inferior da chapa de aço são pulverizadas com o meio de trabalho do EPS, uma mistura de granalha de aço e água, e o óxido ou incrustação na superfície da chapa de aço é removido sob uma determinada força de pulverização, sem que nenhum óxido permaneça.
Portanto, a superfície da chapa de aço pode ficar lisa e limpa, o que é chamado de superfície "verde".
IV. O princípio da decapagem de aço
A decapagem é o processo de remoção química das incrustações na superfície do metal, por isso também é chamada de decapagem química. As incrustações (Fe203, Fe304, Fe0) formadas na superfície da tira são todas óxidos alcalinos insolúveis em água. Quando o metal é imerso em uma solução ácida ou pulverizado com uma solução ácida na superfície, esses óxidos básicos passam por uma série de mudanças químicas com os ácidos.
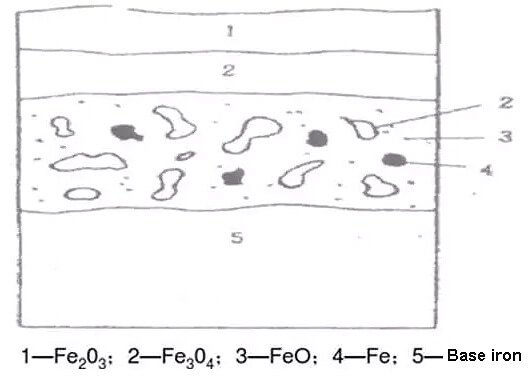
Fig.3 Estrutura da escala de óxido de ferro
A carepa na superfície do aço estrutural de carbono ou do aço de baixa liga é solta, porosa e rachada. Além disso, a carepa é repetidamente dobrada, endireitada e transportada junto com a tira na unidade de decapagem, o que aumenta e expande ainda mais as rachaduras nos poros.
Portanto, enquanto a solução ácida reage quimicamente com a incrustação de óxido de ferro, ela também reage com o ferro básico do aço por meio de rachaduras e poros. Ou seja, no início da decapagem, há três tipos de reações químicas entre a escala de óxido de ferro, o ferro metálico e a solução ácida.
A escala de óxido de ferro é dissolvida por reação química com ácido (dissolução).
O ferro metálico reage com o ácido para gerar hidrogênio e descasca mecanicamente a escama (efeito de descamação mecânica).
O hidrogênio atômico gerado reduz os óxidos de ferro a óxidos ferrosos que são propensos à ação do ácido e, em seguida, removidos pela ação do ácido (redução).
V. Decapagem com ácido clorídrico vs. Decapagem com ácido sulfúrico
O ácido clorídrico (HCl) surgiu como o meio de decapagem predominante no processamento moderno de metais, superando o ácido sulfúrico (H2SO4) em aplicações industriais devido às suas características de desempenho superiores.
A decapagem com HCl oferece vantagens distintas:
Remoção completa de incrustações: O HCl dissolve todos os tipos de incrustações de óxido sem gerar resíduos de decapagem, garantindo uma limpeza completa da superfície.
Corrosão mínima do metal base: O processo deixa o metal subjacente praticamente inalterado, resultando em um acabamento de superfície liso e prateado.
Melhoria da qualidade do produto: O tratamento uniforme da superfície contribui para melhorar o processamento posterior e as características do produto final.
Maior eficiência de produção: A decapagem com HCl é aproximadamente duas vezes mais rápida que a decapagem com H2SO4, reduzindo significativamente o tempo de processamento.
Redução da perda de metal: A decapagem com HCl demonstra uma perda de ferro 20% menor em comparação com o H2SO4, com taxas de perda de ferro típicas de 0,4-0,5% para o HCl versus 0,6-0,7% para o H2SO4.
Benefícios econômicos: Menor consumo de ácido, menor perda de metal e tempos de processamento mais rápidos contribuem para o custo-benefício geral.
Sustentabilidade ambiental: Os recentes avanços na tecnologia de regeneração de ácido permitiram a recuperação e o tratamento eficientes do ácido residual HCl, promovendo processos de ciclo fechado e minimizando o impacto ambiental.
Esses fatores levaram à adoção generalizada da decapagem com HCl em vários setores de processamento de metais, incluindo os setores de fabricação de aço, automotivo e aeroespacial. No entanto, a escolha entre a decapagem com HCl e H2SO4 ainda pode depender dos requisitos específicos da aplicação, da composição do material e das normas ambientais locais.
VI. Formulação para remoção de ferrugem em decapagem de ferro e aço
1. Solução para remoção de ferrugem de ferro e aço fundido
Ácido sulfúrico industrial (densidade relativa de 1,84): 75~100g/L
Esse removedor de ferrugem em temperatura ambiente limpa rapidamente a ferrugem e a oxidação das superfícies de ferro e também tem propriedades desengordurantes. Sua composição e condições de operação são as seguintes:
Observação: o sal de mesa controla a ação corrosiva do H2SO4 em aço carbono, aço cromo e aço cromo-níquel e também atua como inibidor de poeira.
Para evitar a névoa ácida, adicione um supressor de névoa 10%.
Essa solução de remoção de ferrugem funciona rapidamente e, em temperatura ambiente, a remoção da ferrugem não leva mais de 10 minutos. Graças ao inibidor de poeira e cinzas, a superfície do metal fica limpa e apresenta uma superfície branco-acinzentada após a decapagem.
A refinaria, que lida com tubos de aço de 200m, Φ200mm~300mm revestidos com borracha, primeiro realizou a remoção da ferrugem interna do tubo usando esse removedor de ferrugem, que se mostrou muito eficaz. Todos os revestimentos de borracha foram aprovados na inspeção.
2. Solução para remoção de ferrugem de resfriadores de água de aço carbono
Antes de aplicar um revestimento resistente à corrosão em um resfriador de água de aço carbono, ele precisa ser decapado para remover a ferrugem. A composição da solução de lavagem é a seguinte (fração de massa):
Ácido clorídrico industrial: 48,6~64,6%
Água industrial: 51,4~35,4% (teor de 30%)
Hexametilenotetramina: 0,3% da solução ácida
Processo de decapagem: Decapagem em temperatura ambiente por 30 a 60 minutos e, em seguida, enxágue com água até ficar neutro. Por fim, execute a fosfatação ou passivação. Essa fórmula é amplamente utilizada no mercado interno para remoção de ferrugem em trocadores de calor resfriados a água, com bons resultados de revestimento.
3. Solução para remoção de ferrugem de ferro e óxido de aço de grande porte
Ácido clorídrico industrial (30%): 350g/L
Anilina: 0,3g/L
Hexametilenotetramina: 0,8g/L
Água: Resíduos
Ácido acético: 0,8g/L
Processo de remoção de ferrugem: Em uma temperatura de 30 a 50 °C, remova a ferrugem por 1 hora e, em seguida, enxágue com água até que o valor de pH seja 7. Por fim, usando uma solução 10% de nitrito de sódio em uma temperatura de 30 a 40 °C, passe-a por 30 minutos para evitar a ferrugem.
4. Solução para remoção de ferrugem em aço de alta liga
Ácido clorídrico industrial (30%): 12~28g/L
Rohdine: 1~2g/L
Ácido nítrico (densidade relativa de 1,33 a 1,38): 110~120g/L
Água: Resíduos
Processo de remoção de ferrugem: Em uma temperatura de 40~50°C, remova a ferrugem por 15~16 minutos e depois enxágue com água. Essa fórmula é adequada principalmente para a remoção de ferrugem de aços de alta liga.
5. Solução de remoção de ferrugem leve (fração de massa)
Anidrido crômico: 15
Água: 76,5
Ácido fosfórico: 8.5
Processo de decapagem: Aqueça a solução de remoção de ferrugem a 85~95°C e deixe-a em repouso por 2~3 minutos para remover a ferrugem. Essa fórmula é adequada principalmente para a remoção de ferrugem leve de peças de precisão, rolamentos e similares.
6. Removedor de ferrugem para instrumentos e peças de precisão
Ácido Sulfúrico Industrial (densidade relativa de 1,84): 15g/L
Anidrido crômico: 150g/L
Água: Resíduos
Solução para remoção de ferrugem Condições de operação: Temperatura de remoção de ferrugem de 80 a 90°C, tempo de remoção de ferrugem de 10 a 20 minutos.
7. Solução para desengorduramento de ferro e aço, remoção de ferrugem, fosfatização e limpeza de passivação
Com o desenvolvimento do setor, surgiram removedores de ferrugem multifuncionais "dois em um", remoção de óleo e remoção de ferrugem, remoção de óleo "três em um", remoção de ferrugem, fosfatização ou passivação.
Processo de remoção de ferrugem: Remoção de ferrugem por decapagem em temperatura ambiente por 2 a 10 minutos, depois enxágue com água até ficar neutro e, por fim, realize o tratamento de prevenção de ferrugem.
Sua fórmula é mostrada na tabela a seguir:
Tabela 1 Fórmula da solução para remoção de ferrugem
Nome da matéria-prima
Conteúdo 1%
Perdoar nome
Conteúdo/%
Hidrogênio fosfato dissódico Nitrito de sódio Bicarbonato de sódio
3.5 6.2 1
Glicerol Água
1.6 87.7
Essa solução de prevenção de ferrugem tem forte capacidade de prevenção de ferrugem, mas o tempo de prevenção de ferrugem é relativamente curto, por isso é adequada para a prevenção de ferrugem entre processos.
A solução "três em um" de desengorduramento, remoção de ferrugem e passivação (ou fosfatização) é adequada para o tratamento de equipamentos de metal antes da pintura, atingindo assim o objetivo de desengorduramento, remoção de ferrugem e passivação (ou fosfatização). No entanto, ela não é adequada quando há muitas incrustações e pontos de ferrugem pesados.
Composição "três em um" para desengorduramento, remoção de ferrugem e passivação:
Ácido oxálico: 150g/L
Emulsificante: 10g/L
Tiouréia: 10g/L
Água: Resíduos
As condições de trabalho são temperatura de remoção de ferrugem de 85°C, tempo de remoção de ferrugem de 2 a 2 minutos.
Composição de solução "três em um" para desengorduramento, remoção de ferrugem e fosfatação:
Ácido fosfórico: 50~300g/L
Solução de ácido organosilício M-P: 0,1g/L
Tiouréia: 3~5g/L
Água: Resíduos
As condições de trabalho são uma temperatura de 85°C e um tempo de 2 a 3 minutos.
A composição da solução "quatro em um" de desengorduramento, remoção de ferrugem, fosfatização e passivação é mostrada na tabela a seguir.
Fórmula "quatro em um"/(g/L)
Temperatura/°C para remoção de ferrugem
Tempo de remoção de ferrugem/min
Nome do material
1#
2#
1#
2#
1#
2#
Ácido fosfórico (teor de 80%)
110~180
110
50~60
55~65
25
5~15
Óxido de zinco
30~50
25
Nitrato de zinco
150~170
150
Cloreto de magnésio
15~30
3
Tartarato de potássio
0.2~0.4
5
Molibdato de amônio
0.8~1.2
1
Dodecil Sulfato de Sódio
20~40
30
Fosfato de Manganês
/
10
Dicromato de potássio
/
0.2~0.3
Água
Residual
Residual
Tomando como exemplo a fórmula 2#, coloque uma certa quantidade de óxido de zinco em um recipiente e faça uma pasta com água destilada. Enquanto mexe, adicione ácido fosfórico até que ele se dissolva em di-hidrogenofosfato de zinco transparente. Dilua com água destilada até 2/3 do volume total e, em seguida, adicione quantidades calculadas de nitrato de zinco, cloreto de magnésio, ácido fosfórico, ácido tartárico e dicromato de potássio. Depois de mexer até dissolver, adicione a solução de molibdato de amônio que foi dissolvida em um recipiente pequeno em dois lotes e mexa uniformemente. Por fim, adicione o agente de limpeza 601 e dilua até o volume total.
O agente de limpeza 601 é um surfactante aniônico, que tem boa permeabilidade e molhabilidade, é facilmente solúvel em água, resistente a ácidos, resistente ao calor e não reage com íons metálicos, por isso é muito estável no solvente e é usado para remoção de óleo. O processo de fosfatização do "quatro em um" é o mesmo que o princípio geral de fosfatização. A remoção de óleo e a remoção de ferrugem ocorrem ao mesmo tempo, e o ácido fosfórico tem um efeito de imersão no ferro, formando um filme denso de fosfatização na superfície do aço. O molibdato de amônio e o dicromato de potássio atuam como passivadores.
A acidez livre da solução de tratamento "quatro em um" é de 17 a 25 pontos, a acidez total é de 170 a 220 pontos, e a proporção de acidez livre para acidez total é de (1:7)~(1:10).
Use uma solução padrão de NaOH 0,1 mol/L para titular 10 ml de solução de fosfatação. Quando a fenolftaleína é usada como indicador, os mililitros de NaOH consumidos são o número do "ponto" de acidez total. Quando o alaranjado de metila é usado como indicador, os mililitros de NaOH consumidos são o número do "ponto" de acidez livre.
Peças de aço com ouro e cores do arco-íris podem ser processadas diretamente. Se a poluição por óleo for grave, o emulsificante OP pode ser adicionado para aumentar a capacidade de descontaminação. As peças de aço com escamas de óxido azul não podem ser tratadas com esse método porque a escama de óxido é muito espessa. A quantidade de incrustações que esse método pode dissolver é de 7 a 10 g/m².
Na superfície das peças de aço tratadas com o "quatro em um", forma-se uma fina película de fosfatos insolúveis de metais como zinco, ferro e magnésio. Essa película tem propriedades protetoras e pode absorver tinta, o que melhora a adesão da película de tinta e aprimora os recursos de proteção.
A seguir, apresentarei mais duas fórmulas de solução "quatro em um" para desengraxe, remoção de ferrugem, fosfatização e passivação, adequadas para a remoção de incrustações de óxido.
O processo da primeira fórmula é mais complexo do que o das outras fórmulas. Ele é dividido em duas etapas. A primeira etapa é a remoção do óleo e da ferrugem (escala de óxido) (consulte a Tabela 1 para obter a fórmula); a segunda etapa é o tratamento de fosfatização e passivação (consulte a Tabela 2 para obter a fórmula). Deve-se observar que, após a remoção do óleo e da ferrugem, deve-se primeiro enxaguar com água. Depois que a água estiver neutra, os tratamentos de fosfatização e passivação poderão ser realizados.
Tabela 1 Fórmula para a remoção de óleo e ferrugem (escala de óxido)
Fórmula para remoção de óleo e ferrugem
Condições de trabalho para a solução de remoção de óleo e ferrugem
Observação: A quantidade de ácido sulfúrico pode ser aumentada se a escala de óxido for espessa.
Tabela 2 Fórmula da solução de fosfatização e passivação
Formulação de fosfatização e passivação
Condições de trabalho de fosfatização e passivação
Ingredientes
Concentração/(g/L)
Temperatura de fosfatização /°C
Tempo de fosfatação /min
Ácido fosfórico
58
65~75
Óxido de zinco
15
Nitrato de zinco
200
Fosfato de di-hidrogênio e cromo (calculado como dicromato de potássio)
0.3~0.4
Titânio Óxido de sulfato (não é necessário para soldagem)
0.1~0.3
Ácido tartárico
5
Dodecil Sulfato de Sódio
15mL
Emulsificante OP
15mL
Água
Residual
Observação: A proporção de acidez livre para acidez total: (1:12) ~ (1:18)
Parâmetros do processo de fosfatização: Use uma diluição de 1:1 da solução de fosfatação com água, o tempo de tratamento é de 15 a 30 minutos, a temperatura de tratamento é de 10 a 60 °C, a acidez total é de 200 a 250 pontos.
Tempo de secagem: secagem natural por 24 horas ou secagem a 120°C por 30 a 60 minutos. A aparência do filme de fosfatização é cinza escuro, o filme é densamente cristalizado, contínuo e uniforme; a espessura do filme de fosfatização é de 5~8μm; a adesão é de grau I; a resistência ao impacto é de 500N-cm; o teste de queda de sulfato de cobre >150S; o teste de imersão em solução de cloreto de sódio >8h; prevenção de ferrugem em ambientes internos (T20°C RH86%) >60 dias.
8. Pasta de decapagem ácida
A pasta de decapagem ácida pode ser usada para remover a ferrugem. A espessura de aplicação recomendada é de 1 a 2 mm, com uma quantidade de 2 a 3 kg/m², e o tempo total de remoção da ferrugem é de 60 minutos. Após a remoção da ferrugem, enxágue com água.
Por fim, seque com uma mistura de ácido acético e solução de amônia para ajudar na prevenção da ferrugem. A fórmula da pasta de decapagem ácida é a seguinte (forneça a tabela):
Tabela 3 Fórmula da pasta de decapagem ácida para prevenção de ferrugem
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Imagine desbloquear a precisão das máquinas-ferramentas com uma simples superfície de vidro. As balanças de grade linear fazem exatamente isso, transformando linhas finas em medições altamente precisas. Este artigo explora como essas...
Você já se perguntou como as bordas afiadas das peças de metal são suavizadas? Esse processo, conhecido como chanfro, transforma cantos perigosos e irregulares em superfícies angulares mais seguras. Neste artigo, você verá...
Você já se perguntou quais são as melhores marcas de rolamentos do mundo? Nesta postagem do blog, exploraremos os principais fabricantes de rolamentos conhecidos por sua excepcional qualidade, inovação e...
Você já se perguntou quem alimenta o mundo nos bastidores? Nesta postagem do blog, vamos nos aprofundar nos principais fabricantes de geradores que mantêm as luzes acesas...
Você é um aspirante a engenheiro mecânico e quer se destacar em sua área? Nesta postagem do blog, exploraremos os 10 principais softwares de projeto de engenharia mecânica que você deve conhecer e que podem...
Você já se perguntou como é garantida a integridade das porcas e parafusos soldados em seu carro? Este artigo revela o processo meticuloso de verificações e inspeções de qualidade que mantêm seu veículo...
Você já se perguntou o que mantém um motor elétrico funcionando sem problemas e sem superaquecimento? Compreender as temperaturas seguras de operação dos motores é fundamental para sua longevidade e desempenho. Neste artigo,...
Você já se perguntou sobre o fascinante mundo da fundição? Esse processo de fabricação antigo, mas em constante evolução, molda nossa vida diária de inúmeras maneiras. Nesta postagem do blog, vamos explorar o...
Você já se perguntou como as engrenagens de seu carro ou avião funcionam tão bem? Este artigo revela os principais fabricantes de engrenagens que estão moldando o futuro da engenharia mecânica. Você aprenderá...