Rosqueamento: Tipos, seleção e habilidades explicadas
Você já teve dificuldades para criar roscas perfeitas em suas peças de trabalho? Este artigo revela os segredos do rosqueamento, um processo crucial na usinagem. Saiba como melhorar o desempenho do macho, escolher as ferramentas certas e enfrentar os desafios comuns. Prepare-se para aprimorar suas habilidades de rosqueamento e obter resultados perfeitos!
Os machos são ferramentas usadas para criar várias roscas internas médias e pequenas. Eles têm um design simples e são fáceis de usar. Podem ser operados manualmente ou em máquinas-ferramentas, o que os torna amplamente utilizados na produção.
Está tendo dificuldades com o tapping durante o processo de processamento? Não se preocupe! Hoje, compartilharei algumas dicas para ajudá-lo a compreender melhor o tapping.
O que é o tapping?
O rosqueamento é o processo de cortar uma rosca interna dentro de um furo em uma peça de trabalho usando um macho.
1) Os fatores que determinam o desempenho do tap incluem:
Material da peça de trabalho, velocidade de corte, material da borda de corte, porta-ferramenta, forma do macho, tamanho do furo, porta-ferramenta de rosqueamento, fluido de corte e profundidade do furo.
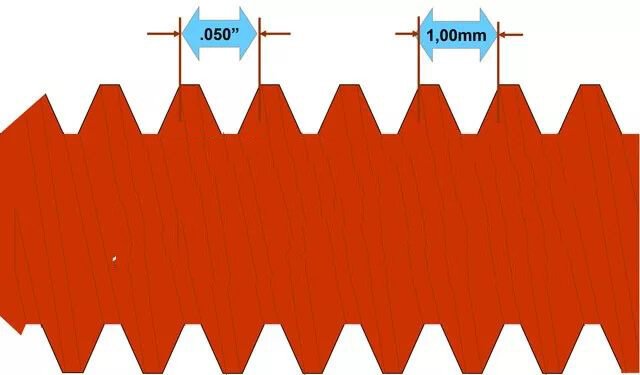
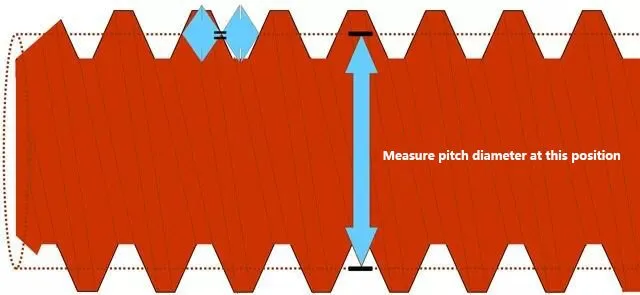
2) Passo:
A distância axial entre dois dentes adjacentes em uma rosca corresponde a dois pontos na linha do diâmetro do passo.
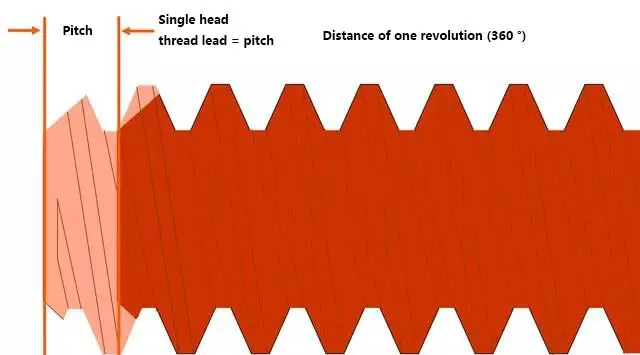
3) Chumbo:
A distância axial entre os pontos correspondentes de dois dentes adjacentes na mesma hélice é conhecida como passo e é indicada por um código.
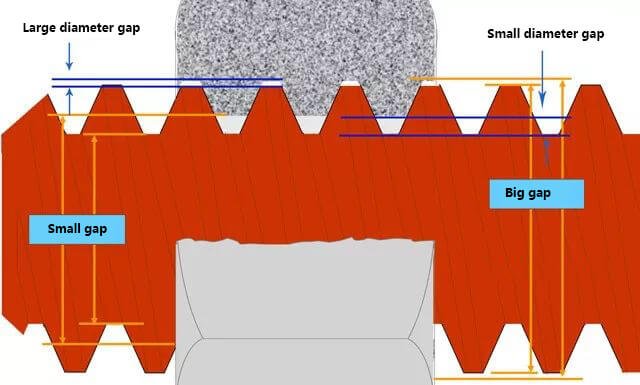
4) Diâmetro nominal da rosca:
O diâmetro nominal de uma rosca de tubo é o diâmetro interno do tubo de passagem (medido em polegadas), enquanto o diâmetro nominal de outras roscas é o diâmetro maior da rosca (medido em unidades métricas).
5) Diâmetro do passo da rosca:
O diâmetro do passo é o aspecto mais importante, pois determina o ajuste e a resistência de todas as montagens rosqueadas. Ele está localizado na linha de passo, e a largura do dente nesse ponto é igual à largura da ranhura do dente adjacente.
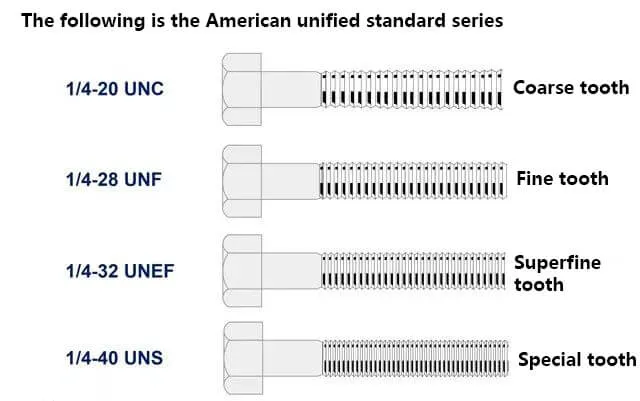
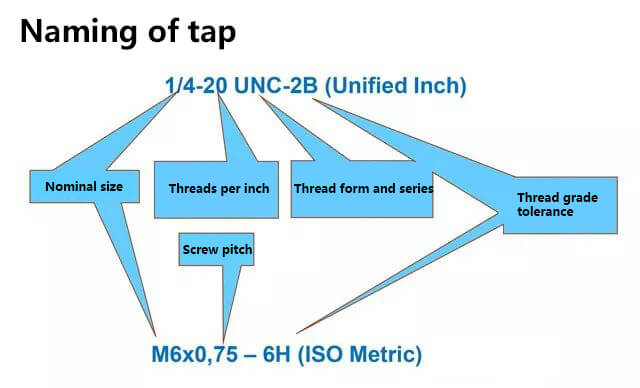
Designação de roscas
Tópico em inglês: A rosca inglesa é um tipo de dimensão de rosca marcada no sistema inglês. Ela foi desenvolvida em conjunto pelos Estados Unidos, Grã-Bretanha e Canadá para fornecer um sistema unificado.
Rosca métrica: A rosca métrica é um tipo de rosca desenvolvida de acordo com o sistema ISO (International Organization for Standardization). É o padrão global para roscas métricas.
Projetar roscas de alto desempenho
1) Aplicação perfeita
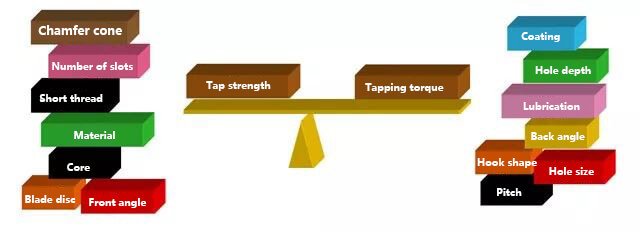
No processo de rosqueamento, vários fatores devem ser considerados, inclusive o design da peça de trabalho, o design do macho e a aplicação pretendida. O objetivo é minimizar a força de corte e maximizar a resistência do macho.
2) Opções de equilíbrio: todos os aspectos do aplicativo devem ser considerados
3) Pontos-chave do design da torneira
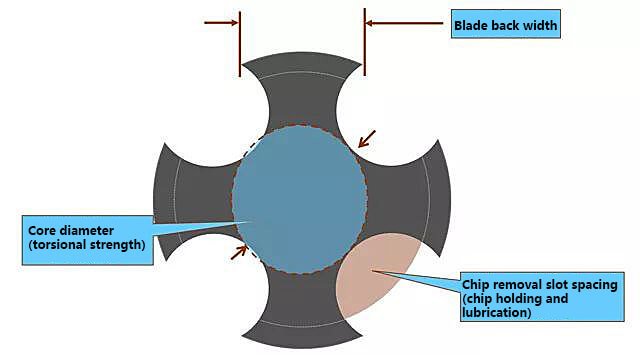
(1) Para materiais mais macios e viscosos que produzem cavacos longos, o macho deve ter um design simples, um grande ângulo frontal e de gancho, um grande ângulo traseiro e medidas para evitar vazios. Ela também deve ser projetada para facilitar o corte, com tendência a desmoronar nas bordas, uma estrutura geral frágil e um grande espaço para armazenar cavacos.
(2) Para materiais mais duros, o macho deve ter um design resistente, um pequeno ângulo frontal e de gancho, um pequeno ângulo traseiro e uma pá traseira, e ser capaz de suportar alta pressão de corte. Ele também deve ter um design de borda forte para reduzir o colapso da borda e ter uma seção transversal grande e espaço limitado para retenção de cavacos.
(3) Os fatores a serem considerados no projeto do macho incluem o tipo de ranhura do macho, o material usado na ferramenta e os tratamentos de reforço da superfície. Esses recursos de projeto devem ser equilibrados para garantir o corte adequado, o controle de cavacos, a lubrificação e a resistência à torção.
Ao cortar, é importante parar no meio do corte e inverter a direção do furo, mantendo o corte na ranhura. Isso representa o maior desafio no projeto de roscas e machos no processamento de metais.
Forma da torneira
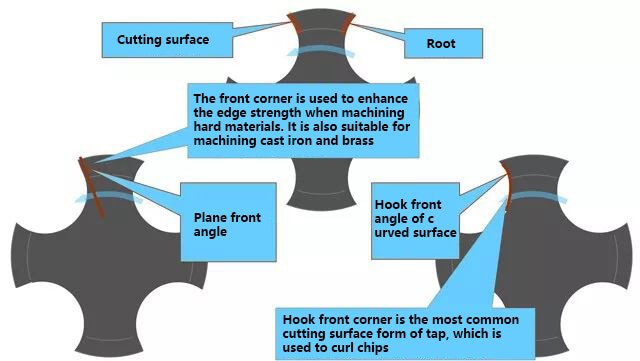
1) Tipo de superfície de corte da torneira
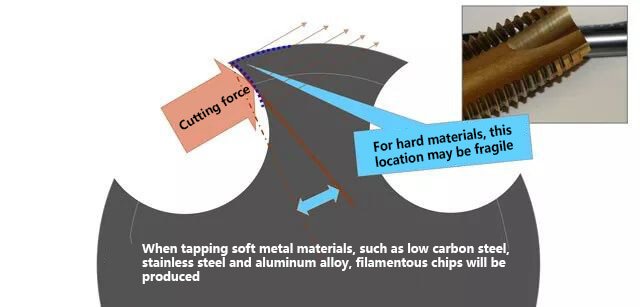
① Seleção correta da torneira de gancho positiva
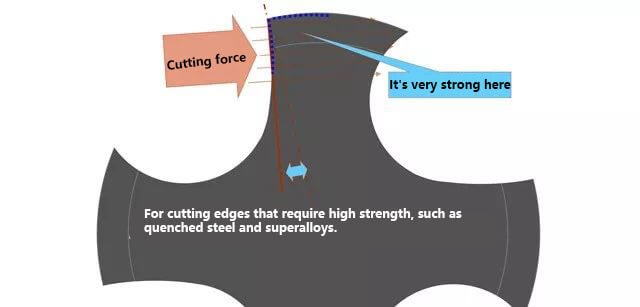
② Selecione corretamente a torneira com ângulo de gancho pequeno ou negativo
2) Torneira de corte
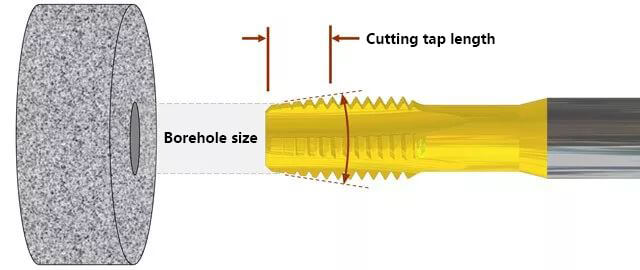
A vida útil de um macho pode ser significativamente ampliada com cada dente adicional de corte do macho. Testes demonstraram que a vida útil da ferramenta pode dobrar a cada metade da rosca do dente de corte.
Diferentemente de outras ferramentas, a carga de cavacos de um macho só pode ser alterada pelo número de ranhuras de remoção de cavacos e pelo comprimento do macho de corte.
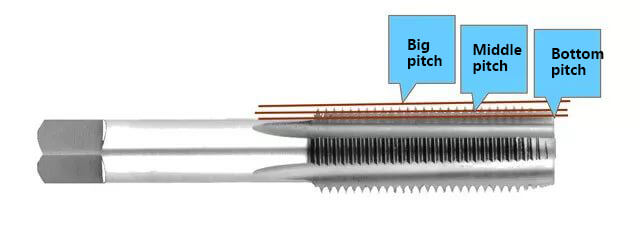
3) Torneira invertida:
Semelhante a todas as outras ferramentas, a torneira também é ligeiramente invertida.
4) Rosqueie a pá para trás
As vantagens de usar uma pá de rosca incluem menos acúmulo de calor no macho e menos acúmulo de plástico na parte de trás da peça de trabalho, o que pode ajudar a reduzir o acúmulo de cavacos na rosca.
As desvantagens do uso de uma pá de rosca incluem o fato de a borda de corte se tornar frágil e propensa a desmoronar, a rigidez insuficiente do eixo principal e a falta de capacidade de carga. fixação (incluindo um cabo de ferramenta flutuante) e a possibilidade de pequenos cavacos serem incorporados durante a rotação reversa, levando ao colapso da borda de corte.
5) Tolerância da torneira
Cada torneira tem seu próprio diâmetro de passo exclusivo.
Os machos marcados com tolerância H ou D (principalmente os machos americanos) indicam o tamanho da rosca do macho por meio da tolerância H/D. A letra indica se o tamanho do macho é maior (H = imperial, D = métrico) ou menor (L = imperial, DU = métrico) que o diâmetro básico do passo. O tamanho real do macho é expresso em relação ao diâmetro básico do passo, como H2, D3, L1 ou DU2.
Os machos também costumam ser marcados com um grau de rosca. Por exemplo, uma série geral de machos HP indica que o macho tem o tamanho correto para o grau de encaixe da peça. Um macho de grau 3B é adequado para uma peça de grau 2B, e um macho marcado com um grau "X" indica que ele tem uma grande tolerância e é usado para machos de precisão, peças galvanizadas ou tratadas termicamente ou materiais com memória quase elástica.
Para roscas de rosca galvanizadas, é necessário selecionar um macho com um grau de tolerância maior para roscas internas. Um diâmetro de passo maior resultará em um tamanho de rosca ligeiramente maior, e o aumento após a galvanoplastia fará com que o tamanho da rosca volte ao valor especificado.
Tratamento de corte da torneira
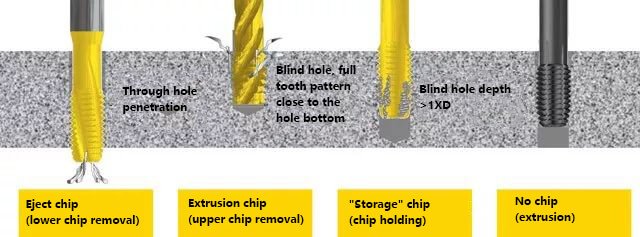
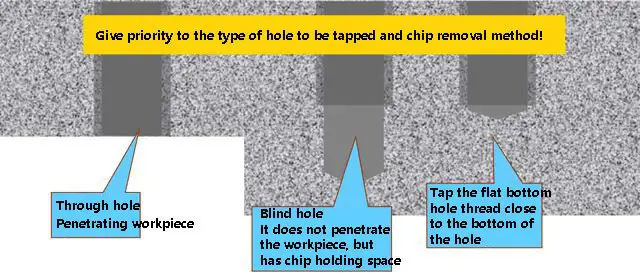
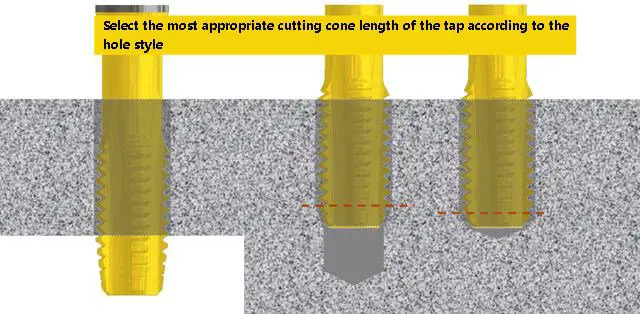
1) Tipo de furo e manuseio de cavacos
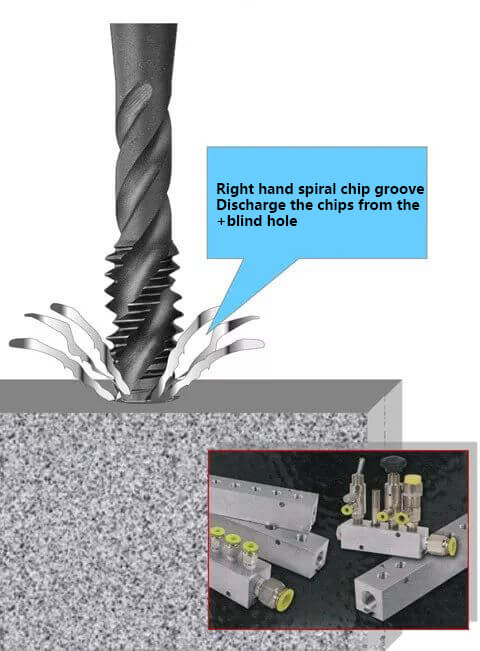
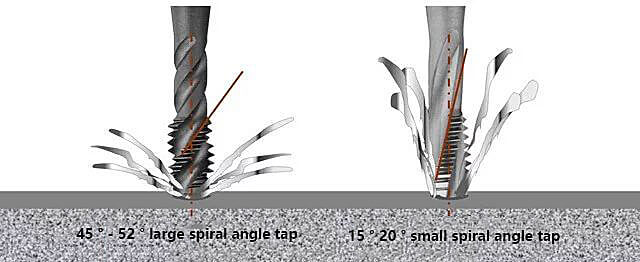
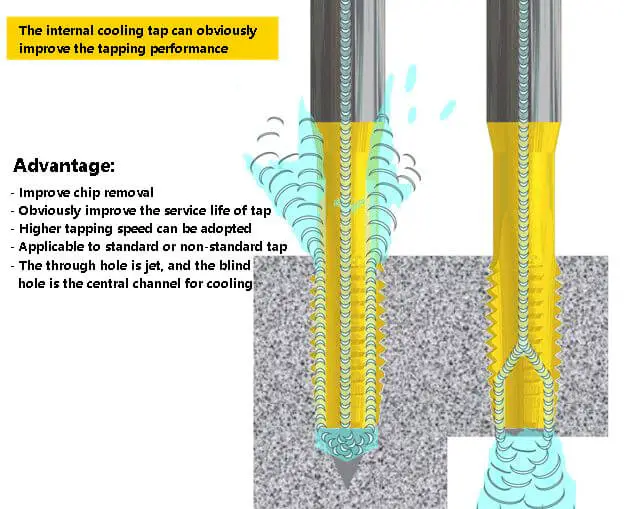
2) Corte por extrusão, remoção de cavacos em espiral e torneira de fenda:
O macho de fenda para remoção de cavacos em espiral é mais adequado para o processamento de furos cegos e profundos. Recomenda-se o uso de materiais que produzam cavacos pegajosos, o que o torna ideal para cortes intermitentes.
O núcleo cônico do macho de fenda para remoção de cavacos em espiral é muito fino, o que o torna a parte mais vulnerável do projeto do macho. Para evitar quebras, a velocidade deve ser de 30% a 40% menor em comparação com a de um macho de fenda de remoção de cavacos reto.
3) Retirar o corte
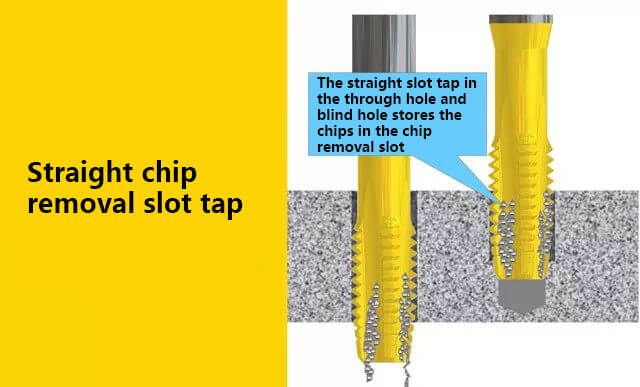
4) Torneira de ranhura reta para remoção de cavacos:
Para materiais propensos a quebrar cavacos, como latão, ferro fundido ou aço endurecido, recomenda-se usar um macho com alta resistência. Geralmente, é necessário refrigerante ou gás para remover os cavacos da ranhura de remoção de cavacos.
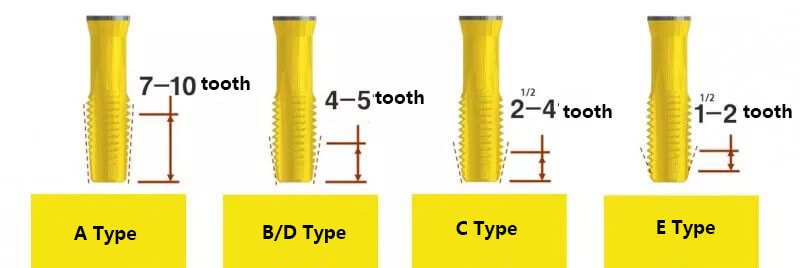
Os machos podem ser fornecidos em uma variedade de formas de corte, incluindo:
Cone (Forma A) "A" - rosca inicial
Plugue (Formas B e D) "B/D" - torneira do meio
(Forma C) "C" - fundo semiplano ou fundo plano modificado
(Formulário E) "E" - fundo plano
5) Torneira de extrusão:
Sua característica de processamento é que não há chip no furo passante ou no furo cego.
6) Comparação entre o macho de corte e o macho de extrusão
7) Influência do tamanho do furo inferior na rosca de extrusão
② Maior vida útil do macho: Oferece alta resistência ao desgaste, reduz o atrito e o consumo de energia, reduz o colapso e a quebra da lâmina e aumenta ligeiramente a dureza da superfície.
③ Melhora a qualidade da superfície e a precisão dimensional dos furos dos parafusos: Mantém uma borda de corte afiada com um efeito lubrificante, reduz a carga e os arranhões e minimiza o acúmulo de cavacos.
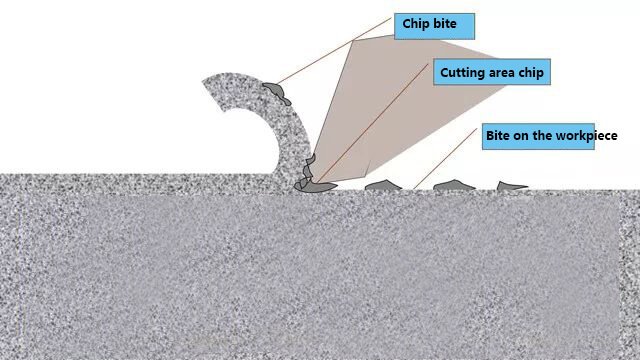
2) O que é um tumor em chip?
O material da peça de trabalho é soldado ou mordido na borda do cavaco.
No início do corte, um acúmulo de cavacos se forma e cresce durante todo o processo de corte.
Quando o acúmulo de cavacos se torna grave, a pressão de corte faz com que eles se quebrem e os fragmentos sejam incorporados à peça de trabalho, levando a um acabamento ruim e a desvios do tamanho desejado.
Quando o acúmulo de cavacos se fragmenta, as partículas do material da ferramenta se quebram, levando ao desgaste da ferramenta.
3) Tratamento de superfície tradicional
Tratamento de oxidação:
Aumento da velocidade de corte em 5% - 10%
Oxidação controlada (ferrugem!)
Preto
A porosidade da oxidação mantém o fluido de corte na superfície da ferramenta
Aplicável a materiais ferrosos (à base de ferro), não aplicável a titânio, latão, alumínio, materiais compostos, cobre, zinco ou plásticos
Tecnologia patenteada de revestimento multicamadas
Superfície lisa
O melhor revestimento abrangente de alto desempenho
É usado com eficácia em materiais ferrosos e não ferrosos, incluindo liga de alumínio e liga de titânio
A velocidade de corte aumentou em mais de 50%
A chave para o sucesso do tapping
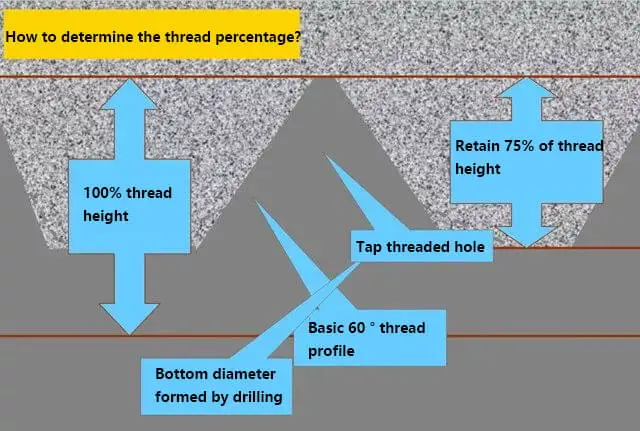
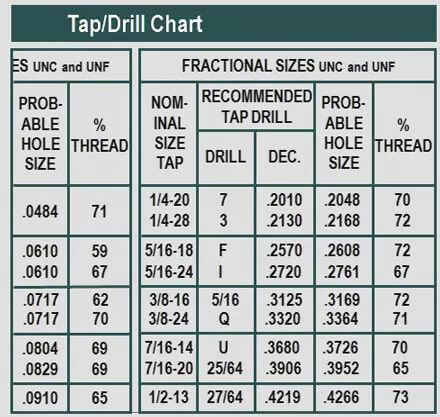
1) Determinar a porcentagem de rosca
O tamanho do orifício perfurado determina a porcentagem do diâmetro inferior da rosca e a altura da rosca.
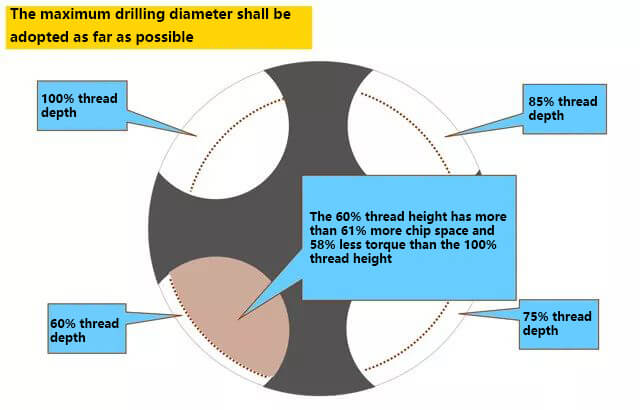
Quanto maior for o diâmetro da broca utilizado, menor será a proporção da altura da rosca obtida.
2) Seleção do tamanho do furo inferior
Normalmente, é preferível uma relação de altura de rosca de 65% a 70%.
Embora a resistência da rosca de 83% de altura seja apenas 2% maior do que a de 65% de altura, o torque de rosqueamento é mais do que o dobro.
3) Perguntas frequentes
① Causas do corte da tampa da torneira
Rosqueamento manual: a alimentação manual não é coordenada e a alimentação é muito rápida ou muito lenta.
Rosqueamento da máquina: o ciclo de rosqueamento assíncrono não está programado corretamente.
Máquina-ferramenta de parafuso de avanço: Folga causada por um parafuso de avanço desgastado ou por uma porca de ajuste do parafuso de avanço solta.
Máquina de alimentação de came: Perfil do came incorreto ou desgastado.
Máquinas-ferramentas pneumáticas ou hidráulicas: Pressão incontrolável, muito alta ou muito baixa.
Máquina de alimentação por engrenagem: Folga causada por ajuste ou desgaste inadequado da engrenagem.
② Resolver o problema de corte da tampa da torneira
Para obter roscas mais precisas, a taxa de avanço deve ser sincronizada com a velocidade do fuso.
A taxa de avanço e a rotação do fuso devem corresponder ao passo da rosca.
6) Vantagens do rosqueamento síncrono da máquina-ferramenta CNC:
O controle da profundidade da rosca, o tamanho consistente de furo a furo, a eliminação do corte no teto e o recapeamento quando necessário são fatores importantes no rosqueamento.
Pergunta: Se um Máquina CNC programado com o ciclo de rosqueamento G84 é operado manualmente, isso significa que o rosqueamento rígido pode ser realizado?
Resposta: Não! Muitos Máquinas-ferramentas CNC têm um programa de rosqueamento fixo com uma taxa de avanço na forma de perfuração. Esses programas não podem ser sincronizados com o fuso.
Cuidado! Os dados da máquina-ferramenta devem indicar se a máquina-ferramenta tem recursos de rosqueamento "síncrono" ou "rígido".
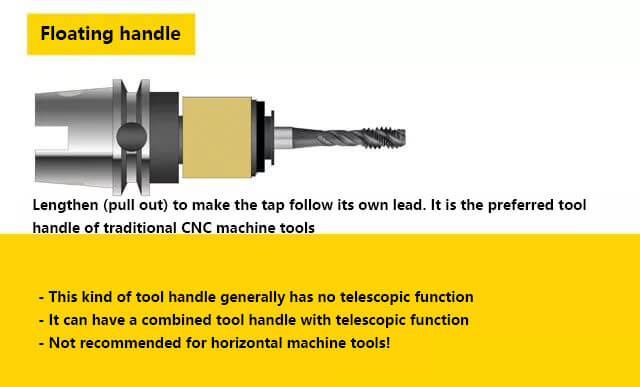
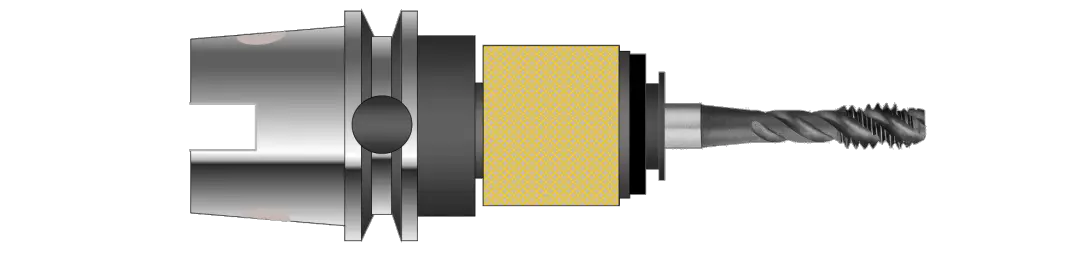
7) Seleção do cabo da ferramenta
Para escutas assíncronas:
Máquina-ferramenta CNC com um ciclo de rosqueamento fixo
Mecanismo de alimentação por came, engrenagem, pneumático ou hidráulico
Para rosqueamento síncrono:
Em casos de roscas de tamanho grande ou pequeno
8) Manutenção do cabo da ferramenta
A manutenção adequada do porta-ferramentas é fundamental para produzir roscas de alta qualidade e prolongar a vida útil dos machos.
O mecanismo interno deve ser mantido livre de lascas e detritos.
Lubrifique regularmente para garantir o movimento suave dos componentes e evitar ferrugem.
Verifique com frequência o cabo da ferramenta, especialmente ao usar refrigerantes solúveis em água.
Solução de problemas
1) Rosca excessiva
Ajuste de NC de rosca
Ao rosquear com máquinas-ferramenta CNC sem um ciclo de rosqueamento rígido:
Programe a taxa de alimentação para 95% a 98% do curso reverso do macho.
Use somente cabos de ferramentas estendidos ou cabos de ferramentas telescópicos com trava de compressão.
Ao rosquear em máquinas-ferramenta CNC com um ciclo de rosqueamento rígido:
O cabo da torneira é programado para uma taxa de alimentação de 100%.
Use uma haste integral ou uma haste síncrona.
Se a extremidade do medidor de rosca for ultrapassada durante o enchimento:
Reprograme e siga o procedimento "não rígido".
Considere o uso de conexões de troca rápida para minimizar a "flutuação".
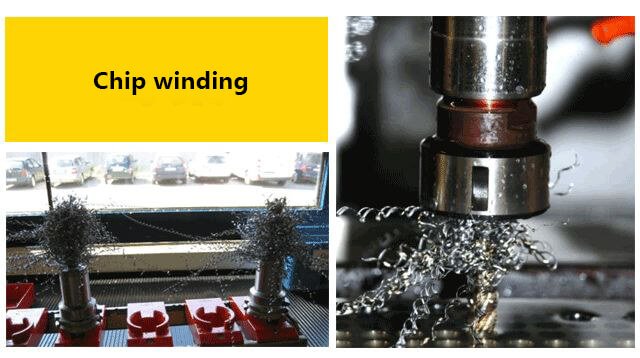
2) Enrolamento do chip
Alterar o formulário de toque
→ ranhura reta
→ ângulo de hélice menor
Encurtar o macho de corte
Alterar o formato do canto frontal
Aumentar o número de slots
Alterar a velocidade
Gancho menor
Em caso de batida rígida, aumente o ciclo de bicadas
Considere a torneira de extrusão
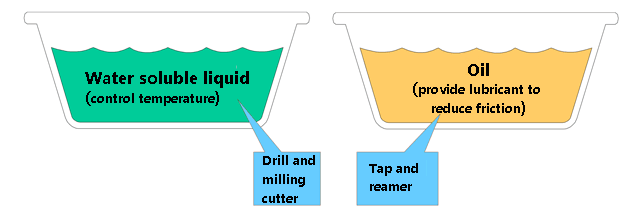
3) Seleção de lubrificação
O objetivo da lubrificação no rosqueamento é reduzir o atrito.
Portanto, os lubrificantes são geralmente usados para rosqueamento, não os refrigerantes.
Se for usado um líquido de arrefecimento, adicione aditivos EP (ultra-alta pressão) ou HP (alta pressão).
O macho tem uma taxa de alimentação grande e fixa que é controlada pelo passo do macho, enquanto o perfuração A alimentação pode ser ajustada para controlar a carga.
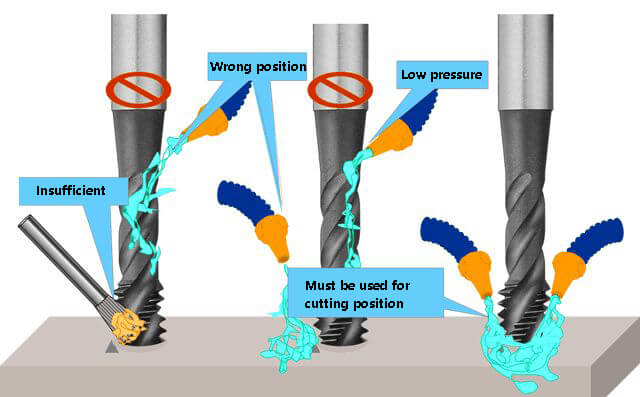
4) Aplicação do líquido de arrefecimento
Base de seleção de torneiras
Antes de selecionar uma torneira, é preciso entender:
Tipo de furo, furo passante, furo cego ou furo profundo
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Imagine desbloquear a precisão das máquinas-ferramentas com uma simples superfície de vidro. As balanças de grade linear fazem exatamente isso, transformando linhas finas em medições altamente precisas. Este artigo explora como essas...
Você já se perguntou como as bordas afiadas das peças de metal são suavizadas? Esse processo, conhecido como chanfro, transforma cantos perigosos e irregulares em superfícies angulares mais seguras. Neste artigo, você verá...
Você já se perguntou quais são as melhores marcas de rolamentos do mundo? Nesta postagem do blog, exploraremos os principais fabricantes de rolamentos conhecidos por sua excepcional qualidade, inovação e...
Você já se perguntou quem alimenta o mundo nos bastidores? Nesta postagem do blog, vamos nos aprofundar nos principais fabricantes de geradores que mantêm as luzes acesas...
Você é um aspirante a engenheiro mecânico e quer se destacar em sua área? Nesta postagem do blog, exploraremos os 10 principais softwares de projeto de engenharia mecânica que você deve conhecer e que podem...
Você já se perguntou como é garantida a integridade das porcas e parafusos soldados em seu carro? Este artigo revela o processo meticuloso de verificações e inspeções de qualidade que mantêm seu veículo...
Você já se perguntou o que mantém um motor elétrico funcionando sem problemas e sem superaquecimento? Compreender as temperaturas seguras de operação dos motores é fundamental para sua longevidade e desempenho. Neste artigo,...
Você já se perguntou sobre o fascinante mundo da fundição? Esse processo de fabricação antigo, mas em constante evolução, molda nossa vida diária de inúmeras maneiras. Nesta postagem do blog, vamos explorar o...
Você já se perguntou como as engrenagens de seu carro ou avião funcionam tão bem? Este artigo revela os principais fabricantes de engrenagens que estão moldando o futuro da engenharia mecânica. Você aprenderá...