Corte a jato de água: O guia definitivo para iniciantes
No mundo da manufatura em rápida evolução, a redução de custos é fundamental. Os jatos d'água surgiram como um divisor de águas, oferecendo versatilidade e eficiência inigualáveis. Mas como você pode aproveitar todo o seu potencial para minimizar os custos e maximizar os lucros? Neste artigo, um engenheiro mecânico experiente compartilha dicas e percepções de especialistas para ajudá-lo a dominar a arte do corte com jato de água. Descubra os segredos para otimizar suas operações e ficar à frente da concorrência.
Engenheiros e fabricantes se esforçam constantemente para encontrar maneiras de reduzir os custos, e os jatos d'água provaram ser altamente eficazes para atingir essa meta e aumentar os lucros.
Para aproveitar ao máximo essa tecnologia de economia de custos, é fundamental obter uma compreensão mais profunda de como aplicar efetivamente os métodos de corte a jato de água para minimizar os custos e maximizar os lucros.
O setor de corte a jato de água é considerado um dos mais versáteis e de rápido crescimento em termos de medidas de redução de custos.
Além disso, o cortador a jato de água está entre as máquinas mais eficientes do mundo. Ele supera outras tecnologias de corte, como corte por chama, usinagem a plasma, usinagem a laser, usinagem EDM, torneamento, fresamento e aplainamento.
Além disso, o corte por jato de água é um processo versátil, eficiente e ecologicamente correto, pois não produz gases ou líquidos nocivos e não gera calor na superfície da peça.
Esse método de corte oferece recursos exclusivos que não podem ser obtidos por meio de outros processos simples. Por exemplo, ele pode cortar furos em titânio e produzem padrões complexos em pedra ou vidro.
Além disso, o processo de corte a jato de água é realmente frio, pois não gera calor ao cortar materiais.
As flechas supersônicas de água que são produzidas durante o processo de corte resultam em excelentes resultados quando direcionadas à superfície do material de corte, e a combinação de água e areia aumenta ainda mais o poder de corte.
Definição de jato de água
O corte a jato de água, também conhecido como "água como faca", é uma tecnologia de usinagem avançada que utiliza água em altíssima pressão para cortes de precisão. Essa técnica inovadora teve origem nos Estados Unidos, encontrando inicialmente aplicações nos setores aeroespacial e militar devido aos seus recursos exclusivos.
A vantagem fundamental do corte com jato de água está em sua natureza de corte a frio, que preserva as propriedades físicas e químicas do material que está sendo processado. Essa característica é particularmente importante para materiais sensíveis a alterações induzidas pelo calor.
Os avanços tecnológicos aprimoraram significativamente os recursos de corte dos sistemas de jato de água. A introdução de materiais abrasivos, como partículas de granada ou diamante, no fluxo de água de alta pressão melhorou drasticamente a velocidade de corte e a capacidade de espessura do material. Essa evolução expandiu a aplicação da tecnologia em diversos setores, incluindo cerâmica, pedra, vidro, metais e materiais compostos.
Na China, os sistemas de jato de água de última geração agora operam com pressões de até 420 MPa. Os principais fabricantes desenvolveram sofisticadas máquinas de jato de água de 3 e 4 eixos, sendo que os sistemas de 5 eixos representam a vanguarda dessa tecnologia, oferecendo maior precisão e flexibilidade em operações de corte complexas.
As máquinas de corte a jato de água utilizam sistemas controlados por computador para obter cortes de alta precisão, em grande parte independentes das propriedades do material. Essa versatilidade, combinada com custos operacionais relativamente baixos e alto rendimento do material, posicionou o corte a jato de água como um método preferido na fabricação industrial moderna.
Uma das vantagens mais significativas do corte com jato de água é sua capacidade de processar praticamente qualquer material em qualquer formato em uma única operação. Essa aplicabilidade universal o distingue de outros métodos de corte que, muitas vezes, são limitados por restrições de material.
O processo de corte é inerentemente frio, com qualquer calor mínimo gerado sendo instantaneamente dissipado pelo fluxo de água de alta velocidade. Essa característica, aliada à ausência de emissões nocivas, torna o corte por jato de água um processo de fabricação seguro e ecologicamente correto. Além disso, a tecnologia geralmente elimina a necessidade de processamento secundário, oferecendo recursos de corte flexíveis e versáteis para a obtenção de geometrias complexas.
O corte com água de pressão ultra-alta (UHP), um subconjunto da tecnologia de jato de água, emprega água pressurizada a aproximadamente 380 MPa por meio de sistemas de intensificação de vários estágios. Em seguida, essa água pressurizada é forçada a passar por um orifício de rubi projetado com precisão (normalmente de 0,1 a 0,35 mm de diâmetro) a velocidades próximas a 1.000 metros por segundo. O fluxo de água de alta energia resultante serve como um meio de corte extremamente eficiente, capaz de usinar com precisão uma ampla gama de materiais e espessuras.
Classificação do jato de água
O jato de água pode ser dividido em jato de água puro e jato de água abrasivo.
O jato de água puro foi o primeiro método de corte com água, com sua primeira aplicação comercial iniciada em meados da década de 1970 para cortar papelão ondulado.
As maiores aplicações para jatos de água pura são o corte de fraldas descartáveis, papel de algodão e estofamento automotivo.
Para papel de algodão e fraldas descartáveis, a tecnologia de jato de água proporciona a menor quantidade de resíduos de água em comparação com outras tecnologias.
Características do jato de água Pure Waterjet:
Fluxo de água muito fino (faixa de diâmetro comum: 0,004 a 0,010 polegadas)
Geometria extremamente detalhada
Perda mínima de corte de material
Não gera calor durante o corte
Pode cortar materiais muito grandes ou muito finos
Velocidade de corte rápida
Capacidade de cortar materiais macios e leves (como isolamento de fibra de vidro de até 24 polegadas de espessura)
Baixa força de corte
Fixação simples
Operação contínua por 24 horas.
Os jatos de água abrasivos diferem dos jatos de água puros em apenas alguns aspectos. No jato de água puro, o material é corroído pelo fluxo supersônico de água, enquanto no jato de água abrasivo, as partículas de material abrasivo são aceleradas por jatos de água, corroendo o material.
Os jatos de água abrasivos são centenas ou milhares de vezes mais potentes do que os jatos de água puros e são usados para cortar materiais duros como aço, pedra, compostos e cerâmica.
Com parâmetros padrão, os jatos de água abrasivos podem cortar materiais com uma dureza igual ou ligeiramente superior à da cerâmica de alumina (geralmente chamada de AD 99,9).
Características do jato de água abrasivo
Fluxo de água fino (0,020 a 0,050 polegada de diâmetro).
Geometrias muito complexas podem ser cortadas.
Corte de material fino com espessura de 10 polegadas, cortes empilhados, pouquíssima perda de corte de material.
Fixação simples, baixas forças de corte (menos de 1 lb. ao cortar) e apenas uma configuração para quase todos os trabalhos com jato de água abrasivo.
Mude facilmente de um para vários cabeçotes de corte.
Mude rapidamente de jato de água puro para jato de água abrasivo, reduzindo as operações auxiliares.
Poucas ou nenhuma rebarba.
Classificação do corte a jato de água
O corte por jato de água pode ser categorizado com base em vários parâmetros-chave e características operacionais:
Conteúdo abrasivo:
Corte a jato de água pura: Utiliza apenas água de alta pressão
Corte por jato de água abrasivo: Incorpora partículas abrasivas para aumentar o poder de corte
Escala do sistema:
Sistemas de jato de água em grande escala: Projetados para aplicações industriais e peças de trabalho grandes
Sistemas de jato de água em pequena escala: Adequado para trabalhos de precisão e componentes menores
Faixa de pressão:
Sistemas de baixa pressão: Operando abaixo de 100 MPa
Sistemas de alta pressão: Operando em 100 MPa ou mais
Sistemas de pressão ultra-alta: Acima de 200 MPa
Método de mistura abrasiva:
Jato de suspensão (pré-misturado): Abrasivos misturados com água antes da pressurização
Jato de injeção (pós-misturado): Abrasivos adicionados ao fluxo de água após a pressurização
Configuração da máquina:
Design Cantilever: Oferece flexibilidade para caminhos de corte complexos
Design de pórtico: Oferece estabilidade para áreas de corte maiores
Classificação de segurança:
Sistemas de corte padrão: Adequado para aplicações gerais de fabricação
Sistemas de corte com classificação de segurança: Especificamente projetados para ambientes perigosos (por exemplo, indústrias químicas, de petróleo e de mineração)
Limites de pressão para materiais sensíveis: Pesquisas recentes estabeleceram limites críticos de segurança para o corte por jato de água em ambientes sensíveis:
Sistemas de baixa pressão (≤100 MPa): Geralmente seguro para uso com materiais perigosos
Sistemas de alta pressão (>100 MPa): Exigem consideração cuidadosa em aplicações sensíveis
Sistemas de pressão ultra-alta (>200 MPa): Restrito principalmente à fabricação padrão devido aos riscos potenciais
Um limite de segurança significativo de aproximadamente 237,6 MPa foi determinado experimentalmente. Acima dessa pressão, até mesmo jatos de água pura podem desencadear a detonação de determinados produtos químicos sensíveis. Além disso, a energia cinética e as forças de impacto geradas por jatos de água abrasivos podem causar instabilidade em compostos químicos especializados.
Consequentemente, os sistemas de jato de água que operam acima de 200 MPa são predominantemente utilizados nos setores de usinagem e fabricação convencionais, onde essas preocupações com a segurança não são aplicáveis.
Gráfico de velocidade de corte por jato de água
Tabela 1 Velocidade de corte do jato de água para materiais comuns
Material
Espessura de corte
Pressão da água MPa
Abertura do bocal abrasivo de água mm
Velocidade de corte m/min
Aço carbono
12 , 50
350
0.25/0.76
0.4, 0.1
Aço inoxidável
13, 25
350
0.25/0.76
0.4, 0.2
Titânio
3.2, 6.4
350
0.25/0.76
0.8, 0.6
Alumínio
12 , 100
350
0.25/0.76
0.6, 0.12
Ferro dúctil
15
350
0.25/0.76
0.4
Papel laminado
12
309
0.25
3.5
Placa de gesso
15
294
0.15
20
Borracha
15
377
0.17
12
Borracha de silicone
12
377
0.12
3
Borracha dura
19
309
0.25
6
Tecido
20
309
0.18
3
Tecido de fibra
20
377
0.20
6
Couro
1
343
0.15
30
Origem do corte de água
O Dr. Norman Franz é amplamente reconhecido como o pai da tecnologia de jato de água.
Ele foi a primeira pessoa a pesquisar o jato de água de pressão ultra-alta (UHP) ferramentas de corteque são definidos como superiores a 30.000 psi. Como engenheiro florestal, o Dr. Franz tinha como objetivo encontrar um novo método para cortar grandes troncos de árvores em madeira serrada.
Em 1950, ele usou pela primeira vez pesos pesados para aplicar pressão a uma coluna de água, forçando-a através de um pequeno bocal e produzindo um breve jato de alta pressão que podia cortar madeira e outros materiais.
Apesar das dificuldades que enfrentou para obter um fluxo contínuo de alta pressão e da vida útil limitada das peças na época, ele mostrou que o fluxo de água convergente de alta velocidade tem um enorme poder de corte.
Atualmente, o corte de madeira é uma das aplicações menos significativas da tecnologia UHP, mas a descoberta do Dr. Franz tem aplicações de longo alcance que vão além do que ele poderia ter imaginado.
Em 1979, o Dr. Mohamed Hashish, da Flow Research, começou a investigar maneiras de aumentar o poder de corte dos jatos de água para cortar metais e outros materiais duros.
O Dr. Mohamed Hashish é amplamente considerado o pai do jato de água abrasivo, tendo desenvolvido o método de adicionar abrasivos, como granada, a um jato de água comum, permitindo que ele corte praticamente qualquer material.
Em 1980, os jatos de água abrasivos foram usados pela primeira vez para cortar metal, vidro e concreto. Em 1983, foi lançado o primeiro sistema de corte com jato de água abrasivo disponível comercialmente no mundo, inicialmente usado para cortar vidro automotivo.
O setor aeroespacial foi um dos primeiros usuários dessa tecnologia, reconhecendo seus benefícios para corte de aço inoxidáveltitânio, compósitos leves de alta resistência usados em aeronaves militares e compósitos de fibra de carbono em aeronaves civis.
Com o passar do tempo, os jatos de água abrasivos foram adotados por muitos outros setores, como fabricantes, pedra e azulejo, vidro, motores a jato, construção, nuclear, estaleiros e outros.
O desenvolvimento do corte com água pode ser dividido em vários estágios: o estágio experimental e de exploração do início da década de 1960, usado principalmente na mineração com jato de água de baixa pressão e na limpeza de oleodutos; o estágio de desenvolvimento e pesquisa de equipamentos básicos do final da década de 1960 até o início da década de 1970, focado no desenvolvimento de bombas de alta pressão, boosters e acessórios para tubos de alta pressão e na promoção da tecnologia de limpeza com jato de água de alta pressão; o estágio de experimentos e aplicações industriais do início da década de 1970 até o início da década de 1980, caracterizado pelo surgimento de um grande número de máquinas de mineração de carvão a jato de água de alta pressão, máquinas de corte e máquinas de limpeza; e o rápido desenvolvimento de jatos de água de alta pressão desde a década de 1980, apresentando mais avanços na pesquisa de jato de água de alta pressão, bem como o rápido desenvolvimento de novas tecnologias, como jato de água abrasivo, jato abrasivo, jato de cavitação e jato de choque autoexcitado.
Desenvolvimento do corte por jato de água
A tecnologia de corte por jato de água evoluiu para um processo de fabricação sofisticado e versátil, com avanços significativos impulsionados por pesquisas globais e aplicações industriais. Mais de 40 países, incluindo líderes tecnológicos como Estados Unidos, Alemanha, Japão e Suíça, bem como inovadores emergentes como Coreia do Sul e Índia, estão contribuindo ativamente para o progresso do campo.
A versatilidade da tecnologia levou à sua ampla adoção em diversos setores. No corte industrial, os jatos de água são excelentes na usinagem de precisão de materiais que variam de plásticos macios a aços endurecidos, oferecendo vantagens como zonas mínimas afetadas pelo calor e a capacidade de cortar geometrias complexas. Os setores de mineração e construção aproveitam os jatos de água de alta pressão para escavação e perfuração eficientes, especialmente em formações de rocha dura, onde os métodos tradicionais podem ser menos eficazes.
No processamento de materiais, os sistemas de jato de água são empregados para preparação, limpeza e rebarbação de superfícies, oferecendo uma alternativa não abrasiva aos métodos convencionais. A tecnologia também encontrou aplicações em campos especializados, como o aeroespacial para corte de materiais compostos, fabricação automotiva para acabamento e fabricação de componentes internos e até mesmo no processamento de alimentos para corte higiênico de produtos agrícolas e assados.
As inovações recentes se concentram em melhorar a precisão do corte, aumentar a eficiência operacional e expandir a variedade de materiais usináveis. Esses desenvolvimentos incluem:
Corte por jato de água abrasivo, que incorpora partículas abrasivas finas para aumentar o poder de corte em materiais mais duros.
Sistemas robóticos e de múltiplos eixos para operações complexas de corte em 3D.
Sistemas de controle avançados para aplicações de microusinagem, alcançando tolerâncias de até ±0,025 mm.
Integração com o software CAD/CAM para agilizar os fluxos de trabalho de produção.
Sistemas de reciclagem ecologicamente corretos que filtram e reutilizam água e abrasivos, reduzindo o impacto ambiental.
À medida que a pesquisa continua, a tecnologia de jato de água está pronta para desempenhar uma função cada vez mais crítica nos processos de fabricação avançados, oferecendo uma combinação de precisão, versatilidade e sustentabilidade ambiental que poucos outros métodos de corte podem igualar.
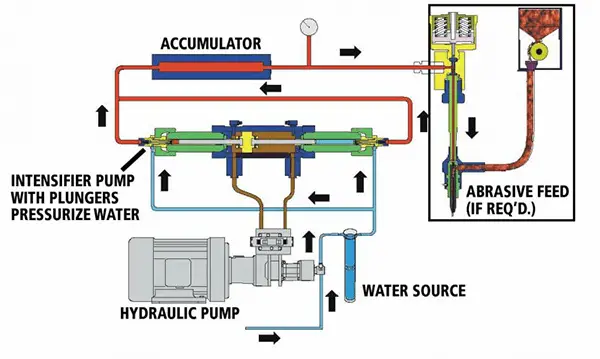
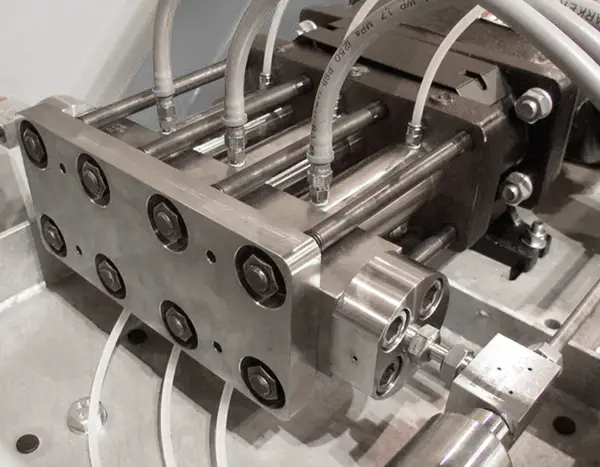
Como a água de alta pressão é gerada
O princípio fundamental por trás de um cortador a jato de água combina simplicidade no conceito com complexidade na execução. O processo se inicia com uma bomba intensificadora de alta pressão que força a água em um sistema de tubulação de alta pressão especialmente projetado, culminando em um bocal de corte projetado com precisão.
Embora a explicação básica pareça simples, o projeto do cortador é uma maravilha da complexidade e da precisão da engenharia. Os sistemas modernos são capazes de gerar pressões de até 6.480 bar (94.000 PSI), sendo que 4.137 bar (60.000 PSI) são comuns em aplicações industriais. Essa pressão extrema é obtida por meio de uma série de intensificadores hidráulicos que amplificam a pressão inicial da bomba.
A importância da integridade do sistema não pode ser exagerada. Mesmo um vazamento minúsculo pode levar a danos catastróficos por erosão devido às velocidades extremas envolvidas. Consequentemente, os fabricantes e engenheiros empregam materiais especializados, como polietileno de peso molecular ultra-alto (UHMWPE) para vedações, e utilizam técnicas de montagem avançadas, incluindo autofixação, para garantir a confiabilidade do sistema. Embora a operação possa parecer simples para os usuários finais, a tecnologia subjacente exige um conhecimento rigoroso em dinâmica de fluidos de alta pressão e ciência dos materiais.
O corte com jato de água abrasivo revolucionou vários setores desde sua introdução comercial em 1982, com sistemas de protótipos surgindo já em 1970. A tecnologia tem apresentado avanços contínuos na precisão do corte, com sistemas modernos que alcançam precisão posicional de ±0,025 mm e repetibilidade de ±0,015 mm.
Os cortadores abrasivos de última geração podem operar com pressões que chegam a 94.000 PSI (6.480 bar), impulsionando a água através de um orifício de safira, rubi ou diamante de apenas 0,1 mm de diâmetro. Isso resulta em velocidades de jato de água de até 1.000 m/s, quase três vezes a velocidade do som.
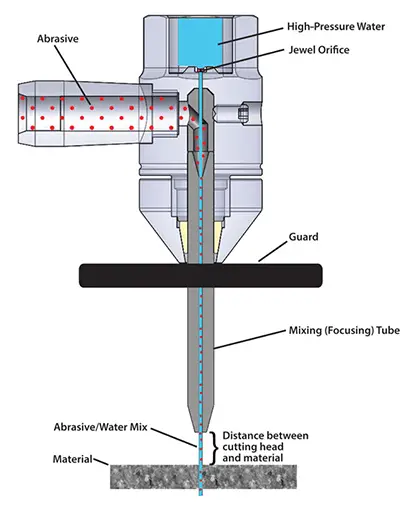
A integração de partículas abrasivas, normalmente granadas com malhas de 50 a 220, transforma o jato de água de alta velocidade em uma poderosa ferramenta erosiva. Esse fluxo carregado de abrasivos sai do tubo de focalização a velocidades em torno de 300 a 400 m/s, criando um processo de corte e esmerilhamento altamente eficiente. A água serve como propulsor e refrigerante, direcionando as partículas abrasivas para a peça de trabalho com precisão e evitando zonas afetadas pelo calor, comuns nos métodos de corte térmico.
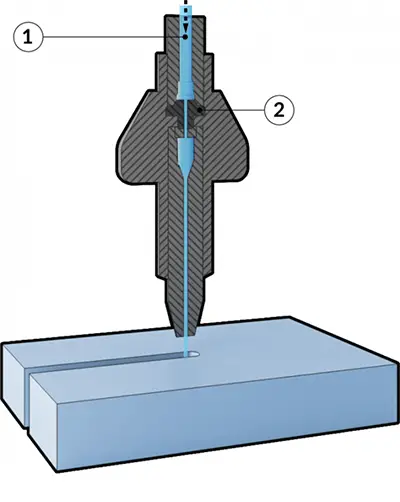
Princípio básico do jato de água
Em essência, o cortador a jato de água opera transformando a energia mecânica de um motor principal (normalmente um motor elétrico ou uma unidade de energia hidráulica) em energia de pressão por meio de um intensificador especializado ou de uma bomba de alta pressão. Esse processo pode gerar pressões de água que variam de 60.000 a 90.000 psi (414 a 620 MPa) para aplicações industriais.
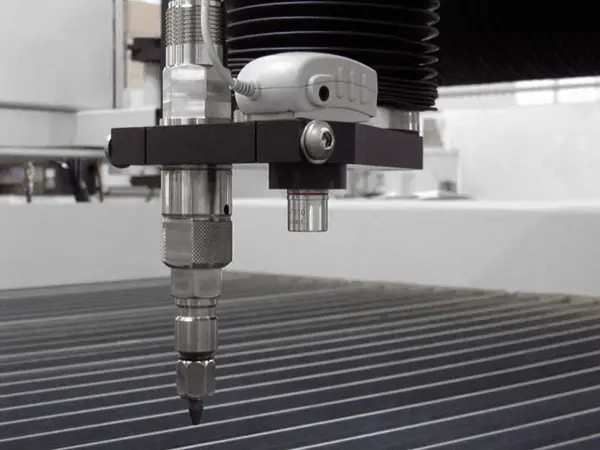
A água pressurizada é então forçada a passar por um orifício de joia, normalmente feito de safira, rubi ou diamante, com um diâmetro tão pequeno quanto 0,1 a 0,4 mm. Esse orifício converte a energia da pressão em energia cinética, produzindo um fluxo supersônico de água com velocidades que chegam a 1.000 m/s (3.280 pés/s). O jato de alta velocidade resultante possui um poder de corte notável, capaz de cortar com precisão uma grande variedade de materiais.
Para melhorar o desempenho de corte, especialmente em materiais mais duros, partículas abrasivas (geralmente granadas) podem ser arrastadas para o fluxo de água após o orifício, criando um jato de água abrasivo. Esse fluxo carregado de abrasivos aumenta significativamente a capacidade de corte, permitindo o processamento eficiente de materiais como metais, compostos e cerâmicas.
Formas de corte de água
O corte com água de ultra-alta pressão (UHP) pode ser categorizado em duas formas principais com base no meio de corte: corte com jato de água puro e corte com jato de água abrasivo. O corte com jato de água puro utiliza apenas água de alta pressão e normalmente produz uma largura de corte que varia de 0,1 a 1,1 mm. Esse método é ideal para materiais macios, como borracha, espuma e alguns plásticos. O corte com jato de água abrasivo, por outro lado, incorpora partículas abrasivas (geralmente granada) no fluxo de água, permitindo o corte de materiais mais duros, como metais e cerâmicas. A largura da fenda de corte no corte abrasivo é geralmente maior, variando de 0,8 a 1,8 mm, devido à adição de partículas abrasivas.
A configuração estrutural dos sistemas de corte com água UHP varia de acordo com os requisitos da aplicação e a geometria da peça. As configurações comuns incluem:
Estrutura de pórtico: Uma viga suspensa rígida suporta o cabeçote de corte, permitindo o movimento dos eixos X, Y e Z. Essa configuração é ideal para peças de trabalho grandes e planas e oferece excelente estabilidade e precisão.
Estrutura cantilever: O cabeçote de corte é montado em um braço cantilever, proporcionando flexibilidade no projeto do espaço de trabalho. Essa configuração é adequada para peças de tamanho médio e oferece boa acessibilidade.
As estruturas de pórtico e cantilever normalmente incorporam de dois a três eixos controlados por CNC, o que as torna adequadas para o corte de chapas e placas planas com alta precisão.
Para tarefas de corte tridimensional mais complexas, são empregados sistemas robóticos de jato de água. Esses sistemas apresentam braços robóticos articulados com cinco a seis eixos controlados por CNC, permitindo caminhos de corte complexos e operações em vários planos. Essa configuração é particularmente vantajosa no setor automotivo, onde é amplamente utilizada para cortar e aparar componentes internos, como painéis de instrumentos, painéis de portas e revestimentos de teto. A flexibilidade dos sistemas robóticos de jato de água permite que eles naveguem por contornos complexos e espessuras de material variadas, tornando-os indispensáveis nos modernos processos de fabricação automotiva.
Características do corte a jato de água
Ampla versatilidade de materiais: As máquinas de corte a jato de água são excelentes no processamento de uma ampla gama de materiais, incluindo metais (por exemplo, aço, alumínio, titânio), pedras (mármore, granito), compostos, cerâmicas e até mesmo materiais sensíveis ao calor, como plásticos e espuma.
Qualidade de corte superior: O processo produz cortes excepcionalmente suaves com conicidade mínima e praticamente nenhuma zona afetada pelo calor (HAZ). Isso resulta em bordas limpas que geralmente não exigem acabamento secundário, reduzindo o tempo e os custos gerais de produção.
Tecnologia de corte a frio: Utilizando água de alta pressão misturada com partículas abrasivas, esse método gera um calor insignificante durante o corte. Isso o torna ideal para materiais sensíveis ao calor e elimina a distorção térmica, preservando as propriedades inerentes do material.
Operação ecologicamente correta: O processo utiliza principalmente água e abrasivo natural (normalmente granada). Ele não produz fumaça tóxica nem subprodutos perigosos, alinhando-se com as práticas de fabricação ambientalmente conscientes. O abrasivo usado geralmente pode ser reciclado ou descartado com segurança.
Ferramentas versáteis: Um único bocal pode processar vários materiais e geometrias complexas sem a necessidade de troca de ferramentas, reduzindo significativamente os tempos de configuração e aumentando a flexibilidade operacional. Essa versatilidade é particularmente vantajosa para oficinas de trabalho com diversos requisitos de corte.
Formação mínima de rebarbas: O processo de corte com jato de água abrasivo gera o mínimo de rebarbas, reduzindo ou eliminando a necessidade de operações secundárias de rebarbação. Esse recurso é particularmente vantajoso para componentes de precisão e projetos complexos.
Programação simplificada: Os modernos sistemas de jato de água se integram perfeitamente ao software CAD/CAM, suportando a importação direta de DXF, IGES e outros formatos de arquivo padrão. Algoritmos avançados de agrupamento otimizam a utilização do material, minimizando o desperdício e reduzindo os custos.
Operação fácil para o usuário: Sistemas de controle sofisticados automatizam muitos aspectos do processo de corte. Os operadores podem simplesmente inserir o tipo e a espessura do material, e o software da máquina otimizará os parâmetros de corte, como pressão, vazão do abrasivo e velocidade de corte, para obter o desempenho ideal.
Capacidades de integração: A tecnologia de corte por jato de água pode ser integrada a outros processos de fabricação, como perfuração ou fresagem, para criar células de trabalho multifuncionais. Essa integração aumenta a eficiência da produção e expande os recursos de fabricação.
Fixação mínima da peça de trabalho: O processo de corte exerce forças laterais mínimas sobre a peça de trabalho, permitindo métodos simples de fixação. Isso reduz a complexidade e o tempo de configuração, o que é particularmente vantajoso para peças grandes ou de formato irregular.
Vantagens e desvantagens do processamento por jato de água
Vantagens e desvantagens do processamento por jato de água
Vantagens:
Alta eficiência de processamento, especialmente para geometrias complexas e materiais com várias camadas
Ausência de zonas afetadas pelo calor, preservando a integridade e as propriedades do material
Precisão de usinagem excepcional, com tolerâncias de até ±0,1 mm
Nenhuma alteração nas propriedades mecânicas ou químicas do material processado
Versatilidade no processamento de materiais, capaz de cortar praticamente qualquer material, incluindo metais, compostos, cerâmica e pedra
Processo ecologicamente correto com o mínimo de resíduos e sem emissões perigosas
Capacidade de realizar cortes complexos e criar padrões detalhados
Redução do desperdício de material devido à largura estreita do corte
Desvantagens:
Alto consumo de energia, levando a um aumento dos custos operacionais
Desgaste rápido de componentes críticos, especialmente bicos de focalização e tubos de mistura
Potencial para qualidade de superfície inconsistente, especialmente em altas velocidades de corte ou com espessuras de material variadas
Eficácia limitada para o processamento de peças grandes e espessas devido à divergência da corrente de jato
Desafios no corte de materiais extremamente macios ou altamente elásticos devido à deformação
Os jatos de água pura são ineficazes para cortar materiais duros, como aço endurecido ou cerâmica; jatos de água abrasivos são necessários, mas enfrentam problemas de desgaste acelerado do bocal e custos de corte mais altos
Investimento inicial significativo em equipamentos em comparação com os métodos de corte convencionais
Taxas de avanço mais baixas e precisão reduzida em comparação com algumas tecnologias de corte de precisão, como laser ou EDM de fio, especialmente para materiais finos
Interação complexa de parâmetros (pressão da água, taxa de fluxo do abrasivo, velocidade transversal, etc.) que afetam a qualidade do corte, podendo resultar em estratificação ou estrias na superfície de corte
A exposição à água pode exigir a secagem imediata ou medidas de proteção para determinados materiais
Os níveis de ruído durante a operação podem ser altos, exigindo proteção auditiva adequada
Conceito da tecnologia de processamento por jato de água
Usinagem com jato de água de alta pressão
A usinagem com jato de água de alta pressão é um processo avançado de usinagem não tradicional que utiliza um fluxo de água altamente pressurizado ou água carregada de abrasivos para cortar, moldar ou limpar materiais. O processo começa com a água ou um fluido de corte especializado sendo pressurizado a níveis extremos, normalmente entre 30.000 e 90.000 psi (2.000 e 6.200 bar), por uma bomba intensificadora de alta pressão.
Esse líquido pressurizado é então direcionado por um acumulador de armazenamento de líquido, que ajuda a manter a pressão e o fluxo consistentes. Por fim, ele é forçado a passar por um orifício minúsculo em um bocal de joia, normalmente feito de safira, rubi ou diamante, com um diâmetro que varia de 0,1 a 0,4 mm. Isso cria um fluxo de jato supersônico com velocidades que variam de 300 a 900 metros por segundo (980 a 2.950 pés/s).
Quando esse jato de alta velocidade atinge a superfície da peça de trabalho, gera tensões localizadas que excedem a resistência do material, resultando em microerosão e remoção precisa de material. Para materiais mais duros, partículas abrasivas, como granada ou óxido de alumínio, podem ser arrastadas no fluxo de água, aumentando significativamente a capacidade de corte.
Essa tecnologia versátil oferece várias vantagens, incluindo a ausência de zona afetada pelo calor, a capacidade de cortar uma ampla variedade de materiais e o mínimo de desperdício de material. É particularmente eficaz para cortar formas complexas em materiais como compósitos, cerâmicas e ligas sensíveis ao calor, onde os métodos de usinagem convencionais podem ter dificuldades.
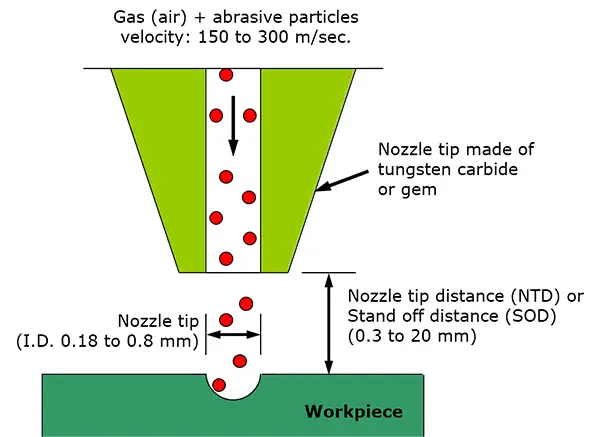
Usinagem por jato abrasivo
A usinagem por jato abrasivo (AJM) é um processo de usinagem não tradicional que utiliza um fluxo de alta velocidade de partículas abrasivas suspensas em um gás de arraste para remover material da superfície de uma peça de trabalho. Essa técnica de precisão emprega microabrasivos, normalmente com tamanho entre 10 e 50 mícrons, impulsionados por ar comprimido ou gases inertes a pressões entre 2 e 10 bar.
O mecanismo de remoção de material no AJM é obtido principalmente por meio da transferência de energia cinética e da ação de microcorte das partículas abrasivas à medida que elas impactam a superfície da peça de trabalho a velocidades de 150 a 300 m/s. Isso resulta em erosão controlada e modificação da superfície em nível micro, permitindo a usinagem de materiais dúcteis e frágeis com efeitos térmicos mínimos.
Os principais parâmetros do processo que influenciam o desempenho do AJM incluem o tipo de abrasivo (por exemplo, óxido de alumínio, carbeto de silício), o tamanho e a forma das partículas, a pressão do gás de arraste, a geometria do bocal (normalmente de 0,2 a 0,8 mm de diâmetro) e a distância de afastamento. Com o controle preciso dessas variáveis, o AJM pode atingir taxas de remoção de material de 0,15 a 20 mm³/min com acabamentos de superfície tão finos quanto 0,5 a 1,25 μm Ra, o que o torna particularmente adequado para aplicações que exigem alta precisão e processamento delicado de materiais.
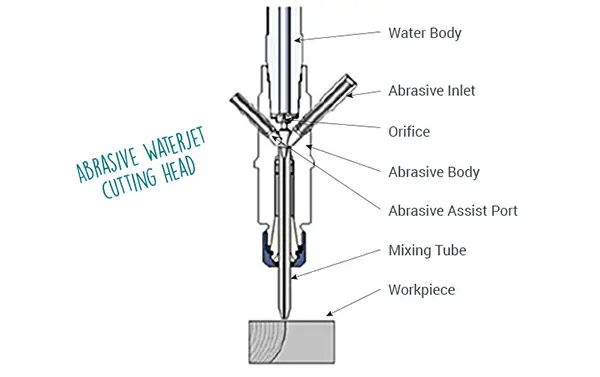
Usinagem com jato de água abrasivo
A usinagem com jato de água abrasivo (AWJ) é um processo avançado de remoção de material que aproveita o poder da água de alta pressão misturada com partículas abrasivas. Essa técnica utiliza uma bomba especializada de alta pressão para gerar pressões de água que normalmente variam de 30.000 a 90.000 psi (207 a 620 MPa).
O processo começa com a criação de um jato de água de alta velocidade, que é então combinado com partículas abrasivas finas (geralmente granada ou óxido de alumínio) em uma câmara de mistura precisa. Essa mistura é então focalizada por meio de um orifício estreito, normalmente de 0,010 a 0,020 polegadas (0,25 a 0,50 mm) de diâmetro, criando um jato de água abrasivo de alta energia capaz de cortar uma grande variedade de materiais.
O AWJ oferece inúmeras vantagens na fabricação moderna:
Versatilidade de materiais: Ele pode cortar com eficiência metais, compostos, cerâmicas, pedras e outros materiais difíceis de usinar.
Processo de corte a frio: A temperatura do jato permanece próxima à ambiente, evitando distorções térmicas ou alterações nas propriedades do material.
Largura mínima de corte: as larguras típicas de corte variam de 0,02 a 0,05 polegadas (0,5 a 1,3 mm), permitindo o uso eficiente do material.
Capacidade de vários eixos: Os sistemas AWJ avançados podem realizar cortes em 5 eixos para formas 3D complexas.
Ecologicamente correto: o processo utiliza água e abrasivos naturais, não produzindo fumaça ou poeira perigosas.
Redução de operações secundárias: A superfície de corte é geralmente lisa, o que muitas vezes elimina a necessidade de acabamento adicional.
Sem desgaste de ferramenta: Ao contrário da usinagem tradicional, não há ferramentas de corte para substituir ou afiar.
Os sistemas AWJ modernos geralmente incorporam o controle numérico computadorizado (CNC) para obter cortes precisos e repetíveis. A tecnologia continua a evoluir, com avanços recentes que incluem:
Maior eficiência e confiabilidade da bomba
Sistemas aprimorados de fornecimento de abrasivos para uma mistura consistente
Software avançado para otimizar os parâmetros de corte e a eficiência do nesting
Integração com sistemas CAD/CAM para um fluxo de trabalho contínuo
Embora o AWJ seja excelente em muitas aplicações, é importante considerar suas limitações, como o potencial de absorção de água em determinados materiais e a necessidade de gerenciamento adequado de águas residuais.
De modo geral, a AWJ representa uma tecnologia de usinagem potente e versátil que combina o poder erosivo dos abrasivos com a precisão dos jatos de água de alta pressão, oferecendo recursos exclusivos em processos de fabricação modernos.
Classificação do jato de água
O jato de água pode ser dividido nos três tipos a seguir:
Jato contínuo
Jato de pulso
Jato de cavitação
1. Jato contínuo
Classificação das técnicas de jato:
Com base nas características do jato: i. Jato de líquido (incluindo jato de água e outros jatos de líquido) ii. Jato líquido-sólido (jato abrasivo) iii. Jato líquido-gás-sólido (abrasivo de transporte pneumático)
Com base na pressão do jato: i. Jato de baixa pressão (pressão de trabalho do jato inferior a 10 MPa, usando bomba centrífuga ou bomba alternativa de baixa pressão como motor principal do sistema) ii. Jato de alta pressão (pressão de trabalho do jato entre 10-100 MPa, usando uma bomba alternativa de alta pressão como motor principal do sistema) iii. Jato de pressão ultra-alta (pressão de trabalho do jato superior a 100 MPa, usando bomba recíproca de pressão ultra-alta ou supercharger como motor principal do sistema)
Com base na mídia que envolveu o jato: i. Jato submerso (jato operando em água ou outro líquido) ii. Jato não submerso (jato ejetado no ar)
Com base no uso do jato: i. Jato de atomização (usado para supressão de poeira, irrigação por aspersão, etc.) ii. Jato de modelagem (usado para fonte, cachoeira artificial, cortina de água etc.) iii. Jato a vácuo (sucção por jato de água) iv. Jato cilíndrico (usado para combate a incêndios, limpeza, etc.) v. Jato fino (usado para limpeza e corte, etc.)
2. Jato pulsado
O jato de pulso é um jato intermitente, com aparência semelhante à de uma bala. Ele é produzido pelos seguintes métodos:
(1) Uma liberação repentina de energia armazenada ou água de um canhão;
(2) Extrusão por pressão;
(3) Regulagem de fluxo, também conhecida como "golpe de aríete".
O desempenho desse tipo de jato depende de fatores como a frequência de formação do golpe de aríete, a relação entre o comprimento do golpe de aríete e o diâmetro do jato e a energia do golpe de aríete.
3. Jato cavitante
O jato cavitante é um tipo de jato contínuo que gera bolhas de cavitação naturalmente dentro do jato. Esse processo estimula o crescimento de núcleos de cavitação, ou bolhas no fluido, que são puxados para dentro do jato e continuam a crescer até colidirem com a superfície que está sendo limpa ou cortada, causando sua ruptura.
Durante o processo de quebra, são produzidos microjatos e pressão extremamente alta com tensões que excedem a resistência à tração da maioria dos materiais.
Vantagens do corte por jato de água
A usinagem com jato de água abrasivo oferece inúmeras vantagens na fabricação moderna:
Flexibilidade geométrica sem igual: O processo permite o corte omnidirecional, possibilitando a criação de formas complexas e projetos intrincados sem restrições de ferramentas.
Aplicação mínima de força: As baixas forças transversais e longitudinais exercidas durante o corte reduzem significativamente os requisitos de fixação da peça de trabalho, levando à diminuição dos tempos de preparação e dos custos associados.
Recursos multifuncionais: Os sistemas de jato de água podem realizar operações de perfuração e corte, simplificando o processo de fabricação e reduzindo o tempo e as despesas gerais de processamento.
Ausência de efeitos térmicos: Ao contrário dos métodos de corte com base térmica, o corte por jato de água não produz nenhuma zona afetada pelo calor, eliminando a deformação do material, as microfissuras e a necessidade de processamento secundário. Isso resulta em melhor qualidade da peça e redução dos custos de fabricação.
Ecologicamente correto: o processo não emite gases tóxicos, garantindo um ambiente de trabalho mais seguro para os operadores e reduzindo a necessidade de sistemas de ventilação caros.
Melhor utilização do material: O corte por jato de água minimiza o desperdício de material por meio de encaixes precisos e caminhos de corte otimizados, levando a uma economia significativa nos custos de matéria-prima.
Processamento em uma única passagem: Cortes de alta qualidade geralmente podem ser obtidos em uma única passagem, eliminando a necessidade de várias operações e reduzindo ainda mais o tempo e os custos de processamento.
Versatilidade em todos os materiais: O corte por jato de água é eficaz em uma ampla variedade de materiais, incluindo metais, compostos, cerâmica e pedra, permitindo uma produção simplificada em diversas aplicações.
Preservação das propriedades do material: A natureza de corte a frio do processo mantém as características originais do material, o que é crucial para ligas sensíveis ou passíveis de tratamento térmico.
Custos reduzidos com ferramentas: Ao contrário dos métodos tradicionais de usinagem, o corte por jato de água não requer ferramentas de corte especializadas que se desgastam e precisam ser substituídas com frequência.
Que tipo de material pode ser cortado com jato de água de pressão ultra-alta?
O corte por jato de água de ultra-alta pressão é um processo de fabricação versátil e poderoso, capaz de cortar uma ampla variedade de materiais com precisão excepcional e zonas mínimas afetadas pelo calor. Essa tecnologia pode cortar com eficácia:
Metais: Incluindo ligas de alta resistência, aço inoxidável, alumínio, cobre, titânio e metais exóticos como Inconel e Hastelloy. É particularmente eficaz para cortar chapas grossas de até 300 mm.
Pedra e cerâmica: Mármore, granito, calcário, ladrilhos de cerâmica e cerâmicas técnicas avançadas podem ser cortados com detalhes intrincados e bordas suaves.
Compostos: Polímeros reforçados com fibra de carbono (CFRP), polímeros reforçados com fibra de vidro (GFRP) e outros compostos avançados usados nos setores aeroespacial e automotivo.
Plásticos e polímeros: De termoplásticos macios a plásticos de engenharia rígidos, como PEEK e PTFE.
Vidro: Incluindo vidro temperado, vidro laminado e vidro à prova de balas, com risco mínimo de rachaduras ou lascas.
Borracha e espuma: Materiais macios que são difíceis de cortar com métodos convencionais.
Produtos de madeira e papel: Incluindo MDF, compensado e papelão grosso.
Produtos alimentícios: Para cortes precisos em indústrias de processamento de alimentos.
A capacidade de corte se estende a materiais de até 200 mm de espessura, dependendo das propriedades específicas do material e da pressão do sistema de jato de água (normalmente variando de 60.000 a 94.000 PSI). O corte com jato de água abrasivo, que incorpora partículas abrasivas finas, como granada, no fluxo de água, aumenta ainda mais o poder de corte de materiais mais duros.
A versatilidade dessa tecnologia decorre de seu processo de corte a frio, que elimina as zonas afetadas pelo calor e permite o corte de materiais sensíveis ao calor. Além disso, a largura estreita do corte e o controle de alta precisão permitem cortes complexos e peças aninhadas, maximizando a utilização do material em várias aplicações industriais.
O corte por jato de água de alta pressão é uma técnica avançada de processamento de materiais que utiliza um fluxo de água de alta velocidade para cortar vários materiais. Esse método se enquadra na categoria de processamento de feixe de alta energia, juntamente com as tecnologias de laser, feixe de íons e feixe de elétrons. O processo aproveita a imensa energia cinética do jato de água para obter resultados de corte precisos e eficientes.
Como uma tecnologia de ponta, o corte por jato de água transformou significativamente o cenário de fabricação, oferecendo uma ampla gama de aplicações em diversos setores. Sua capacidade de cortar sem gerar calor o torna particularmente valioso para materiais sensíveis a efeitos térmicos.
Os recentes avanços tecnológicos resolveram muitas das limitações iniciais do corte por jato de água, posicionando-o como um processo complementar aos métodos de corte tradicionais. A versatilidade da tecnologia levou à sua ampla adoção em setores como aeroespacial, automotivo, fabricação de máquinas, construção, equipamentos médicos, geração de energia, processamento químico, produção de artigos esportivos, defesa e pesquisa de materiais avançados.
Em aplicações aeroespaciais, o corte por jato de água de alta pressão é excelente no processamento de várias ligas e materiais avançados, inclusive compostos de fibra de carbono e plásticos especializados, sem comprometer a integridade do material ou induzir estresse térmico. O setor automotivo aproveita essa tecnologia para cortar uma ampla gama de materiais não metálicos e compostos, desde painéis de carroceria até componentes intrincados da estrutura da porta.
O setor de defesa utiliza o corte por jato de água para a desmontagem segura de armamentos e o corte preciso de materiais sensíveis, inflamáveis ou explosivos. Na fabricação e construção de máquinas, a tecnologia demonstra uma versatilidade excepcional, cortando com eficiência metais, não metais, plásticos frágeis e materiais tradicionalmente desafiadores, como cerâmica e concreto reforçado, com alta precisão.
A tecnologia de jato de água encontrou aplicações especializadas no processamento de papel e borracha. Quando combinada com partículas abrasivas, ela se torna uma ferramenta poderosa no corte de pedras, modelagem de cerâmica, fabricação de componentes aeroespaciais e fabricação avançada de metais.
O setor automotivo, em particular, tem visto um aumento na adoção da tecnologia de jato de água, impulsionado pela demanda por maior eficiência e precisão nos processos de fabricação. Uma inovação notável nesse campo é a integração de sistemas de jato de água com braços robóticos. Essa combinação permite operações de corte complexas e tridimensionais, em que a linha de água de alta pressão é perfeitamente incorporada à estrutura do robô. O braço robótico e os mecanismos de pulso permitem que o bocal do jato de água se mova em trajetórias lineares ou em arco precisas, facilitando o intrincado processamento em 3D de componentes internos de automóveis.
Essa sinergia entre a tecnologia de jato de água e a robótica exemplifica a evolução contínua dos processos de fabricação, ampliando os limites do que é possível em termos de precisão, eficiência e versatilidade de materiais em aplicações de corte industrial.
Aplicação da tecnologia de jato de água na limpeza industrial
Aplicação da tecnologia de jato de água na limpeza industrial
A tecnologia de jato de água tem diversas aplicações em vários setores, demonstrando sua versatilidade e eficiência nos processos de limpeza e preparação de superfícies. No setor automotivo, ela é empregada na limpeza de cabines de pulverização, garantindo um ambiente livre de contaminantes para a aplicação da tinta. O setor petroquímico utiliza essa tecnologia para limpar tubos de trocadores de calor, mantendo a eficiência térmica ideal. Na aviação, os jatos de água são usados para a remoção de borracha em pistas de pouso e decolagem de aeronaves, aumentando a segurança e a tração. As aplicações industriais incluem tratamento de superfície para remoção de ferrugem e engenharia anticorrosiva, fornecendo um substrato limpo para revestimentos protetores. O setor aeroespacial se beneficia da tecnologia de jato de água na limpeza de peças de motores, garantindo precisão e confiabilidade. Nas usinas de energia nuclear, ela desempenha um papel crucial nos processos de descontaminação de radiação.
Avanços recentes têm visto a adoção da tecnologia de jato de água de ultra-alta pressão na preservação de alimentos. Um sucesso notável foi alcançado por empresas como a Avure Technologies (antiga Hemell Company), que ganhou reconhecimento por seu equipamento de processamento de pressão ultra-alta (HPP) no setor de alimentos, aumentando a vida útil e mantendo o valor nutricional e o sabor.
A versatilidade da tecnologia de jato de água se estende a várias aplicações de limpeza, incluindo detalhamento automotivo, limpeza de fachadas de edifícios altos, manutenção de pistas de aeroportos e limpeza de trocadores de calor industriais. Isso levou ao desenvolvimento de equipamentos de limpeza especializados e ao surgimento de prestadores de serviços dedicados para atender às diversas necessidades dos usuários.
Pesquisas realizadas na Universidade de Ciência e Tecnologia do Missouri (antiga Universidade Missouri Rolla) destacaram o potencial da tecnologia de jato de água de alta pressão além da limpeza. Ela tem se mostrado promissora no beneficiamento de carvão, onde pode efetivamente reduzir o carvão a partículas finas para limpeza e produzir combustível de queima mais limpa. Além disso, a tecnologia tem aplicações no setor de papel para polpação hidráulica, oferecendo uma alternativa ecologicamente correta aos métodos tradicionais de polpação química.
Em 2002, a Flow International Corporation fez um avanço significativo com a introdução de equipamentos de jato de água de pressão ultra-alta capazes de atingir pressões de até 87.000 psi (600 MPa). Essa inovação melhorou drasticamente a eficiência da produção e reduziu os custos operacionais em aproximadamente 40% em comparação com os métodos convencionais, especialmente em aplicações de corte e preparação de superfícies.
À medida que a tecnologia de jato de água continua a evoluir, seu potencial de crescimento e aplicação em vários setores permanece substancial. Os esforços contínuos de pesquisa e desenvolvimento se concentram em melhorar a eficiência energética, o controle de precisão e a expansão da gama de materiais e superfícies que podem ser processados com eficiência usando essa tecnologia versátil.
Fatores que afetam a usinagem com jato de água
A usinagem com jato de água é um processo de corte versátil e preciso, influenciado por vários fatores interconectados. Compreender esses fatores é fundamental para otimizar o desempenho do corte e alcançar os resultados desejados. Os principais fatores podem ser categorizados da seguinte forma:
Parâmetros do sistema:
Pressão do sistema de jato de água: a principal força motriz do processo, normalmente variando de 200 a 400 MPa. Pressões mais altas geralmente resultam em maior potência e eficiência de corte.
Parâmetros da estrutura do bocal:
Diâmetro do bocal: Afeta a coerência do jato e a densidade de energia. Diâmetros menores produzem jatos mais focados, mas podem limitar a taxa de fluxo.
Raio do chanfro: Influencia a formação e a estabilidade do jato. O design ideal do chanfro reduz a turbulência e melhora a qualidade do corte.
Comprimento do tubo de mistura: Tem impacto na aceleração do abrasivo e na eficiência da mistura. Tubos mais longos geralmente melhoram a mistura, mas podem aumentar a perda de energia.
Diâmetro do tubo de mistura: Afeta a concentração do abrasivo e a velocidade do jato. Deve ser otimizado para tipos específicos de abrasivos e taxas de fluxo.
Parâmetros abrasivos:
Material abrasivo: Os materiais comumente usados incluem granada, óxido de alumínio e carbeto de silício. A escolha do material afeta a eficiência do corte e o acabamento da superfície.
Diâmetro da partícula: Normalmente, varia de 50 a 150 μm. Partículas maiores aumentam as taxas de remoção de material, mas podem reduzir a qualidade da superfície.
Fluxo de abrasivo: a taxa de fluxo de massa do abrasivo, geralmente de 200 a 400 g/min. Taxas de fluxo mais altas aumentam a potência de corte, mas também os custos com consumíveis.
Forma da partícula: As partículas angulares geralmente proporcionam melhor desempenho de corte do que as arredondadas devido à maior ação de cisalhamento.
Modo de mistura:
Acionamento por pressão ou sucção por pressão negativa: Afeta a eficiência do arraste de abrasivos e a complexidade geral do sistema. Os sistemas de acionamento por pressão geralmente proporcionam uma mistura mais consistente.
Estado de mistura do abrasivo:
Pó seco ou lama: a mistura de lama pode proporcionar uma distribuição mais uniforme do abrasivo, mas pode exigir equipamentos e manuseio especializados.
Parâmetros de corte:
Velocidade de avanço: inversamente relacionada à profundidade e à qualidade do corte. A velocidade ideal depende das propriedades do material e dos resultados desejados.
Distância do alvo: A distância entre a saída do bico e a superfície da peça de trabalho. Afeta a divergência do jato e a eficiência do corte.
Número de cortes: Várias passagens podem melhorar a qualidade e a profundidade do corte, mas aumentam o tempo de processamento.
Ângulo do jato: Normalmente, 90° para a maioria das aplicações. Os cortes em ângulo podem ser usados para geometrias especiais ou para reduzir o arredondamento da borda superior.
Parâmetros do material:
Resistência: materiais de maior resistência geralmente exigem taxas de alimentação mais lentas ou maior fluxo de abrasivo.
Dureza: Afeta a seleção do abrasivo e a eficiência geral do corte.
Densidade: Influencia a penetração do jato e as taxas de remoção de material.
Microestrutura e composição: Podem afetar a qualidade do corte e o potencial de efeitos secundários, como endurecimento por trabalho.
Precisão do corte por jato de água
O corte por jato de água oferece uma precisão excepcional, com precisões de corte típicas que variam de 0,1 mm a 0,25 mm (0,004″ a 0,010″). Esse alto nível de precisão é influenciado por vários fatores importantes:
1. Precisão da máquina: Os modernos sistemas de corte por jato de água apresentam precisão de posicionamento de 0,01 mm a 0,03 mm (0,0004″ a 0,0012″), obtida por meio de controles CNC avançados e sistemas de movimento linear de alta precisão.
2. Características da peça de trabalho:
Tamanho: Peças de trabalho maiores podem apresentar pequenos desvios devido à expansão térmica ou à tensão do material.
Espessura: Materiais mais espessos podem levar ao aumento da conicidade e à redução da precisão na parte inferior do corte.
Propriedades do material: Os materiais mais duros geralmente permitem tolerâncias mais rígidas, enquanto os materiais mais macios ou compostos podem exigir parâmetros de corte ajustados.
3. Parâmetros de corte:
Pressão da água: pressões mais altas podem melhorar a qualidade do corte, mas podem afetar a precisão em materiais mais finos.
Taxa de fluxo do abrasivo: A otimização da relação abrasivo/água é fundamental para manter a precisão e maximizar a eficiência do corte.
Velocidade de corte: velocidades mais lentas geralmente produzem maior precisão, mas ao custo da produtividade.
4. Condição do bocal: A manutenção e a substituição regulares dos tubos e orifícios de focalização são essenciais para uma precisão consistente.
5. Compensação por software: Os sistemas avançados de jato de água utilizam algoritmos de software para compensar o atraso e a conicidade do jato, aumentando ainda mais a precisão, especialmente em geometrias complexas.
É importante observar que o corte por jato de água pode atingir tolerâncias ainda mais rigorosas (até ±0,025 mm ou ±0,001″) em aplicações específicas com configurações otimizadas e condições altamente controladas. Entretanto, para a maioria das aplicações industriais, a faixa de 0,1 mm a 0,25 mm representa uma precisão prática e alcançável que equilibra precisão com eficiência de produção.
O tamanho e a espessura do material a ser cortado, bem como a configuração do bocal, influenciam significativamente a largura da fenda de corte do jato de água.
Para o corte com jato de água abrasivo, a largura típica do corte varia de 0,8 a 1,2 mm (0,031 a 0,047 polegadas). Essa variação depende de vários fatores:
Diâmetro do bocal: Diâmetros maiores do orifício e do tubo de focalização geralmente produzem kerfs mais largos. Os tamanhos padrão dos bicos variam de 0,25 a 0,4 mm (0,010 a 0,016 polegadas) para o orifício e de 0,76 a 1,2 mm (0,030 a 0,047 polegadas) para o tubo de focalização.
Propriedades do material: Materiais mais duros podem resultar em cortes ligeiramente mais largos devido ao aumento da dispersão de partículas abrasivas.
Parâmetros de corte: Taxas mais altas de pressão e de fluxo de abrasivo podem aumentar a largura do corte, enquanto velocidades de corte mais rápidas podem reduzi-la.
Distância de separação: A maior distância entre o bocal e a peça de trabalho normalmente resulta em um corte mais largo.
Tamanho do grão abrasivo: Os abrasivos mais grossos tendem a produzir kerfs mais largos do que os mais finos.
Para o corte com jato de água puro (sem abrasivos), usado para materiais mais macios, a largura do corte é significativamente menor, normalmente variando de 0,1 a 0,3 mm (0,004 a 0,012 polegadas).
É importante observar que os sistemas modernos de corte a jato de água geralmente permitem a compensação de corte na programação do CNC, garantindo alta precisão apesar das variações de corte.
Que tipo de chanfro será produzido pelo corte por jato de água?
O corte por jato de água pode produzir uma variedade de tipos de chanfros, dependendo dos parâmetros de corte e dos recursos da máquina. Aqui está uma explicação otimizada dos chanfros produzidos pelo corte por jato de água:
O chanfro produzido pelo corte por jato de água é influenciado principalmente pela velocidade de corte, pela taxa de fluxo abrasivo e pela distância entre o bocal e a peça de trabalho. Normalmente, o corte por jato de água cria uma borda ligeiramente cônica, com a parte superior do corte sendo mais larga do que a parte inferior. Esse ângulo de conicidade pode variar de 0,5° a 2° na maioria dos casos.
A qualidade da borda chanfrada é, de fato, altamente dependente da velocidade de corte. Em velocidades de corte ideais, o corte por jato de água pode alcançar uma excelente qualidade de borda com uma rugosidade de superfície (Ra) de aproximadamente 3,2 μm (0,000126 polegadas) ou melhor. A precisão dimensional para um corte de boa qualidade geralmente fica em torno de ±0,1 mm (0,004 polegadas), o que se alinha com o valor de 0,1 mm mencionado.
Os diferentes tipos de chanfro que podem ser produzidos incluem:
Borda quadrada: Alcançada com máquinas de alta precisão e velocidades de corte mais lentas.
Chanfro superior: A borda superior é chanfrada, enquanto a inferior permanece quadrada.
Chanfro inferior: A borda inferior é chanfrada, enquanto a superior permanece quadrada.
Chanfro em forma de V: As bordas superior e inferior são chanfradas, criando uma forma de V.
Os sistemas avançados de corte por jato de água equipados com cabeçotes de múltiplos eixos podem produzir chanfros complexos e até mesmo ângulos compostos, permitindo a preparação de soldas e geometrias de peças complexas.
É importante observar que a espessura, a dureza e a composição do material também desempenham papéis cruciais na determinação da qualidade final do chanfro e das tolerâncias alcançáveis.
Abrasivo usado no corte com água
O corte por jato de água utiliza uma variedade de materiais abrasivos para aprimorar suas capacidades de corte. Os abrasivos mais comumente usados incluem granada, óxido de alumínio, carbeto de silício e areia de olivina. Em aplicações especializadas, partículas de diamante também podem ser empregadas. A seleção do material abrasivo depende de fatores como o material que está sendo cortado, a qualidade de corte desejada e considerações de custo.
O tamanho do grão dos abrasivos normalmente varia de 50 a 220 mesh, sendo 80 mesh o mais usado para corte de uso geral. A escolha do tamanho do grão influencia tanto a velocidade de corte quanto a qualidade do acabamento da superfície. Os grãos mais grossos (por exemplo, 50-80 mesh) proporcionam taxas de corte mais rápidas, mas podem resultar em um acabamento de superfície mais áspero, enquanto os grãos mais finos (por exemplo, 120-220 mesh) oferecem melhor qualidade de superfície em detrimento da velocidade de corte.
A dureza do abrasivo, medida na escala Mohs, desempenha um papel crucial na determinação de sua eficácia de corte. Os abrasivos mais duros geralmente apresentam desempenho de corte superior, especialmente em materiais mais resistentes. Por exemplo, a granada (dureza Mohs 7,5-8,0) é amplamente utilizada devido ao seu excelente equilíbrio entre dureza, eficiência de corte e custo-benefício. O óxido de alumínio (dureza Mohs 9) oferece velocidades de corte mais altas, mas a um custo mais elevado, o que o torna adequado para aplicações especializadas.
É importante observar que, embora os abrasivos mais duros geralmente ofereçam melhor desempenho de corte, eles também podem levar a um maior desgaste no tubo de focalização e na câmara de mistura do sistema de corte por jato de água. Portanto, a seleção do material abrasivo e do tamanho do grão deve ser otimizada com base nos requisitos específicos de corte, nas propriedades do material e na economia geral do processo.
Que tipo de material deve ser cortado com jato de água
O corte por jato de água é um método de corte versátil e preciso, adequado para uma ampla variedade de materiais. Os seguintes tipos de materiais são particularmente adequados para o corte por jato de água:
Metais: Metais ferrosos e não ferrosos, incluindo aço, alumínio, titânio, cobre, latão e ligas exóticas. O corte por jato de água é especialmente vantajoso para placas de metal espessas ou quando é necessário evitar zonas afetadas pelo calor.
Pedra e cerâmica: Pedras naturais como granito, mármore e ardósia, bem como pedras artificiais e várias cerâmicas. O corte por jato de água é excelente na criação de padrões e formas complexas sem causar microfraturas.
Compostos: Materiais reforçados com fibra, como fibra de carbono, fibra de vidro e Kevlar. O corte por jato de água evita a delaminação e o desgaste geralmente associados a outros métodos de corte.
Vidro: Tanto o vidro temperado quanto o não temperado podem ser cortados com alta precisão, sem o risco de lascar ou rachar.
Plásticos e polímeros: De plásticos macios a polímeros de engenharia rígidos, como PEEK ou Delrin. O corte por jato de água produz bordas limpas sem derreter ou distorcer o material.
Borracha e espuma: Materiais macios e flexíveis que são difíceis de cortar com métodos convencionais.
Madeira e compostos de madeira: Particularmente útil para cortar formas complexas ou quando é necessária uma borda selada para evitar a absorção de água.
Materiais avançados: Como estruturas alveolares, laminados e materiais multicamadas usados no setor aeroespacial e em outros setores de alta tecnologia.
O corte por jato de água é ideal para esses materiais devido ao seu processo de corte a frio, que elimina as zonas afetadas pelo calor, a distorção térmica e as tensões mecânicas. Ele permite o corte de materiais sensíveis ao calor, não produz fumaça tóxica e pode alcançar tolerâncias estreitas e qualidade de borda suave. A capacidade de cortar materiais empilhados e criar geometrias complexas aumenta ainda mais a sua versatilidade nos processos de fabricação modernos.
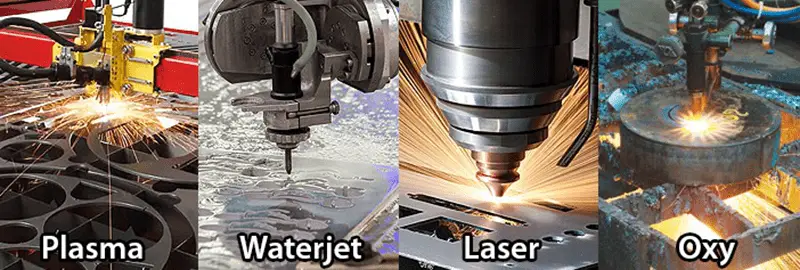
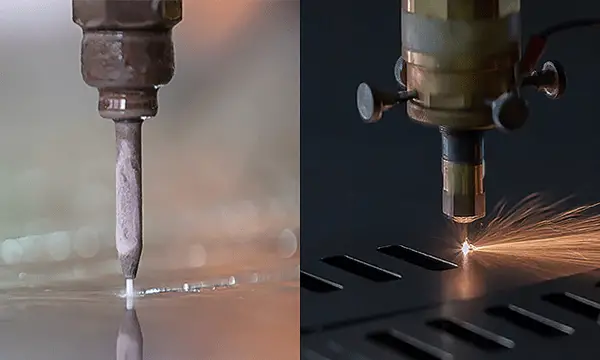
Comparação de vários métodos de corte
Jato de água versus fresamento
O corte com jato de água abrasivo oferece vantagens significativas em relação aos processos tradicionais de fresamento para cortar e perfurar as bordas da peça. Esse método de corte com água de alta pressão e mistura abrasiva é substancialmente mais rápido, mais eficiente na configuração e mais econômico em comparação com as técnicas de usinagem convencionais, como a criação de furos cegos, perfuração e rosqueamento.
A principal vantagem está na capacidade do jato de água de cortar a peça de trabalho em uma única passagem. Ao contrário do fresamento, que remove o material por meio de um processo de retificação, o corte com jato de água usa a erosão para separar o material com precisão, sem gerar calor excessivo ou estresse mecânico. Isso resulta em tempos de processamento mais rápidos e menor desgaste da ferramenta.
Para componentes de precisão, o corte por jato de água abrasivo é excelente na produção de peças com formato quase líquido em uma única operação. A ausência de efeitos térmicos durante o corte preserva as propriedades mecânicas do material e elimina as zonas afetadas pelo calor, o que é crucial para a manutenção de tolerâncias estreitas e da integridade do material. Isso é particularmente vantajoso para materiais sensíveis ao calor ou quando são necessários processos subsequentes de tratamento térmico.
Uma vantagem frequentemente negligenciada do corte com jato de água é a eficiência do material. Os resíduos gerados são normalmente na forma de peças maiores e reutilizáveis, em vez de cavacos finos produzidos pelo fresamento. Esse material de refugo mantém um valor mais alto e é mais facilmente reciclado, contribuindo para melhorar a sustentabilidade e compensar potencialmente os custos de material.
Além disso, o corte por jato de água oferece maior flexibilidade em termos de espessura e composição do material, permitindo o processamento de uma ampla variedade de metais, compostos e outros materiais sem a necessidade de troca de ferramentas. Essa versatilidade, combinada com sua precisão e eficiência, torna o corte com jato de água abrasivo um método cada vez mais preferido para muitas aplicações de fabricação em que a qualidade da borda e as propriedades do material são essenciais.
Jato de água versus corte por chama
O corte por jato de água e o corte por chama oferecem vantagens distintas na fabricação de metais, cada um deles adequado a aplicações específicas. O corte por chama, um processo térmico, introduz zonas afetadas pelo calor (HAZ) na peça de trabalho, o que pode alterar as propriedades do material próximo à borda do corte. Em contrapartida, o corte por jato de água abrasivo, uma técnica de corte a frio, produz acabamentos de superfície superiores com distorção térmica mínima. Esse processo de corte a frio elimina a formação de escória na borda do corte, reduzindo significativamente ou eliminando a necessidade de operações de acabamento secundário.
O corte por jato de água se destaca pela versatilidade, capaz de processar materiais de espessura praticamente ilimitada, limitada apenas pelas especificações da máquina e pela velocidade de corte. Esse método permite padrões de corte complexos com cortes estreitos, otimizando a utilização do material e reduzindo o desperdício. A precisão do corte por jato de água permite um encaixe mais apertado das peças, conservando ainda mais a matéria-prima e reduzindo os custos de produção.
Além disso, o corte por jato de água mantém a integridade do material, o que é crucial para ligas ou compostos sensíveis ao calor, nos quais os métodos de corte térmico podem comprometer as propriedades estruturais. Sua capacidade de cortar geometrias complexas com alta precisão o torna particularmente valioso para o desenvolvimento de protótipos e produção de pequenos lotes em setores que vão desde a indústria aeroespacial até a fabricação de dispositivos médicos.
O investimento necessário para corte a laser é substancial. Atualmente, ele é utilizado principalmente para cortar chapas de aço finas e algumas chapas de aço não inoxidável.materiais metálicos. A velocidade de corte é rápida e a precisão é alta, mas também causa uma marca de arco e efeito térmico na costura de corte.
Além disso, o corte a laser pode não ser adequado para alguns materiais, como alumínio, cobre e outros metais não ferrosos e ligas, especialmente para o corte de placas de metal mais espessas, pois a superfície de corte pode não ser ideal ou até mesmo não ser capaz de ser cortada.
Atualmente, a pesquisa sobre geradores de laser de alta potência visa a resolver o desafio de corte de aço grosso mas o custo de investimento, manutenção e operação do equipamento é significativo.
Por outro lado, o corte com água tem várias vantagens, incluindo baixo custo de investimento, operação econômica, capacidade de cortar uma grande variedade de materiais, alta eficiência e facilidade de operação e manutenção.
O jato de água é melhor do que o laser em alguns aspectos
Não há limite para a espessura de corte com o corte por jato de água.
Materiais reflexivos, como latão e alumínio, também podem ser cortados com eficiência.
Não é necessária nenhuma energia térmica, portanto, não há risco de queimadura ou de produzir efeitos térmicos.
Ao ajustar a velocidade de corte, somente a velocidade de corte precisa ser alterada, sem a necessidade de modificar o gás, o foco ou outros componentes.
A capacidade de produção pode ser facilmente aumentada com a instalação de vários cabeçotes de corte.
A manutenção de equipamentos a laser é mais especializada e desafiadora, enquanto os equipamentos a jato de água exigem uma manutenção relativamente menor.
Além disso, a compra de um conjunto completo de equipamentos de jato de água é mais barata, custando apenas 1/2 a 1/3 do custo do equipamento de corte a laser.
Corte por jato de água vs. corte por plasma
O corte a plasma, embora eficiente para muitas aplicações, tem limitações notáveis. Ele gera uma zona afetada pelo calor (HAZ) significativa, que pode levar à distorção térmica e a alterações metalúrgicas no material. A precisão do corte a plasma é geralmente menor em comparação com outros métodos, atingindo tolerâncias de ±0,5 mm a ±1,5 mm, dependendo da espessura do material. A superfície de corte geralmente apresenta uma conicidade característica e formação de escória, o que pode exigir operações secundárias para aplicações críticas.
Por outro lado, o corte por jato de água é um processo de corte a frio que utiliza água em alta pressão (geralmente misturada com partículas abrasivas) para desgastar o material. Esse método oferece várias vantagens:
Impacto térmico mínimo: Sem zona afetada pelo calor, o corte por jato de água preserva as propriedades originais do material e evita a distorção térmica, o que o torna ideal para materiais sensíveis ao calor.
Alta precisão: O corte por jato de água pode atingir tolerâncias de até ±0,1 mm, dependendo da espessura do material e dos recursos da máquina.
Qualidade superior da superfície: A superfície de corte é lisa e livre de defeitos induzidos pelo calor, o que geralmente elimina a necessidade de operações de acabamento secundário.
Versatilidade no pós-processamento: A borda de alta qualidade produzida pelo corte por jato de água é prontamente passível de operações subsequentes, como soldagem, usinagem ou tratamentos de superfície, sem comprometer a integridade do material.
Flexibilidade de materiais: O corte por jato de água pode processar com eficiência uma ampla variedade de materiais, incluindo metais, compostos, cerâmicas e até mesmo materiais em camadas.
Embora o corte por jato de água ofereça esses benefícios, é importante considerar fatores como velocidade de corte, limitações de espessura do material e custos operacionais ao escolher entre esses dois métodos para aplicações específicas.
Jato de água versus corte com fio
No processamento de metais, a usinagem por descarga elétrica de fio (WEDM) e o corte por jato de água oferecem vantagens distintas para diferentes aplicações. A WEDM é excelente em termos de precisão, alcançando tolerâncias de até ±0,0001 polegadas (±2,5 μm), o que a torna ideal para geometrias complexas e materiais duros. No entanto, sua velocidade de corte é relativamente lenta, normalmente variando de 0,1 a 4 polegadas por hora (2,5 a 100 mm/h), dependendo da espessura do material e do acabamento superficial desejado.
A WEDM pode exigir etapas preparatórias adicionais, como pré-perfuração para furos iniciais ou rosqueamento do fio, o que pode aumentar o tempo total de processamento. Além disso, a WEDM é limitada pelo tamanho do arame e da mesa da máquina, geralmente restringindo as dimensões da peça de trabalho a menos de 500 mm (20 polegadas) de espessura.
Por outro lado, o corte com jato de água abrasivo oferece maior versatilidade e velocidade. Ele pode processar uma ampla variedade de materiais, de plásticos macios a aços endurecidos, com velocidades de corte de até 500 mm/min (20 polegadas por minuto) para materiais finos. O corte por jato de água é excelente em prototipagem rápida e produção em larga escala, com a capacidade de cortar materiais de até 150 mm (6 polegadas) de espessura em uma única passagem.
A principal vantagem do jato de água está em sua flexibilidade. Ele pode realizar operações de perfuração e corte sem a necessidade de troca de ferramentas, e sua largura de corte (kerf) pode ser ajustada variando a pressão da água, a taxa de fluxo do abrasivo e o tamanho do bico. Essa adaptabilidade permite o processamento de componentes que variam de peças pequenas e complexas a grandes elementos estruturais, limitados principalmente pelo tamanho do leito da máquina, que pode exceder 3 metros em alguns sistemas.
Embora o corte por jato de água geralmente ofereça uma precisão menor do que o WEDM (tolerâncias típicas de ±0,003 polegadas ou ±0,075 mm), sua combinação de velocidade, versatilidade e escalabilidade o torna a escolha preferida para muitas aplicações de fabricação de metal em que a precisão ultra-alta não é crítica.
Comparação entre o corte com água e outros métodos de corte
Os processos de puncionamento e cisalhamento oferecem soluções de corte rápidas e eficientes para determinados componentes metálicos, mas exigem ferramentas especializadas, o que limita sua flexibilidade. Esses métodos são mais eficazes para a produção de alto volume de peças padronizadas com espessura moderada.
O corte por jato de água, por outro lado, oferece versatilidade inigualável no corte de geometrias complexas em uma ampla gama de materiais. Sua natureza não térmica o torna particularmente vantajoso para o corte de materiais espessos, duros ou sensíveis ao calor, nos quais os métodos tradicionais, como puncionamento ou cisalhamento, podem ser impraticáveis ou impossíveis. O corte por jato de água se destaca por manter a integridade do material, evitar zonas afetadas pelo calor e minimizar o desperdício de material.
O corte por chama, embora amplamente utilizado no setor de metal por sua capacidade de cortar seções espessas, tem limitações significativas. O processo gera uma grande zona afetada pelo calor, resultando em distorção térmica, baixa qualidade da borda e precisão dimensional reduzida. Além disso, ele se limita a metais ferrosos e não pode ser aplicado a ligas não ferrosas ou materiais não metálicos.
O corte por jato de água supera essas limitações, oferecendo corte de alta precisão em uma ampla gama de materiais, inclusive ligas de alta temperatura, compostos e materiais frágeis como vidro, pedra e cerâmica. Seu processo de corte a frio garante o mínimo de estresse térmico, preservando as propriedades do material e permitindo tolerâncias estreitas, normalmente atingindo precisões de ±0,1 mm ou mais, dependendo da espessura do material.
No entanto, é fundamental considerar que o corte por jato de água pode não ser a melhor opção quando outros métodos podem atender a requisitos específicos de processamento de forma mais eficiente ou econômica. O corte a laser, por exemplo, geralmente oferece velocidades de corte mais rápidas e qualidade de borda superior para metais de espessura fina a média. O corte a plasma oferece um equilíbrio entre velocidade e custo para materiais condutores de espessura moderada.
Os custos operacionais do corte por jato de água podem ser significativos, principalmente devido às bombas de alta pressão, aos abrasivos especializados e aos componentes sujeitos a desgaste, como bicos e tubos de focalização. Esses consumíveis, muitas vezes adquiridos de fornecedores especializados, contribuem para aumentar os custos por peça em comparação com alguns métodos alternativos.
Concluindo, embora o corte por jato de água ofereça vantagens exclusivas em termos de versatilidade, precisão e compatibilidade de materiais, sua aplicação deve ser cuidadosamente avaliada em relação a outras tecnologias de corte com base em requisitos específicos do projeto, volume de produção, propriedades do material e considerações econômicas.
O que deve incluir um conjunto completo de equipamentos de corte por jato de água?
Um conjunto completo de equipamentos de corte por jato de água deve incluir, no mínimo, os seguintes componentes: uma bomba de pressão ultra-alta, um dispositivo de cabeçote de corte por jato de água, a CNC mesa de corte e um gabinete de controle de computador.
Os detalhes são os seguintes:
Mesa de trabalho
Bomba de alta pressão
Cabeça de corte
Sistema de transporte de areia
Dispositivo de resfriamento
Sistema de filtro
Tecnologia de corte com água em cinco eixos
O corte por jato de água, assim como o laser, o plasma e outros métodos de corte térmico, sofre um declínio na eficiência do corte à medida que a profundidade do corte aumenta devido ao efeito de dissipação de energia. Esse fenômeno geralmente resulta em uma superfície de corte não perpendicular, criando uma conicidade ou ângulo de corte, que é um desafio inerente à maioria dos processos de corte.
Embora as tentativas de atenuar essa conicidade por meio do aumento da potência do jato ou da redução da velocidade de corte tenham apresentado algumas melhorias, elas não podem eliminar totalmente o problema do corte não vertical. Essas abordagens geralmente levam ao aumento do consumo de energia, à redução da produtividade ou à possível distorção térmica em materiais sensíveis ao calor.
Em 1997, um conceito inovador de um cabeçote de corte inclinável foi introduzido para enfrentar esse desafio. Hoje, sistemas avançados de corte por jato de água de cinco eixos que incorporam essa tecnologia estão disponíveis comercialmente, oferecendo a solução mais direta e eficaz para minimizar a conicidade e aumentar a precisão do corte.
O sistema de corte por jato de água de cinco eixos aumenta a plataforma tradicional de três eixos (X, Y, Z) com dois eixos rotacionais adicionais (A e B). Essa configuração permite que o cabeçote de corte se incline e gire, compensando a divergência natural do fluxo de jato. O sistema emprega algoritmos sofisticados que consideram fatores como propriedades do material, espessura e geometria de corte desejada para gerar um modelo de compensação de conicidade predefinido.
Durante a operação, o cabeçote de corte ajusta dinamicamente seu ângulo em tempo real, seguindo a trajetória de corte calculada. Essa articulação contínua garante que o jato de água de alta pressão mantenha um ângulo de ataque ideal durante todo o processo de corte, neutralizando efetivamente o efeito de conicidade. Como resultado, a peça de trabalho atinge uma qualidade de borda quase perfeita e sem interferência, com conicidade mínima, mesmo em materiais espessos ou geometrias complexas.
A implementação da tecnologia de corte por jato de água de cinco eixos não apenas melhora a qualidade e a precisão do corte, mas também expande os recursos do corte por jato de água para incluir operações avançadas de perfilamento 3D, chanfro e rebaixamento. Essa versatilidade, combinada com as vantagens inerentes ao corte a frio e à versatilidade de materiais do corte a jato de água, torna-o uma ferramenta cada vez mais valiosa nos modernos processos de fabricação de precisão.
Solução de problemas da máquina de corte a jato de água
Para máquina de corte a jato de água com prensa hidráulica de água
Pulsação: a pressão é instável, por exemplo, de 150 MPa a 230 MPa
Solução:
Para resolver o problema, primeiro verifique a pulsação do tubo transparente de entrada de água para garantir que esteja normal. Depois de determinar qual cilindro de alta pressão está causando problemas, desmonte-o e inspecione o núcleo da válvula de entrada de água, a sede da válvula de saída de água e a mola.
Normalmente, o reparo dessas peças resolverá o problema, mas se não for possível consertá-las, talvez seja necessário substituí-las. A mola é um problema comum nessa situação.
A pressão é estável em uma pressão, mas não em um estado normal.
Por exemplo: 230MPa normal, agora 170Mpa ou 140MPa.
Solução:
Verifique o pulso do tubo de entrada de água para determinar se há alguma impureza bloqueando o núcleo da válvula de entrada de água em um dos cilindros de alta pressão.
Inspecione a válvula de alívio de pressão quanto a vazamentos e verifique se ela está retornando água para o tanque de água pequeno.
Examine todas as partes do motor principal para verificar se há vazamentos de água.
A pressão é de apenas dezenas de Mpa, ou sem pressão
① Verifique se o fornecimento de água, eletricidade e gás está normal
② Verifique se a correia está escorregando ou solta
③ Verificar se o abrasivo diamantado foi adicionado
④ Determine se algum dos três cilindros de alta pressão não está funcionando, pois quando dois cilindros não estão funcionando simultaneamente, a pressão será significativamente reduzida ou inexistente.
O ruído anormal do cilindro de alta pressão do cárter, o grande intervalo de salto do amperímetro e a pressão instável.
Há duas causas possíveis para o ruído:
A porca grande da biela do virabrequim pode estar solta;
O núcleo da válvula de entrada do corpo da válvula grande pode estar entupido ou a placa de limite pode não estar alinhada corretamente.
Soluções:
Aperte a porca da biela.
Desmonte o núcleo da válvula, a placa de limite e a porca pequena de entrada de água e, em seguida, use uma lixa 1000# para remover qualquer sujeira ou arranhão na superfície do corpo da válvula e do núcleo da válvula ou substitua a placa de limite.
O vidro cortado rachará
O vidro está nivelado?
Há alimentação de areia?
A pressão está muito alta?
Se a produção de areia é muito grande ou muito pequena
Substitua um pedaço de vidro para determinar se o material é o mesmo.
Tubo de pedras preciosas e areia
A vida útil normal das gemas é de 17 horas a 7-14 dias. Quando são usadas por um período prolongado, a qualidade do corte pode se deteriorar e apresentar sintomas como maior quantidade de névoa ao redor do cabeçote de corte, setas de água espalhadas, saltos de borda, dentes afiados e diferenças no valor de exibição da pressão em comparação com a frequência normal.
Quanto ao tubo de areia, a vida útil normal é de 3 a 8 meses, dependendo da qualidade e do tempo de uso. Com o tempo, o bocal pode ficar maior ou ter um orifício excêntrico ou formato elíptico, fazendo com que a peça de trabalho cortada tenha alta inclinação, bordas em forma de sino, colapso do ângulo e outros problemas. Isso pode resultar em uma redução do tamanho da peça de trabalho ou em uma diminuição da velocidade de corte.
A pressão é normal, a linha de água é normal, mas a capacidade de corte é ruim
Causa da falha:
O tubo plástico de abastecimento de areia está danificado
O fluxo de areia é muito pequeno
O tubo de entrada de areia está danificado
Método de tratamento:
Substitua o tubo plástico de abastecimento de areia por um novo
Ajuste o botão de ajuste do fluxo de areia para aumentar o fluxo de areia
Substituição do tubo de entrada de areia
A pressão do sistema está normal, mas a capacidade de corte é ruim
Causa da falha:
O bocal está danificado
Desgaste da câmara de mistura
O tubo de areia está danificado
O suprimento de areia é muito pequeno
Método de tratamento:
Substituição do bocal da gema
Substituição da câmara de mistura de areia
Substituição do tubo de areia
Aumentar o fluxo de areia
Quando a alta pressão é ligada, não há ejeção de água do tubo de areia, mas há ejeção de água do tubo de entrada de areia
Causa da falha:
O tubo de areia está bloqueado
Método de tratamento:
Substitua o tubo de areia por um novo ou remova os corpos estranhos no tubo de areia com alta pressão.
A linha de água sem adição de areia é normal, mas a água é divergente após a adição de areia e a capacidade de corte é reduzida
Causa da falha:
Substituição do tubo de areia
Método de tratamento:
O tubo de areia está danificado
Para máquina de corte a jato de água com óleo prensa hidráulica
"Cortando areia voando"
Verifique se o material de corte é apenas cortado na barra de grade.
Verifique se a quantidade de areia é uniforme ou suficiente.
Verifique se a pressão está normal.
Verifique se a gema precisa ser alterada.
"A válvula direcional não está funcionando"
Verifique se as duas luzes de sinalização na válvula direcional estão acesas.
Verifique se a pressão cai para 0.
Verifique se o relé da válvula de reversão está ligado.
Se os fatores acima estiverem presentes, verifique se o relé está solto e se o marcador no lado 2 da válvula direcional está preso.
"Funcionamento anormal do motor principal"
Verifique se o botão de parada de emergência está pressionado.
Verifique se a fonte de alimentação tem corrente suficiente.
Verifique se o relé está ligado e se o fio de entrada está solto ou quebrado.
Se a máquina iniciar e parar repetidamente em um padrão triangular, verifique se o limite superior de pressão definido pelo controlador de temperatura foi excedido.
"Alarme do manômetro"
Quando a pressão aumentar para 400-500, verifique se a gema do cabeçote de corte está bloqueada ou se o tubo de areia está bloqueado por impurezas.
Verifique se a linha de transmissão para o manômetro está quebrada ou se o próprio manômetro está quebrado.
"Falha do gabinete"
Se o computador não iniciar e a ventoinha do gabinete elétrico não funcionar, verifique se o conector no meio do gabinete está solto, se vários vazamentos e interruptores de ar estão desligados, se o regulador de tensão acende normalmente e se o interruptor dispara.
Se a lâmina não funcionar, verifique se o relé está funcionando, se as duas fontes de alimentação estão ligadas e se a parte externa e interna do cabeçote de corte estão presas.
Se houver um alarme de codificador, determine se o eixo XY atingiu a posição limite, se o botão de parada de emergência foi liberado e se as linhas de entrada e saída estão desconectadas.
Depois de descartar as condições acima, tente acionar a parada de emergência, liberando-a a cada 15 segundos, para ver se a situação foi resolvida.
Caso contrário, desligue a energia e reinicie a máquina inteira. Se o problema persistir, entre em contato com o fabricante.
"Corpo da válvula grande"
Se o vazamento de água do orifício de segurança for pequeno, tente desligar a alta pressão e apertar a porca.
Se o vazamento de água do orifício de segurança for grande, abra a válvula de saída e verifique se há desgaste ou explosão. Substitua se necessário.
Se o salto de pressão for muito grande e a faixa de queda estiver entre 400 e 200, e algumas peças estiverem sendo cortadas e outras estiverem voando para fora, sinta a frequência da mangueira azul com a mão. Se a água fluir apenas em uma direção e houver apenas uma frequência de entrada de água, e a mangueira estiver quente, desmonte o corpo da válvula grande e verifique se o núcleo da válvula de entrada de água e a placa de limite estão bloqueados por impurezas ou se há ferrugem. Remova a placa de limite para ver se a superfície de contato entre o núcleo da válvula de entrada e o corpo da válvula grande está desgastada. Esmerilhe a superfície de contato do corpo da válvula e do núcleo da válvula com uma lixa 1000-1500, limpe-a com um sopro e tente novamente.
“Interruptor do cabeçote do cortador“
Impossibilidade de vedar a água: Após o corte, quando o interruptor é movido para a segunda posição, a alta pressão não é interrompida. Isso pode resultar em esmerilhamento da peça de trabalho se a máquina continuar funcionando.
Etapas de solução de problemas: Primeiro, verifique se há ar livre. Em seguida, verifique se a válvula de ar está funcionando corretamente.
Se o problema persistir após a solução de problemas, desmonte a válvula de alívio do cabeçote do cortador e inspecione a agulha e a sede quanto a desgaste ou desajuste. Substitua as peças desgastadas, se necessário.
“Computador“
Não funciona: se o computador não estiver funcionando, consulte a seção 5 para solucionar o problema. Se o problema não puder ser resolvido, procure a ajuda de um especialista em manutenção de computadores.
Backup: Em caso de paralisação do sistema, há um backup disponível no disco rígido, que pode ser restaurado usando o recurso "restauração fantasma com um clique".
Reparo: Para outras falhas, o computador pode ser levado a uma oficina de reparos. Entretanto, certifique-se de que o novo sistema instalado inclua o software Auto CAD e o software de corte Ncstudio para garantir a funcionalidade adequada.
Conexão de rede: O departamento de informática deve conectar o cabo de rede à Internet para evitar qualquer possível contaminação.
Limpeza de poeira: Recomenda-se a limpeza regular do computador para remover qualquer acúmulo de poeira.
"Software de corte“
1-1) Se você encontrar uma mensagem de erro dizendo "Erro de autoverificação de hardware" ao abrir o software de corte, siga estas etapas para atualizar o driver:
Clique com o botão direito do mouse em "Meu computador"
Vá para "Gerenciador de dispositivos"
Localize a "placa de dispositivo CNC" e clique duas vezes para abri-la
Localize a "placa de controle Nike" e clique com o botão direito do mouse para atualizar o driver
Selecione o local na lista e clique em "Next" (Avançar)
Continue na próxima etapa até que a atualização seja concluída.
Observação: Não passe para a próxima etapa até que a etapa atual esteja concluída.
1-2) Se a atualização do driver não resolver o problema, tente reinstalar o software de corte. Se o problema persistir, tente novamente em um momento posterior.
1-3) Se as etapas anteriores não tiverem sido bem-sucedidas, talvez seja necessário desmontar o computador para solucionar o problema.
Localize a placa de controle da Nikai e remova-a.
Limpe qualquer acúmulo de poeira usando álcool anidro ou um pano macio.
Limpe os dedos de metal com uma borracha.
Reinstale a placa de controle e tente novamente.
Se o problema persistir, tente mudar a posição do slot e tente executar as etapas novamente.
2) Se não houver nenhuma mensagem de erro ao abrir o software, mas você não conseguir pressionar nenhum botão ou instalar o software de corte, tente as etapas a seguir:
Execute uma verificação antivírus no computador para detectar possíveis infecções por vírus.
Se o problema persistir, considere a possibilidade de realizar uma nova instalação do sistema, pois o software pode ter sido infectado por um vírus.
Observação: antes de tentar instalar um novo sistema, certifique-se de fazer backup de dados e arquivos importantes.
3) Se o software não conseguir controlar a máquina, siga estas etapas para solucionar o problema:
Certifique-se de que os três botões de parada de emergência não estejam acionados.
Verifique se há algum alarme de software ou hardware, inclusive o codificador atrás do gabinete elétrico.
Verifique o software, diagnostique os problemas e verifique as portas de hardware.
Observe as luzes de status nas portas. Uma luz vermelha contínua é normal, enquanto uma luz verde sólida indica um problema.
Use a função F5 para modificar a polaridade, se necessário. Verifique se isso resolve o problema.
Verifique se o eixo XYZ não atingiu seu limite.
Verifique se o medidor de pressão e o controlador de temperatura estão emitindo algum alarme.
Observação: Se você não conseguir resolver o problema, procure a ajuda de um técnico qualificado.
4) Se o software ainda não estiver funcionando, desligue a energia e tente novamente.
5) Se não for possível abrir o desenho, verifique se ele está aberto no CAD no momento. Feche o CAD e abra o desenho desejado.
6) Posição de origem:
Ao verificar se a operação está correta, pressionar o botão de parada de emergência pode fazer com que a origem se mova.
Se o eixo XY estiver sendo testado quanto aos seus limites, isso também pode fazer com que a origem se mova. Verifique se a peça de trabalho está se movendo ou se não está devidamente fixada.
7) Se o eixo XY estiver inativo:
Verifique se ele atingiu seu limite ou se há um botão de parada de emergência acionado.
Verifique se há algum alarme do codificador (localizado atrás do gabinete elétrico) e pressione o botão de parada de emergência por 15 segundos antes de reiniciar.
Observação: Se o problema persistir, procure a ajuda de um técnico qualificado.
10. Manutenção
Reabasteça a máquina regularmente, inclusive os três eixos XYZ, o tanque de óleo da mesa de elevação e o tanque de óleo do motor principal. Use óleo hidráulico para a máquina e certifique-se de que ele seja resistente a altas temperaturas. Verifique o nível de óleo nos tanques em intervalos regulares.
Limpe a carcaça da máquina após cada dia de trabalho ou turno, tomando cuidado para não deixar cair água no gabinete elétrico, nos três motores da máquina-ferramenta ou no host. Isso pode resultar em vazamento elétrico ou peças danificadas.
Verifique regularmente todas as peças e porcas quanto a vazamento de água, dentes deslizantes e folga.
Ao instalar ou remover peças, limpe-as cuidadosamente. Ao instalar, aplique cola azul (agente antiaderente de rosca) nas áreas rosqueadas. Evite usar outras substâncias, como manteiga ou óleo lubrificante, que podem fazer com que as peças grudem.
Verifique regularmente se os componentes elétricos estão soltos e se há risco de queda das seções do circuito. Lembre-se de desligar a energia antes de realizar essas verificações.
Perspectiva de desenvolvimento da tecnologia de usinagem por jato de água
Aumentando a confiabilidade e a longevidade operacional
Um foco significativo deve ser direcionado para melhorar a vida útil e o desempenho de componentes essenciais, incluindo bombas de alta pressão, mangueiras de alta pressão, conectores e bicos. Materiais avançados e técnicas de engenharia de precisão podem ser empregados para aumentar a resistência ao desgaste e a estabilidade operacional. Essa otimização não apenas aumentará a eficiência geral, mas também reduzirá o consumo de abrasivos e o uso de energia, o que, em última análise, levará a uma melhor relação custo-benefício e competitividade no mercado.
Implementação de sistemas de controle inteligentes
A integração de sistemas de controle adaptativo em tempo real permite o ajuste dinâmico dos parâmetros do processo durante a usinagem, aumentando significativamente a exatidão e a precisão. Essa abordagem avançada permite a produção de componentes com requisitos rigorosos de precisão, rivalizando com os benefícios técnicos e econômicos da usinagem a plasma e a laser. Os algoritmos de aprendizado de máquina podem ser incorporados para otimizar os caminhos de corte, prever as necessidades de manutenção e ajustar as taxas de fluxo de abrasivos com base nas propriedades do material e na profundidade de corte.
Expansão dos domínios de aplicativos
A versatilidade da usinagem por jato de água continua a crescer, evoluindo das tradicionais operações de corte e rebarbação bidimensionais para aplicações mais complexas. Essas incluem usinagem de furos de precisão, contorno de superfície tridimensional e até mesmo recursos de microusinagem. As aplicações emergentes no setor aeroespacial, na fabricação de dispositivos médicos e no processamento avançado de compostos demonstram a adaptabilidade e o potencial da tecnologia para setores de fabricação de alto valor.
Avanço da pesquisa teórica e da modelagem
A ênfase na pesquisa fundamental é crucial para ampliar os limites da tecnologia de jato de água. O desenvolvimento de modelos abrangentes de usinagem por jato de água que levem em conta a dinâmica dos fluidos, o comportamento das partículas abrasivas e os mecanismos de remoção de material proporcionará percepções mais profundas do processo. Estudos avançados de teoria de fluxo multifásico, juntamente com simulações de dinâmica de fluidos computacional (CFD), podem levar a projetos otimizados de bicos, maior eficiência de mistura de abrasivos e melhor compreensão da interação jato-material. Essa base teórica impulsionará a inovação na geometria do bocal, no projeto da bomba e na eficiência geral do sistema.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Você já se perguntou como os fabricantes conseguem precisão e eficiência ao cortar aço inoxidável? Este artigo se aprofunda em seis técnicas avançadas de corte de aço inoxidável, destacando seus benefícios e aplicações....
Imagine cortar aço ou mármore com nada mais do que um jato de água. Esse é o poder da tecnologia de jato de água abrasivo, um método inovador que utiliza água de alta pressão...
Imagine uma técnica de corte tão precisa que revolucione a produção de componentes essenciais de motores e transformadores. O corte a água de chapas de aço silício faz exatamente isso, oferecendo qualidade e eficiência superiores....
Você já se perguntou quanto custa realmente operar uma máquina de corte a jato de água? Este artigo detalha as despesas totais, incluindo a depreciação do equipamento, os consumíveis e a mão de obra, oferecendo um guia abrangente para...
Como os operadores podem se manter seguros ao usar máquinas de corte a jato de água CNC? Este artigo destaca diretrizes de segurança cruciais, desde os preparativos para a inicialização até a solução de problemas comuns. Você aprenderá precauções essenciais, como...