| Modo de soldagem | Causa da ocorrência | Medidas preventivas |
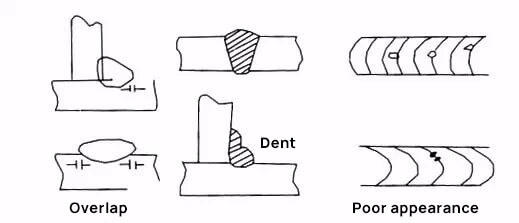
| Sobreposição | (1) A corrente é muito baixa.
(2) A velocidade de soldagem é muito baixa. | (1) Use a corrente adequada.
(2) Use a velocidade adequada. |
| Aparência e formato ruins do cordão de solda | (1) Vareta de solda ruim.
(2) Método de operação inadequado.
(3) A corrente de soldagem é muito alta e o diâmetro do eletrodo é muito grosso.
(4) Superaquecimento da solda.
(5) No cordão de solda, o método de preenchimento da fusão é ruim.
(6) O bocal condutor está desgastado.
(7) O comprimento da extensão do fio de solda permanece inalterado. | (1) Devem ser selecionados eletrodos secos de tamanho adequado e de boa qualidade.
(2) Adotar velocidade e sequência de soldagem uniformes e adequadas.
(3) Selecione a soldagem com corrente e diâmetro adequados.
(4) Reduzir a corrente.
(5) Pratique mais.
(6) Substitua o bocal condutor.
(7) Manter o comprimento fixo e a proficiência. |
| Dent | (1) Uso inadequado de varetas de solda.
(2) A vareta de solda está úmida.
(3) O resfriamento do metal base é muito rápido.
(4) Eletrodo não limpo e segregação da solda.
(5) O teor de carbono e manganês da solda é muito alto. | (1) Use a vareta de solda apropriada. Se não puder ser eliminado, use uma vareta de solda com baixo teor de hidrogênio.
(2) Use eletrodos secos.
(3) Reduza a velocidade de soldagem e evite o resfriamento. É melhor fazer o pré-aquecimento ou o pós-aquecimento.
(4) Use um bom eletrodo de baixo hidrogênio.
(5) Devem ser usados eletrodos com alta basicidade. |
| Desvio do arco | (1) Durante a soldagem CC, o campo magnético gerado pela solda é irregular, o que desvia o arco.
(2) Má posição do fio de aterramento.
(3) O ângulo de fuga da pistola de soldagem é muito grande.
(4) O comprimento da extensão do fio de solda é muito curto.
(5) A tensão é muito alta e o arco é muito longo.
(6) A corrente é muito alta.
(7) A velocidade de soldagem é muito rápida. | (1) Coloque um fio terra em um lado do arco, ou solde do outro lado, ou use um arco curto, ou corrija o campo magnético para torná-lo uniforme, ou use soldagem CA
(2) Ajuste a posição do fio de aterramento.
(3) Reduzir o ângulo de arrasto da pistola de soldagem.
(4) Aumente o comprimento da extensão do fio de solda.
(5) Reduzir a tensão e o arco.
(6) Ajuste e use a corrente adequada.
(7) Velocidade de soldagem lenta. |
| Queimar | (1) Quando há soldagem com fenda, a corrente é muito grande.
(2) A lacuna da solda é muito grande devido à má abertura da ranhura. | (1) Reduzir a corrente.
(2) Reduzir a folga da solda. |
| Cordão de solda irregular | (1) O bocal condutor está desgastado e a saída do arame de solda oscila.(2) Operação não especializada da pistola de soldagem. | (1) Substitua o bocal de soldagem por um novo.(2) Pratique mais. |
| Rasgos de solda | (1) A corrente é muito grande e a velocidade de soldagem é muito lenta.
(2) O arco é muito curto e o cordão de solda é muito alto.
(3) Alinhamento inadequado do arame de solda. (durante a soldagem de filete) | (1) Selecione a corrente e a velocidade de soldagem corretas.
(2) Aumente o comprimento do arco.
(3) O fio de solda não deve estar muito longe da interseção. |
| Excesso de respingos de faísca | (1) Vareta de solda ruim.
(2) O arco é muito longo.
(3) A corrente está muito alta ou muito baixa.
(4) A tensão do arco é muito alta ou muito baixa.
(5) O arame de solda se projeta por muito tempo.
(6) A pistola de soldagem se inclina excessivamente e o ângulo de arrasto é muito grande.
(7) Absorção excessiva de umidade do fio de solda.
(8) O máquina de solda está em condições ruins. | (1) Use uma vareta de solda seca adequada.
(2) Use um arco mais curto.
(3) Use a corrente adequada.
(4) Ajuste corretamente.
(5) Siga as instruções dos diversos fios de solda.
(6) Mantenha-se o mais vertical possível e evite inclinação excessiva.
(7) Preste atenção às condições de armazenamento do depósito.
(8) Faça reparos e preste atenção à manutenção nos dias úteis. |
| O cordão de solda é serpentino. | (1) O fio de solda é muito longo.
(2) O fio de solda é torcido.
(3) Operação linear deficiente. | (1) Deve-se adotar o comprimento adequado, como o fio de solda sólido, que se estende de 20 a 25 mm no caso de alta corrente. Durante a soldagem com autoproteção, o comprimento da extensão é de cerca de 40 a 50 mm.
(2) Substitua o fio de solda por um novo ou corrija a distorção.
(3) Ao operar em linha reta, a pistola de soldagem deve ser mantida na vertical. |
| Instabilidade do arco | (1) O bocal condutor na extremidade dianteira da pistola de soldagem é muito maior do que o diâmetro do núcleo do arame de soldagem.
(2) O bocal condutor está desgastado.
(3) O fio de solda se enrola.
(4) O transportador de arame de solda não gira suavemente.
(5) A ranhura da roda de transporte do arame de solda está desgastada.
(6) A roda de pressão não está bem pressionada.
(7) A resistência da junta do conduíte é muito alta. | (1) O diâmetro do núcleo do fio de solda deve corresponder ao bocal condutor.
(2) Substitua o bocal condutor.
(3) Enrole e endireite o fio de solda.
(4) Adicione óleo ao eixo do transportador para lubrificar a rotação.
(5) Substitua a roda do transportador.
(6) A pressão deve ser adequada; se for muito frouxa, a alimentação do arame será ruim; se for muito apertada, o arame de solda será danificado.
(7) Se o conduíte estiver muito curvado, ajuste para reduzir a quantidade de curvatura. |
| Arco entre o bocal e o metal base | (1) Curto-circuito entre o bocal, o conduíte ou o bocal condutor. | (1) O excesso de faíscas e respingos grudados no bocal deve ser removido ou use o tubo de cerâmica com proteção isolante da pistola de soldagem. |
| Superaquecimento do bocal da pistola de soldagem | (1) A água de resfriamento não pode fluir totalmente.
(2) Corrente excessiva. | (1) O tubo de água de resfriamento está bloqueado. Se o tubo de água de resfriamento estiver bloqueado, ele deverá ser removido para que a pressão da água aumente e o fluxo seja normal.
(2) A pistola de soldagem deve ser usada dentro da faixa de corrente e da taxa de utilização permitidas. |
| O arame de solda adere ao bocal condutor | (1) A distância entre o bocal condutor e o metal base é muito curta.
(2) Resistência excessiva do conduíte e alimentação deficiente do fio.
(3) A corrente é muito pequena e a tensão é muito alta. | (1) Use a distância adequada ou um pouco mais longa para iniciar o arco e, em seguida, ajuste para a distância adequada.
(2) Limpe o interior do conduíte para permitir uma entrega suave.
(3) Ajuste o valor apropriado de corrente e tensão. |