I. O que é chanfro?
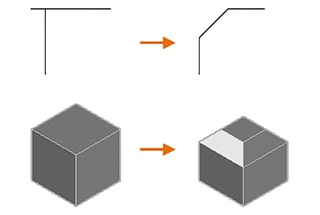
O chanfro é um processo de fabricação de metal de precisão que envolve a criação de uma superfície angular ou chanfrada na borda ou no canto de uma peça de trabalho. Essa técnica é amplamente utilizada na fabricação para modificar a transição entre duas superfícies, normalmente em um ângulo de 45 graus, embora outros ângulos possam ser empregados com base em requisitos específicos de projeto.
Em essência, o chanfro implica a remoção de material para transformar bordas afiadas em planos angulares ou perfis arredondados. O chanfro resultante pode assumir várias formas, inclusive:
- C-face (quadrado): Uma superfície plana e angulada que cria um chanfro simétrico.
- R-face (redondo): Uma transição curva que mescla suavemente duas superfícies.
- Saliências em forma de R: Projeções arredondadas que se estendem da peça de trabalho.
O processo de chanfro tem várias finalidades na fabricação de metais:
- Aumenta a segurança ao eliminar bordas afiadas que podem causar ferimentos
- Melhorar a montagem e o ajuste das peças, facilitando a inserção
- Redução da concentração de tensão nos cantos, melhorando assim a integridade estrutural
- Preparação de bordas para soldagem ou outros processos de união
- Atingir requisitos específicos de design estético ou funcional
Os chanfros podem ser produzidos por meio de vários métodos de fabricação, incluindo usinagem, retificação, limagem ou ferramentas especializadas de chanfro, dependendo do material, dos requisitos de precisão e do volume de produção.
II. Tipos de chanfro
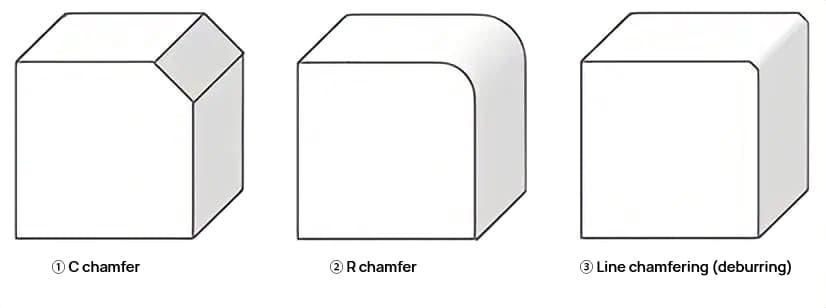
- C Chanfro
C O chanfro refere-se ao processamento de uma superfície angular específica no canto de um material. O termo chanfro geralmente se refere ao chanfro tipo C.
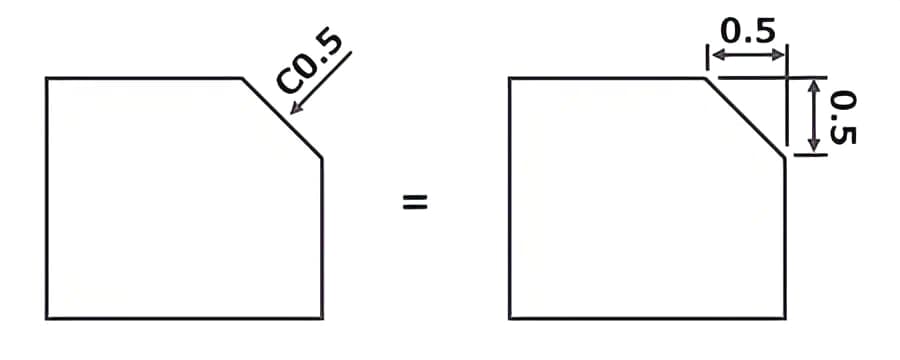
Nos desenhos, ela é marcada como ←C0,5 na posição da borda, ou "face não especificada C0,5", etc.
Aqui, C0,5 refere-se a uma superfície inclinada de 0,5 mm usinada a 45° da borda. Observe que ele não se refere ao comprimento da inclinação.
- R Chanfro
O chanfro R refere-se ao processamento do canto de um material em forma de arco. No desenho, é especificado como "deve fazer chanfro R", etc.
O "chanfro R" às vezes também é chamado de "processamento R" ou "processamento redondo".
- Chanfro de linha (rebarbação)
O chanfro de linha refere-se ao processamento de uma superfície no canto de um material que é invisível a olho nu.
O chanfro de linha é geralmente considerado em torno de C0,2 a 0,3, mas, diferentemente do chanfro em C e do chanfro em R, não há normas claras sobre a forma e o tamanho do chanfro.
Nos desenhos, isso geralmente é marcado como "canto não especificado fazendo chanfro de linha" ou "cada borda deve estar livre de rebarbas".
III. Finalidade do chanfro
Aumento da segurança
O processamento mecânico geralmente resulta em cantos afiados e rebarbas nas bordas do material. Isso pode representar riscos significativos à segurança, podendo causar lacerações se manuseados sem a devida proteção. O chanfro elimina efetivamente esses riscos ao criar uma borda chanfrada, reduzindo substancialmente o risco de lesões durante os processos de manuseio e montagem.
Melhoria da qualidade
A presença de bordas afiadas ou rebarbas pode levar a vários problemas de qualidade. Quando os componentes interagem, essas imperfeições podem causar arranhões na superfície, comprometendo a estética e a funcionalidade. Além disso, as rebarbas soltas podem se soltar durante a operação, podendo causar contaminação ou falhas mecânicas em sistemas de precisão.
Durante as operações de corte e estampagem, as bordas das peças de trabalho frequentemente sofrem deformação plástica, resultando em empenamento ou distorção das bordas. Isso pode levar a tolerâncias de ajuste ruins ou danos aos componentes durante a montagem forçada. O chanfro reduz esses riscos ao criar um perfil de borda uniforme e controlado, garantindo melhor compatibilidade das peças e reduzindo a probabilidade de defeitos relacionados à montagem.
Aprimoramento do desempenho da montagem
As bordas chanfradas melhoram significativamente a eficiência e a precisão da montagem. Ao criar uma entrada cônica, os chanfros atuam como um guia, facilitando o encaixe mais suave dos componentes e reduzindo o risco de desalinhamento durante a montagem.
Em aplicações em que componentes cilíndricos são inseridos em furos, até mesmo pequenas discrepâncias entre o diâmetro interno do furo e o diâmetro externo do componente podem impedir uma inserção suave, especialmente se houver um leve desalinhamento ou desvio angular. O chanfro da entrada do furo e da extremidade do componente cria um efeito semelhante ao de um funil, permitindo um encaixe inicial mais fácil e a autocentralização durante a inserção. Essa tolerância ao desalinhamento dentro da faixa de chanfro aumenta muito a velocidade de montagem e reduz o risco de danos ao componente devido à inserção forçada.
IV. Métodos de processamento de chanfro
O chanfro pode ser feito de várias maneiras, como fresagem, torneamento, trabalho manual etc. Aqui, apresentamos o método de processamento de chanfro por meio de fresamento.
O fresamento é um processo que envolve pressionar uma fresa rotativa em uma peça de trabalho fixada em uma mesa deslizante.
Ao usar uma fresa de chanfro projetada de acordo com o formato da peça de trabalho, o chanfro pode ser facilmente obtido.
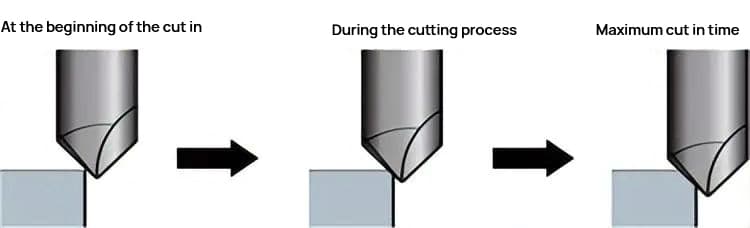
No caso do chanfro em C, o chanfro também pode ser realizado inclinando a ferramenta ou a peça de trabalho e usando uma fresa de topo plano geral.
Os pontos principais do processamento incluem os dois pontos a seguir.
- Deve-se levar em consideração o processamento sob as condições de profundidade máxima de corte.
- Se a quantidade de corte for grande, recomenda-se cortar em etapas.
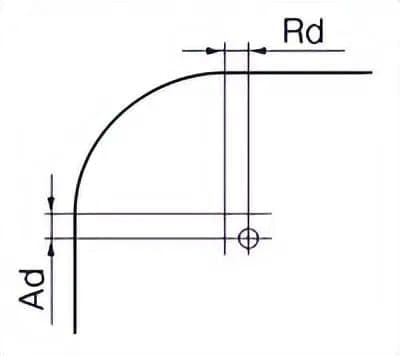
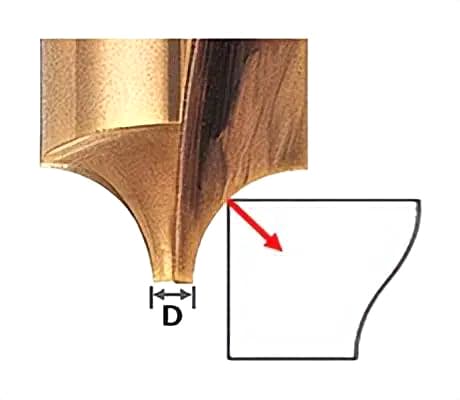
Para o chanfro R, consulte o seguinte.
Idealmente, a quantidade de corte nas direções Ad e Rd deve ser aproximadamente a mesma.
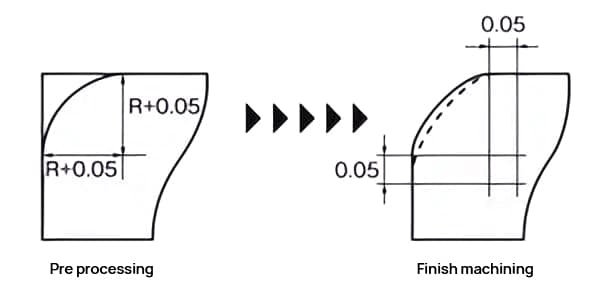
Diferentes profundidades de corte devem ser usadas para desbaste e acabamento.
- Desbaste: a profundidade de corte para Rd e Ad deve ser menor que 0,2D (D é o diâmetro da aresta de corte) de uma só vez. O processo deve ser concluído em várias etapas. Deixe uma margem de acabamento de 0,05 mm.
- Acabamento: a profundidade de corte para Rd e Ad deve ser de 0,05 mm.
V. Técnicas de chanfro
Torneamento Chanfro
O chanfro por torneamento usa um torno para criar chanfros precisos em peças cilíndricas. Essa técnica é particularmente útil para peças que precisam de chanfros precisos e simétricos em suas bordas.
Ferramentas e processos
- Máquina de torno: A principal ferramenta usada para chanfrar o torneamento.
- Ferramenta de chanfro: Uma ferramenta de corte especializada acoplada ao torno.
- Processo: A peça de trabalho gira em alta velocidade enquanto a ferramenta de chanfro é alimentada em um ângulo específico para criar o chanfro.
Fresamento Chanfro
O chanfro por fresagem usa fresadoras para criar chanfros em superfícies planas e irregulares.
Ferramentas e processos
- Fresadora: Essas máquinas podem ter fusos verticais ou horizontais.
- Fresa de chanfro: Uma fresa de topo projetada especificamente para chanfrar.
- Processo: A fresa de chanfro é posicionada no ângulo desejado e se move ao longo da borda para cortar o chanfro.
Retificação Chanfro
O chanfro de retificação é usado para o acabamento de bordas com alta precisão e suavidade, geralmente aplicado a materiais endurecidos.
Ferramentas e processos
- Máquina de moagem: Normalmente, usa uma esmerilhadeira de bancada ou uma esmerilhadeira angular.
- Rebolo de moagem: Selecionado de acordo com o material e o acabamento desejado.
- Processo: A borda da peça de trabalho é retificada no ângulo necessário para formar o chanfro.
Chanfro a laser
O chanframento a laser usa um feixe de laser focalizado para chanfros precisos com distorção térmica mínima.
Ferramentas e processos
- Cortador a laser: Equipamento de alta precisão que direciona um feixe de laser para a peça de trabalho.
- Processo: O feixe de laser segue a borda, derretendo e vaporizando o material para criar um chanfro limpo.
Chanfro por jato de água
O chanframento por jato de água usa água de alta pressão misturada com partículas abrasivas para cortar chanfros sem calor.
Ferramentas e processos
- Cortador a jato de água: Usa água sob alta pressão e materiais abrasivos.
- Processo: O jato de água segue a borda, corroendo o material para formar o chanfro.
Chanfro a plasma
O chanframento a plasma usa uma tocha de plasma para cortar chanfros em materiais condutores, ideal para metais espessos e de alta liga.
Ferramentas e processos
- Cortador a plasma: Usa um gás eletricamente condutor para produzir um arco de plasma.
- Processo: O arco de plasma é direcionado para a borda, derretendo e soprando o material para criar o chanfro.
Chanfro manual
O chanfro manual usa ferramentas manuais para trabalhos de pequena escala ou de precisão em que o chanfro por máquina não é prático.
Ferramentas e processos
- Ferramentas manuais: Inclui limas, planos de chanfro ou ferramentas de rebarbação.
- Processo: O artesão remove manualmente o material da borda no ângulo desejado.
Chanfro automatizado
O chanfro automatizado é usado em ambientes de produção de alto volume, integrando o chanfro aos processos de usinagem automatizados.
Ferramentas e processos
- Braços robóticos e máquinas CNC: Equipado com ferramentas de chanfro.
- Processo: O sistema segue caminhos programados para criar chanfros de forma consistente em várias peças.
Ao empregar essas várias técnicas de chanfro, os operadores podem selecionar o método mais adequado com base no material, na precisão desejada e no volume de produção, garantindo chanfros de alta qualidade para diversas aplicações.
VI. Anotações de chanfro
Há vários tipos de chanfros nos componentes representados nas plantas, incluindo chanfro de borda, chanfro de furo, chanfro de extremidade de eixo e a remoção de bordas afiadas e rebarbas.
1. Chanfro de borda:
Também conhecido como chanfro de borda externa. Por exemplo, um cubo tem 12 bordas externas. Se a planta indicar um chanfro de C0,5, todas as 12 bordas deverão ser processadas em um chanfro de 0,5*45°.
2. Chanfro do furo:
Isso inclui furos circulares e furos irregulares. Se a planta indicar um chanfro de furo de C0,5, todos os furos do componente deverão ser processados com um chanfro de 0,5*45°. Se apenas uma peça específica for necessária, ela deverá ser claramente marcada.
3. Chanfro na extremidade do eixo:
Refere-se ao chanfro em ambas as extremidades de um eixo. Para eixos escalonados, se for necessário especificá-lo no texto, ele deve ser rotulado como chanfro do ombro do eixo. Supondo que o projetista de um eixo escalonado exija que todos os ombros do eixo e ambas as extremidades do eixo tenham um chanfro de 0,5*45°, isso pode ser escrito como chanfro da extremidade do eixo e do ombro C0,5.
Observação: Se estiver escrito apenas "shaft-end chamfer C0.5" (chanfro na extremidade do eixo), a ausência de um chanfro no ombro não constitui um defeito retornável. Se apenas "shaft shoulder chamfer C0.5" estiver escrito, a ausência de um chanfro de extremidade não constitui um defeito retornável.
4. Chanfro de peças em forma de disco:
O chanfro de peças em forma de disco não pode ser escrito como chanfro da extremidade do eixo. Ele deve ser desenhado e rotulado no diagrama.
5. Chanfro de furos roscados e extremidades de parafusos:
Concorda-se em chanfrar até a profundidade da rosca, e não há necessidade de explicar isso no desenho. Se houver circunstâncias especiais, elas devem ser especificamente declaradas.
6. Rebarbação:
Essa também é uma forma de descrever o chanfro, usado especificamente no processo de chapa metálica peças. Por exemplo, não é apropriado falar sobre chanfrar uma chapa de 1 mm de espessura. Agora, estipula-se que o processo de chanfro para placas com menos de 3 mm de espessura, que é usado para requisitos de toque suave, é chamado de rebarbação.
7. Usado para filetar cantos:
O processo usado para preencher os cantos precisa ser escrito como R<... (Observação: do ponto de vista do processo, use o maior valor possível para R) ou para criar um orifício de folga.
Observação: chanfrar um ângulo C é mais barato do que chanfrar um ângulo R (para contornos externos).
As afirmações a seguir estão corretas:
1. Os desenhos indicam um chanfro não especificado de C1, mas em nenhum lugar dos desenhos há um chanfro explicitamente desenhado ou representado, o que torna a menção de um chanfro não especificado sem sentido. (Esse ponto precisa de muita atenção).
2. As bordas dos furos e as bordas retas dos furos quadrados nas peças não são consideradas chanfros de texto.
3. Dependendo das condições reais das peças, o número de chanfros mencionado acima às vezes excede 12. Por exemplo, quando uma ranhura é cortada em uma placa, as duas bordas da ranhura são chanfros externos adicionais, e o chanfro original é dividido em vários chanfros externos pela ranhura, enquanto os chanfros na parte inferior da ranhura ou recesso não contam como chanfros externos.
4. Os chanfros na parte inferior do recesso não são considerados chanfros externos.
5. O chanfro é usado apenas para chanfros externos.
6. Se os desenhos indicarem um determinado número de chanfros, não há necessidade de representar as formas dessas bordas externas chanfradas nos desenhos. Isso também se aplica a chanfros nas bordas de orifícios ou extremidades de eixos e chanfros de ombros.
7. Os ângulos agudos ou obtusos não devem ser marcados na planta, pois as bordas são normalmente ângulos retos (90° não devem ser chamados de ângulos agudos).
8. Os chanfros também incluem bordas externas com ângulos agudos.
9. Para garantir a inequivocidade da planta, muitas vezes é desenhada uma vista extra, mesmo que nenhuma dimensão esteja marcada nela.
VII. Chanfro vs. Escareador vs. Rebarbação
Chanfro, escareador e rebarbação: Entendendo os principais processos de usinagem
Um chanfro é uma borda chanfrada que conecta duas superfícies em um ângulo, geralmente em torno de 45 graus. Ele é usado para remover bordas afiadas, tornando as peças mais seguras de manusear e mais fáceis de montar, além de melhorar sua aparência. Os chanfros são comuns em muitos setores para fazer com que as peças se encaixem mais facilmente, reduzir o estresse e melhorar a aparência do produto.
Um escareador cria um furo cônico em um material, permitindo que a cabeça de um parafuso fique nivelada com a superfície ou abaixo dela. Os ângulos comuns para escareadores são 82, 90, 100 ou 120 graus. Os escareadores são essenciais para aplicações em que os fixadores precisam estar nivelados com a superfície por motivos funcionais e estéticos.
A rebarbação remove as bordas pequenas e ásperas deixadas em uma peça após operações de usinagem como perfuração, fresagem ou corte. Ela pode ser feita manual ou automaticamente. O principal objetivo é melhorar o acabamento da peça, remover bordas afiadas e garantir que ela atenda aos padrões de segurança e funcionalidade.
Principais diferenças
- Chanfro vs. Escareador: Os chanfros suavizam as bordas e ajudam na montagem, geralmente em um ângulo de 45 graus, enquanto os escareadores criam furos cônicos para cabeças de fixadores em ângulos específicos.
- Chanfro vs. rebarbação: O chanfro cria bordas chanfradas, enquanto a rebarbação remove bordas ásperas e rebarbas.
- Escareador vs. Rebarbador: O rebaixamento faz com que os furos para os fixadores fiquem nivelados, enquanto a rebarbação garante que as peças não tenham bordas afiadas.
Medição e ferramentas
- Medidores de chanfro: Medem o ângulo e a largura das bordas chanfradas.
- Calibradores de escareamento: Medem o ângulo e o diâmetro dos furos de escareamento.
- Ferramentas de rebarbação: Vão desde ferramentas manuais até ferramentas de usinagem CNC, como fresas de chanfro.
Resumo
Conhecer as diferenças entre chanfro, rebaixamento e rebarbação ajuda a escolher a técnica e as ferramentas corretas para a fabricação e a montagem, garantindo produtos de alta qualidade, seguros e funcionais.
Perguntas frequentes
Veja abaixo as respostas para algumas perguntas frequentes:
Quais são os diferentes tipos de formas de chanfro e suas aplicações?
As formas de chanfro variam de acordo com o ângulo, o tamanho da rosca e o tipo de flauta, cada uma servindo a aplicações específicas. A forma A, com tamanho de rosca de 6-8 e ângulo de 5°, usa canais retos e é ideal para furos passantes curtos. A forma B, com tamanho de rosca de 3,5 a 6 e ângulo de 8°, também usa canais retos com uma ponta em espiral, adequada para furos passantes em materiais de cavacos médios ou longos. A forma C, com tamanho de rosca de 2-3 e ângulo de 15°, emprega canais retos ou espirais, perfeitos para furos cegos ou passantes em materiais de cavacos curtos. A forma D, com tamanho de rosca de 3,5 a 5 e ângulo de 8°, usa canais retos ou espirais para furos cegos com saída de rosca ou furos passantes. Por fim, a forma E, com tamanho de rosca de 1,5-2 e ângulo de 23°, utiliza canais retos ou espirais, adequados para furos cegos com saída de rosca curta. Essas formas de chanfro são cruciais na usinagem para facilitar as bordas, aumentar a segurança e facilitar a montagem.
Como faço para executar o chanfro usando diferentes técnicas, como torneamento e fresamento?
Para realizar o chanfro usando técnicas como torneamento e fresamento, é necessário seguir procedimentos específicos para cada método.
Para torneamento, o chanfro interno envolve o uso de uma ferramenta de diâmetro interno para usinar a borda interna de um furo, posicionando a ferramenta para cortar no ângulo desejado. O chanfro externo é feito com uma ferramenta externa para cortar a borda externa de uma peça de trabalho, normalmente ajustada em um ângulo de 45 graus.
Para o fresamento, o fresamento de chanfros utiliza ferramentas especializadas, como fresas de chanfros, fresas de facear e fresas de topo. As fresas de chanfro criam vários perfis de borda girando a fresa em uma velocidade lenta e alimentando-a na peça de trabalho em uma velocidade moderada. As fresas de facear podem chanfrar bordas de diferentes tamanhos e formas, enquanto as fresas de topo são inclinadas para o ângulo desejado à medida que passam pela peça de trabalho. O uso de fresas de chanfro ou ferramentas de chanfro substituíveis de cabeça sólida garante ângulos precisos para chanfros internos e externos. As técnicas de usinagem por etapas ou por permanência ajudam a gerenciar a fragmentação dos cavacos durante o fresamento.
O chanfro preciso exige a configuração adequada da máquina, incluindo a zeragem da ferramenta e o uso de paralelas assentadas ou a inclinação do cabeçote da fresa. A operação em velocidades baixas e taxas de avanço moderadas evita o superaquecimento e mantém o controle. Garantir o alinhamento da ferramenta e usar métodos de resfriamento adequados também é essencial para manter a integridade da ferramenta e obter resultados consistentes.
Quais são as melhores ferramentas para chanfrar e como elas se diferenciam?
As melhores ferramentas para chanfrar incluem fresas de chanfro, ferramentas manuais de chanfro e ferramentas de chanfro para rebarbação externa e interna. As fresas de chanfro, especialmente as de metal duro, são ideais para trabalhos de precisão em materiais duros como aço para ferramentas, oferecendo durabilidade e eficiência de corte. As ferramentas manuais, como as ferramentas de chanfro pneumáticas e as brocas de metal duro em roteadores, são preferidas para operações manuais e são adequadas para criar chanfros precisos em vários materiais, inclusive alumínio. As ferramentas de chanfro para rebarbação externa e interna, como as da ORX PLUS, são versáteis e podem ser acopladas a furadeiras elétricas para uma operação fácil e eficiente, o que as torna adequadas para uma ampla gama de materiais. A escolha da ferramenta depende do material que está sendo chanfrado, da precisão necessária, da durabilidade, do custo e dos recursos de segurança.
Por que os chanfros são importantes para a segurança e a montagem?
Os chanfros são essenciais para a segurança e a montagem em vários setores. Eles eliminam bordas afiadas, reduzindo significativamente o risco de lesões durante o manuseio ou uso de componentes, o que é vital para produtos de consumo como móveis e ferramentas. Os chanfros também evitam a fadiga do material ao distribuir o estresse de maneira mais uniforme, aumentando a durabilidade e a longevidade dos produtos. Na montagem, os chanfros facilitam o alinhamento e a inserção de peças, garantindo um encaixe suave e preciso, o que é essencial para aplicações mecânicas e industriais. Além disso, os chanfros proporcionam folga para os raios internos, evitando problemas de interferência durante a montagem. Esses benefícios tornam os chanfros um elemento essencial nos processos de fabricação e projeto.
Qual é a diferença entre um chanfro, um escareador e uma rebarbação?
Um chanfro é uma borda chanfrada que faz a transição entre duas faces de um objeto, normalmente em um ângulo, geralmente usado para remover bordas afiadas, facilitar a montagem e melhorar a estética. Um escareador é um tipo específico de chanfro aplicado a furos redondos, projetado para permitir que a cabeça de um fixador fique nivelada com a superfície, e tem tolerâncias mais críticas. A rebarbação, por outro lado, é o processo de remoção de bordas afiadas ou rebarbas resultantes de operações de usinagem, principalmente para garantir a segurança e a operação suave, em vez de ser um recurso de projeto deliberado.
Como escolho o ângulo de chanfro correto para minha aplicação?
A escolha do ângulo de chanfro correto para sua aplicação envolve a compreensão dos requisitos específicos de seu projeto e processo de fabricação. Comece considerando os ângulos padrão usados no seu setor; por exemplo, um chanfro de 45 graus é comum para fins gerais devido ao seu equilíbrio entre resistência e facilidade de usinagem. Se estiver trabalhando com tubos ou tubulações, um ângulo de 37,5 graus pode ser mais adequado, enquanto as aplicações aeroespaciais costumam usar ângulos de 100 a 110 graus para rebites.
Além disso, pense no material com o qual está trabalhando e na funcionalidade do chanfro. Por exemplo, um ângulo mais agudo pode ser necessário para fins estéticos ou para reduzir as concentrações de tensão, enquanto um ângulo mais amplo pode facilitar a montagem ou a soldagem. Certifique-se de usar ferramentas de medição adequadas, como calibradores de chanfro, para verificar o ângulo e manter a precisão. Ao considerar cuidadosamente esses fatores, você pode selecionar o ângulo de chanfro que melhor atenda às necessidades da sua aplicação.