O guia definitivo para técnicas de soldagem de superfície
Você já se perguntou como podemos prolongar a vida útil das máquinas industriais e, ao mesmo tempo, melhorar seu desempenho? A soldagem de revestimento oferece uma solução fascinante ao depositar materiais resistentes ao desgaste em superfícies, restaurando peças desgastadas e melhorando a resistência à corrosão e ao calor. Neste artigo, você descobrirá várias técnicas de soldagem por revestimento, suas aplicações em diferentes setores e como elas contribuem para a economia de custos e a eficiência dos materiais. Saiba como a soldagem de revestimento não apenas repara, mas também fortalece o maquinário, tornando-a indispensável na fabricação e manutenção modernas.
As soldas de revestimento são usadas principalmente para restaurar superfícies desgastadas, aumentar a resistência à corrosão e melhorar as propriedades mecânicas de um material. Elas fornecem uma camada adicional às estruturas existentes, ampliando sua vida útil e durabilidade. Esse processo é usado com frequência em setores como manufatura e construção para tarefas de manutenção e reparo.
O que é solda de revestimento?
A soldagem de superfície, também conhecida como hardfacing ou revestimento de solda, é um processo metalúrgico avançado que deposita uma camada de metal especializado na superfície ou na borda de uma peça de trabalho. Essa técnica foi projetada para conferir resistência superior ao desgaste, resistência à corrosão ou resistência ao calor ao material de base, melhorando significativamente seu desempenho e longevidade.
O processo envolve a seleção e a aplicação cuidadosas de um material de enchimento com propriedades específicas para atender às características desejadas do produto final. Os métodos comuns de soldagem de revestimento incluem:
Soldagem a arco (SMAW, GTAW ou FCAW)
Soldagem a arco com transferência de plasma (PTAW)
Revestimento a laser
Pulverização térmica
A soldagem de superfície oferece vários benefícios:
Aumento da vida útil dos componentes, especialmente em aplicações de alto desgaste
Uso otimizado de materiais, permitindo materiais de base mais baratos com superfícies de alto desempenho
Desempenho aprimorado do produto por meio de propriedades de superfície personalizadas
Alternativa econômica à fabricação de peças inteiras de ligas caras
Capacidade de reparar e recuperar peças desgastadas ou danificadas, reduzindo os custos de substituição
A seleção de técnicas e materiais de revestimento apropriados depende de vários fatores, inclusive:
Composição e propriedades do material de base
Características desejadas da superfície (por exemplo, dureza, resistência ao desgaste, resistência à corrosão)
Escopo de aplicação do equipamento de solda de revestimento:
A surfaçagem automatizada é comumente usada em equipamentos de cimento, como moinhos verticais, moinhos de rolos, transportadores helicoidais, ventiladores e fornos rotativos.
Para equipamentos de ferro e aço, a surfaçagem automatizada pode ser usada em conversores, rolos, altos-fornos, máquinas de fundição contínua e rodas de transportadores.
Quando se trata de equipamentos de energia, a surfaçagem automatizada é frequentemente empregada em moinhos de carvão, rolos de moagem, tubos de caldeira, turbinas, tubos de drenagem e engrenagens.
Para ilustrar a superfície processo de soldagemSe você não tiver uma visão geral, deixe-me compartilhar alguns exemplos com você. Vamos nos aprofundar no assunto.
Caso:
Os cilindros são uma peça de reposição essencial no laminador e consomem uma quantidade significativa de aço durante o processo de laminação.
Com uma produção anual de aço de mais de 600 milhões de toneladas na China, o valor dos rolos consumidos ultrapassa 17 bilhões de yuans.
Portanto, o uso de métodos de revestimento para reparar rolos antigos e prolongar sua vida útil tornou-se uma medida importante para as empresas de laminação de aço na China reduzirem os custos de produção e aumentarem os benefícios econômicos.
Quando um rolo original chega ao fim de sua vida útil, ele pode ser reparado por meio de solda de revestimento.
Os rolos soldados de revestimento têm as vantagens de baixo custo, longa vida útil e excelente desempenho. Eles são amplamente adotados pelas empresas de laminação de aço e estão alinhados com as políticas fundamentais da China de conservação de energia, produção limpa e economia circular.
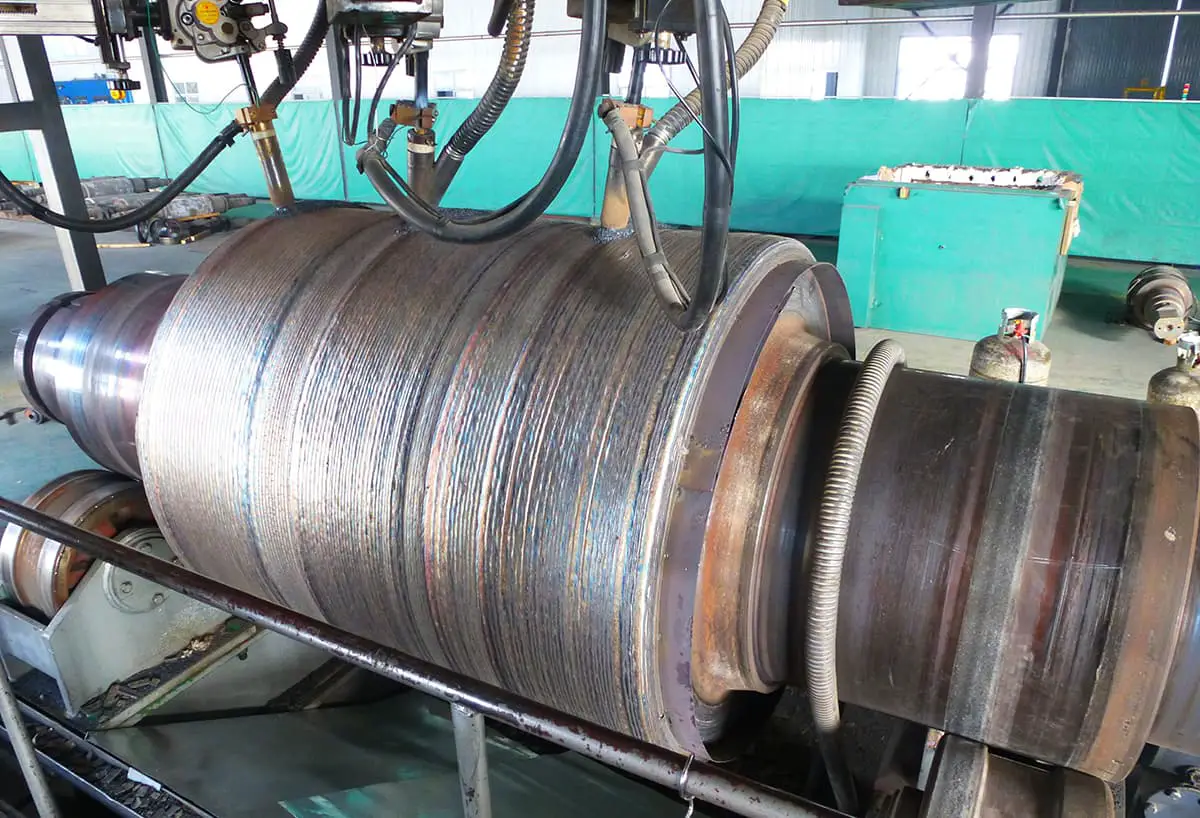
A imagem abaixo mostra um rolo antigo que foi reparado por meio de soldagem de superfície.
Rolo antigo reparado por solda de revestimento
À medida que a ciência e a tecnologia continuam avançando, os equipamentos mecânicos para vários produtos estão evoluindo para projetos maiores, mais eficientes e com parâmetros mais elevados. Como resultado, a demanda por produtos confiáveis e de alto desempenho está aumentando.
Superfície de material, como um ramo da tecnologia de soldagemO uso da tecnologia de ponta, o "sistema de controle de qualidade", é um meio eficaz de melhorar o desempenho de produtos e equipamentos e prolongar a vida útil.
Além de metais e ligas, cerâmicas, plásticos, não metais inorgânicos e compostos também podem ser usados como materiais de liga de surfaçagem.
Como resultado, a tecnologia de surfaçagem pode conferir às peças várias propriedades especiais, como resistência ao desgaste, resistência ao calor, resistência à corrosão, resistência a altas temperaturas, lubrificação, isolamento e muito mais.
Atualmente, a tecnologia de revestimento é amplamente utilizada na fabricação mecânica, metalurgia, energia elétrica, mineração, construção, petroquímica e outros setores industriais.
Solda automática de superfície de tira de arco submerso
Características do revestimento solda
A soldagem de superfície é um processo no qual materiais com propriedades específicas são depositados na superfície de uma peça de trabalho usando métodos de soldagem.
A finalidade da soldagem de revestimento é diferente da dos métodos gerais de soldagem.
Em vez de conectar as peças de trabalho, a soldagem por revestimento modifica a superfície da peça de trabalho para obter uma camada de revestimento com propriedades específicas, como resistência ao desgaste, resistência ao calor, resistência à corrosão ou para recuperar o tamanho insuficiente devido ao desgaste ou a erros de processamento.
A imagem a seguir mostra a superfície de um componente após a surfaçagem.
Superfície das peças após a solda de revestimento
As vantagens da soldagem de revestimento em relação a outras tratamento de superfície Os métodos são:
A ligação metalúrgica entre a camada de revestimento e o metal de base resulta em alta força de ligação e boa resistência ao impacto.
A composição e o desempenho do metal da camada de revestimento são facilmente ajustáveis, e o eletrodo comumente usado soldagem a arco eletrodos de revestimento ou eletrodos fluxados oferecem ajustes convenientes da fórmula. Vários sistemas de ligas podem ser projetados para se adaptar a diferentes condições de trabalho.
A espessura da camada de revestimento pode ser ajustada entre 2 e 30 mm, o que a torna mais adequada para condições severas de desgaste.
A soldagem de superfície resulta em redução de custos e boa economia. Quando o substrato da peça de trabalho é feito de materiais comuns e a superfície é soldada por revestimento com alta liga, não apenas o custo de fabricação é reduzido, mas também uma grande quantidade de metais preciosos pode ser economizada. A seleção razoável da liga de revestimento e o reparo do revestimento na superfície de uma peça danificada durante a manutenção podem aumentar muito a vida útil da peça, estender o ciclo de manutenção e reduzir os custos de produção.
A tecnologia de superfície é altamente operacional porque envolve o aumento ou a restauração do tamanho das peças por meio da soldagem ou da obtenção de uma camada de liga com propriedades especiais na superfície das peças. Os especialistas em tecnologia de soldagem podem facilmente realizar esse tipo de trabalho.
A tecnologia de solda por revestimento, como um ramo do campo da soldagem, tem um amplo escopo de aplicação que abrange vários setores. Ela é amplamente utilizada na fabricação, incluindo maquinário de mineração, maquinário de transporte, maquinário de metalurgia, maquinário de energia, maquinário agrícola, automóveis, equipamentos de petróleo, equipamentos químicos, construção e fabricação e manutenção de moldes de ferramentas e estruturas metálicas.
A soldagem de superfície é ideal para reparar peças e produtos de metal com aparência inferior, e também pode ser usada para fabricar peças bimetálicas. Além disso, é uma maneira eficaz de estender a vida útil das peças, reduzir custos e aprimorar o design do produto. Isso é particularmente benéfico para o uso racional de materiais, especialmente metais preciosos.
A aplicação da tecnologia de solda por revestimento é demonstrada principalmente nos seguintes aspectos, com base na aplicação e nas condições de trabalho da peça:
(1) Restauração do tamanho da peça de trabalho usando solda de revestimento:
É um problema comum em fábricas e empresas de mineração que o tamanho da peça de trabalho seja insuficiente devido ao desgaste ou a erros de processamento. Nesses casos, a soldagem de revestimento é um método de processo comum usado para reparar essas peças de trabalho.
As peças reparadas não só podem funcionar normalmente, como também podem exceder a vida útil das peças originais. Isso ocorre porque o uso de novos processos e materiais no reparo de superfícies pode melhorar significativamente o desempenho das peças originais.
Exemplos desses reparos incluem o reparo de revestimento de superfície de rolo frio, rolo quente e rolo perfilado, bem como o reparo de revestimento de peças desgastadas de máquinas agrícolas, como tratores, veículos agrícolas, transplantadores e colheitadeiras.
De acordo com as estatísticas, a quantidade de liga de surfaçagem usada para reparar peças antigas representa 72,2% da quantidade total de liga de surfaçagem usada.
Laminação a frio reparada pela tecnologia de surfaçagem
Pneu de rolo e revestimento de rolo reparados por tecnologia de revestimento
(2) Revestimento resistente ao desgaste e à corrosão:
O desgaste e a corrosão são os principais fatores que causam a falha dos materiais metálicos. Para melhorar a resistência ao desgaste e à corrosão das superfícies das peças de metal, atender aos requisitos das condições de trabalho e prolongar a vida útil da peça, uma ou mais camadas de material resistente ao desgaste ou à corrosão podem ser depositadas na superfície.
Materiais com propriedades diferentes podem ser selecionados para o substrato e a camada de superfície da peça de trabalho, o que pode produzir uma peça de trabalho bimetálica. Isso ocorre porque somente a camada de superfície da peça precisa ter as propriedades especiais necessárias em termos de resistência ao desgaste e à corrosão. Ao fazer isso, maximiza-se a função e o potencial do material, economizando uma quantidade considerável de metais preciosos.
(3) Criar novas peças
Peças de máquinas bimetálicas com propriedades abrangentes podem ser criadas por meio do revestimento de uma liga em um substrato de metal.
O substrato e a camada de liga de revestimento dessas peças têm propriedades diferentes, que podem atender a vários requisitos de desempenho.
Essa abordagem libera totalmente o potencial dos materiais.
Por exemplo, no caso das lâminas de turbinas hidráulicas, o aço carbono é usado como material de base e uma camada de aço inoxidável é soldada nas partes (principalmente na parte inferior traseira das lâminas) que são suscetíveis à cavitação. Isso produz lâminas bimetálicas resistentes à cavitação.
Na fabricação de ferramentas abrasivas de metal, a matriz precisa ser forte e resistente. Portanto, o aço carbono e o aço de baixa liga com um custo relativamente baixo são selecionados para o processo de fabricação.
Por outro lado, os moldes de borda de corte exigem alta dureza e resistência ao desgaste. O uso de revestimento de liga resistente ao desgaste no molde da borda de corte pode reduzir significativamente o consumo de ligas preciosas e aumentar significativamente a vida útil do molde.
Revestimento de camada II resistente ao desgaste ou à corrosão na superfície da peça de trabalho
Campos de aplicação de revestimento
Fabricação de moldes
O desbaste da superfície de moldes plásticos aumenta o apelo estético e a vida útil. Para reparar as superfícies de separação de moldes plásticos de capacetes, recomenda-se a soldagem de superfície. O reforço da superfície é essencial para cones difusores em moldes de fundição sob pressão de liga de alumínio. Quando as cavidades do molde ficarem desgastadas, arranhadas ou fora da tolerância, o reparo e o reforço devem ser realizados para restaurar a funcionalidade.
Componentes de plástico e borracha
As técnicas de revestimento são empregadas para reparar peças mecânicas feitas de borracha e plástico, abordando questões como desvios de tolerância induzidos por molde e desgaste em componentes de borracha e plástico.
Aplicações aeroespaciais
No setor aeroespacial, o revestimento é crucial para:
Reparo de componentes de motores de aeronaves, turbinas e eixos de turbinas
Reforço e reparo de superfícies de bicos de foguetes e peças de painéis externos de aeronaves
Aprimoramento ou reparo de conchas de satélites artificiais
Fortalecimento local por cementação de ligas de titânio e superligas à base de ferro
Aplicação de revestimentos anticorrosivos (por exemplo, infiltração de Al) em superfícies de liga de magnésio
Reparo de defeitos locais em peças de liga de magnésio por meio de soldagem de superfície
Reparo de superfície local de peças de lâmina de superliga à base de níquel/cobalto, abordando questões como desgaste nas superfícies de amortecimento da coroa da lâmina, pontas da lâmina e ablação de palhetas-guia
Fabricação e manutenção automotiva
As técnicas de revestimento são utilizadas para compensar e reparar vários componentes automotivos, incluindo:
Peças do motor: cames, virabrequins, pistões, cilindros
Componentes do sistema de freio: discos de freio
Peças da transmissão: impulsores, cubos, embreagens, discos de fricção
Sistema de escapamento: válvulas Além disso, a surfaçagem é empregada para reparar defeitos de cordões de solda em carrocerias de automóveis.
Indústrias naval e de energia elétrica
As aplicações de revestimento nesses setores incluem:
Reparo de virabrequins elétricos, mangas de rolamentos, buchas, componentes elétricos e resistores
Soldagem de peças de conexão entre as rodas de locomotivas ferroviárias elétricas e as linhas de fundo dos trilhos
Produção e soldagem de rolos condutores e eletrodos de cobre-alumínio com propriedades de oxidação de metal para plantas de galvanoplastia
Indústria de máquinas
As técnicas de revestimento são empregadas para:
Correção de peças fora de tolerância
Reparo de trilhos-guia de máquinas-ferramenta, vários eixos, cames, prensas hidráulicas e êmbolos
Restauração de paredes de cilindros, diários, rolos, engrenagens e polias
Reparo e aprimoramento de mandris para formação de molas, medidores de plugues, medidores de anéis
Tratamento do desgaste de hastes, colunas, travas e rolamentos
Indústria de fundição
A superfície é utilizada para:
Abordar o desgaste dos moldes de alumínio, aumentando sua vida útil e mantendo a qualidade do produto
Reparar defeitos como furos de areia e bolsas de ar em peças fundidas de ferro, cobre e alumínio
Habilidades técnicas e métodos de solda de revestimento
1. Visão geral
A soldagem de superfície é um processo que envolve a soldagem de materiais de sobreposição com propriedades específicas na superfície de soldas.
O objetivo não é unir a solda, mas adquirir uma camada de metal depositada na superfície da solda que possua características exclusivas, incluindo resistência ao desgaste, resistência ao calor e resistência à corrosão. Essa técnica também pode ser usada para restaurar ou aumentar o tamanho da solda.
O método de revestimento é amplamente utilizado em processos de fabricação e reparo.
2. Metal para revestimento da solda
Em geral, o metal depositado para a soldagem de revestimento deve primeiro atender às condições de serviço da soldagem. Depois disso, deve-se considerar a seleção do metal de revestimento com melhor soldabilidade e maior economia.
Veja a seguir alguns metais de revestimento comuns usados em vários ambientes de trabalho:
A liga hipoeutética à base de cobalto e a liga à base de cobalto contendo composto intermetálico são selecionadas para desgaste intermetálico de alta tensão.
O aço de baixa liga é selecionado para desgaste intermetálico de baixa tensão.
A maioria das ligas à base de cobalto ou de níquel é selecionada para desgaste+corrosão ou oxidação entre metais.
O ferro fundido de alta liga é selecionado para desgaste abrasivo de baixa tensão, gravação por impacto e gravação abrasiva.
A borda de corte de carboneto é escolhida para desgaste abrasivo severo e de baixa tensão.
A liga à base de cobalto é selecionada para a erosão por cavitação.
O aço manganês de alta liga é selecionado para impactos severos.
A liga hipoeutética à base de cobalto é escolhida para impacto severo, corrosão e oxidação.
A liga hipoeutética à base de cobalto e a liga à base de cobalto contendo composto intermetálico são selecionadas para desgaste intermetálico em alta temperatura.
O aço manganês austenítico é selecionado para o desgaste abrasivo do cinzelamento.
A liga de carboneto de cobalto à base de cobalto é selecionada pela estabilidade térmica e pela resistência à fluência em alta temperatura (540 ℃).
O metal de revestimento à base de ferro é amplamente utilizado devido a seus diversos produtos, ampla gama de recursos de desempenho, bom equilíbrio entre dureza e resistência ao desgaste e baixo custo.
Existem aproximadamente quatro categorias de metais de revestimento à base de ferro:
(1) Metal de revestimento de aço perlítico:
Esse tipo de liga tem boa soldabilidade, forte resistência ao impacto, baixa dureza e é usado principalmente para reparar peças mecânicas, como eixos.
(2) Metal de revestimento de aço austenítico:
O metal de revestimento de aço manganês austenítico tem alta resistência ao impacto e propriedades de endurecimento por trabalho, mas é propenso a rachaduras quentes. Em geral, é usado para reparar peças que são severamente afetadas pelo desgaste metal-metal e por abrasivos, como vagões de transporte de minas e trilhos de trem.
O metal de revestimento de cromo manganês austenítico tem melhor soldabilidade, resistência à corrosão, resistência ao calor e resistência a trincas térmicas do que o aço manganês austenítico. Ele é usado principalmente para reparar peças de aço manganês e aço carbono que são severamente afetadas pelo desgaste de metal com metal.
A estrutura desse tipo de metal de revestimento é principalmente martensita. A camada de revestimento duro tem alta dureza, resistência ao escoamentoO aço perlítico é um aço de alta resistência ao desgaste e pode suportar impactos moderados, mas sua resistência ao impacto é menor do que a do aço perlítico e austenítico. É usado principalmente para reparar peças desgastadas entre metais, como engrenagens e chassis de tratores.
(4) Metal de revestimento de liga de ferro fundido:
Esse tipo de camada de revestimento tem alta resistência ao desgaste abrasivo, resistência ao calor, resistência à corrosão, boa resistência à oxidação e resistência a impactos leves, mas é propenso a rachaduras durante o revestimento, portanto, a soldagem deve ser feita com cuidado. É usada principalmente para revestimento de máquinas agrícolas, equipamentos de mineração e outras peças.
Metal de revestimento à base de níquel
A liga mais usada entre elas é a liga da série níquel-cromo-boro-silício. Ela apresenta excelente resistência ao desgaste abrasivo de baixa tensão e ao desgaste entre metais, além de boa resistência à corrosão, resistência ao calor e resistência à oxidação em alta temperatura. No entanto, sua resistência ao desgaste abrasivo de alta tensão e resistência ao impacto é um pouco ruim. Essa liga é normalmente usada em meios corrosivos ou em ocasiões sujeitas a desgaste abrasivo de baixa tensão em ambientes de alta temperatura.
As ligas à base de níquel que contêm compostos intermetálicos, como Ni-32Mo-15Cr-3Si, têm dureza em alta temperatura, excelente resistência ao desgaste intermetálico e desgaste abrasivo moderado, mas baixa resistência ao impacto. Essa liga é mais adequada para a surfaçagem por arco de tungstênio a gás ou por arco de plasma e é comumente usada para surfaçagem de superfícies de vedação de válvulas que trabalham em meios severamente corrosivos.
O preço das ligas à base de níquel contendo carboneto é muito mais baixo do que o das ligas à base de cobalto. Do ponto de vista econômico, elas têm sido amplamente utilizadas como substitutas dos metais de revestimento à base de cobalto.
Os metais de revestimento à base de cobalto referem-se principalmente a ligas de tungstênio com cromo e cobalto, que podem manter alta resistência e dureza a cerca de 650 ℃, têm certa resistência à corrosão e excelente resistência ao desgaste por adesão. As ligas à base de cobalto têm o melhor desempenho abrangente entre os vários metais de surfaçagem e são comumente usadas para surfaçagem de peças em condições de trabalho de alta temperatura.
Metal de revestimento à base de cobre
Em geral, há quatro tipos de ligas de surfaçagem à base de cobre: bronze, latão, cobre brancoe cobre puro. Essas ligas apresentam boa resistência à corrosão, resistência à cavitação e resistência ao desgaste entre metais. Elas podem ser soldadas em materiais à base de ferro para criar peças bimetálicas e também podem ser usadas para reparar peças desgastadas.
No entanto, os metais de revestimento à base de cobre têm baixa resistência à corrosão por sulfeto, desgaste de materiais resistentes ao desgaste e fluência em alta temperatura, baixa dureza e não são fáceis de soldar. Eles são adequados apenas para ambientes abaixo de 200 ℃. Esse tipo de metal de revestimento é usado principalmente para revestimento de casquilhos de rolamentos, superfícies de vedação de válvulas de baixa pressão e outras aplicações semelhantes.
Metal de surfaçagem de carboneto
Esse tipo de metal de revestimento é usado principalmente para a soldagem de revestimento de bits de poços de petróleo e peças de máquinas de construção de estradas sob condições severas de desgaste.
3. Processo de soldagem e método de revestimento
Superfície de oxigênio e acetileno
Esse método é usado principalmente para revestir peças que requerem uma superfície lisa e de alta qualidade, especialmente soldagens de pequeno e médio porte produzidas em pequenos lotes, como válvulas, brocas de poços de petróleo e arados.
O equipamento de oxigênio e acetileno é simples de usar, tem baixo custo e pode ser usado com soldagem a gás equipamentos. No entanto, o diâmetro do orifício do bocal da tocha de soldagem é maior do que o da soldagem a gás.
Podem ser usados materiais de revestimento duro de qualquer formato, inclusive sobras. Esse método oferece alta visibilidade, possibilitando a realização de surfaçagem em uma pequena área, produzindo uma camada de surfaçagem fina e lisa.
A taxa de diluição é baixa, e a profundidade da camada de fusão pode ser controlada em 0,1 mm, o que facilita a garantia da qualidade da camada de revestimento.
O uso de uma chama redutora e de uma chama de carbonização para a carburação pode reduzir a resistência da camada de revestimento duro, mas pode melhorar a resistência ao desgaste da camada de revestimento duro com carboneto como a principal fase resistente ao desgaste.
Esse método é caracterizado pela alta intensidade de mão de obra, baixa eficiência de produção e exigência de soldadores com determinadas habilidades técnicas.
A surfaçagem com oxigênio e acetileno normalmente envolve o uso de uma chama de carbonização, e as propriedades da chama estão relacionadas ao tipo de metal de surfaçagem:
As ligas à base de níquel geralmente requerem uma chama neutra, embora uma chama de carbonização possa ser usada ocasionalmente para melhorar a fluidez do metal.
As ligas à base de ferro exigem uma chama dupla de acetileno em excesso (com a proporção de comprimento da chama interna para o núcleo da chama de 2:1) para a surfaçagem.
Ao surfaçar com baixo ponto de fusão, surfaçar com liga de alto ponto de fusão. teor de carbonocomo ferro fundido com alto teor de cromo ou liga à base de cobalto, é necessário um excesso de chama de acetileno de 3 vezes.
A maioria das peças de aço pode ser revestida sem fluxo. No entanto, ao revestir ferro fundido, é necessário usar fluxo e tomar medidas para evitar microestrutura branca e rachaduras.
O pré-aquecimento e o resfriamento lento podem reduzir significativamente a possibilidade de rachaduras na camada de revestimento e também ajudam a reduzir a taxa de diluição.
As peças pequenas podem ser aquecidas diretamente usando uma tocha de soldagem, enquanto as peças grandes geralmente são aquecidas em um forno, com tempo suficiente para garantir que a temperatura seja uniforme.
A espessura máxima de cada camada de solda de revestimento deve ser de cerca de 1,6 mm, e a solda de revestimento de várias camadas pode ser realizada.
Para oxigênio e acetileno soldagem por spray (fusão por pulverização), normalmente é usado pó de liga de autofusão.
O spray processo de soldagem pode ser dividido em "método de uma etapa" e "método de duas etapas" com base na ordem de pulverização e refusão do pó.
O método de soldagem por pulverização em "uma etapa" envolve a pulverização e a refusão simultâneas de pó, em que o pó fino é pré-aquecido, pré-pulverizado e, em seguida, pulverizado sobre a superfície de trabalho antes de ser derretido.
Em contraste, a "duas etapas" soldagem por spray O método envolve duas etapas separadas de pulverização de pó e refusão usando uma pistola de refusão após o pré-aquecimento.
Os defeitos comuns na surfaçagem com oxigênio-acetileno incluem falta de fusão e poros, que podem ser causados por operação inadequada ou materiais de surfaçagem de baixa qualidade.
Superfície de arco de eletrodo
O equipamento de arco de haste de soldagem é uma opção barata e versátil, adequada para revestimento em campo.
As fontes de energia mais comuns incluem transformadores de soldagem a arco, retificadores de soldagem a arco, geradores de soldagem a arco e geradores de soldagem a arco. inversores de solda. Esse equipamento é particularmente adequado para o revestimento de peças com formatos irregulares e de difícil acesso.
O calor concentrado do arco resulta em deformação mínima e alta produtividade. No entanto, ele também tem uma alta taxa de penetração e de diluição, o que pode reduzir a dureza e a resistência ao desgaste da camada de revestimento.
Geralmente, são soldadas de 2 a 3 camadas, e a soldagem de várias camadas é propensa a rachaduras.
A surfaçagem de arco de eletrodo é usada principalmente para produção de pequenos lotes e reparo de peças desgastadas. Os eletrodos de surfaçagem disponíveis na China incluem D10×-24×, D25×-29×, D30×-49×, D50×-59×, D60×-69×, D70×-79×, D80×-89× e assim por diante.
Os eletrodos com revestimentos do tipo titânia cálcica, ilmenita e baixo hidrogênio devem adotar preferencialmente a conexão reversa de CC para a superfície. Os eletrodos com revestimentos do tipo grafite devem adotar preferencialmente a conexão positiva CC ou a fonte de alimentação CA.
Antes da aplicação da superfície, o eletrodo deve ser seco na temperatura especificada no manual do eletrodo. Os eletrodos ácidos devem ser secos a 150°C por 0,5 a 1 hora, e os eletrodos alcalinos devem ser secos a 250-350°C por 1 a 2 horas.
O temperatura de pré-aquecimento para surfaçagem depende principalmente do equivalente de carbono. Por exemplo, com um equivalente de carbono (%) de 0,4, 0,5, 0,6, 0,7 e 0,8, a temperatura de pré-aquecimento (℃) é de 100, 150, 200, 250 e 300, respectivamente.
O resfriamento lento após a surfaçagem pode ser realizado em um forno ou amianto, ou pode ser obtido por meio do aquecimento adequado para garantir que o processo de resfriamento seja lento.
Consulte a Fig. 1 para ver os parâmetros do processo de surfaçagem com arco de eletrodo.
Fig. 1 Parâmetros do processo de soldagem de superfície de solda blindada arco metálico soldagem
Espessura da camada de revestimento mm
<1.5
<5
≥5
Diâmetro do eletrodo mm
3.2
4-5
5~6
Número de camadas de revestimento
1
1~2
≥2
Corrente de soldagem de superfície A
800~100
140~200≥
180~240
Surfe de arco submerso
A surfaçagem por arco submerso é um método de produção automática com alta corrente e eficiência. Ele não emite radiação luminosa, proporcionando boas condições de trabalho. Entretanto, o calor do arco submerso pode ser excessivo, levando a uma alta taxa de diluição.
Para garantir o desempenho necessário, normalmente são aplicadas 23 camadas de revestimento. Medidas de pré-aquecimento e resfriamento lento são frequentemente tomadas para evitar rachaduras.
A surfaçagem por arco submerso é usada principalmente para surfaçagem horizontal e é mais adequada para peças grandes que não são facilmente deformadas, como a surfaçagem de camadas resistentes à corrosão nas paredes internas de contêineres de grande diâmetro ou a surfaçagem de camadas resistentes ao desgaste em rolos de laminação de aço. Não é adequado para peças pequenas.
A fonte de alimentação CC ou CA pode ser usada para a surfaçagem por arco submerso. Entretanto, a conexão reversa CC é usada principalmente para melhorar a qualidade da surfaçagem e a eficiência da produção.
O aumento da corrente de soldagem levará a uma maior taxa de diluição, profundidade de penetração e espessura da sobreposição. A influência da tensão do arco de soldagem na taxa de diluição não é significativa. A tensão do arco é normalmente definida em 30 a 35 V e o comprimento da extensão do fio de soldagem é 8 vezes o diâmetro do fio de soldagem.
Para reduzir a taxa de diluição e aumentar a velocidade de deposição, eletrodos de múltiplos fios e tiras (em tandem) podem ser usados para melhorar o eletrodo.
Outros métodos de revestimento
Há vários métodos de surfaçagem disponíveis, como a surfaçagem por arco de metal a gás, a surfaçagem por arco de argônio de tungstênio e a surfaçagem por arco de plasma, eletroslag superfície, superfície a laser, superfície de fricção e outros.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Você já se perguntou por que as estruturas soldadas às vezes falham, apesar de sua aparência robusta? Este artigo mergulha nos desafios ocultos da soldagem, explorando como o aquecimento e o resfriamento irregulares podem levar...
Você já se perguntou quais marcas de equipamentos de soldagem estão liderando o setor atualmente? Este artigo explora os dez principais fabricantes de máquinas de soldagem, destacando suas inovações, presença global e pontos fortes exclusivos....
Você já se perguntou o que torna a solda de aço inoxidável tão resistente? Neste artigo, exploraremos o fascinante mundo das hastes de solda de aço inoxidável, revelando como suas composições e propriedades exclusivas tornam...
Você já se perguntou como partículas minúsculas podem fazer ou quebrar seus dispositivos eletrônicos? Neste artigo, exploramos o fascinante mundo do fluxo de soldagem, o herói desconhecido da soldagem e da solda....
Você já se perguntou o que significa "X-weld" ou "tack-weld"? Nosso último artigo detalha 292 termos cruciais de soldagem, oferecendo definições claras e exemplos práticos. Quer você seja um soldador experiente ou esteja apenas começando,...
Como as fábricas podem reduzir os custos de mão de obra e, ao mesmo tempo, aumentar a eficiência da produção? A máquina de solda de pinos automatizada CNC. Esse equipamento avançado automatiza a soldagem de pinos em metal, aumentando a velocidade, a precisão e a...
1. Requisitos gerais A soldagem por transferência de tensão abrange soldas de primeiro nível com penetração total que podem lidar com todos os tipos de tensão de forma semelhante ao metal de base, soldas de filete que resistem principalmente ao cisalhamento...
Você já se perguntou como podemos reparar superfícies metálicas sem gerar calor intenso? Este artigo investiga os princípios fascinantes por trás das máquinas de solda a frio, que usam a deposição de centelha elétrica...
Imagine soldar sem chamas, faíscas ou mesmo derreter o metal. A soldagem por fricção oferece exatamente isso, usando o calor gerado pela fricção para unir materiais sem problemas. Esse método, conhecido por sua eficiência...