Verificações de aperto da porca de solda e do pino de solda (teste e inspeção)
Você já se perguntou como é garantida a integridade das porcas e parafusos soldados em seu carro? Este artigo revela o meticuloso processo de verificações e inspeções de qualidade que mantêm seu veículo seguro e confiável. Saiba como vários testes e padrões são aplicados para garantir a resistência e a durabilidade desses componentes essenciais.
O aparato de aperto para porcas e parafusos de solda exige a garantia de qualidade durante o processo de instalação. Garantir a integridade desses componentes é fundamental para manter a confiabilidade e a segurança gerais da estrutura montada. Para avaliar a qualidade da solda e a confiabilidade do processo, é essencial monitorar a resistência da instalação durante todo o procedimento. Esse monitoramento contínuo ajuda a detectar quaisquer desvios ou anomalias que possam comprometer a integridade da solda.
Para comprovar ainda mais a confiabilidade do processo de instalação, medidas adicionais de garantia de qualidade podem ser integradas ao fluxo de trabalho de produção. Essas medidas podem incluir coleta e análise de dados em tempo real, sistemas de inspeção automatizados e técnicas de controle estatístico de processos (SPC). Ao incorporar esses métodos avançados de garantia de qualidade, os fabricantes podem potencialmente evitar a necessidade de inspeções subsequentes de porcas e parafusos de solda, simplificando assim o processo de produção e garantindo uma qualidade consistente.
1. Visão geral
Este documento padrão aborda o aperto de porcas e pinos soldados em placas de aço e descreve o processo de instalação de parafusos. Ele detalha as condições de instalação de solda para todo o veículo. Os departamentos apropriados são responsáveis por essas inspeções. Os métodos não mencionados no documento não devem ser usados. O departamento de fabricação exige a inspeção do processo. Em caso de problemas de qualidade, o Departamento de Qualidade pode aumentar as inspeções aleatórias. Para melhorar a qualidade e o sistema, e em resposta a problemas de qualidade, é necessário realizar testes destrutivos na estrutura do veículo.
2. Outros documentos aplicáveis
MBN 73B - Porcas hexagonais
MBN 73C - Porcas quadradas
MBN 75 - Pinos de solda rosqueados
MBN 10176 - Porcas hexagonais com flange
MBN 10369 - Porcas redondas
MBN 10390 - Porcas redondas em forma de cúpula
MBN 10391 - Pinos de solda com anel de solda
N13008 - Porcas flangeadas
DIN EN ISO 14270 - Tamanhos de amostras e procedimentos de teste para remoção mecânica de pontos de solda e costuras
DIN EN ISO 14272 - Tamanhos de amostra e procedimentos de teste para teste de tração cruzada de pontos de solda
DIN EN ISO 14273 - Tamanhos de amostra e procedimentos de teste para teste de cisalhamento de pontos de solda e costuras
3. Uso de abreviações, definições e símbolos
Solda de limite: Uma solda de união é uma solda de fusão incompleta, em que o pino simplesmente adere ao componente metálico sem a resistência necessária.
4. Especificações de materiais e ciclos
Para controlar materiais e ciclos, todos os materiais, métodos, processos, peças e sistemas devem estar em conformidade com as especificações legais aplicáveis.
Todas as soldas identificadas como defeituosas por meio do monitoramento de parâmetros (como a marcação de cores) devem ser reparadas. Amostras de teste adicionais devem ser separadas das peças de teste aleatórias especificadas que estão sendo produzidas. Os documentos relevantes do processo devem ser consultados durante a inspeção de pinos e porcas de solda. O departamento de inspeção precisa registrar o processo de inspeção em detalhes, incluindo os métodos usados para identificar defeitos nas peças de teste.
7.2 Inspeção visual
7.2.1 Processo de inspeção
As inspeções visuais devem estar em conformidade com os padrões de avaliação estabelecidos. Essas inspeções devem ser conduzidas por inspetores treinados em condições adequadas de distância e iluminação para garantir a precisão e a consistência.
7.2.2 Registros de inspeção
As inspeções visuais devem ser meticulosamente registradas em uma lista de verificação. Quaisquer defeitos confirmados, como pontos de solda com tendência para a borda, devem ser imediatamente tratados e corrigidos no sistema de produção ou no equipamento de soldagem para evitar a recorrência.
7.2.3 Padrões de avaliação
A inspeção das porcas de solda deve obedecer aos padrões descritos na tabela abaixo. Esses padrões garantem que todas as soldas atendam aos critérios de qualidade e segurança exigidos.
Número de série
Critérios de avaliação:
Exemplo
1
Soldas perdidas de pinos/porcas
2
Danos ou contaminação dos prisioneiros/porcas (incluindo respingos de solda e danos à rosca)
3
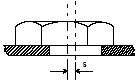
A lacuna é inadequada h > 0,1m
4
Desvio da posição central As porcas não devem obstruir a instalação dos parafusos.
Valores de referência: Para porcas com M ≤ 5, S deve ser ≤ 1 mm. Para porcas com M ≥ 6, S deve ser ≤ 2 mm. Para porcas redondas arqueadas, S deve ser < 0,8 mm.
Ao aderir a esses padrões, a qualidade e a confiabilidade das soldas podem ser mantidas, garantindo a segurança e o desempenho do produto final.
7.3 Teste de torque
7.3.1 Porcas soldadas
Inspeção externa
Antes de realizar o teste de torque em porcas soldadas, é obrigatória uma inspeção externa. Essa inspeção deve obedecer aos padrões especificados na seção 7.2.3. O objetivo dessa inspeção é identificar quaisquer defeitos ou irregularidades visíveis que possam afetar a integridade da solda ou o desempenho da porca durante o teste de torque.
Procedimento de teste de torque
O teste de torque é uma etapa essencial para garantir a resistência e a confiabilidade das porcas soldadas. As etapas a seguir descrevem o procedimento adequado:
Seleção da chave de torque: Utilize um torquímetro calibrado e que esteja dentro da faixa de teste apropriada para o tipo específico de porca soldada que está sendo testada.
Aplicação de torque: Aplique gradualmente o torque à porca. É essencial aumentar o torque de forma constante para evitar estresse repentino que poderia levar a uma falha prematura.
Observação da costura de solda: Monitore cuidadosamente o cordão de solda durante a aplicação do torque. O foco principal é detectar qualquer sinal de cisalhamento ou rachadura.
Avaliação da força: Se a costura de solda se romper ou rachar antes de atingir o torque mínimo especificado, considera-se que a porca soldada tem resistência insuficiente e é reprovada no teste.
Padrões de teste
Os padrões e procedimentos detalhados para o teste de torque de porcas soldadas são fornecidos na seção 7.3.3. Esses padrões descrevem os valores específicos de torque, as condições de teste e os critérios de aceitação que devem ser atendidos para garantir que as porcas soldadas estejam aptas para uso.
Medição de torque
M4
6 Nm
M5
8 Nm
M6
14 Nm
M8
32 Nm
M10
70 Nm
M12
100 Nm
Observação: A inspeção de torque deve ser realizada em porcas quadradas e hexagonais, enquanto a espessura da porca deve ser verificada. chapa de aço não precisa ser considerado para porcas em forma de arco e redondas.
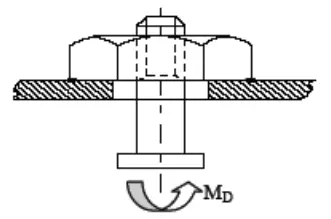
7.3.2 Pinos de solda
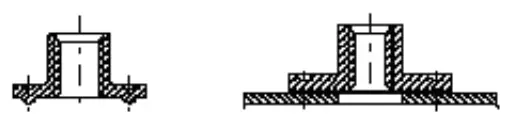
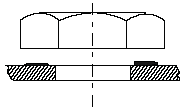
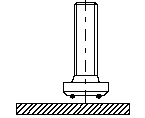
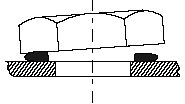
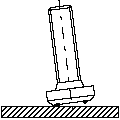
Durante o processo de inspeção de torque, primeiro aperte as duas porcas no pino de solda (conforme mostrado na Figura 1) e, em seguida, aplique um torque de inspeção Mtest predeterminado com uma chave de torque adequada, submetendo assim a porca a uma carga de torção (conforme mostrado na Figura 2).
Figura 1: Vista lateral do pino de solda
Figura 2: Equipamento de inspeção (pino de soldagem, duas porcas, chave de torque)
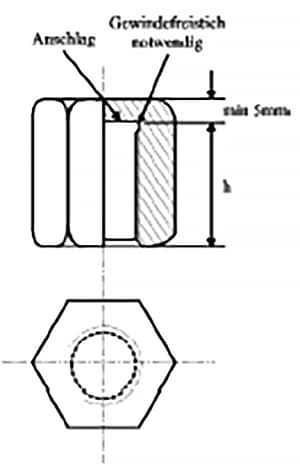
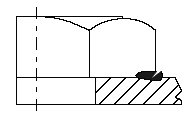
Em seguida, remova as duas porcas. É plausível usar uma porca apropriada (como mostrado na Figura 3). Instale a porca completamente e, em seguida, faça uma verificação de torque.
Figura 3: Porca selecionável (h: dependendo das condições reais)
7.3.3 Critérios de avaliação
Após a inspeção de torque, a instalação de parafusos e porcas deve ser avaliada com base nas descrições fornecidas na tabela abaixo.
Número de série
Critérios de avaliação
Exemplo
1
Os parafusos ou porcas não podem estar soltos
2
As costuras de solda não podem apresentar separação
3
As costuras de solda não devem estar danificadas (rachadas)
7.3.4 Teste de torque das porcas circulares MBN 10369 e MBN 10390 (porcas de arco)
Antes de realizar os testes de torque nas porcas circulares, as inspeções visuais devem ser realizadas primeiro, conforme especificado na seção 7.2.3. Comece aparafusando um parafuso na porca circular usando um torquímetro com uma faixa de torque apropriada.
Durante o teste, a porca é submetida a um torque pelo parafuso. Se aparecer uma rachadura na junta antes de atingir o torque mínimo, a resistência será considerada insuficiente. O padrão de teste está na seção 7.3.3.
Torque mínimo para porca circular M5: 8 Nm
Torque mínimo para a porca circular M6: 14 Nm
Torque mínimo para a porca circular M8: 32 Nm
Torque mínimo para a porca circular M10: 70 Nm
Torque mínimo para a porca circular M20: 100 Nm
7.3.5 Teste de torque das porcas de aterramento
Antes de realizar os testes de torque, é necessário realizar primeiro as inspeções visuais, conforme indicado na seção 7.2.3. Comece parafusando um parafuso na porca de aterramento usando um torquímetro com uma faixa de torque apropriada.
Durante o teste, a porca é submetida a um torque pelo parafuso. Se aparecer uma rachadura na junta antes de atingir o torque mínimo, a resistência é considerada insuficiente. O padrão de teste está na seção 7.3.3.
Torque para a porca de aterramento M6: 14 Nm
Torque para a porca de aterramento M8: 27 Nm
7.3.6 Teste de torque de porcas inacessíveis
Para porcas instaladas em cavidades que não exigem testes regulares, elas podem ser testadas com parafusos sem cabeça. Aparafuse o parafuso sem cabeça na porca e, em seguida, use uma chave de torque com uma faixa de torque apropriada para testar o torque da porca.
Se aparecer uma rachadura na porca antes de atingir o torque mínimo, a resistência é considerada insuficiente. O padrão de teste está na seção 7.3.3.
Medição de torque
M4
4 Nm
M5
5 Nm
M6
8 Nm
M8
20 Nm
M10
50 Nm
M12
80 Nm
Observação: Parafusos aprimorados podem ser usados, se necessário.
8. Testes destrutivos
O teste destrutivo é um método de inspeção especializado realizado em estruturas de veículos para melhorar a qualidade e investigar problemas de qualidade. Esse tipo de teste envolve danificar ou destruir intencionalmente o componente para avaliar seu desempenho e integridade sob estresse.
8.1 Teste destrutivo de porcas de aterramento
Antes de realizar testes destrutivos nas porcas de aterramento, é necessário fazer uma inspeção visual, conforme padronizado na Seção 7.3.3.
Preparação: Use ferramentas apropriadas para retirar a placa de aço soldada da porca de aterramento.
Inspeção: Verifique se 80% ou mais da circunferência de soldagem está soldada.
ObservaçãoA soldagem 80% é considerada suficiente para fins de aterramento.
8.2 Teste de torque destrutivo
O teste de torque destrutivo envolve o uso de uma chave de torque com uma faixa de torque apropriada para determinar o torque necessário para desparafusar a porca. O torque mínimo de separação da solda está listado na Tabela 6.6.
8.2.1 Teste de torque destrutivo de porcas redondas MBN 10369 e MBN 10390 (porcas em arco)
Procedimento: O método de teste para porcas redondas é semelhante ao teste não destrutivo (consulte a Seção 7.2.3).
Aplicativo: Aplique torque à porca usando um parafuso até que a solda falhe.
Ferramenta: Use a mesma chave de torque especificada na Seção 9.
8.2.2 Teste de torque destrutivo do pino de soldagem
Procedimento: O método de teste para a soldagem de pinos é semelhante ao teste não destrutivo (consulte a Seção 7.3.2).
Aplicativo: Aplique torque à porca usando um parafuso até que a solda falhe.
Ferramenta: Use a mesma chave de torque especificada na Seção 9.
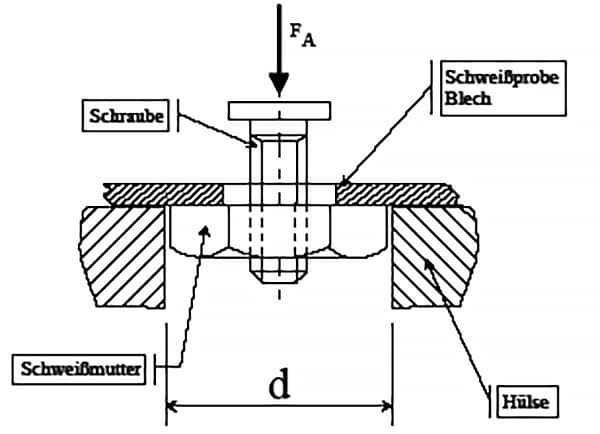
8.3 Teste de compressão
8.3.1 Sequência de teste
Equipamentos: A resistência à compressão do equipamento de teste deve ser adequada para medir a solda separada.
Comparação: A força $$ F_A $$ deve ser comparada com o valor mínimo de força listado na Tabela 8.4.
Avaliação: Além disso, a superfície da fratura deve ser avaliada para determinar se foi formado um ponto de solda completo.
8.3.2 Equipamentos de teste
Porca hexagonal
Porca quadrada
Diâmetro (mm)
Espessura da placa (mm)
Comprimento (mm)
M3
10
2
40
M4
M4
12
M5
M5
13
M6
M6
14
M8
18
M8
21
M10
23
M12
M10
27
M14
M12
31
M16
M14
33
Para os componentes não listados na tabela, como parafusos redondos ou porcas, o equipamento de inspeção deve ser semelhante ao descrito acima.
8.4 Lista de inspeção de força
Os componentes mencionados na seção seis.
Diâmetro da rosca
Espessura da placa
Força compressiva
M4
0.75 1.0 1.5
>1,3kN
M5
0.75 1.0 1.5
>2,0kN
M6
1.0 1.5 2.5
>2,5kN
M8
1.0 2.0 3.0
>3,0kN
M10
1.25 2.0 3.0
>4,0kN
7/16''
1.25 2.0 3.0
>5,0kN
M12
1.5 2.0 3.0
>6,0kN
A pressão excessiva que se estende além do escopo precisa ser acordada com os departamentos responsáveis relevantes.
8.5 Inspeção do teste de descascamento
A inspeção de teste de remoção é um método crucial para avaliar a integridade das porcas de placas de aço soldadas. Esse método envolve a remoção da porca da chapa de aço usando ferramentas apropriadas, como martelo, cinzel ou equipamento de teste de tensão. O objetivo é garantir que os pontos de solda mantenham suas dimensões e integridade após a soldagem.
Procedimento:
Descascando a noz: Usando ferramentas adequadas, remova cuidadosamente a porca da placa de aço.
Inspeção de pontos de solda: Examine cada ponto de solda para verificar se as dimensões do ponto de solda na chapa de aço descascada correspondem às dimensões da pré-solda. Por exemplo:
Um ponto de solda com um diâmetro pré-solda de 24 mm deve manter um diâmetro mínimo de 24 mm após a solda.
Um ponto de solda com dimensões de 3x8 mm antes da soldagem deve manter uma dimensão mínima de 3x8 mm após a soldagem.
Critérios de aceitação:
Soldas por pontos: Os cordões de solda são considerados aceitáveis se atenderem às seguintes condições:
3 de 4 pontos de solda atendem aos requisitos.
2 de 3 pontos de solda atendem aos requisitos.
8.6 Inspeção de seções transversais de metais especiais
Em alguns casos especiais, uma inspeção de seção transversal de metal é utilizada para avaliar o estado de fixação de parafusos e porcas. Esse método fornece uma visão detalhada da estrutura interna e da integridade da fixação.
Procedimento:
Treinamento especial: Essa inspeção deve ser realizada por pessoal que tenha recebido treinamento especializado.
Diretrizes de treinamento: O treinamento deve ser ministrado por um engenheiro de soldagem autorizado ou um especialista em soldagem certificado.
Importância:
Esse método de inspeção é fundamental para garantir a confiabilidade e a segurança da fixação em aplicações em que os métodos de inspeção padrão podem não ser suficientes.
9. Tabela de teste de torque
Conforme mencionado na Seção 6, para as peças.
Testes destrutivos
Testes não destrutivos
Diâmetro da rosca
Espessura da placa
A configuração de torque no sistema de soldagem.
Monitoramento do torque durante o processo de inspeção da peça, que está relacionado à espessura da placa.
M4
0.7 1.25 1.5
13 Nm 13 Nm 16 Nm
6 Nm 8 Nm 8 Nm
M5
0.7 1.25 1.5
20 Nm 29 Nm 29 Nm
8 Nm 10 Nm 10 Nm
M6
0.8 1.5 2.0
24 Nm 33 Nm 34 Nm
14 Nm 20 Nm 20 Nm
M8
1.0 2.0 3.0
58 Nm 61 Nm 60 Nm
32 Nm 38 Nm 38 Nm
M107/16''
1.25 2.0 3.0
112 Nm 133 Nm 125 Nm
70 Nm 90 Nm 90 Nm
M12
>1.5
140 Nm
100 Nm
Observação: O padrão de inspeção em 6.2.3 é específico para placas de aço finas.
10. Documento de inspeção
A inspeção de amostras aleatórias deve ser registrada. Os resultados das inspeções aleatórias devem ser preservados por um período específico.
10.1 Medidas corretivas para defeitos
Se forem descobertos defeitos durante o processo de inspeção, eles devem ser imediatamente corrigidos. Além disso, os sistemas relevantes devem ser inspecionados ou corrigidos.
Todos os veículos que apresentam atualmente os mesmos problemas devem ser reparados. As porcas de rebite com defeito devem ser removidas e, para fixar novos parafusos ou porcas, a superfície da placa deve ser mantida limpa e plana.
Para casos individuais em que os parafusos e porcas não possam ser substituídos, devem ser estabelecidos métodos de reparo adequados por meio de QPQ (Quench-Polish-Quench) e EP/CSV (Electropolishing/Chemical Surface Treatment).
11. Ferramentas de inspeção
O departamento de inspeção também precisa verificar as ferramentas de inspeção.
Os torquímetros usados devem atender às seguintes condições:
Diferença de trabalho de torque dentro de 10% da faixa de inspeção
Resultados visíveis da inspeção
Perguntas frequentes
Veja abaixo as respostas para algumas perguntas frequentes:
Quais são as práticas recomendadas para a instalação de porcas de solda?
As práticas recomendadas para a instalação de porcas de solda envolvem uma preparação cuidadosa, técnicas de soldagem precisas e testes completos para garantir uma conexão forte e confiável.
Em primeiro lugar, selecione o tipo apropriado de porca de solda e o método de instalação. Os dois métodos principais são a soldagem por projeção e a soldagem por descarga capacitiva. A soldagem por projeção é a mais comum, usando porcas com projeções que são aquecidas por uma corrente elétrica até que se rompam e se fundam com a chapa metálica. A soldagem por descarga capacitiva também usa uma corrente elétrica, mas é menos comum.
O posicionamento adequado e a preparação da superfície são fundamentais. Certifique-se de que a porca de solda esteja alinhada corretamente com o orifício na chapa metálica. A superfície deve estar plana, limpa e sem detritos para obter uma solda confiável. No caso de porcas com projeções, elas devem estar em contato direto com a chapa metálica correspondente.
Durante o processo de soldagem, a corrente deve ser suficiente para aquecer as projeções até a temperatura de soldagem sem causar a expulsão do metal. A força do eletrodo deve ser adequada para colocar o fixador em contato com a chapa metálica sem colapsar prematuramente as projeções. Ao soldar dentro de um tubo ou espaço fechado, use um soldador de arame, apontando através do orifício para soldar diretamente na porca e evitando soldar o próprio orifício. Certifique-se de que o tubo ou a chapa metálica esteja em uma posição vertical para usar a gravidade a seu favor.
Após a soldagem, realize testes de tração em aplicações críticas para garantir que a porca de solda possa suportar as cargas esperadas. Testes destrutivos em subconjuntos também podem ser necessários para garantir a qualidade.
Considere o material da porca e da chapa metálica. Use porcas feitas de materiais compatíveis, como as porcas A307 ou A563 grau A, que não são tratadas termicamente. A espessura e o material da chapa metálica podem influenciar a resistência da solda, sendo que chapas mais espessas e materiais como o DP600 revestido de zinco proporcionam soldas mais fortes.
Nos casos em que a soldagem não for viável, considere alternativas como as porcas de rebite cego, que oferecem instalação rápida e simples sem a necessidade de acesso aos dois lados do material. Soluções personalizadas usando porcas perfuradas, roscadas e soldadas feitas de barras também podem ser consideradas para requisitos específicos.
Ao aderir a essas práticas recomendadas, você pode garantir que as porcas de solda sejam instaladas corretamente, fornecendo uma solução de fixação confiável para várias aplicações.
Quais ferramentas são essenciais para a instalação da porca de solda?
Para a instalação de porcas de solda, são necessárias várias ferramentas essenciais para garantir uma união forte e confiável. As principais ferramentas incluem:
Máquina de solda por projeção: Essa máquina é comumente usada para soldar porcas aplicando corrente elétrica para aquecer e fundir as projeções da porca com o material ao redor.
Equipamento de soldagem por descarga capacitiva: Semelhante à soldagem por projeção, esse equipamento usa descarga elétrica para derreter e fundir as projeções da porca com o componente metálico.
Eletrodos: Necessário para conduzir a corrente elétrica durante a soldagem, os eletrodos devem ser posicionados corretamente em ambos os lados do componente.
Brocas: Brocas de precisão são essenciais para criar furos na chapa metálica onde a porca de solda será instalada. O tamanho da broca deve ser um pouco menor do que o parafuso para evitar o superdimensionamento do furo.
Torneiras: Usado para restaurar ou criar novas roscas se as roscas da porca de solda estiverem danificadas, especialmente útil em espaços confinados.
Ferramentas ou chaves de boca personalizadas: Para manter a porca no lugar e evitar que ela gire durante a soldagem, especialmente em espaços apertados ou confinados.
Grampos e acessórios: Essas ferramentas garantem o alinhamento adequado e fixam a porca durante o processo de soldagem, o que é crucial para aplicações de precisão.
Equipamento de proteção individual (EPI): Óculos de segurança, luvas e um capacete de soldagem são vitais para a proteção contra riscos de soldagem, como faíscas, radiação UV e choque elétrico.
O uso dessas ferramentas, juntamente com as técnicas adequadas, garante uma instalação eficiente e eficaz das porcas de solda, resultando em uma união forte e confiável para várias aplicações.
Como posso garantir o alinhamento adequado durante a instalação da porca de solda?
Para garantir o alinhamento adequado durante a instalação da porca de solda, vários fatores críticos e técnicas devem ser considerados:
Em primeiro lugar, a configuração da máquina e do eletrodo deve ser precisa. A máquina de soldagem deve ser dimensionada adequadamente para o fixador específico que está sendo soldado, e as condições de soldagem devem estar dentro da faixa de operação normal da máquina. A estrutura da máquina de solda e o conjunto do eletrodo devem ser rígidos para evitar flexão e desalinhamento sob carga. É fundamental garantir que a força do eletrodo seja capaz de manter cada projeção firmemente contra a estampagem durante o período inicial de soldagem, pois isso evita a expulsão do metal antes que as peças se unam.
A manutenção e o alinhamento dos eletrodos também são essenciais. As superfícies dos eletrodos devem ser planas, bem alinhadas e livres de óleo, sujeira ou película. Os eletrodos superiores devem estar na mesma linha central. O uso de eletrodos de liga de cobre Classe 2 ou de insertos de tungstênio-cobre mais duros pode ajudar a minimizar o desgaste do eletrodo. O pino de solda do eletrodo inferior deve ser feito de um material adequadamente isolado, como cerâmica, e deve ser acionado por mola ou ar para ajudar a resfriar a solda e expelir os respingos de solda.
O design da própria porca de solda pode ajudar muito no alinhamento. As porcas de solda autolocalizadas, que apresentam um colar de alinhamento, podem evitar que os respingos de solda entrem na área da rosca e se alinhem automaticamente aos tamanhos de furo padrão. Projetos diferentes, como projeção de aba ou porcas de solda com projeção hexagonal 3, oferecem várias projeções que ajudam a obter soldas fortes e confiáveis.
A preparação e a instalação são igualmente importantes. É necessário fazer furos precisos na peça metálica para corresponder às dimensões da porca de solda. O uso de um parafuso voltado para o diâmetro do núcleo pode ajudar a localizar a porca no furo e garantir o alinhamento concêntrico. A limpeza dos eletrodos, do material da chapa e das porcas de solda é fundamental; todos os componentes devem estar livres de graxa, ferrugem, rebarbas ou outros contaminantes antes da instalação.
Durante o procedimento de soldagem, é importante seguir as etapas prescritas, considerando o tipo de porca ou pino, o tamanho e a localização das projeções e a espessura e o grau do material da peça estampada. É fundamental estabelecer a programação ideal de soldagem, incluindo a força do eletrodo, o tempo de soldagem e a corrente de soldagem. A realização de testes destrutivos, como os testes de push-off ou peel, pode verificar se o torque mínimo especificado é alcançado com os parâmetros selecionados.
Por fim, a solução de problemas comuns que podem afetar o alinhamento e a qualidade da solda é essencial. Problemas como alta força do eletrodo, baixos níveis de corrente, painéis ou porcas sujos, porcas descentralizadas, regulagem de pressão inconsistente e tempos de solda incorretos devem ser identificados e resolvidos imediatamente.
Ao aderir a essas diretrizes, os fabricantes podem minimizar os erros, garantindo instalações bem-sucedidas e confiáveis de porcas de solda.
Quais são os problemas comuns enfrentados durante a instalação da porca de solda e como posso resolvê-los?
Ao instalar porcas de solda, podem surgir vários problemas comuns, cada um com soluções específicas para garantir uma soldagem bem-sucedida e confiável.
Um problema comum são os respingos de solda e a distorção da rosca. Para evitá-los, certifique-se de que as superfícies do eletrodo estejam planas, bem alinhadas e livres de óleo, sujeira ou película. O uso de um pino com suporte de ar no eletrodo inferior pode ajudar a resfriar a solda e expelir os respingos de solda, evitando que grudem no pino-guia e minimizando o desgaste da capa do eletrodo.
As soldas frias são outro problema frequente que ocorre se as condições de soldagem não forem definidas corretamente. Verifique se a máquina de solda está dimensionada corretamente para o fixador que está sendo soldado e se as condições de soldagem necessárias estão dentro da faixa de operação normal da máquina. A força do eletrodo deve manter cada projeção firmemente contra a estampagem durante o período inicial do tempo de solda e ter boas características de acompanhamento quando as projeções colapsarem durante o processo de soldagem.
O desalinhamento do furo pode ser evitado garantindo que o eletrodo superior mantenha as projeções do fixador no lugar com precisão na peça de metal estampada. A estrutura da máquina de solda e o conjunto do eletrodo devem ser rígidos para evitar flexão e desalinhamento sob carga.
Podem surgir problemas de tratamento térmico ao lidar com parafusos e porcas de alta resistência e com tratamento térmico, pois o calor e o resfriamento rápidos da solda por pontos podem causar rachaduras ou alterar as propriedades do material. Para evitar isso, use porcas que não sejam tratadas termicamente, como as porcas A307 ou A563 grau A. Como alternativa, considere o uso de materiais como o estoque de barras A36 ou outros materiais pré-qualificados que sejam adequados para soldagem.
A penetração deficiente da solda, especialmente em porcas soldadas por pontos, pode fazer com que as porcas se soltem com o tempo. Garanta a penetração adequada da solda ajustando os parâmetros de soldagem e usando a força correta do eletrodo. No caso de soldas ruins existentes, o reparo ou a substituição das porcas de solda pode envolver a perfuração de novos orifícios e o uso de uma chave inglesa e uma porca na parte traseira, embora isso seja menos desejável devido ao potencial de danos à estrutura.
Seguindo as diretrizes de configuração adequadas, selecionando os materiais apropriados, usando as técnicas de soldagem corretas, realizando inspeções regulares após a soldagem e estando preparados para reparos e substituições quando necessário, os fabricantes podem reduzir os problemas comuns associados à instalação de porcas de solda, garantindo soldas confiáveis e de alta qualidade.
Como as Rivnuts e Plus Nuts se comparam às tradicionais porcas de solda?
Ao comparar as porcas Rivnuts e Plus Nuts com as porcas de solda tradicionais, vários fatores importantes precisam ser considerados, inclusive o método de instalação, a adequação da aplicação, a resistência e a facilidade de uso.
Método de instalação: As porcas de solda são soldadas a outro componente metálico por meio de uma máquina de solda. Esse processo requer equipamento especializado e garante uma ligação forte e permanente. No entanto, o processo de soldagem significa que as porcas de solda normalmente não são revestidas e podem exigir revestimento ou pintura posterior para proteção contra corrosão.
As porcas de rebite (também conhecidas como porcas de rebite cego) são instaladas com uma ferramenta manual ou pneumática e podem ser ancoradas inteiramente de um lado. Isso as torna particularmente úteis para aplicações em que o acesso a ambos os lados do material não é possível. As porcas rebites são inseridas e, em seguida, incham na parte de trás quando o fixador é apertado, travando o conjunto no lugar.
As porcas Plus, embora não sejam explicitamente detalhadas, geralmente funcionam de forma semelhante às porcas Rivnuts, mas podem ter variações específicas de design. Aplica-se o princípio geral de inserção e fixação por meio de uma ação mecânica (como abaulamento).
Adequação do aplicativo: As porcas de solda são ideais para aplicações que exigem a ligação mais forte possível, especialmente em chapas metálicas finas ou onde a alta resistência e a durabilidade são fundamentais. Elas costumam ser usadas em aplicações críticas e de serviço pesado, nas quais a integridade da fixação é fundamental.
Os rebites são versáteis e adequados para uma ampla variedade de materiais, inclusive chapas metálicas, materiais laminados e substratos frágeis nos quais não é possível fazer furos regulares. Elas são particularmente úteis em aplicações em que o acesso a ambos os lados do material é limitado.
Resistência e durabilidade: As porcas soldadas oferecem a ligação mais forte entre as três opções devido ao processo de soldagem, que funde a porca ao metal. Isso as torna adequadas para aplicações de alta tensão e alta carga.
As porcas de rebite, embora resistentes, geralmente não têm a mesma resistência das porcas soldadas. No entanto, elas oferecem uma solução de fixação confiável e segura, especialmente em cenários em que a soldagem não é viável ou prática.
Facilidade de uso e custo: As porcas soldadas requerem equipamento de soldagem especializado e podem exigir mais mão de obra para serem instaladas. Isso aumenta o custo e a complexidade do processo de instalação. Além disso, as porcas de solda geralmente precisam ser revestidas ou pintadas após a instalação para proteção contra corrosão.
Os rebites são mais fáceis de instalar usando ferramentas manuais ou pneumáticas, que são relativamente mais baratas em comparação com equipamentos de soldagem. Isso torna os rebites uma opção mais acessível e econômica para muitas aplicações.
Resumo: As porcas de solda oferecem a ligação mais forte e são adequadas para aplicações de alta tensão, mas exigem equipamentos especializados e sua instalação é mais trabalhosa e cara. As porcas de rebite, por outro lado, são mais fáceis de instalar, adequadas para vários materiais e cenários de acesso limitado, e são uma solução mais econômica e versátil, embora não tenham a mesma resistência das porcas de solda. Ao escolher entre essas opções, considere as necessidades específicas de sua aplicação, inclusive a resistência necessária, a facilidade de instalação e os materiais envolvidos.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Você já se perguntou por que algumas estruturas de aço resistem ao teste do tempo, enquanto outras fracassam? Este artigo explora o mundo das conexões aparafusadas e soldadas em estruturas de aço, destacando...
Você já pensou nos heróis desconhecidos que mantêm nossas máquinas unidas? Neste artigo, exploraremos o fascinante mundo das conexões mecânicas, desde o humilde rebite até a poderosa solda....
Imagine transformar seus itens plásticos do dia a dia em componentes duráveis e de alta resistência simplesmente incorporando minúsculas porcas de cobre. Esta postagem do blog explora o fascinante mundo das porcas de cobre fundido a quente, revelando suas...
Por que as aeronaves usam rebites em vez de solda? A resposta está nos desafios exclusivos da engenharia aeroespacial. A rebitagem oferece maior estabilidade e confiabilidade, essenciais para os materiais finos e leves...
Você já se perguntou o que é necessário para escolher a bomba de água perfeita? Nesta postagem do blog, vamos nos aprofundar no mundo dos fabricantes de bombas e explorar os principais fatores para...
Como escolher entre um medidor de vazão de orifício e um medidor de vazão de cunha? Ambos servem para medir a vazão, mas têm vantagens e desvantagens distintas. Os medidores de vazão de orifício são conhecidos por sua...
1. Esmerilhamento O principal objetivo do esmerilhamento de soldas de aço inoxidável é eliminar as marcas de solda e obter uma rugosidade superficial de R10um na peça de trabalho, em preparação para a imersão brilhante....
Você já teve dificuldades para criar roscas perfeitas em suas peças de trabalho? Este artigo revela os segredos do rosqueamento, um processo crucial na usinagem. Saiba como melhorar o desempenho do macho, escolher o...
Você já se perguntou como os selos mecânicos são cruciais para evitar vazamentos e garantir o bom funcionamento do maquinário? Nesta postagem do blog, vamos nos aprofundar no mundo dos selos mecânicos...