11 etapas do processamento de equipamentos que você deve conhecer
Você já se perguntou como as engrenagens são fabricadas? O processo envolve várias etapas complexas para obter precisão e eficiência. Este artigo detalha os 11 estágios essenciais do processamento de engrenagens, desde o torneamento comum até a medição final. Você descobrirá como cada etapa, como fresagem, modelagem e afiação de engrenagens, contribui para a produção de engrenagens de alta qualidade. Ao final, você entenderá o papel fundamental de várias técnicas e ferramentas de usinagem na fabricação de engrenagens. Prepare-se para mergulhar no fascinante mundo da produção de engrenagens e saiba o que torna possível esse feito de engenharia.
A usinagem de engrenagens é um processo altamente complexo e requer o uso da tecnologia certa para obter uma produção eficiente. Cada estágio da produção deve ser preciso em termos de dimensão.
O ciclo de usinagem de engrenagens inclui:
Torneamento comum → fresagem de engrenagens → shaping → shaving → torneamento duro → usinagem de retificação de engrenagens → brunimento → perfuração → retificação de furos → soldagem → medição
É fundamental utilizar o sistema de fixação adequado durante a usinagem de engrenagens processo. Neste texto, apresentaremos a engrenagem fixação para cada etapa do processo.
1. OTorneamento rdinário
Durante o torneamento convencional, a peça bruta da engrenagem é normalmente fixada em uma máquina de torneamento vertical ou horizontal. Automático acessórios de fixaçãoNa maioria dos casos, não é necessário um estabilizador adicional no lado oposto do eixo.
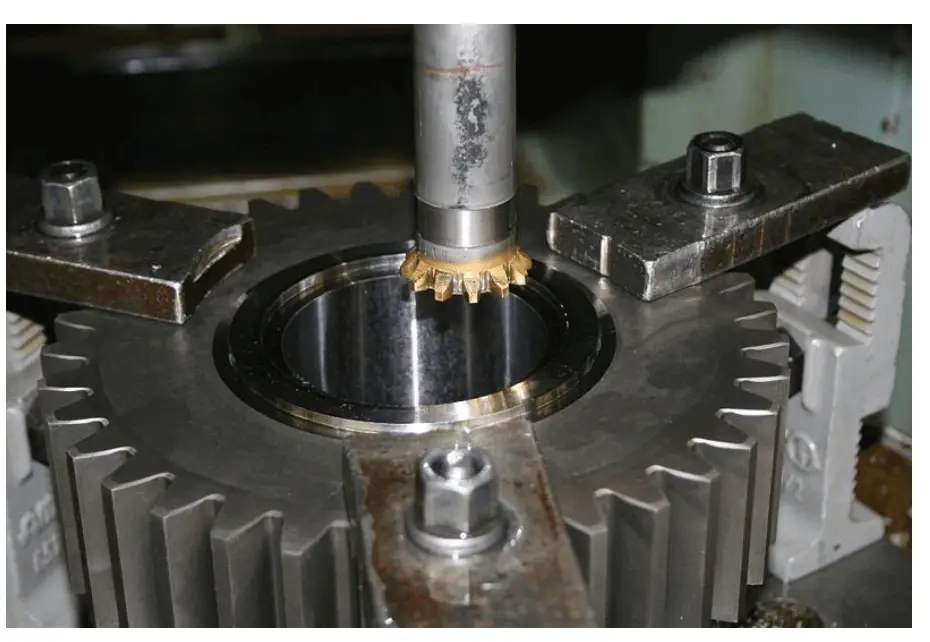
2. Gfissura de ouvido
A fresagem de engrenagens é um processo de corte econômico que é comumente usado para produzir engrenagens externas e cilíndricas. Esse processo não é popular apenas no setor automotivo, mas também na fabricação de grandes transmissões industriais, desde que não seja limitado pelo formato externo da peça de trabalho.
3. Shaping
A modelagem é uma usinagem de engrenagens processo que é empregado principalmente quando a fresagem não é viável. Esse método é utilizado principalmente para engrenagens internas e algumas engrenagens externas que têm estruturas complexas.
4. Stendo
Shaving é uma técnica de acabamento para engrenagens em que o corte é feito com um cortador que se assemelha ao formato do dente da engrenagem. Esse processo ganhou uso generalizado no setor devido à sua alta eficiência e custo-benefício.
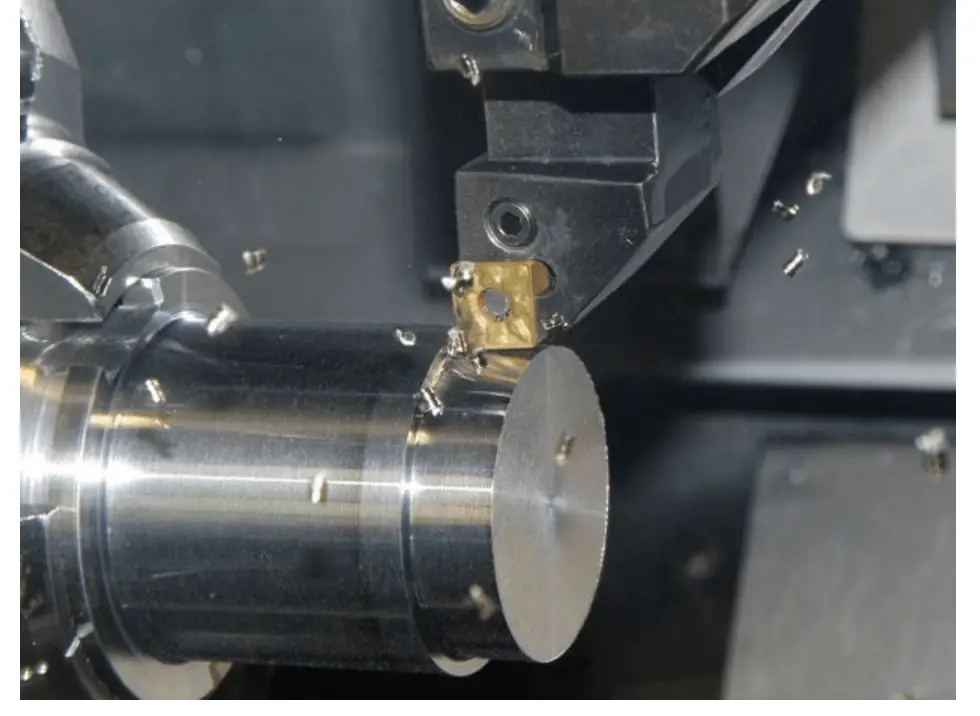
5. Hgiro de ardósia
O torneamento duro permite a substituição de procedimentos dispendiosos de retificação. Para o funcionamento adequado, os vários componentes do sistema devem estar conectados corretamente à peça usinada. A seleção da máquina-ferramenta, do dispositivo de fixação e das ferramentas de corte adequados é fundamental para determinar o sucesso do processo de torneamento rígido.
6. Gusinagem de retificação de orelhas
Para atingir o nível de precisão exigido na produção moderna de engrenagens, o acabamento duro dos flancos dos dentes é frequentemente uma necessidade. Esse método é uma solução econômica e eficiente para a produção em massa. Por outro lado, a retificação oferece maior flexibilidade, especialmente quando são usadas ferramentas de retificação ajustáveis, semelhante à usinagem individual.
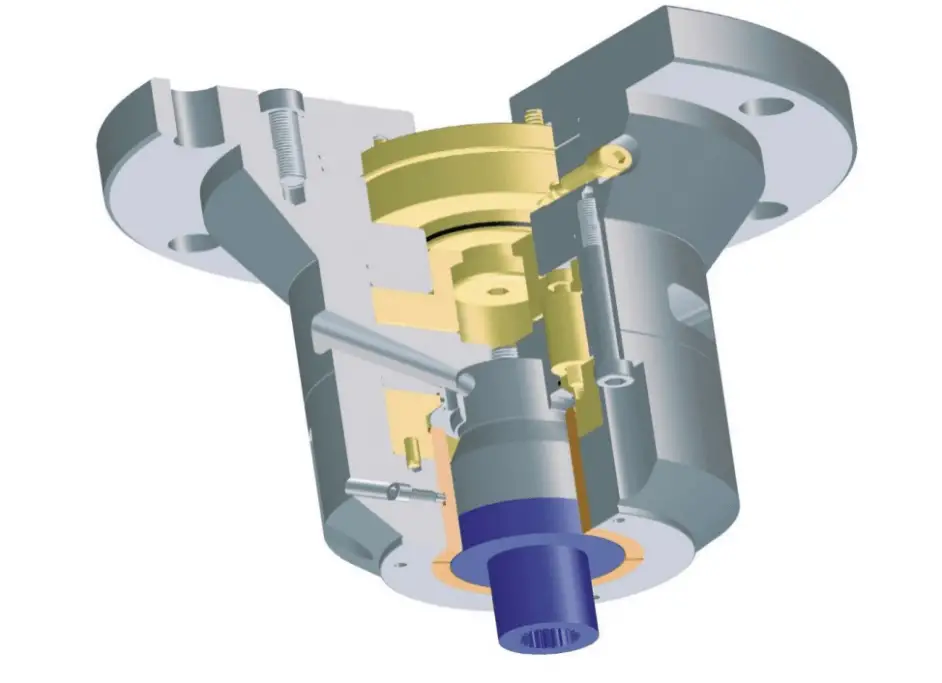
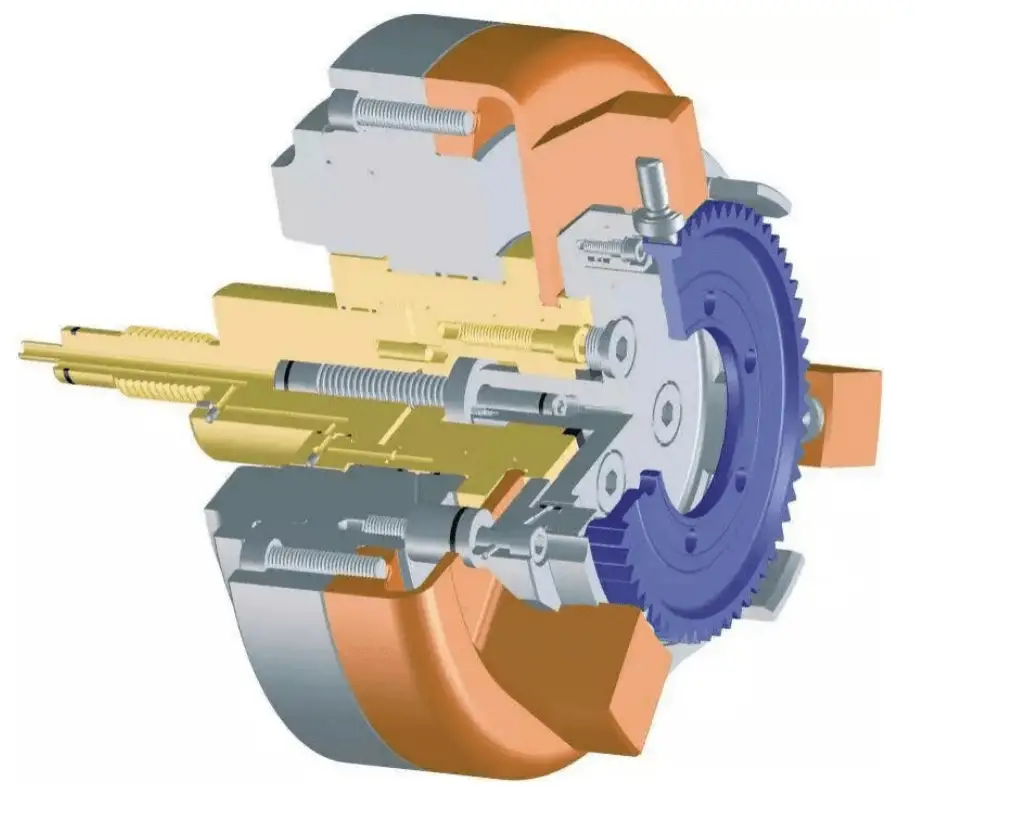
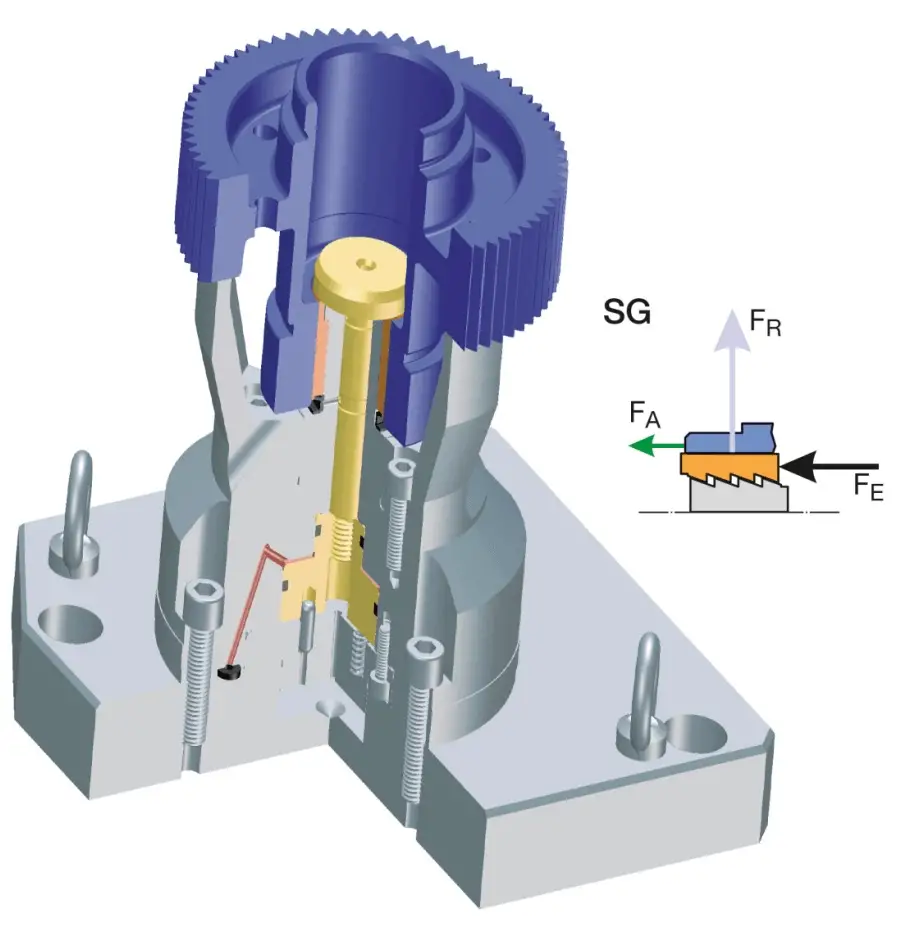
7. Honing
O brunimento é o processo de acabamento final para engrenagens duras, obtido com o uso de um ângulo de corte que não é bem definido. Esse processo não só oferece eficiência de custo, mas também resulta em superfícies lisas com baixos níveis de ruído nas engrenagens usinadas. O brunimento tem uma baixa velocidade de corte, que varia de 0,5 a 10 m/s, em comparação com a retificação, o que elimina os danos causados pelo calor na usinagem da engrenagem.
Além disso, as tensões internas geradas na superfície do dente usinado têm um impacto positivo na capacidade de carga do equipamento.
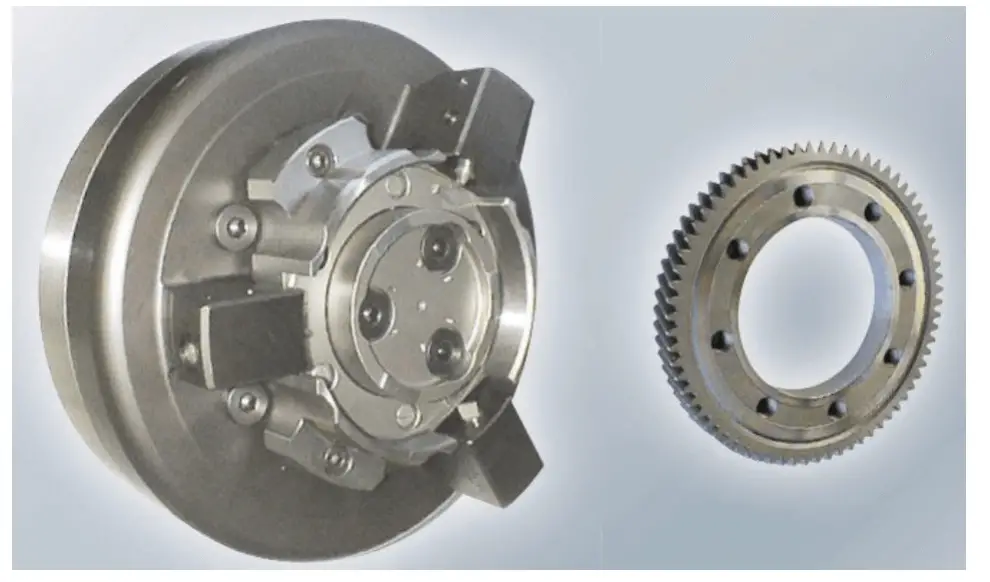
Exemplos de brunimento com dispositivos de fixação flangeados:
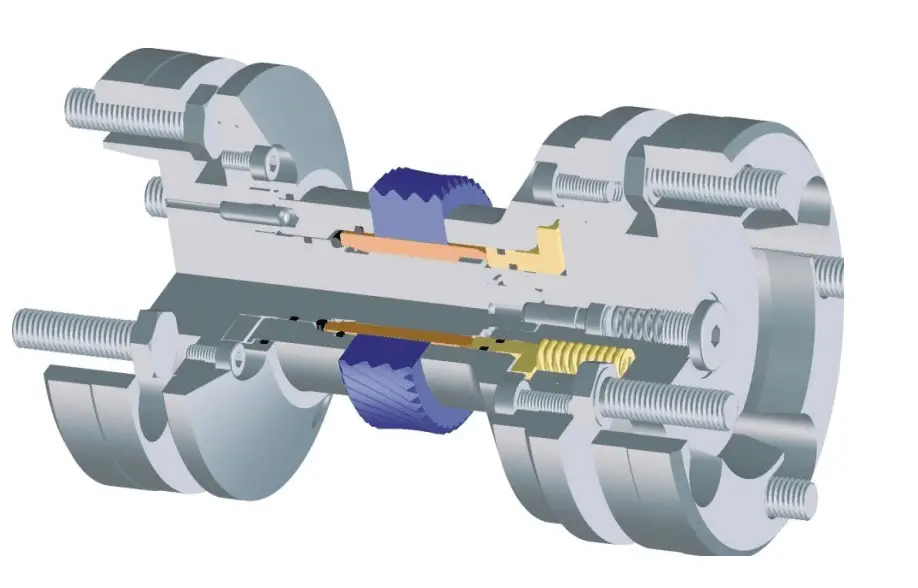
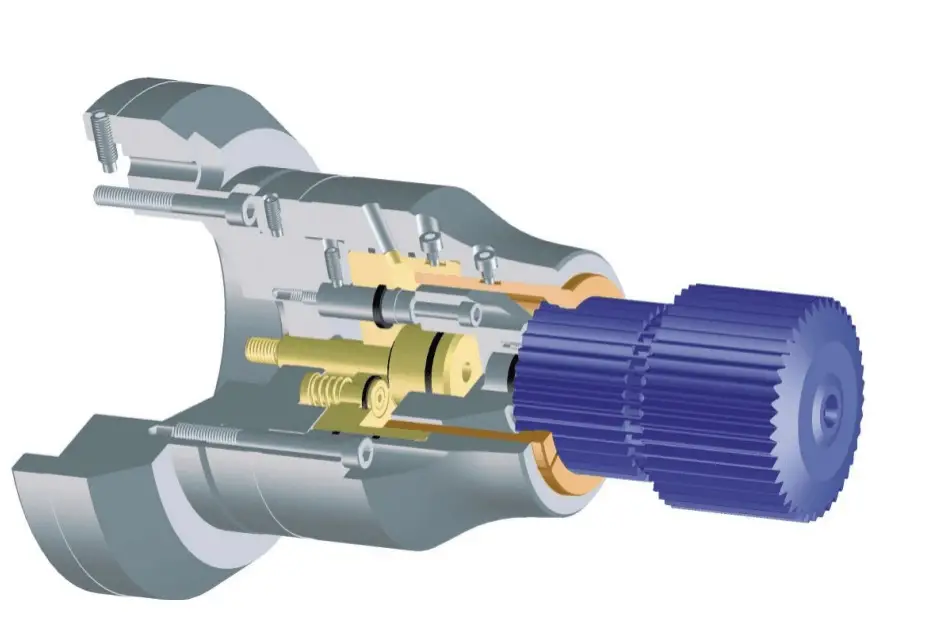
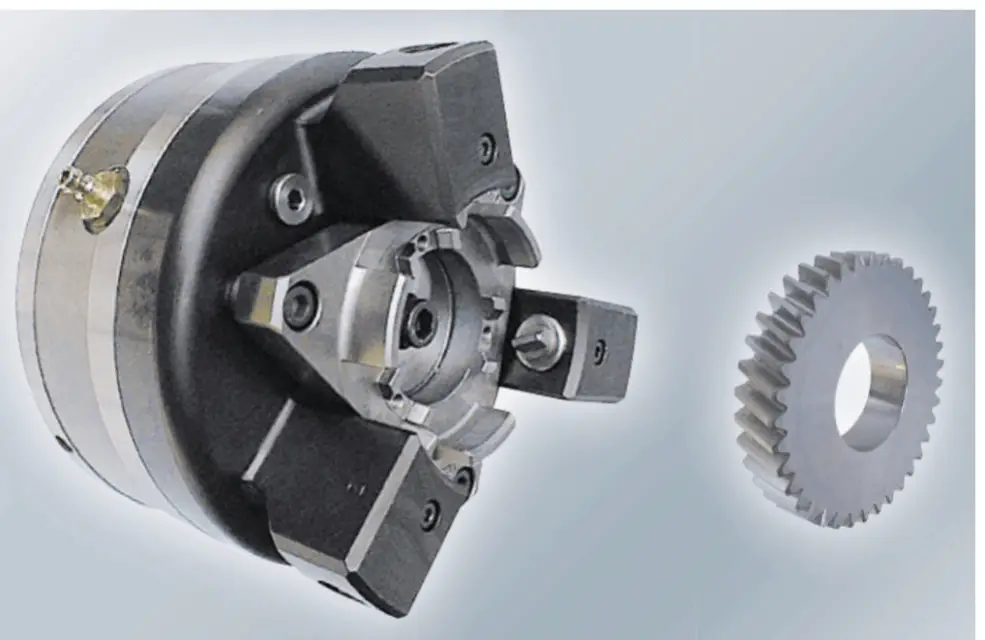
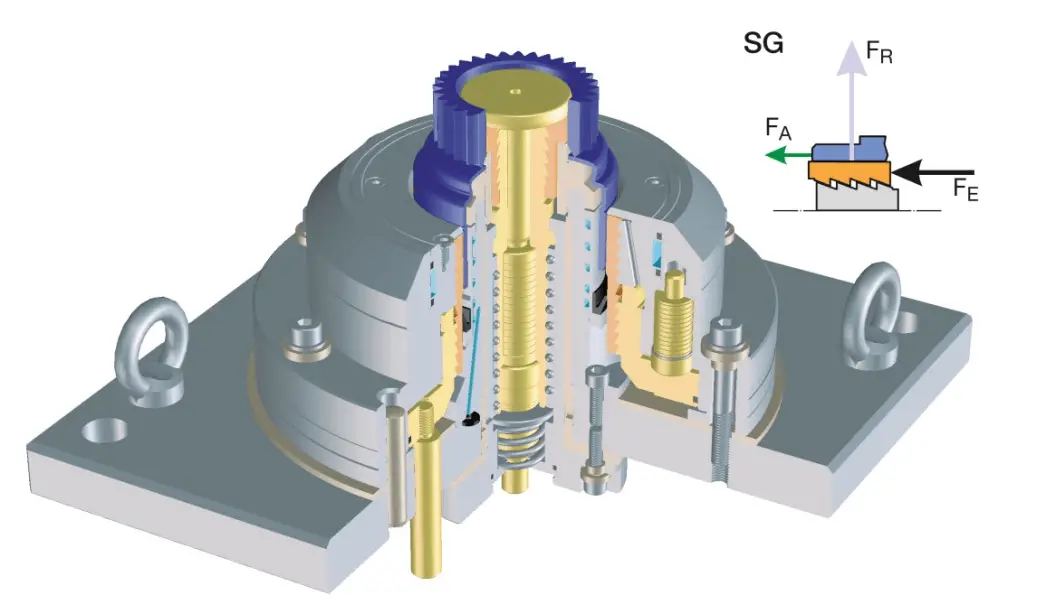
8. Dperfuração
Perfuração é uma técnica de corte rotativo. O eixo da ferramenta de corte e o centro do furo estão alinhados na direção axial, e a direção de avanço é a mesma da direção axial da ferramenta de corte. O fuso que aciona o movimento de corte deve estar alinhado com a ferramenta de corte, independentemente da direção do movimento de avanço.
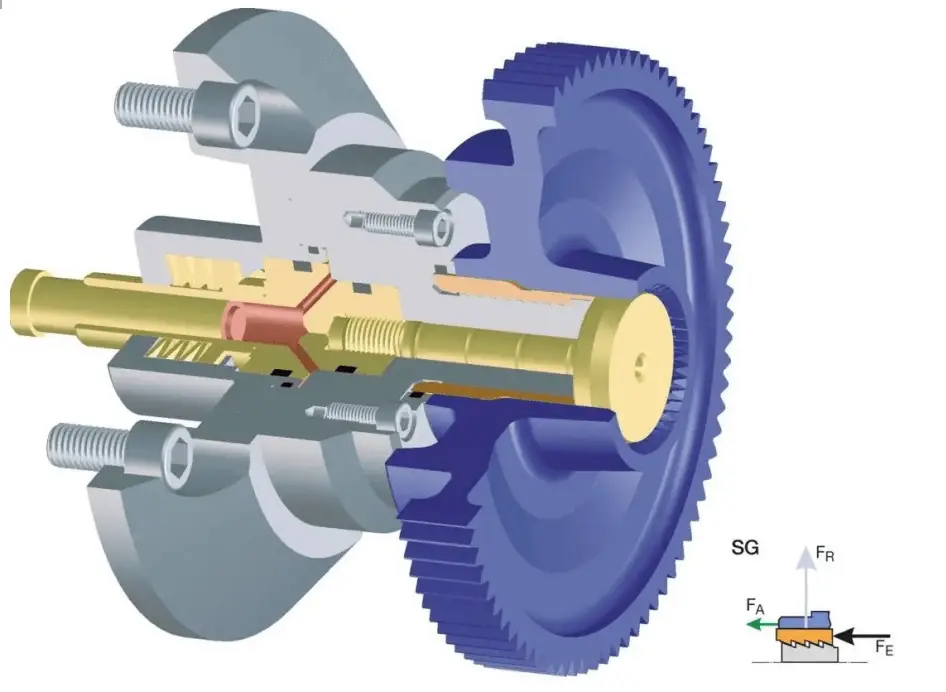
Exemplo de perfuração com o sistema de fixação SG:
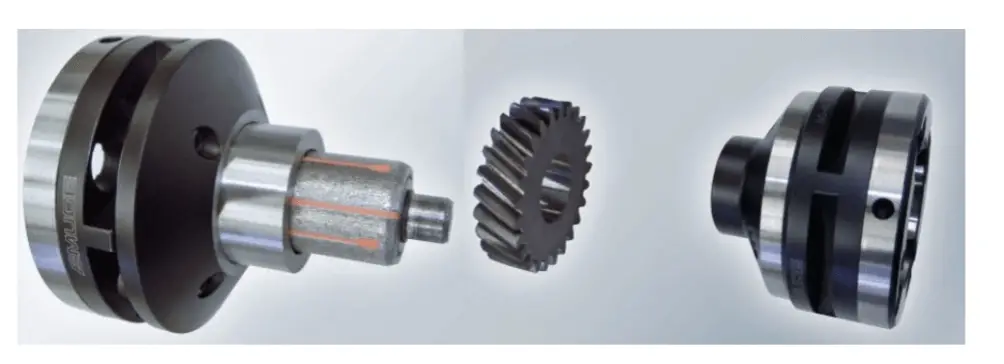
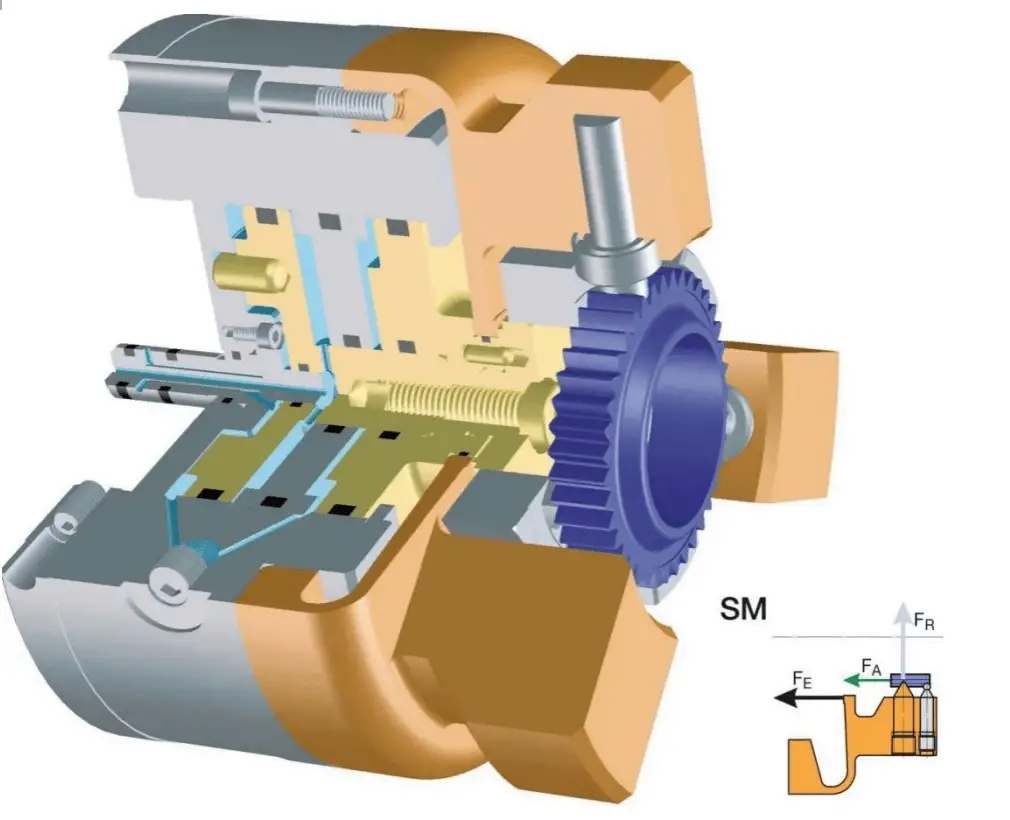
9. Retificação de furos
A retificação de furos é um processo de usinagem que usa um ângulo de corte que não é bem definido. Em comparação com outras técnicas de corte, a retificação oferece vantagens como alta precisão dimensional e de forma, alta precisão dimensional (IT 5-6) e excelente precisão de superfície (Rz = 1-3μm) com o mínimo de marcas de vibração em metais duros.
Exemplo de retificação de furo com o sistema SM de fixação de filme:
10. Soldagem por descarga capacitiva
A soldagem por descarga capacitiva é um tipo de soldagem por resistência processo. Esse método envolve um rápido aumento na corrente, um breve tempo de soldagem e uma alta corrente de soldagem. Como resultado, a soldagem por descarga capacitiva oferece muitas vantagens, incluindo operação econômica e eficiente, que são particularmente relevantes devido ao aumento dos custos de energia.
Exemplo de soldagem por descarga capacitiva usando um sistema de fixação de soldagem:
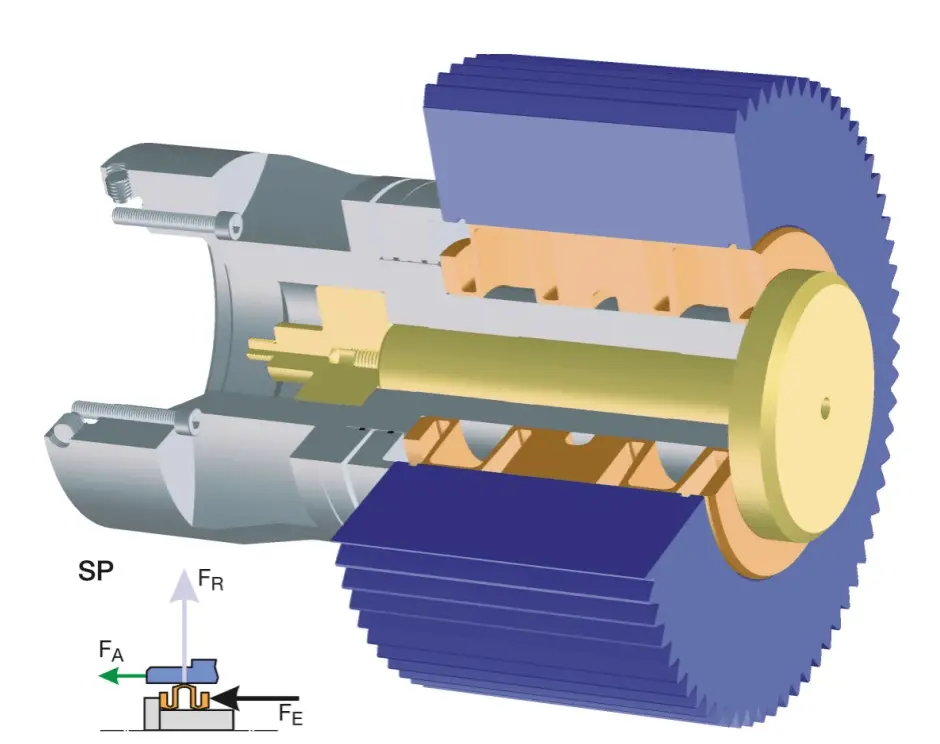
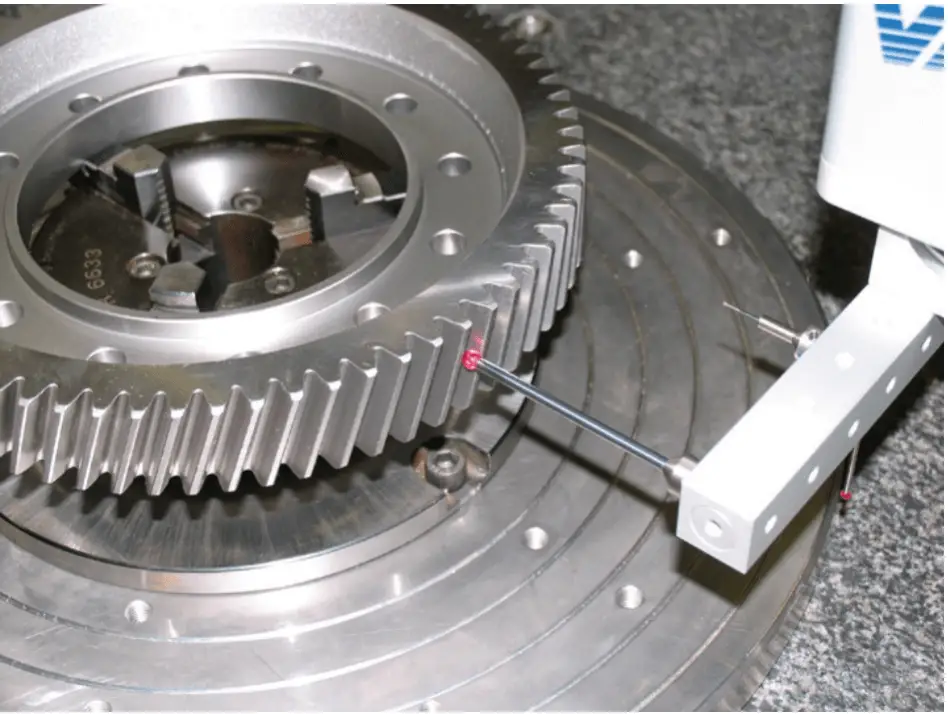
11. Mmedição
O teste de engrenagens é abrangente e deve ser adaptado às várias formas de engrenagens. Na avaliação das engrenagens, os principais parâmetros da engrenagem são determinados pela medição do comprimento, dos ângulos e das técnicas específicas de engrenagem.
Exemplos de medições com sistemas de fixação SP flangeados:
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Você já pensou nos perigos ocultos que se escondem nas tubulações de oxigênio? Neste artigo, vamos nos aprofundar no processo crítico de desengorduramento de tubulações de oxigênio, essencial para evitar riscos de explosão. Você verá...
Você já se perguntou como escolher o motor perfeito para o seu projeto? O segredo está em entender os tipos de motores - CC, assíncrono e síncrono - e suas vantagens exclusivas. Este artigo detalha...
Você já teve dificuldades para medir com precisão a espessura das arruelas? Compreender a espessura exata das arruelas é essencial para garantir a integridade e a funcionalidade de vários conjuntos mecânicos. Este artigo fornece...
Você já se perguntou por que algumas engrenagens falham apesar do esmerilhamento meticuloso? Este artigo analisa o perigo oculto da queima por esmerilhamento nos dentes das engrenagens de transmissão. Ele explica como as altas temperaturas durante o esmerilhamento...
Você já se perguntou como é garantida a integridade das porcas e parafusos soldados em seu carro? Este artigo revela o processo meticuloso de verificações e inspeções de qualidade que mantêm seu veículo...
Você já se perguntou sobre o fascinante mundo da fundição? Esse processo de fabricação antigo, mas em constante evolução, molda nossa vida diária de inúmeras maneiras. Nesta postagem do blog, vamos explorar o...
Você já se perguntou como funcionam os minúsculos rebites que mantêm estruturas maciças unidas? Neste artigo, desvendaremos o fascinante mundo das conexões de rebites, explorando seus tipos, cálculos de resistência,...
Você já se perguntou o que mantém nossos sistemas de gás funcionando de forma suave e segura? Neste artigo, exploramos os principais fabricantes de reguladores de gás, revelando suas inovações e contribuições para o setor....
Você já parou para apreciar os heróis desconhecidos por trás de seus móveis favoritos? As coladeiras de bordas, os cavalos de batalha do setor de marcenaria, desempenham um papel crucial na criação de móveis elegantes e...