Revolucionando a soldagem subaquática: Avanços e aplicações
Imagine trabalhar embaixo d'água, onde a visibilidade é baixa e a pressão é alta, mas a tarefa em questão exige precisão: soldagem. Este artigo explora o fascinante mundo da soldagem subaquática, uma tecnologia essencial para a manutenção de estruturas marinhas. Você aprenderá sobre vários métodos de soldagem, seus desafios e aplicações inovadoras em setores como o de petróleo e gás. Seja no reparo de tubulações ou na construção de plataformas offshore, a compreensão dessas técnicas avançadas pode abrir um mundo de inovações na engenharia naval. Mergulhe de cabeça e descubra como os engenheiros superam os obstáculos do oceano para manter intacta a nossa infraestrutura subaquática.
Devido ao ambiente de trabalho rigoroso no oceano, as estruturas de engenharia marítima estão expostas a vários desafios, incluindo cargas estruturais, tempestades, ondas, forças de maré, corrosão da água do mar, erosão de fluxos de areia e a ameaça de incêndio e explosão de petróleo e gás natural.
Além disso, as principais partes das estruturas de engenharia naval ficam submersas, o que dificulta e encarece a inspeção e o reparo das juntas soldadas depois que elas estão em serviço. Qualquer dano estrutural significativo ou acidentes com tombamento podem resultar em graves perdas de vidas e propriedades.
Portanto, requisitos rigorosos de qualidade são impostos ao projeto e à fabricação, seleção de materiaise construção de solda de estruturas de engenharia marítima. Com o desenvolvimento dos setores marítimo, de petróleo e de gás natural, os projetos de dutos offshore estão se aventurando cada vez mais em águas mais profundas.
Portanto, a realização de pesquisas e o aprimoramento da aplicação de técnicas subaquáticas tecnologia de soldagem é de grande importância para o desenvolvimento do setor marítimo, a exploração de campos de petróleo offshore e a utilização dos abundantes recursos marinhos para o benefício da humanidade.
Atualmente, a tecnologia de soldagem subaquática tem sido amplamente aplicada em estruturas de engenharia marítima, tubulações submarinas, navios, estaleiros e instalações portuárias, engenharia fluvial e manutenção de usinas nucleares.
A soldagem subaquática se tornou uma tecnologia essencial para a montagem e a manutenção de estruturas marítimas de grande porte, como as de petróleo perfuração plataformas e oleodutos.
2. Classificação e características dos métodos de soldagem subaquática
2.1 Classificação dos métodos de soldagem subaquática
Atualmente, há vários tipos de métodos de soldagem subaquática sendo aplicados e pesquisados em todo o mundo. Pode-se dizer que quase todas as tecnologias de soldagem usadas na produção em terra foram experimentadas debaixo d'água.
No entanto, os métodos mais maduros e amplamente utilizados são vários arcos técnicas de soldagem.
A soldagem subaquática geralmente pode ser classificada em três categorias com base no ambiente de soldagem: soldagem subaquática úmida, soldagem subaquática seca e soldagem subaquática seca local.
No entanto, com o desenvolvimento da tecnologia de soldagem subaquática, surgiram novos métodos, como a soldagem subaquática com pinos, a soldagem subaquática com explosivos, a soldagem subaquática com feixe de elétrons e a soldagem exotérmica subaquática.
2.2 Características da soldagem subaquática
Os processos de soldagem subaquática são muito mais complexos do que os processos de soldagem em terra, devido ao ambiente subaquático. Além das técnicas de soldagem, fatores como as operações de mergulho também entram em jogo.
As características da soldagem subaquática são as seguintes:
(1) Visibilidade ruim:
A água absorve, reflete e refrata a luz com muito mais intensidade do que o ar, resultando em uma rápida degradação da luz ao se propagar pela água. Além disso, durante a soldagem, um grande número de bolhas e fumaça é gerado ao redor do arco, reduzindo significativamente a visibilidade do arco subaquático.
Em áreas com leitos marinhos lamacentos ou águas carregadas de sedimentos, a visibilidade embaixo d'água torna-se ainda pior. Como resultado, a soldagem subaquática tem sido tradicionalmente considerada uma soldagem cega, afetando gravemente o desempenho dos soldadores mergulhadores e contribuindo para a alta ocorrência de defeitos e a baixa qualidade das juntas soldadas.
(2) Alto teor de hidrogênio nas soldas:
O hidrogênio é uma grande preocupação na soldagem, pois exceder o teor de hidrogênio permitido pode facilmente levar a rachaduras e danos estruturais. Os arcos subaquáticos causam a decomposição térmica da água ao seu redor, aumentando o hidrogênio dissolvido na solda.
Geralmente, o teor de hidrogênio difusível na soldagem subaquática é de 27-36 mL/100g, várias vezes maior do que na soldagem com eletrodo ácido em terra. A baixa qualidade das juntas de solda em soldagem subaquática com metal blindado soldagem a arco está intimamente relacionado ao alto teor de hidrogênio.
(3) Taxa de resfriamento rápido:
Durante a soldagem subaquática, a água do mar tem uma condutividade térmica maior do que a do ar, sendo aproximadamente 20 vezes maior. Até mesmo a água doce tem uma condutividade térmica várias vezes maior do que a do ar.
Quando a soldagem subaquática úmida ou seca local é empregada, a peça de trabalho fica diretamente em contato com a água, resultando em um efeito de resfriamento rápido significativo na solda, o que pode levar à formação de estruturas temperadas de alta dureza.
Portanto, somente a soldagem subaquática a seco pode evitar o efeito do frio.
(4) Efeitos da pressão:
Com o aumento da pressão (aumento de 0,1 MPa para cada 10 metros de profundidade da água), a coluna do arco se torna mais fina, a largura da solda se estreita e a altura da solda aumenta.
Além disso, o aumento da densidade do meio condutor dificulta a ionização, levando a uma tensão de arco mais alta, redução da estabilidade do arco e aumento de respingos e fumaça.
(5) Dificuldade em obter operações contínuas:
Devido à influência e às limitações do ambiente subaquático, soldagem contínua é muitas vezes desafiador. Em muitos casos, a soldagem precisa ser realizada de forma intermitente, resultando em soldas descontínuas.
3. Aplicações, características metalúrgicas e projeto de eletrodos de soldagem subaquática para soldagem subaquática úmida
3.1 Aplicações da soldagem subaquática úmida na engenharia naval
A soldagem subaquática úmida é realizada por mergulhadores em um ambiente aquático, conforme mostrado na Figura 2. Devido à baixa visibilidade embaixo d'água, os soldadores mergulhadores não conseguem ver o processo de soldagem claramente, levando à ocorrência de soldagem cega. É difícil garantir a qualidade da soldagem subaquática, especialmente a estanqueidade.
Portanto, obter juntas de solda de alta qualidade com esse método é um desafio, especialmente para estruturas de solda usadas em aplicações críticas.
No entanto, devido à sua simplicidade, baixo custo, flexibilidade e adaptabilidade, a soldagem subaquática úmida usando eletrodos revestidos e a soldagem manual a arco ainda continua a ser pesquisada em vários países. Espera-se que haja mais aplicações desses métodos no futuro.
Figura 1: Diagrama esquemático da soldagem subaquática úmida
A soldagem subaquática úmida tem sido amplamente aplicada nos Estados Unidos, com o padrão AWS da American Welding Society (AWS D3.6) sendo o documento mais influente que orienta o projeto de soldagem subaquática úmida.
Os métodos mais comumente usados na soldagem subaquática úmida são a soldagem com proteção arco metálico (SMAW) e soldagem a arco com núcleo fluxado (FCAW). Durante a soldagem, os soldadores mergulhadores usam eletrodos revestidos à prova d'água e pinças de soldagem especificamente projetadas ou modificadas para a soldagem subaquática.
Embora tenha havido um progresso significativo na soldagem subaquática úmida, pode-se dizer que a obtenção de juntas de solda de alta qualidade em profundidades superiores a 100 metros ainda é um desafio e, portanto, ainda não pode ser usada para soldar estruturas críticas de engenharia marítima.
No entanto, com o desenvolvimento da tecnologia de soldagem subaquática úmida, muitos problemas associados à soldagem subaquática úmida estão sendo superados até certo ponto.
O uso de revestimentos de eletrodos bem projetados e revestimentos à prova d'água, juntamente com o gerenciamento e a certificação rigorosos do processo de soldagem, levou a aplicações bem-sucedidas da soldagem subaquática úmida no reparo de componentes estruturais não essenciais no Mar do Norte em 1991. Atualmente, a soldagem subaquática úmida tem sido aplicada com sucesso no reparo de componentes auxiliares em plataformas do Mar do Norte.
Além disso, a tecnologia de soldagem subaquática úmida é amplamente usada em áreas de águas rasas com condições marinhas favoráveis e para soldar componentes que não exigem alta resistência à tensão.
Atualmente, o Golfo do México é a região mais amplamente usada para soldagem subaquática úmida e eletrodos de soldagem subaquática úmida. A tecnologia de soldagem subaquática úmida foi usada para o reparo dos tubos de borbulhamento em reatores nucleares do Golfo do México e para reparos de soldagem subaquática a uma profundidade de 78 metros na plataforma de petróleo da Amoco Trinidad.
A pesquisa sobre essa tecnologia é de grande importância prática para o futuro reparo de tubulações subaquáticas na Baía de Bohai e na Baía de Liaodong, na China, bem como para o reparo de componentes não críticos, como a substituição de ânodos de sacrifício.
Tabela 1: Composição do gás do arco metálico blindado Fluxo de solda (Porcentagem de volume)
Tipos de eletrodos
H2
CO
CO2
Outros
J422(E4303)
45~50
40~45
5~10
<5
J507(E5015)
20~30
50~55
20~25
<5
À medida que a profundidade da água aumenta na soldagem subaquática, o volume das bolhas do arco diminui gradualmente devido à compressão.
No entanto, a insuficiência de bolhas no arco pode levar a uma maior tendência à porosidade do metal de solda. Quando as bolhas do arco se tornam muito poucas, o arco se extingue facilmente, dificultando a continuidade do processo de soldagem. O crescimento das bolhas do arco deve satisfazer as seguintes condições físicas:
pg ≥ pa + ph + ps
Na equação:
pg representa a pressão dentro da bolha,
pa representa a pressão atmosférica,
ph representa a pressão hidrostática ao redor da bolha,
ps representa a pressão adicional causada pela tensão superficial da bolha.
Durante a soldagem em terra, o ph é próximo de zero. No entanto, na soldagem subaquática, ph aumenta com a profundidade da água, enquanto pa e ps podem ser considerados não afetados pela profundidade da água.
Portanto, para garantir uma soldagem suave, é necessário aumentar a pg. Uma maneira de aumentar a pg é aumentar a temperatura do arco, o que pode ser feito ajustando a corrente de soldagem. Isso ocorre porque uma temperatura de arco mais alta pode dissociar hidrogênio e oxigênio suficientes. Outra maneira é melhorar a função de produção de gás do revestimento do eletrodo, de modo que mais CO2 e CO são gerados durante a combustão do revestimento do eletrodo.
No entanto, uma alta proporção de hidrogênio nas bolhas do arco pode levar à geração de dois tipos de defeitos relacionados ao hidrogênio: uma tendência maior de porosidade da solda e uma maior suscetibilidade à rachadura induzida por hidrogênio no metal de solda e na zona afetada pelo calor.
Portanto, ao formular o revestimento do eletrodo, é necessário garantir pressão suficiente nas bolhas do arco e, ao mesmo tempo, tentar reduzir a proporção de hidrogênio nas bolhas do arco. A adição de uma quantidade adequada de CaF2 e SiO2 ao revestimento podem atingir esse objetivo, pois esses aditivos ajudam a reduzir o teor de hidrogênio.
As reações químicas e metalúrgicas que envolvem os produtos CaO, SiF ou SiF4MnO, SiO2e TiO2 como um fluxo na poça de fusão durante a soldagem subaquática são importantes. Essas reações resultam na formação de gases como HF, que não têm nenhum efeito prejudicial sobre o metal de solda e também contribuem para aumentar a pressão nas bolhas do arco. A escória flutuante contém CaO, SiF ou SiF4MnO, SiO2e TiO2que ajudam a remover as impurezas da poça de fusão. O gás HF também ajuda a aumentar a pressão nas bolhas do arco.
A soldagem subaquática tem uma maior suscetibilidade à rachadura induzida por hidrogênio em comparação com a soldagem em terra. Isso se deve ao forte efeito de resfriamento da água sobre a peça de trabalho, causando a transformação de fase e a formação de martensita na zona afetada pelo calor de aços de baixo carbono. Quando o carbono equivalente no aço excede 0,4%, a dureza na zona afetada pelo calor pode exceder 400 HV.
Além disso, se o teor de hidrogênio for alto durante a soldagem e a solda absorver uma quantidade significativa de hidrogênio, isso pode levar à formação de trincas induzidas por hidrogênio sob a influência da tensão térmica da soldagem e da tensão de transformação de fase. Portanto, é essencial reduzir a proporção de hidrogênio nas bolhas do arco para mitigar o risco de rachaduras induzidas por hidrogênio.
3.3 Projeto da formulação do revestimento do eletrodo
(1) Seleção do sistema de escória
A escória é a camada protetora formada na superfície da junta de solda durante o processo de soldagem, que consiste na fusão do núcleo de solda, do revestimento do eletrodo e do material de base por meio de reações metalúrgicas de alta temperatura.
As propriedades da escória, como sua capacidade de redução da oxidação, fluidez e permeabilidade, afetam diretamente a proteção do metal de solda e a formação da junta de solda.
Nesse experimento, foi escolhido um sistema de escória composto por SiO2 - TiO2 - CaF2- CaO, que fica entre os sistemas de escória ácida e alcalina. Essa escolha garante um bom desempenho do processo de soldagem e reduz efetivamente os efeitos nocivos do hidrogênio nas bolhas do arco. Os minerais e produtos químicos correspondentes foram selecionados para atender aos requisitos de composição do sistema de escória.
(2) Otimização da formulação do revestimento
A Tabela 2 apresenta os resultados de 10 formulações que foram testadas com base nas características metalúrgicas da soldagem subaquática úmida.
O conteúdo de cada substância nas formulações é o seguinte:
TiO2 em hematita: 52%;
CaF2 em fluorita: 98%;
CaCO3 em mármore: 98%;
Mn em ferromanganês com baixo teor de carbono: 85%;
Ti em ferrotitânio: 75%;
Si em ferrosilício: 45%; e SiO2 em feldspato: 93%.
O processo de otimização envolveu a realização de testes de desempenho durante a formulação das novas fórmulas. Todos os testes de soldagem foram realizados em uma embarcação pressurizada que simulava profundidades de água de 70 a 100 metros.
Pedimos desculpas pela confusão. Aqui estão as informações corrigidas:
Tabela 2: Composição e resultados de testes de diferentes formulações
NÃO.
Hematita
Fluorita
Mármore
Ferro manganês com baixo teor de carbono
Ferrotitânio
Ferrosilício
Celulose
Feldspato
Pó de ferro
Características da bolha de arco
1
20
10
20
10
5
5
–
12
18
Redução da extinção de arco com menos bolhas
2
20
10
25
10
6
6
–
10
13
Redução da extinção de arco com menos bolhas
3
20
15
20
10
7
7
–
13
Redução da extinção de arco com menos bolhas
4
15
12
25
10
6
6
3
10
10
Bolhas estáveis
5
15
12
25
10
6
6
5
13
8
Bolhas estáveis
6
15
12
25
10
6
6
7
15
4
Bolhas estáveis
7
10
18
25
10
6
6
5
10
10
Bolhas estáveis
8
10
16
30
10
6
6
3
12
7
Bolhas estáveis
9
10
15
30
10
5
5
5
15
5
Bolhas estáveis
10
10
15
35
5
5
5
5
15
5
Bolhas estáveis
3.3 Desempenho do processo e teste de desempenho mecânico
Uma pequena quantidade de varetas de solda com diâmetro de 4,0 mm foi produzida usando as formulações 1 a 10 em uma máquina de revestimento hidráulico de 25 toneladas. Foram realizados os seguintes testes:
(1) Teste de porosidade e formabilidade
Para o teste, Q235-C 6 mm chapa metálica foi usado. Quando a soldagem foi realizada embaixo d'água, a uma profundidade de 70 m, usando as formulações 1-3, a falta de materiais formadores de gás suficientes dificultou a estabilização da presença de bolhas de arco, resultando em grave porosidade. O processo de soldagem não pôde prosseguir sem problemas.
As formulações 4 a 10, que incluíam materiais formadores de gás aumentados e conteúdo de hidrogênio reduzido, não apresentaram porosidade. Entre elas, as formulações 7 a 9 apresentaram boa formabilidade. As características morfológicas são mostradas na Figura 2.
(2) Determinação do teor de hidrogênio difusível no metal de solda
O teor de hidrogênio difusível é um indicador importante de Vareta de solda desempenho. Neste estudo, o método do glicerol especificado no GB 3965-93 foi usado para determinar o teor de hidrogênio difusível das formulações 4-10, que apresentaram desempenho inicial satisfatório.
Os resultados medidos para as formulações 4-10 foram os seguintes (mL/100g): 15.5, 16, 18.2, 7.2, 6.7, 6.9, 7.2. Pode-se observar que as formulações 7-10 atendem aos requisitos da GB 5117-95 (hidrogênio difusível ≤ 8 mL/100g).
Figura 2: Aparência da costura de solda formada pelas formulações 4-10
(3) Teste de desempenho mecânico
Com base nos resultados abrangentes dos testes de desempenho do processo, pode-se analisar que as varetas de soldagem formuladas com 7, 8 e 9 atendem aos requisitos para soldagem subaquática. Embora a formulação 10 atenda ao requisito de teor de hidrogênio difusível, a costura de solda O produto formado com essa formulação tem baixa conformabilidade e, portanto, não é adotado.
Placas de teste soldadas foram preparadas usando as hastes de solda formuladas com 7, 8 e 9 (em placas de 16Mn com espessura de 19 mm) para teste de tração do metal de solda e teste de impacto de entalhe em V. Os resultados dos testes são mostrados na Tabela 3.
Tabela 3: Desempenho mecânico do metal de solda
NÃO.
Resistência à tração (MPa)
Taxa de alongamento (%)
Taxa de contração da seção (%)
Energia de absorção de impacto (Akv/J)
7
525
23
38
85
8
496
24
41
125
9
516
24.5
43
130
De acordo com a Tabela 3, é possível observar que os indicadores de desempenho mecânico das hastes de soldagem nº 7-9 atendem plenamente aos requisitos da GB 5117-95 para aço de baixo carbono e aço de alta resistência de baixa liga, tornando-as adequadas para a soldagem subaquática de aço de baixo carbono e aço de baixa liga. liga de aço.
4. Aplicação da tecnologia de soldagem subaquática a seco
A soldagem subaquática a seco é um método no qual a área de soldagem é total ou parcialmente seca por meio do uso de gás para remover a água circundante, permitindo que o soldador subaquático trabalhe em condições secas ou semi-secas. Ao realizar a soldagem subaquática a seco, é necessário projetar e fabricar câmaras de pressão ou estações de trabalho complexas.
Dependendo da pressão dentro da câmara de pressão ou da estação de trabalho, a soldagem subaquática a seco pode ser dividida em soldagem subaquática a seco de alta pressão e soldagem subaquática a seco de pressão atmosférica.
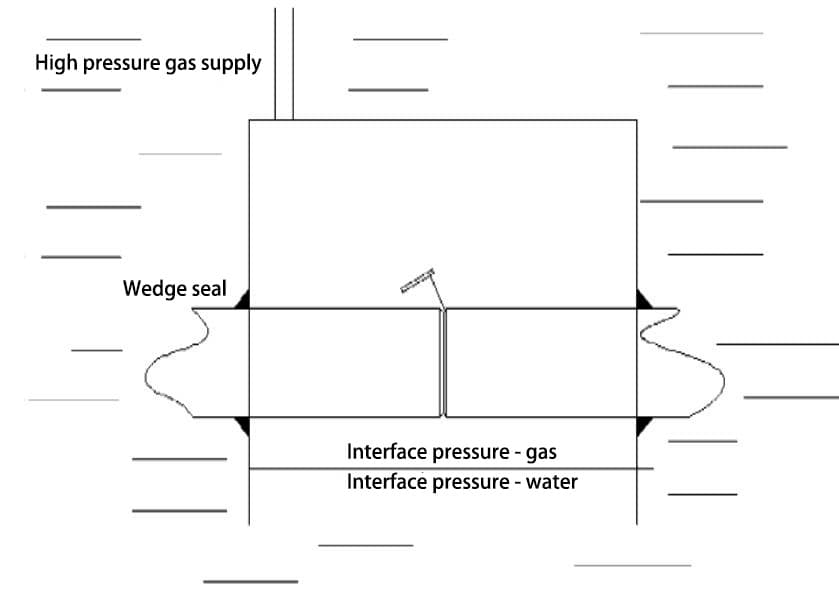
4.1 Aplicação da tecnologia de soldagem subaquática a seco de alta pressão
A soldagem subaquática seca de alta pressão é mostrada na Figura 2. Com o aumento dos projetos de soldagem subaquática, a profundidade da engenharia subaquática e os requisitos mais elevados de qualidade da soldagemA soldagem subaquática seca de alta pressão está ganhando mais atenção devido às suas vantagens de alta qualidade de soldagem e bom desempenho da junta.
A soldagem subaquática úmida e a soldagem subaquática seca localizada geralmente são usadas apenas para reparar estruturas não críticas em profundidades de vários metros a dezenas de metros, sendo que as profundidades de aplicação prática geralmente não ultrapassam 40 m.
Para se adaptar ao desenvolvimento da engenharia offshore em direção a águas mais profundas, muitos países aumentaram a pesquisa e a aplicação da tecnologia de soldagem subaquática seca de alta pressão.
Figura 3: Diagrama esquemático da soldagem subaquática a seco de alta pressão
Atualmente, para operações de manutenção subaquática, a esteira de alta pressão Soldagem TIG são amplamente utilizados. Entre os sistemas mais conhecidos estão o sistema PRS e o sistema OTTO. O sistema PRS foi desenvolvido pela Statoil, uma empresa norueguesa, com o objetivo de realizar a soldagem em uma profundidade de água de 1.000 m. A soldagem bem-sucedida da tubulação foi realizada em uma profundidade de água de 334 m, atingindo uma energia de impacto de -30 ℃ de 300 J e uma microdureza da costura de solda abaixo de 245 HV.
Até o momento, esse sistema concluiu com êxito mais de 20 tarefas de reparo de tubulações subaquáticas. O sistema OTTO no Reino Unido consiste principalmente em uma câmara de soldagem e uma máquina de soldagem TIG de esteira. Os resultados experimentais mostraram que a costura de solda em uma profundidade de água de 135 m atinge uma energia de impacto de -10℃ de 180 J e uma resistência à fratura de 550 MPa. Esse sistema trabalhou continuamente debaixo d'água por 4 semanas, completando um total de 18 cordões de solda, e os procedimentos e a qualidade da soldagem foram certificados pelo Norwegian Lloyd's Register.
Na China, em outubro de 2002, a tecnologia de soldagem subaquática a seco de alta pressão foi planejada como uma parte significativa das "Tecnologias-chave para a exploração e o desenvolvimento do campo petrolífero de Bohai" no âmbito do Programa Nacional 863. Esse projeto é liderado pelo Beijing Institute of Petrochemical Technology.
Atualmente, o primeiro laboratório de soldagem de alta pressão da China foi projetado e estabelecido, equipado com uma câmara de teste de soldagem de alta pressão para realizar testes e pesquisas de soldagem em diferentes níveis de pressão. Posteriormente, foram implementados planos anuais para experimentos e avaliações de processos de soldagem de alta pressão.
A soldagem a seco de alta pressão foi proposta pela primeira vez pelos Estados Unidos em 1954 e foi usada para produção a partir de 1966. Ela pode soldar dutos submarinos com diâmetros de 508 mm, 813 mm e 914 mm.
Atualmente, a profundidade máxima prática da água é de cerca de 300 m. Nesse método de soldagem, a parte inferior da câmara de gás é aberta e a pressão do gás é ligeiramente maior do que a pressão da água na profundidade de trabalho para descarregar a água da abertura inferior da câmara, permitindo que a soldagem seja realizada em uma câmara de gás seca.
Em geral, são usados métodos de soldagem como a soldagem a arco com eletrodo ou a soldagem a arco com proteção de gás inerte. Esse é um dos melhores métodos de soldagem em termos de qualidade na soldagem subaquática e pode atingir um nível próximo ao das soldas em terra. No entanto, há três questões que precisam ser abordadas:
(1) Devido às limitações impostas pela forma, tamanho e posição da estrutura de engenharia, a câmara de gás tem limitações significativas e é menos adaptável.
Atualmente, ele só é adequado para soldar estruturas com formas simples e regulares, como tubulações submarinas.
(2) Deve ser fornecido um conjunto de sistemas de suporte à vida, controle de umidade, monitoramento, iluminação, garantia de segurança, comunicação e outros.
O tempo de trabalho auxiliar é longo, exigindo uma grande equipe de apoio de superfície, o que resulta em custos de construção mais altos. Por exemplo, o dispositivo de soldagem (MOD-1) da empresa TDS nos Estados Unidos, que pode soldar tubulações com um diâmetro de 813 mm, está avaliado em até $2 milhões.
(3) Também existe a questão da "influência de pressão".
Ao soldar em grandes profundidades (de dezenas a centenas de metros), as características do arco de soldagem, da metalurgia e do processo de soldagem são afetadas em graus variados à medida que a pressão do gás ao redor do arco aumenta. Portanto, é necessário estudar cuidadosamente a influência da pressão do gás no processo de soldagem para obter soldas de alta qualidade.
4.2 Aplicação da tecnologia de soldagem subaquática a seco com pressão atmosférica
A soldagem é realizada em uma câmara de pressão selada, onde a pressão dentro da câmara é igual à pressão atmosférica em terra e independente da pressão da água no ambiente ao redor, conforme mostrado na Figura 4.
De fato, esse método de soldagem não é afetado pela profundidade ou pela presença de água, e o processo e a qualidade da soldagem são semelhantes aos da soldagem em terra.
No entanto, a aplicação de soldagem por pressão A utilização de sistemas de soldagem em engenharia offshore é limitada. A principal razão para isso é a dificuldade de garantir a vedação da câmara de soldagem em estruturas ou tubulações e manter a pressão desejada dentro da câmara.
Um sistema operacional desse tipo, desenvolvido em conjunto pela Petrobras e pela Lockheed, foi aplicado na Bacia Amazônica. O equipamento para soldagem a seco com pressão atmosférica é ainda mais caro do que o equipamento para soldagem subaquática a seco com alta pressão e requer um número maior de pessoal de apoio à soldagem.
Portanto, ele é geralmente usado apenas para soldagem em águas profundas de estruturas críticas. A maior vantagem desse método é sua capacidade de eliminar efetivamente a influência da água no processo de soldagem. As condições de soldagem são idênticas àquelas em terra, garantindo a mais alta qualidade de soldagem.
Figura 4: Diagrama esquemático da soldagem subaquática a seco com pressão atmosférica
Um caso especial de soldagem subaquática a seco com pressão atmosférica é o uso de cofferdams em áreas de águas rasas. O ambiente de trabalho instável em zonas de águas rasas, causado por ondas, marés e mudanças significativas na profundidade da água, apresenta desafios.
Algumas empresas resolveram esse problema conectando a câmara de soldagem à superfície da água usando uma estrutura semelhante a um balde equipada com uma escada, criando um ambiente de trabalho com pressão atmosférica, conforme mostrado na Figura 5.
A diferença de pressão nesse ambiente de construção é mínima, o que permite o emprego de métodos de vedação eficazes. Embora os procedimentos de ventilação e segurança precisem ser considerados, essa tecnologia provou ser prática em determinadas aplicações especializadas, especialmente para a manutenção de estruturas de engenharia offshore em áreas de planície de maré.
Figura 5: Diagrama esquemático da soldagem de ensecadeiras
5. Soldagem subaquática seca local
A tecnologia de soldagem subaquática seca local utiliza gás para deslocar artificialmente a água na área de soldagem, criando uma câmara de gás seca localizada para a soldagem. O uso de gás garante um arco estável e melhora significativamente a qualidade da soldagem.
Atualmente, o método preferido para soldar estruturas de aço offshore é a soldagem subaquática seca local com drenagem parcial e soldagem a arco de metal com proteção gasosa.
A soldagem subaquática por ponto seco foi proposta inicialmente pelos Estados Unidos e, posteriormente, utilizada na produção por empresas multinacionais nos Estados Unidos e no Reino Unido. Ela envolve uma câmara de gás cilíndrica portátil, cuja extremidade é vedada, enquanto a outra extremidade tem uma abertura com uma junta de vedação flexível que se adapta à geometria da área de soldagem. A pistola de soldagem com proteção gasosa é fixada em um pescoço flexível e se estende até a câmara de gás cilíndrica móvel.
A câmara de gás é pressionada sobre a área de soldagem, e o gás com certa pressão é introduzido para deslocar a água (forçando a água na câmara de gás a passar pela gaxeta semisselada) e fornecer proteção para a soldagem.
O mergulhador carrega a câmara de gás cilíndrica com a pistola de soldagem ao longo da costura de solda para soldar. Esse sistema de câmara de gás seco pode se adaptar à soldagem em qualquer posição embaixo d'água, e a resistência da junta não é menor do que a do material de base, com um resfriamento de até 10 vezes. ângulo de flexão de até 180°.
Foi relatado que soldas qualificadas podem ser obtidas em uma profundidade de água de 29 m, e a soldagem foi realizada em uma profundidade de 27 m no Reino Unido. Esse método foi usado para reparar dois tubos com diâmetro de 350 mm, localizados a uma profundidade de água de 7 m, na plataforma de perfuração Ekofisk, na plataforma continental norueguesa, e, após o teste de partículas magnéticas, não foram encontrados defeitos.
Além disso, há a aplicação de soldagem subaquática seca local em larga escala usando um capuz transparente removível. Esse dispositivo é instalado ou colocado ao redor da estrutura de aço subaquática a ser soldada. A parte inferior da capa é aberta e o gás inerte é introduzido para deslocar a água e manter a área de soldagem seca. O mergulhador estende a pistola de soldagem por baixo e realiza a soldagem MIG em um ambiente seco.
Após a conclusão da soldagem e da inspeção, o capô é removido. Esse método utiliza principalmente arame sólido ou arame tubular para soldagem semiautomática com proteção gasosa, soldagem com gás inerte de tungstênio (TIG) e soldagem com arco metálico protegido.
Nos Estados Unidos, esse método foi usado para reparar um riser de 406 mm em uma plataforma de produção de petróleo a uma profundidade de água de 12 m, que passou no teste de pressão da água e atendeu aos requisitos. A soldagem MIG seca local embaixo d'água também recebeu atenção como um método promissor de soldagem embaixo d'água.
Ao estudar a teoria fundamental da soldagem com proteção gasosa, foram estabelecidos modelos matemáticos, foram projetadas estruturas de bocal e velocidades de fluxo de ar adequadas e as relações entre a pressão da água, gás de proteçãoForam explorados o comportamento do processo, o comportamento do arco e a taxa de deposição.
A velocimetria Doppler foi usada para testar e analisar a distribuição do fluxo de ar e a distribuição de fases em vazios locais, e a relação entre o exaustor, a transferência de calor e a pressão foi estudada. Com base na compreensão do princípio das bombas de vácuo de radônio, foi projetado um novo tipo de exaustor de drenagem, reduzindo a pressão do gás na área de soldagem.
Os resultados experimentais mostraram que o desempenho da solda obtido com essa capa de drenagem é comparável ao da solda no ar. Wang Guorong et al. estudaram uma técnica de soldagem subaquática seca local.
A teoria da mecânica dos fluidos foi usada para calcular e testar a coifa de drenagem, determinando a estrutura e o tamanho adequados. Foram realizados experimentos locais de soldagem a seco, e os resultados mostraram que esse método tem taxas de resfriamento mais baixas, teor de hidrogênio por difusão e dureza máxima da HAZ na junta soldada em comparação com os métodos de soldagem úmida.
As soldas produzidas são isentas de defeitos como porosidade, rachaduras e inclusões de escória. As propriedades mecânicas das juntas de solda com ranhura em V atendem aos requisitos das normas API 1004 e ASME. Esse método é fácil de operar, requer equipamentos simples, tem baixo custo e atinge uma qualidade de junta satisfatória.
A Universidade de Tsinghua conduziu pesquisas experimentais sobre o uso subaquático de soldagem a laser. O aço inoxidável 304 foi usado como material de base, o ULC308 foi usado como arame de enchimento e a potência do laser foi de 4 kW. Os resultados mostraram que a taxa de fluxo de gás teve um impacto significativo na qualidade da solda.
Em baixas taxas de fluxo de gás, o teor de oxigênio na solda chegou a 800ug/g, enquanto em altas taxas de fluxo de gás, o teor de oxigênio diminuiu para 80ug/g. A resistência à tração do metal de solda não mudou com a taxa de fluxo de gás, mas a ductilidade diminuiu com a redução da taxa de fluxo de gás.
O formato do bocal teve uma influência significativa no ambiente de proteção da soldagem, e o aumento adequado do diâmetro do bocal resultou em uma cavidade de gás mais estável e em uma qualidade de soldagem satisfatória. A soldagem subaquática seca local pode alcançar uma qualidade de junta próxima à da soldagem seca.
Além disso, devido à sua simplicidade, ao baixo custo e à flexibilidade comparável à soldagem subaquática úmida, é um método de soldagem subaquática promissor. Atualmente, vários métodos locais de soldagem subaquática seca foram desenvolvidos, sendo que alguns já estão sendo usados na produção.
5.1 Método de soldagem subaquática com cortina de água
Esse método foi proposto pela primeira vez no Japão. A pistola de soldagem tem uma estrutura de duas camadas. A água de alta pressão jorra em forma cônica da camada externa da pistola de soldagem, formando uma cortina de água rígida que bloqueia a entrada de água do lado de fora.
A camada interna da pistola de soldagem introduz gás de proteção para deslocar a água diretamente abaixo da pistola de soldagem, criando uma cavidade de fase de gás localizada e estável dentro da cortina de água. O arco de soldagem não é afetado pela interferência da água e queima de forma estável dentro da cavidade da fase gasosa.
A cortina de água tem três finalidades: proteger a área de soldagem da água ao redor, utilizar o efeito de sucção do jato de alta velocidade para remover a água da área de soldagem e formar uma cavidade de fase gasosa e quebrar as grandes bolhas de ar que escapam da água em muitas bolhas pequenas para manter a estabilidade dentro da cavidade de gás.
Esse método garante que a resistência da junta não seja menor do que a do material de base, e os ângulos de flexão frontal e posterior da junta soldada podem chegar a 6708. A pistola de soldagem é leve e relativamente flexível, mas o problema de visibilidade não foi resolvido.
A presença de gás de proteção e fumaça agita a água na área de soldagem, tornando-a turva e atrapalhando a visibilidade do mergulhador, fazendo com que o soldador trabalhe essencialmente às cegas. Além disso, existem requisitos rigorosos para a distância e a inclinação do bocal em relação à superfície da peça de trabalho, o que exige grandes habilidades operacionais do soldador.
Combinado com o reflexo do chapa de aço Na maioria dos casos, o método de soldagem de juntas sobrepostas e juntas de filete não é eficaz, e a soldagem manual é um desafio. Portanto, ele deve ser desenvolvido na direção da automação.
5.2 Método de soldagem subaquática com escova de aço
Esse método foi desenvolvido no Japão para superar as deficiências do método da cortina de água. Ele usa uma "saia" de fio de aço inoxidável de 0,2 mm em vez de uma cortina de água como método de drenagem de água localizada. Esse método pode ser usado tanto na soldagem automática quanto na manual.
Para reduzir as lacunas entre os fios de aço e aumentar a estabilidade da cavidade de gás, uma malha de fio de cobre (100-200 mesh) é adicionada à saia de fio de aço. Para evitar a aderência de respingos aos fios de aço, uma camada de fio de fibra de SiC de 0,1 mm de diâmetro é revestida no lado interno da saia de fio de aço. Esse método tem sido usado para reparar juntas soldadas em estacas de aço corroídas pela água do mar em profundidades de 1 a 6 m.
5.3 Método de soldagem subaquática com capuz
Esse método envolve a instalação de uma capa transparente na peça de trabalho, usando gás para deslocar a água dentro da capa e fazendo com que o mergulhador estenda a pistola de soldagem na área de fase gasosa dentro da capa para soldar.
O soldador observa o processo de soldagem através do capô. Esse método de soldagem subaquática pode ser usado para soldagem de posicionamento espacial de diferentes formas de juntas, principalmente usando soldagem a arco de metal com proteção gasosa, mas também soldagem com gás inerte de tungstênio (TIG) e soldagem a arco de metal com proteção.
A profundidade máxima prática da água para esse método de soldagem a seco local com capuz é de 40 m. Esse método de soldagem subaquática a seco local com capuz é um método a seco local em grande escala, com qualidade de soldagem superior ao método a seco local em pequena escala.
No entanto, ele tem menos flexibilidade e adaptabilidade. Além disso, o tempo de soldagem é prolongado, resultando em mais fumaça dentro do capô, o que afeta a visibilidade do mergulhador. A ventilação de exaustão adequada é necessária para manter o gás limpo dentro do exaustor, o que torna esse um problema que deve ser resolvido.
5.4 Método de soldagem subaquática com câmara móvel
Esse método foi proposto pela primeira vez pelos Estados Unidos em 1968 e, posteriormente, aplicado na produção por empresas multinacionais nos Estados Unidos e no Reino Unido. Ele envolve uma câmara móvel com uma extremidade aberta que permite a drenagem de água e a proteção de gás.
A câmara móvel é pressionada sobre a área de soldagem para deslocar a água em seu interior, criando uma cavidade de fase gasosa onde o arco de soldagem queima. O diâmetro da câmara é de apenas 100 a 130 mm, o que o torna um método de soldagem subaquática por ponto seco.
Durante a soldagem, a extremidade aberta da câmara entra em contato com a peça de trabalho, e uma junta de vedação semitranslúcida e uma junta de vedação flexível para a pistola de soldagem são instaladas na abertura.
A pistola de soldagem se estende para dentro da câmara pela lateral, e o gás de drenagem desloca a água, permitindo que o soldador use a iluminação interna da câmara para observar claramente a posição da ranhura e, em seguida, iniciar o arco de soldagem. O soldador move a câmara segmento por segmento ao longo da costura de solda até que toda a solda seja concluída.
Esse método permite a soldagem em qualquer posição. Devido à cavidade estável da fase gasosa dentro da câmara, o arco e a qualidade da soldagem são aprimorados, resultando em uma resistência da junta não inferior à do material de base. As soldas são isentas de defeitos, como inclusões de escória, porosidade e rebaixamento, e a dureza na área de soldagem também é baixa.
As propriedades mecânicas das juntas soldadas atendem aos requisitos do American Petroleum Institute e são usadas em uma profundidade máxima de água de 30 a 40 m. Entretanto, esse método de soldagem subaquática também tem algumas limitações:
(1) Não remove efetivamente a influência da fumaça de soldagem.
(2) Ainda há uma camada de água entre a câmara e a máscara facial do mergulhador. Embora isso tenha pouco efeito sobre a visibilidade em águas claras, os problemas de visibilidade permanecem sem solução em águas turvas.
(3) A pistola de soldagem é conectada de forma flexível à câmara, e o processo de soldagem é interrompido toda vez que a câmara é movida, resultando em soldagem descontínua e possíveis defeitos na junta do passe de soldagem.
Em resumo, a aplicação racional de medidas de drenagem parcial pode abordar com eficácia os três principais problemas técnicos na soldagem subaquática, melhorando assim a estabilidade do arco, aprimorando a formação da solda e reduzindo o tempo de espera. defeitos de soldagem.
Os métodos de soldagem subaquática usados atualmente têm limitações, com a qualidade da soldagem sendo influenciada pelas condições de trabalho e pela profundidade da água. No entanto, do ponto de vista das perspectivas de desenvolvimento offshore, a pesquisa sobre soldagem subaquática está muito aquém das necessidades do setor. Portanto, o fortalecimento da pesquisa nessa área é de grande importância, tanto agora quanto no futuro.
6. Progresso da pesquisa em tecnologia de soldagem subaquática
6.1 Aplicação e desenvolvimento da tecnologia de soldagem subaquática
A soldagem subaquática apareceu pela primeira vez em 1917, quando o Instituto de Construção Naval da Marinha Britânica usou a soldagem a arco subaquática para reparar juntas rebitadas com vazamento e rebites em navios. Em 1932, Khrenov desenvolveu eletrodos especiais para soldagem subaquática revestidos com uma camada à prova d'água na superfície externa, o que melhorou a estabilidade dos arcos de soldagem subaquática até certo ponto.
No final da Segunda Guerra Mundial, a tecnologia de soldagem subaquática ganhou importância em operações de salvamento, como a recuperação de navios afundados.
No final da década de 1960, especialmente com o desenvolvimento de petróleo e gás offshore, havia uma necessidade urgente de reparos de soldagem subaquática em estruturas de engenharia offshore para tratar de fadiga, corrosão ou danos causados por acidentes, garantindo, ao mesmo tempo, uma boa qualidade de soldagem. O primeiro relato a esse respeito foi feito em 1971, quando a Humble Oil Company realizou reparos de soldagem subaquática em plataformas de perfuração no Golfo do México.
Em 1958, o primeiro grupo de mergulhadores comerciais certificados foi treinado, e foram estabelecidos processos de soldagem subaquática úmida para profundidades inferiores a 100 m. Em 1987, a tecnologia de soldagem subaquática com água foi aplicada no reparo de tubos de aço inoxidável em usinas nucleares. Na década de 1990, com o aumento do número de estruturas de engenharia subaquáticas que precisavam de reparos e o aumento do custo dos reparos em estaleiros, houve um maior desenvolvimento da tecnologia de soldagem subaquática úmida.
A tecnologia de soldagem subaquática também recebeu atenção e foi aplicada na China. Já na década de 1950, a soldagem subaquática úmida com eletrodos era empregada. Na década de 1960, a China desenvolveu de forma independente eletrodos especiais para soldagem subaquática. Desde a década de 1970, a Universidade de Tecnologia do Sul da China e outras instituições realizaram uma extensa pesquisa sobre eletrodos de soldagem subaquática e metalurgia.
No final da década de 1970, com a ajuda do Shanghai Salvage Bureau e do Tianjin Oil Exploration Bureau, o Harbin Welding Research Institute desenvolveu a tecnologia de soldagem LD-CO2, que é um método local de soldagem subaquática a seco. A pistola de soldagem semiautomática especialmente projetada para a soldagem subaquática remove com eficácia a fumaça da soldagem, permitindo que o mergulhador observe claramente a posição da ranhura e garantindo a qualidade da soldagem. Nos últimos 20 anos, muitas tarefas de construção foram concluídas usando o método de soldagem LD-CO2.
Os principais fatores que afetam a qualidade da soldagem subaquática são a profundidade da água, a pressão ambiental correspondente e o ambiente de trabalho úmido e severo. Garantir a qualidade da soldagem subaquática úmida é um desafio, e melhorar a qualidade da soldagem subaquática úmida é o foco principal da pesquisa. O Reino Unido e os Estados Unidos desenvolveram vários eletrodos de solda subaquática de alta qualidade.
Normalmente, a profundidade da água para a soldagem subaquática úmida não excede 100 m. O foco atual é alcançar um avanço na tecnologia de soldagem subaquática úmida a uma profundidade de 200 m. A pesquisa sobre o monitoramento do processo de soldagem usando tecnologia avançada fez alguns progressos, especialmente na automação e na inteligência da soldagem subaquática seca e parcialmente seca. Foram desenvolvidos sistemas automatizados de soldagem de esteira e sistemas de robôs de soldagem subaquática com monitoramento automatizado do processo, resultando em melhor qualidade de soldagem, redução do tempo de trabalho e da carga de trabalho dos mergulhadores.
O uso de soldagem automatizada com controle remoto permite superar as limitações de profundidade dos mergulhadores manuais. Os sistemas de soldagem de esteira têm estruturas modulares, o que simplifica a manutenção. Os sistemas de robôs de soldagem subaquática, em rápido desenvolvimento, oferecem maior flexibilidade e são capazes de obter uma qualidade de soldagem satisfatória em soldagem subaquática seca de alta pressão, como gás soldagem a arco de tungstênio (GTWA), soldagem a arco de metal a gás (GMAW) e soldagem a arco com núcleo de fluxo (FCAW), mesmo em profundidades de 1100 m.
Os sistemas de robôs de soldagem subaquática guiados por dispositivos a laser oferecem mais flexibilidade para detectar e controlar soldas e defeitos, contribuindo para melhorar a qualidade da soldagem. O sistema de alimentação de arame é um desafio na soldagem subaquática devido à profundidade da água. Foi aplicado um novo tipo de sistema de feedback de arame e giro subaquático de alta confiabilidade.
De modo geral, ainda há muitos problemas com os sistemas atuais de robôs de soldagem subaquática, incluindo flexibilidade, tamanho, ambiente operacional, tecnologia de detecção e monitoramento e confiabilidade, que precisam ser mais desenvolvidos e aprimorados.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Conseguir uma solda impecável requer mais do que apenas habilidade; depende de dominar a interação entre tensão e corrente. Esses dois parâmetros são a força vital da soldagem, determinando tudo, desde a...
Você já se perguntou por que as estruturas soldadas às vezes falham, apesar de sua aparência robusta? Este artigo mergulha nos desafios ocultos da soldagem, explorando como o aquecimento e o resfriamento irregulares podem levar...
Você já se perguntou como os arranha-céus se mantêm altos ou como os carros permanecem soldados? Este blog revela a mágica por trás das máquinas de solda elétrica. Saiba mais sobre os principais fabricantes, como Lincoln Electric e Miller Welds,...
Você já se perguntou quais marcas de equipamentos de soldagem estão liderando o setor atualmente? Este artigo explora os dez principais fabricantes de máquinas de soldagem, destacando suas inovações, presença global e pontos fortes exclusivos....
Você já se perguntou como os soldadores conseguem juntas perfeitas em posições desafiadoras? A soldagem 6GR é uma técnica especializada para soldar tubulações com um anel de obstáculos em um ângulo de 45°, crucial para garantir...
Você já se perguntou sobre os perigos ocultos por trás das faíscas brilhantes da soldagem? Neste artigo, exploramos os efeitos nocivos da soldagem a arco de argônio no corpo humano....
Você já se perguntou o que significam os números e as letras nas varetas de solda? Este artigo desmistifica o sistema de codificação das varetas de solda de aço carbono e aço inoxidável, ajudando você a entender sua resistência à tração,...
Você já se perguntou como calcular o consumo de varetas de solda com precisão? Nesta postagem do blog, exploraremos os métodos e as fórmulas usados por especialistas do setor para estimar o consumo de...
A deformação da solda em aço inoxidável pode levar a problemas significativos na fabricação de metais. O artigo explora vários métodos para controlar e corrigir essas deformações, como o uso de placas de cobre, água...