Distorção de dentes na cementação e têmpera de engrenagens: prevenção e soluções
Vamos direto ao ponto e à pergunta: A Figura 1 mostra a engrenagem paralela de um modelo de megawatt de uma empresa. A engrenagem é feita de aço 18CrNiMo7-6 e requer cementação e têmpera. O módulo do dente da engrenagem é de 10 mm. Com um diâmetro externo de 1680 mm, uma largura de dente de 180 mm e um [...]
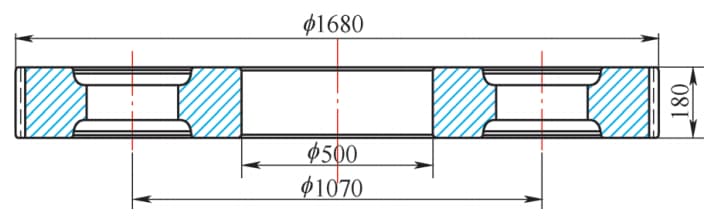
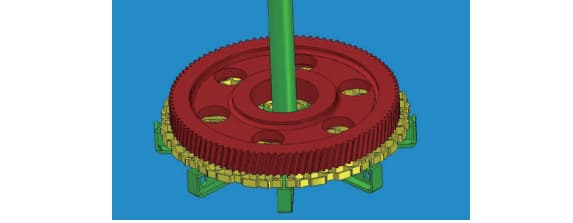
A Figura 1 mostra a engrenagem paralela de um modelo de megawatt de uma empresa. A engrenagem é feita de aço 18CrNiMo7-6 e requer cementação e têmpera. O módulo do dente da engrenagem é de 10 mm.
Com um diâmetro externo de 1.680 mm, uma largura de dente de 180 mm e um diâmetro de furo interno de 500 mm, a engrenagem foi projetada com uma trama fina.
Consulte a Tabela 1 para obter as especificações técnicas do processo de tratamento térmico.
Fig. 1 Dimensão geral da engrenagem
Tabela 1 Requisitos técnicos para o tratamento térmico do 18CrNiMo7-6 Engrenagem de aço
O fluxo do processo de processamento de engrenagens é forjamento → normalização → torneamento bruto → fresagem → chanfro → cementação e têmpera → injeção descascamento → torneamento de semiacabamento → torneamento de acabamento → rasgo de chaveta → montagem → perfuração → retificação de engrenagens → armazenamento.
Durante o processo de produção experimental, a engrenagem foi submetida a cementação, têmpera de alta temperatura, têmpera, têmpera de baixa temperatura e shot peening. Entretanto, durante a etapa de retificação da engrenagem, descobriu-se que ela apresentava uma distorção significativa.
Além disso, após o teste de retificação, verificou-se que a normalidade da peça estava abaixo do valor exigido.
Além disso, havia marcas de esmerilhamento perceptíveis na raiz da engrenagem, o que levou à decisão de descartar a peça.
2. Processo de produção experimental e análise do mecanismo de deformação
No início da fase de produção experimental, foi determinado que as peças com o número de série H1 seriam usadas para a produção experimental com base nas condições reais do local. Isso se deveu ao fato de que a engrenagem tinha uma relação diâmetro/largura de 9,3, a placa da banda era fina, os furos de redução de peso eram grandes e as peças eram propensas à deformação por empenamento.
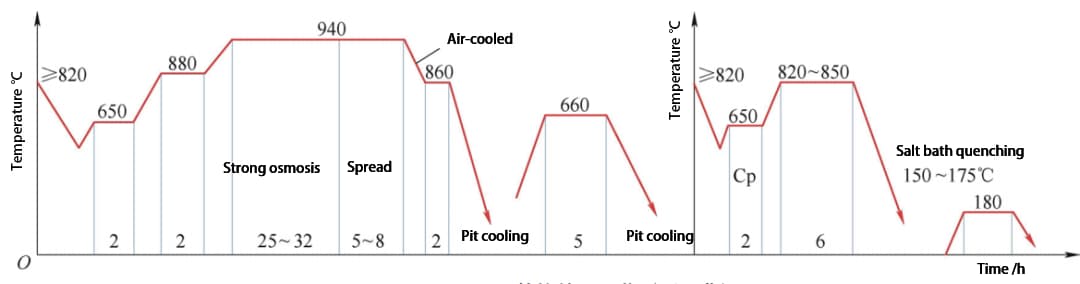
O processo de tratamento térmico para a produção experimental está ilustrado na Figura 2. O processo utilizado foi "cementação - alta recuperação - têmpera - baixa recuperação". A temperatura foi elevada usando um método de aquecimento em etapas e a têmpera foi realizada usando um método de banho de sal.
Fig. 2 Processo de tratamento térmico de peças H1 (processo original)
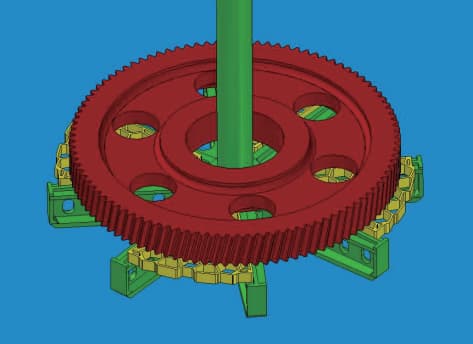
As peças são instaladas de forma plana usando o ferramental de um forno de cementação do tipo poço com 2 metros de profundidade. Para facilitar a operação, foi selecionada uma ferramenta de chassi com 8 intervalos e 4 placas de favo de mel em forma de leque foram posicionadas em intervalos, conforme ilustrado na Figura 3.
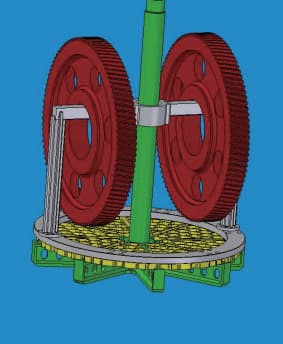
Após a têmpera de alta temperatura, o método de carga de resfriamento foi alterado para suspensão, com a posição de suspensão sendo o orifício interno da peça, conforme mostrado na Figura 4.
Fig. 3 Peças H1 Carburização Carregamento
Fig. 4 Peças H1 Resfriamento Carregamento
Depois de passarem por tratamento térmico, as peças foram submetidas a testes de seus indicadores físicos e químicos, que atenderam às qualificações.
Durante o processo de retificação da engrenagem, foi relatado que havia uma distorção significativa nos dentes.
A média normal das peças após o teste de retificação foi de 604,74 mm, o que está abaixo do limite inferior exigido de 605,014 mm.
Devido à presença de degraus de retificação em algumas raízes de engrenagens, essas peças foram consideradas sucata.
Para identificar a causa da deformação nas peças, os dados de alinhamento da peça H1 durante a retificação da engrenagem foram coletados e analisados.
1)Reveja o relatório de tolerância de alinhamento da engrenagem de retificação para a seção do dente. Certifique-se de que vários perfis de dentes se cruzem corretamente na direção do dente e que a direção geral do dente não esteja significativamente distorcida.
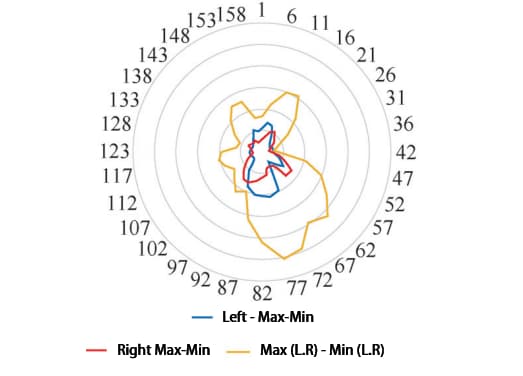
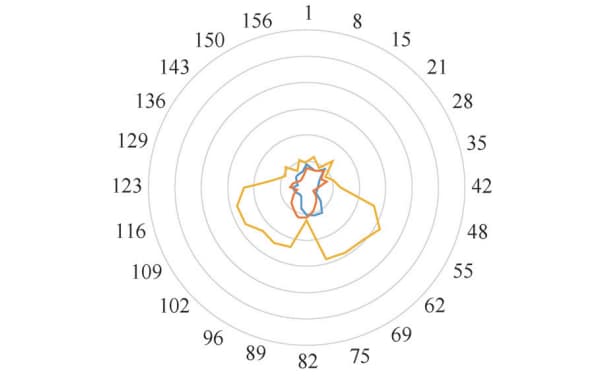
2)Compare os pontos altos e baixos do alinhamento do dente de retificação nas superfícies esquerda e direita do dente. Apresente os resultados usando um gráfico de radar, conforme ilustrado na Figura 5.
A análise revela que a maior quantidade de distorção ocorre nas posições 57 a 82 do dente, enquanto a deformação em outras posições está dentro dos limites aceitáveis.
Fig. 5 Deformação das superfícies dentárias esquerda e direita da peça H1
3)Ao comparar a distribuição da margem de retificação das superfícies dos dentes esquerdo e direito, não foi encontrada nenhuma excentricidade significativa durante a retificação da engrenagem. Os requisitos para o torneamento do furo interno e do ponto de referência da face final foram atendidos.
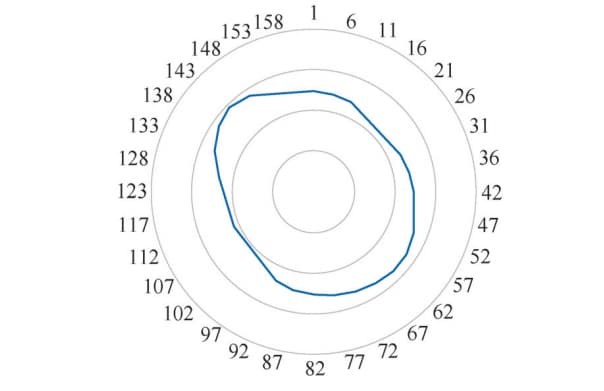
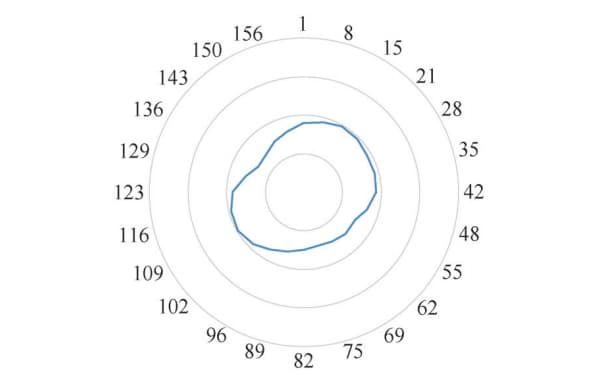
(4) Foi feita a média dos dados de alinhamento do dente de retificação das superfícies esquerda e direita do dente, conforme mostrado na Fig. 6. A análise revelou uma forma elíptica evidente no círculo de passo da peça, com uma tendência em forma de pera e uma quantidade elíptica de aproximadamente 0,18 mm.
Fig. 6 Desgaste médio das superfícies dentárias esquerda e direita das peças H1
Com base na análise dos dados de retificação e centralização das peças H1, atualmente é impossível determinar se a deformação do dente das peças se deve ao empenamento da face final ou à distorção do dente.
As peças exibem uma tendência elíptica e têm um perfil em forma de pera.
Embora não seja possível determinar se uma posição específica está relacionada à suspensão, pode-se inferir, a partir da suspensão de ponto único, que a posição do cabo da pera (próximo ao 148º dente) é onde o ferramental entra em contato e onde a protuberância é maior.
A posição da deformação máxima das superfícies dentárias esquerda e direita não segue um padrão significativo, mas a tendência de deformação é a maior perto da cauda elíptica em forma de pera (ou seja, a parte inferior da suspensão).
Com base na análise acima, as principais causas da deformação da peça de trabalho são:
1)A distribuição aleatória da deformação do dente nas peças está relacionada ao processo de cementação, incluindo fatores como taxa de aquecimento, temperatura de cementação e outros.
2)Durante a cementação, apenas quatro discos alveolares são colocados em intervalos. A fluência pode ocorrer durante a cementação, resultando em deformação por empenamento da face da extremidade, o que pode fazer com que a direção do dente se cruze.
3)Durante a têmpera por suspensão, pode ocorrer fluência durante o aquecimento da têmpera, causando deformação que se manifesta principalmente como uma elipse causada pela suspensão durante a têmpera.
4)Quando as peças são temperadas em um banho de sal, a primeira posição de contato apresenta uma tendência maior à deformação. Essa posição entra em contato com o banho de sal primeiro e está mais próxima do agitador inferior, resultando em uma velocidade de fluxo relativa mais rápida do fluido.
3. Melhoria do processo
Com base na análise da peça H1, não foi possível identificar o principal fator que causou a deformação da peça.
Como primeiro passo para a melhoria, o processo de tratamento térmico foi modificado. A deformação da engrenagem após a cementação foi monitorada para determinar se havia ocorrido uma deformação significativa no tratamento térmico durante o estágio de cementação.
O número de série da peça de teste é H2, e o método de carga de cementação é o mesmo usado para H1.
3.1 Aprimoramento do processo de cementação
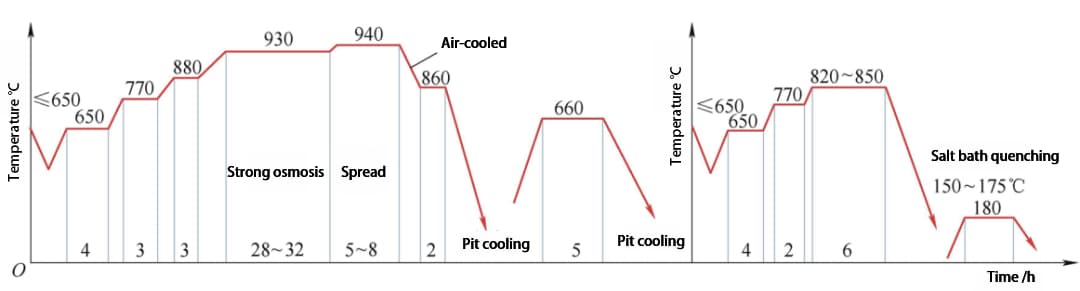
Para minimizar o estresse térmico e a distorção causados durante a carburação, o processo foi atualizado conforme ilustrado na Fig. 7. A nova abordagem envolve a redução da temperatura inicial das peças quando elas entram no forno, estendendo o período isotérmico a 650℃ e 880℃, expandindo a faixa isotérmica a 770℃ e diminuindo a temperatura de cementação na seção altamente cementada.
Fig. 7 Processo de tratamento térmico de peças H2 (processo aprimorado)
3.2 Aprimoramento do carregamento de cementação
Para analisar o empenamento da face da extremidade da engrenagem durante a carburação e seu impacto no perfil do dente para o alinhamento subsequente da retificação da engrenagem, as peças H2 replicaram o método de carregamento das engrenagens H1 na produção inicial. Eles marcaram a face da extremidade após a têmpera em alta temperatura e pré-tornearam o ponto de referência da face da extremidade antes de retificar o alinhamento da engrenagem na máquina de retificação de engrenagens.
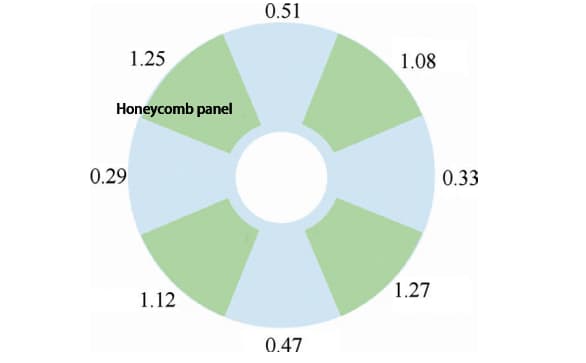
No entanto, durante o torneamento de referência, eles descobriram um desvio significativo na face da extremidade, conforme mostrado na Fig. 8. Todas as posições suportadas pelo painel honeycomb apresentaram pontos altos, enquanto as posições sem preenchimento apresentaram pontos baixos. A diferença entre os pontos altos era de aproximadamente 0,2 mm, e a diferença entre os pontos baixos era de cerca de 0,25 mm.
Fig. 8 Deslocamento circular axial das peças H2 após a cementação
Os dados de alinhamento dos dentes da engrenagem indicam que a direção do dente da peça se cruzou significativamente, mas não há elipses visíveis. A diferença máxima entre os pontos alto e baixo nas superfícies dos dentes esquerdo e direito ocorre onde a placa alveolar não está acolchoada.
Uma exploração mais aprofundada do modo de carregamento de cementação para peças H2 revelou que o desvio circular axial excessivo causado pela fluência durante a cementação é um fator importante que contribui para a deformação da peça. Para minimizar o desvio circular axial da engrenagem após a cementação, o número de placas de favo de mel de suporte inferior foi aumentado de 4 para 8, conforme mostrado na Fig. 9.
Essa modificação permitiu o controle do desvio circular axial das peças após a cementação e a têmpera para menos de 0,52 mm.
Fig. 9 Carga de cementação após o aprimoramento
3.3 Aprimoramento da carga de resfriamento
Em resumo, a rápida velocidade de resfriamento em aproximadamente 1/4 da parte inferior da engrenagem é um dos fatores que contribuem para a deformação da engrenagem. Portanto, o processo de resfriamento precisa ser ajustado. Para o teste, foram usadas peças H2 cementadas, e uma ferramenta de amortecimento de malha foi adicionada à bandeja inferior para reduzir a velocidade relativa do fluxo de fluido na extremidade inferior da engrenagem durante a têmpera.
Para verificar se os indicadores físicos e químicos relevantes foram afetados, amostras em forma de dente com a mesma especificação foram levadas ao forno. A Tabela 2 mostra os resultados do teste para a amostra em forma de dente transportada com o forno após a têmpera, que foram aceitáveis.
Em comparação com H1, a deformação das peças H2 após a têmpera foi reduzida até certo ponto, e o normal comum das peças após a retificação da engrenagem foi 0,03 mm menor do que o limite inferior do valor padrão. Portanto, as peças podem ser usadas com algumas concessões.
Tabela 2 Resultados do tratamento térmico das peças H2
Durante a produção de peças com os números de série H3 e H4, são usados o processo de cementação mostrado na Fig. 8 e o método de carregamento plano de placas alveolares totalmente colocadas na parte inferior durante a cementação (conforme mostrado na Fig. 9). Além disso, durante o carregamento de resfriamento suspenso, o ferramental de amortecimento de malha é adicionado ao chassi para melhorar a deformação das peças após a cementação e o resfriamento.
As Figuras 10 e 11 mostram o gráfico de radar dos dados de alinhamento do dente de esmerilhamento das peças H3, com a posição do dente nº 109 sendo a posição do fulcro quando pendurado. Pode-se observar na figura que a elipse é basicamente consistente com as peças H1. Além disso, a deformação geral e a deformação da primeira área de contato com o nível do líquido durante a têmpera são significativamente reduzidas.
Fig. 10 Superfícies dentárias esquerda e direita das peças H3 deformadas
Fig. 11 Desgaste médio das superfícies dos dentes esquerdo e direito das peças H3
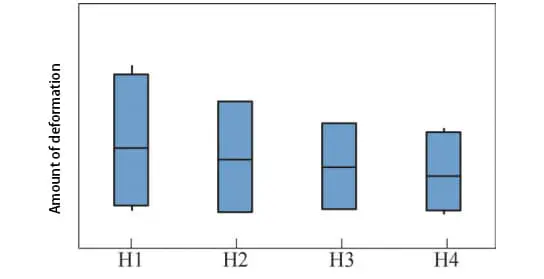
A Tabela 3 e a Fig. 12 mostram o resumo da deformação das peças após o tratamento térmico com diferentes processos de cementação e métodos de carregamento.
A comparação mostra que a distorção do dente da peça é reduzida em cerca de 40% após a adoção do processo de cementação aprimorado, da cementação otimizada e do modo de carga de têmpera.
Tabela 3 Influência de diferentes processos de carregamento e tratamento térmico na deformação da engrenagem
Número da peça
H1
H2
H3
H4
Carregamento de carburação
4 painéis alveolares de montagem plana
8 painéis alveolares de montagem plana
Carga de resfriamento
Suspensão e colocação de ferramentas não amortecidas
Fig. 12 Diagrama de caixa e linha de diferentes métodos de carregamento e deformação do processo de tratamento térmico
3.5 Produção em massa
Com base na experiência adquirida durante o estágio de protótipo, o ferramental para têmpera e suspensão foi otimizado novamente, passando do suporte original de ponto único para um sistema de suporte de dois pontos. Além disso, a elipse da peça foi reduzida da faixa original de 0,14-0,18 mm para 0,05-0,10 mm.
Com relação ao ajuste para processamento a frio e a quente, o normal comum da peça encolhe aproximadamente 0,25 mm após a cementação e a têmpera. Portanto, uma tolerância normal comum de 0,25 mm deve ser compensada antes do tratamento térmico.
Como resultado dessas melhorias, todas as 30 engrenagens produzidas em um pequeno lote agora são qualificadas.
4. Conclusão
1) Para engrenagens planas, é importante garantir que todos os pontos da face da extremidade sejam apoiados uniformemente durante a cementação. Para reduzir a deformação de empenamento da face da extremidade causada pela fluência durante a cementação horizontal, o espaçamento dos quatro discos alveolares originais pode ser alterado para a colocação completa de oito placas alveolares.
2)O ferramental suspenso é utilizado para resfriamento. Ao adicionar uma ferramenta de amortecimento de malha na parte inferior da bandeja de resfriamento, a taxa de fluxo relativa do resfriamento meio de resfriamento e as peças são reduzidas. Isso resulta em uma redução significativa da deformação dos dentes na área inferior do ferramental suspenso.
3) Para reduzir a tensão e a fluência em alta temperatura durante o tratamento térmico de engrenagens planas, a temperatura de cementação pode ser reduzida, a etapa de aumento de temperatura pode ser aumentada, o tempo isotérmico pode ser estendido e a temperatura de cementação pode ser reduzida.
4)Ao melhorar a carga e o processo de tratamento térmico, a deformação de deformação da face da extremidade da engrenagem foi reduzida de 1,06 mm para 0,52 mm. O desvio do círculo de passo foi reduzido de 0,18 mm para 0,1 mm e a distorção do dente foi reduzida em aproximadamente 40%. Essas melhorias resultaram em uma taxa de qualificação de 100% para produção de pequenos lotes.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Imagine investir tempo e recursos na fabricação de anéis de engrenagem de precisão e vê-los distorcidos após o tratamento térmico. Por que isso acontece e como pode ser controlado? Este artigo...
Que tipo de perguntas podem ajudá-lo a vencer uma entrevista de engenharia mecânica? Este artigo aborda as 20 principais perguntas que testam vários aspectos da engenharia mecânica, desde sistemas de transmissão...
As engrenagens são os heróis desconhecidos do mundo da mecânica, trabalhando silenciosamente nos bastidores para manter as máquinas funcionando sem problemas. Mas você já se perguntou quais são os materiais desses componentes essenciais...
As rachaduras durante a retificação de engrenagens podem ser um problema caro, mas entender suas causas e soluções pode economizar tempo e dinheiro. Este artigo explora o motivo pelo qual essas rachaduras ocorrem, como...
Imagine que o motor do seu carro pare de funcionar repentinamente, deixando-o sem saída. O culpado? Uma caixa de câmbio com defeito. Este guia abrangente sobre a operação da caixa de câmbio explora tudo, desde a instalação e as precauções de segurança até a manutenção...
Você já pensou em como as engrenagens suportam pressões intensas sem se desgastar rapidamente? O endurecimento da superfície é a chave! Esse processo envolve métodos como a têmpera por chama e por indução para criar uma...
Por que algumas engrenagens falham apesar das técnicas avançadas de nitretação a gás? Este artigo analisa as etapas críticas e as armadilhas comuns no processo de nitretação a gás para engrenagens, desde a importância...
Você já se perguntou como os objetos do cotidiano são meticulosamente fabricados em metal? Este artigo revela 444 conceitos essenciais da fabricação mecânica, desde técnicas de rebitagem até as nuances das máquinas de solda....