10 dicas essenciais para usar uma ferramenta de ranhurar
Você já se perguntou como aperfeiçoar a arte de usar uma ferramenta de canal? Este artigo aborda as 10 dicas essenciais para otimizar seu processo de canal, desde a seleção da ferramenta certa e a compreensão dos tipos de canal até o gerenciamento das taxas de avanço e velocidades de corte. Ao final, você saberá como aumentar a longevidade da ferramenta, obter cortes precisos e melhorar a eficiência geral em suas tarefas de usinagem. Mergulhe de cabeça para aprender insights práticos que elevarão sua técnica de canal e garantirão sempre resultados perfeitos.
O ranhuramento é uma etapa crucial no processo de torneamento, e suas características de formação de cavacos e descarga o tornam distinto em quase todos os aspectos.
Projetos inovadores de pastilhas e revestimentos podem aumentar a eficiência e o resultado do canal, mas há várias técnicas de usinagem que devem ser dominadas para realizar esse processo de forma eficaz.
Este artigo apresenta 10 considerações importantes sobre a utilização de uma ferramenta de ranhura.
1. Entenda o tipo de ranhura
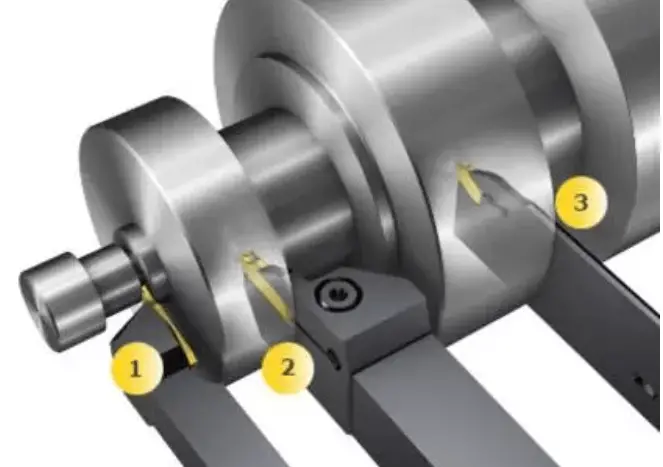
É fundamental compreender os três principais tipos de ranhurasque são: ranhura externa, ranhura do furo interno e ranhura da face final.
As ranhuras externas são as mais simples de processar, pois a força da gravidade e o uso do líquido de arrefecimento podem ajudar na remoção dos cavacos. O operador pode observar diretamente a usinagem das ranhuras externas, o que torna relativamente fácil monitorar a qualidade do processo de usinagem. No entanto, é essencial evitar possíveis problemas de design ou de fixação problemas com a peça de trabalho. Para obter os melhores resultados de corte, é melhor manter a ponta do grooving ferramenta ligeiramente abaixo da linha central.
A ranhura de furo interno se assemelha à ranhura de diâmetro externo, exceto pelo fato de que a aplicação do líquido de arrefecimento e a remoção de cavacos podem ser mais desafiadoras. Os melhores resultados podem ser obtidos quando a posição da ponta está ligeiramente acima da linha de centro para o canal interno.
Para o canal de face final, a ferramenta deve ter a capacidade de se mover na direção axial e o raio do flanco da ferramenta deve corresponder ao raio da superfície usinada. A posição da aresta de corte da ferramenta de ranhura deve estar ligeiramente acima da linha de centro.
Ranhura externa
Ranhura do furo interno
Ranhura na face final
2. Máquinas-ferramentas de processamento e aplicações
No processo de canal, o tipo de projeto e as especificações técnicas da máquina-ferramenta também são fatores críticos a serem considerados. Alguns dos principais requisitos de desempenho das máquinas-ferramentas incluem:
Ter potência suficiente para garantir que a ferramenta opere dentro da faixa de velocidade correta, sem parar ou vibrar;
Possui alta rigidez para concluir o corte necessário sem trepidação;
Ter pressão e fluxo de refrigerante suficientemente altos para facilitar a remoção de cavacos;
Ter um alto nível de precisão.
Além disso, para produzir o formato e o tamanho de ranhura desejados, é fundamental ajustar e calibrar adequadamente a máquina-ferramenta.
3. Compreender as características do material da peça de trabalho
Conhecer as propriedades do material da peça, como sua resistência à tração, características de endurecimento por trabalho e tenacidade, é fundamental para compreender o impacto da peça na ferramenta. Ao usinar diferentes materiais de peças, são necessárias combinações variadas de velocidade de corte, taxa de avanço e características da ferramenta. Diferentes materiais da peça também podem exigir geometrias específicas da ferramenta para gerenciar o lascamento ou exigir o uso de revestimentos específicos para aumentar a longevidade da ferramenta.
4. Escolha a ferramenta certa
A seleção e a utilização adequadas das ferramentas determinarão a relação custo-benefício da usinagem.
A ferramenta de ranhura pode usinar a geometria da peça de trabalho de duas maneiras:
A primeira é processar todo o formato da ranhura fazendo um único corte;
A segunda é desbastar o tamanho final da ranhura cortando em vários estágios.
Uma vez escolhida a geometria da ferramenta, pode ser útil considerar uma revestimento de ferramentas que melhora o desempenho da remoção de cavacos.
5. Ferramentas de formulário
Ao usinar em grandes quantidades, pode ser vantajoso considerar o uso de ferramentas de conformação.
A ferramenta de formação pode cortar todos ou a maioria dos formatos de ranhura em uma única operação, liberando a posição da ferramenta e reduzindo o tempo do ciclo de processamento.
Uma desvantagem das ferramentas de conformação sem lâmina é que, se um dos dentes quebrar ou se desgastar mais rapidamente do que os outros, a ferramenta inteira deverá ser substituída.
É importante controlar os cavacos gerados pela ferramenta e a potência da máquina necessária para o corte de formação. Isso deve ser levado em consideração.
6. Escolha uma ferramenta multifuncional de ponto único
O uso de ferramentas multifuncionais pode gerar caminhos de ferramenta nas direções axial e radial.
Com esse tipo de ferramenta, é possível não apenas usinar a ranhura, mas também girar o diâmetro, interpolar o raio e o ângulo e realizar o torneamento multidirecional.
Quando a lâmina começa a cortar, ela se move axialmente de uma extremidade à outra da peça de trabalho, mantendo contato com a peça de trabalho.
Ao usar uma ferramenta multifuncional, é possível passar mais tempo cortando a peça de trabalho em vez de trocar de ferramenta ou fazer movimentos de curso vazio.
As ferramentas multifuncionais também ajudam a otimizar o processo de usinagem de toda a peça de trabalho.
7. Use a sequência de processamento correta
O planejamento racional da sequência ideal de usinagem envolve a consideração de vários fatores, como a mudança na resistência da peça antes e depois da usinagem do canal, já que a resistência da peça diminui depois que o canal é usinado primeiro.
Isso pode fazer com que o operador use uma taxa de avanço e uma velocidade de corte inferiores às ideais para evitar vibrações. No entanto, a redução dos parâmetros de corte pode levar a tempos de usinagem mais longos, menor vida útil da ferramenta e desempenho de corte instável.
Outro fator a ser considerado é se o processo subsequente empurrará as rebarbas para as ranhuras previamente usinadas.
Como diretriz geral, é aconselhável começar com o ponto mais distante do porta-ferramenta após a conclusão do torneamento do diâmetro externo (OD) e do diâmetro interno (ID), seguido da usinagem das ranhuras e de outras características estruturais.
8. O papel da taxa de alimentação e da velocidade de corte
A taxa de avanço e a velocidade de corte são fatores cruciais na usinagem de canais. Velocidades de avanço e corte inadequadas podem resultar em vibrações, redução da vida útil da ferramenta e tempos de ciclo de usinagem mais longos.
Vários fatores, incluindo o material da peça, a geometria da ferramenta, o tipo e a concentração do líquido de arrefecimento, o revestimento da pastilha e o desempenho da máquina, podem afetar o avanço e a velocidade de corte.
Para resolver os problemas causados por velocidades incorretas de avanço e corte, muitas vezes é necessária uma usinagem secundária.
Embora haja uma grande quantidade de informações disponíveis sobre as velocidades "ideais" de avanço e corte para várias ferramentas, as informações mais relevantes e práticas geralmente são fornecidas pelo fabricante da ferramenta.
9. Seleção do revestimento da lâmina
O revestimento de uma lâmina de metal duro pode aumentar significativamente sua vida útil.
Ao fornecer uma camada lubrificante entre a ferramenta e o cavaco, o revestimento também reduz o tempo de usinagem e melhora o acabamento da superfície da peça de trabalho.
Alguns dos revestimentos comumente usados atualmente incluem TiAlN, TiN e TiCN. Para obter o melhor desempenho, é essencial combinar o revestimento com o material que está sendo usinado.
A aplicação adequada do fluido de corte envolve o fornecimento de fluido suficiente no ponto de corte em que o inserto ranhurado entra em contato com a peça de trabalho.
O fluido de corte tem duas finalidades: resfriar a área de corte e ajudar na remoção de cavacos.
O aumento da pressão do fluido de corte no ponto de corte é altamente eficaz para melhorar a evacuação de cavacos durante a usinagem de ranhuras de diâmetro interno de furo cego.
Para a ranhura de materiais desafiadores, como aqueles com alta tenacidade ou viscosidade, o resfriamento de alta pressão oferece benefícios significativos.
A concentração do líquido de arrefecimento à base de óleo solúvel em água também é crucial para a abertura de valas em materiais difíceis.
Embora a faixa de concentração típica do líquido de arrefecimento esteja entre 3% e 5%, você também pode testar o aumento da concentração (até 30%) para aumentar a lubricidade do líquido de arrefecimento e fornecer uma camada protetora para a ponta da lâmina.
Por fim, você pode assistir a um vídeo de demonstração de ferramentas de ranhura no link abaixo:
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Está curioso para saber como uma máquina de ranhurar em V pode transformar seu processo de usinagem de metais? Este artigo o orienta sobre as etapas essenciais e as precauções de segurança para operar a máquina de forma eficaz. Desde a preparação e o equipamento...
Você já se perguntou como as chapas metálicas conseguem fazer aquelas curvas precisas e perfeitas? Este artigo revela a mágica por trás das máquinas de ranhura em V. Saiba como elas transformam a usinagem de metais, aprimorando a precisão e a estética em setores como...
Você já se perguntou como os intrincados designs de metal em carros e aviões ganham vida? Este artigo explora o fascinante mundo das técnicas de dobragem e ranhura de chapas metálicas, revelando como...
Você já se perguntou como calcular com precisão o comprimento desdobrado na dobra de ranhuras? Este guia detalha as diferenças entre os cálculos de dobra com e sem ranhuras, com exemplos práticos de dobras quadradas e de dobras com...