Compressores de ar especiais para corte a laser: Por que eles são indispensáveis?
Imagine aumentar a eficiência do seu corte a laser e, ao mesmo tempo, reduzir significativamente os custos - parece atraente, não é? Este artigo explora o papel fundamental dos compressores de ar no corte a laser, revelando como eles aumentam a precisão e reduzem as despesas operacionais. Ao continuar lendo, você descobrirá os benefícios práticos de usar ar comprimido em vez de outros gases, entenderá os requisitos técnicos e aprenderá a selecionar o compressor certo para suas necessidades de corte a laser.
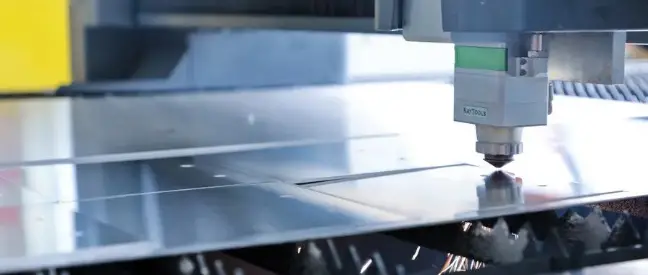
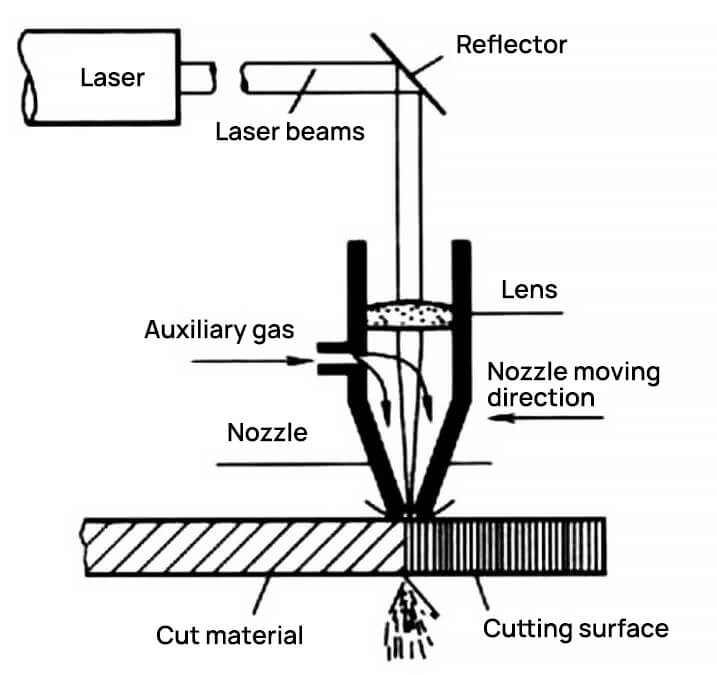
O corte a laser envolve o uso de um feixe de laser de alta densidade de potência para concentrar a luz em um pequeno ponto, aquecendo rapidamente o material até que ele atinja seu ponto de ebulição e vaporize para formar uma cavidade. Em seguida, o feixe de laser se move ao longo da superfície do material, criando um corte e concluindo o processamento do objeto.
O corte a laser é um tipo de método de corte térmico, que pode ser dividido em quatro categorias: corte por gaseificação a laser, corte por fusão a laser, corte por fusão assistida por oxigênio a laser e corte por fratura controlada.
Excelente qualidade de corte: O pequeno ponto de laser, a alta densidade de energia e a velocidade de corte rápida resultam em uma melhor qualidade de corte.
Incisões finas e estreitas: As incisões feitas com laser corte a gás são finas e estreitas, com lados paralelos e boa perpendicularidade à superfície.
Superfícies lisas e atraentes: As superfícies de corte são lisas e visualmente atraentes e, em alguns casos, podem ser usadas como a etapa final do processamento sem a necessidade de usinagem adicional.
Impacto mínimo sobre propriedades do material: A largura da zona afetada pelo calor é pequena após o corte a laser, o que significa que as propriedades do material próximas ao corte são pouco afetadas. Além disso, a deformação da peça de trabalho é mínima, garantindo alta precisão de corte.
Uma comparação da velocidade de corte entre o corte a laser e outros métodos de corte para chapas de aço de baixo carbono é mostrada na tabela abaixo.
Comparação da velocidade de corte de vários métodos de corte:
Alta velocidade de corte: Por exemplo, um laser de 2500 W pode cortar um carbono laminado a frio de 1 mm de espessura chapa de aço em uma velocidade de 16-19 metros por minuto.
Corte sem contato: O corte a laser é um processo sem contato, o que significa que não há contato físico entre o bocal e a peça de trabalho, o que elimina a necessidade de se preocupar com o desgaste da ferramenta.
1. O corte a laser responde por 39% do mercado de equipamentos a laser
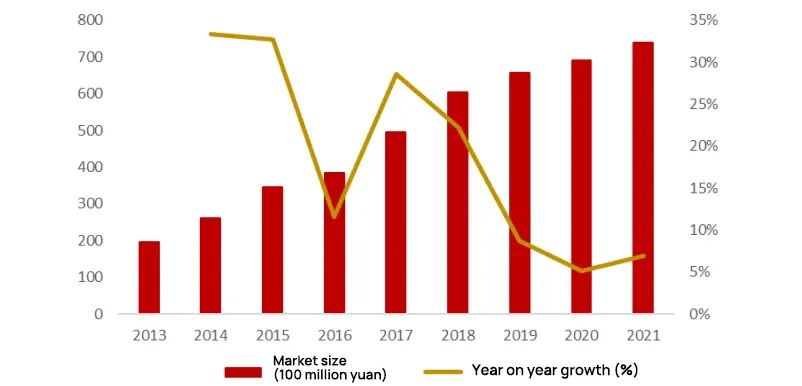
O mercado de laser registrou crescimento em 2020, mas a taxa de aumento diminuiu em comparação com os dois anos anteriores. A receita de vendas do mercado de equipamentos a laser (incluindo importações) em todos os setores foi de 69,2 bilhões de yuans, o que representa um aumento anual de 5,17%.
Devido à tendência econômica global incerta, projeta-se que a receita total de vendas do mercado de equipamentos a laser da China será de 74,0 bilhões de yuans em 2021, com um aumento anual de 6,94%.
No mercado de equipamentos industriais a laser, o corte a laser é a aplicação mais comumente usada, respondendo por 39% do mercado. A marcação e a soldagem estão em segundo e terceiro lugares, respondendo por 19% e 12% do mercado, respectivamente.
2. Avanço em direção à alta potência, alta precisão e grande formato
Nos últimos anos, a tecnologia doméstica de máquinas de corte a laser passou por avanços significativos e agora está se movendo em direção a recursos de maior potência, maior precisão e maior formato.
De acordo com o impulso da China em direção à fabricação inteligente, o setor industrial está passando por uma transformação do processamento tradicional para a fabricação de alta qualidade. Como resultado, espera-se que a escala de mercado do setor de corte a laser da China continue sua trajetória de rápido crescimento.
3. Aplicação de ar comprimido no corte a laser
As máquinas de corte a laser são capazes de atender aos requisitos de corte de uma ampla variedade de materiais e formas complexas. Junto com um laser de alta energia, também são necessários gases auxiliares para concluir o processo de corte.
Os gases auxiliares comumente usados no corte a laser incluem oxigênio (O2), nitrogênio (N2) e ar comprimido. O ar comprimido é a opção mais acessível e econômica em comparação com o oxigênio e o nitrogênio. Ele é frequentemente usado como gás auxiliar para corte a laser.
A qualidade do ar comprimido tem um impacto direto na qualidade do corte a laser de metal. Fatores como o tamanho e a estabilidade da pressão do gás podem afetar o resultado do corte.
Ao selecionar o tamanho do compressor de ar usado para dar suporte à máquina de corte a laser, é importante levar em consideração o projeto do cabeçote de corte a laser, a pressão do gás auxiliar necessária e o tamanho do bocal para garantir a melhor combinação entre o compressor de ar e a máquina de corte a laser.
4. Comparação do corte a laser com diferentes gases auxiliares
Ao realizar o corte a laser, a escolha do gás de corte depende do tipo de material que está sendo cortado. A seleção do gás de corte e sua pressão podem afetar significativamente a qualidade do corte. processo de corte a laser.
Os gases auxiliares mais usados no corte a laser incluem oxigênio (O2), nitrogênio (N2), ar comprimido e, em alguns casos, argônio (Ar).
O gás de corte pode ser classificado em gás de alta pressão e gás de baixa pressão com base em sua pressão.
As principais funções dos gases auxiliares de corte a laser incluem apoiar a combustão e a dissipação de calor, remover o resíduo fundido gerado durante o corte, evitar que o resíduo fundido retorne ao bocal e proteger a lente de foco.
A escolha do processo de corte a laser e do gás auxiliar depende do material que está sendo cortado e da potência da máquina de corte a laser.
A seguir, um resumo das características, usos e escopo de aplicação de diferentes tipos de gases auxiliares:
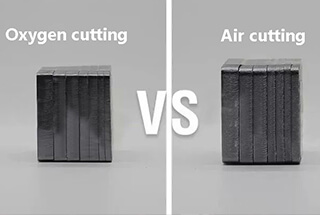
(1) Oxigênio (O2)
O oxigênio é utilizado principalmente para cortar materiais de aço carbono. O calor gerado pela reação química entre o oxigênio e o ferro aumenta a fusão endotérmica do metal, melhorando assim a eficiência do corte e permitindo o corte de materiais mais espessos. Isso aumenta significativamente a capacidade de processamento das máquinas de corte a laser.
No entanto, a presença de oxigênio resulta na formação de um filme de óxido na superfície de corte, causando um efeito de resfriamento no material circundante e aumentando sua dureza. Isso pode afetar o processamento subsequente.
A superfície de corte das chapas de aço carbono cortadas com oxigênio é normalmente preta ou amarela escura. Essas chapas geralmente são cortadas com oxigênio de baixa pressão e depois perfuradas.
(2) Nitrogênio(N2)
Quando o nitrogênio é usado como gás auxiliar para o corte, ele cria uma atmosfera protetora em torno do metal fundido, impedindo a oxidação e evitando a formação de uma película de óxido. Isso resulta em um corte livre de oxidação.
No entanto, o nitrogênio não reage com o metal, o que leva a uma falta de calor de reação e a uma capacidade de corte mais fraca em comparação com o oxigênio. Além disso, o consumo de nitrogênio durante o corte com nitrogênio é várias vezes maior do que com oxigênio, resultando em custos de corte mais altos.
Os benefícios do corte não oxidativo incluem a soldagem direta, o revestimento e a forte resistência à corrosão. A superfície cortada é de cor branca.
O nitrogênio é normalmente usado para corte de aço inoxidávelchapas galvanizadas, chapas de alumínio e de liga de alumínio, latão e outros materiais. Podem ser usados os métodos de perfuração de baixa pressão e de corte de alta pressão.
O fluxo de gás tem um impacto significativo no corte durante o corte com nitrogênio. Para garantir o corte ideal, é importante manter um fluxo de gás suficiente e, ao mesmo tempo, garantir a pressão do gás de corte.
(3) Ar comprimido
O ar comprimido pode ser obtido facilmente e é muito mais barato do que o oxigênio e o nitrogênio, pois pode ser fornecido diretamente por um compressor de ar.
Embora o ar contenha apenas cerca de 20% de oxigênio, o que leva a uma menor eficiência de corte em comparação com o corte com oxigênio, sua capacidade de corte é semelhante à do nitrogênio e ligeiramente superior à do corte com nitrogênio.
A superfície de corte de corte a ar é de cor amarela.
Quando não há requisitos rigorosos para a cor da superfície do material cortado, o uso de ar comprimido para o corte é a opção mais econômica e prática em comparação com o uso de nitrogênio.
(4) Argônio (Ar)
O argônio é um gás inerte comumente usado no corte a laser para evitar a oxidação e a nitrificação. Ele também pode ser utilizado em processos de soldagem. No entanto, deve-se observar que o custo do argônio é mais alto em comparação com o do nitrogênio, o que o torna menos econômico para o uso típico. aplicações de corte a laser.
O corte de argônio é utilizado principalmente para cortar titânio e ligas de titânio, e a face final do corte produzido pelo corte com argônio é de cor branca.
Atualmente, o preço de mercado do nitrogênio líquido é de aproximadamente 1.400 yuans por tonelada. Ao usar nitrogênio líquido nitrogênio para corte a laserSão necessárias latas Dewar, sendo que uma lata típica tem capacidade para 120 kg. O custo de 1 kg de nitrogênio líquido é superior a 3 yuans.
Vamos calcular em 1.400 yuans/tonelada.
120×1,4=168 yuans, e a gravidade específica do nitrogênio no estado padrão é de 1,25 kg/m3Portanto, o uso máximo de nitrogênio líquido em um tanque Dewar é de aproximadamente 120 / 1,25 = 96Nm3que é convertido em custo de nitrogênio por nm: 168/96=1,75 yuan /Nm3.
Se um compressor de ar de marca doméstica for usado para fornecer ar comprimido de 16 bar, fornecendo 1,27 m3 por minuto, a potência de entrada de carga total desse tipo de compressor de ar é de 13,4 kW.
Se a tarifa de eletricidade industrial for calculada em 1,0 yuan / kWh, o custo do ar por m3 é 13,4×1,0/ (1,27×60) =0,176 yuan / m3.
Se o consumo real de 0,5 m3 por minuto e a máquina de corte a laser trabalha 8 horas por dia, o custo diário economizado pelo uso do corte a ar em comparação com o corte a nitrogênio é: (1,75-0,176) x8x60x0,5=378 yuans.
Se a máquina de corte a laser trabalhar 300 dias por ano, o custo de gás economizado em um ano será: 378×300=113400 yuans.
Está claro que usar ar comprimido em vez de nitrogênio para o corte é uma opção mais econômica e prática. Nos últimos anos, a tecnologia de corte a laser passou por avanços significativos, com foco em recursos de alta potência, alta precisão e grandes formatos.
À medida que a China avança em direção à fabricação inteligente, o setor industrial está passando por uma transformação do processamento tradicional para a fabricação de alta qualidade.
Espera-se que o mercado de corte a laser na China continue seu rápido crescimento, oferecendo amplas oportunidades de mercado para os compressores de ar a laser.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Imagine reduzir seus custos de corte a laser e, ao mesmo tempo, aumentar a eficiência com uma simples mudança. Este artigo explora como o uso do ar como gás auxiliar no corte a laser pode alcançar exatamente isso....
Como diferentes gases podem afetar a eficiência do corte a laser? Este artigo explora o desempenho do ar, oxigênio e nitrogênio como gases de corte, comparando seus efeitos em vários metais. Você verá...
O corte a laser revolucionou a manufatura, mas você sabia que o compressor de ar desempenha um papel crucial no seu sucesso? Nesta postagem do blog, vamos nos aprofundar nos detalhes da escolha do...
Imagine as consequências catastróficas de negligenciar a manutenção da máquina de corte a laser. Não deixe que sua empresa seja vítima de tempo de inatividade e reparos dispendiosos! Nesta postagem do blog, vamos nos aprofundar nos aspectos essenciais...
Você já teve dificuldades para escolher o bico de corte a laser certo para o seu projeto? A seleção do bocal ideal é fundamental para obter cortes limpos e precisos e maximizar a eficiência. Neste artigo...
Você já se perguntou o que faz uma máquina de corte a laser funcionar? Nesta postagem do blog, vamos nos aprofundar no funcionamento interno dessas máquinas de alta precisão que revolucionaram o mercado...
Você já se perguntou como um laser pode cortar o metal como uma faca quente na manteiga? Neste artigo fascinante, exploraremos a ciência por trás da tecnologia de corte a laser de fibra....
Você tem curiosidade sobre a tecnologia de ponta que está revolucionando a fabricação? Nesta postagem do blog, vamos nos aprofundar no mundo das máquinas de corte a laser, explorando suas vantagens e os principais fabricantes que dominam...
O corte a laser revolucionou a fabricação, mas até mesmo as máquinas mais avançadas enfrentam problemas. Nesta postagem do blog, vamos nos aprofundar nos problemas comuns enfrentados pelas máquinas de corte de chapas a laser e fornecer...