1. Soldagem a arco manual
A soldagem a arco manual é o método de soldagem mais antigo e ainda o mais usado entre todas as técnicas de soldagem a arco.
Emprega uma vareta de solda revestida externamente como eletrodo e metal de adição, com o arco queimando entre a extremidade da vareta de solda e a superfície da peça de trabalho que está sendo soldada.
Sob os efeitos térmicos de um arco elétrico, o revestimento pode gerar gás para proteger o arco, por um lado, e, por outro, pode produzir escória para cobrir a superfície da poça de fusão, impedindo que o metal fundido interaja com o gás circundante.
A função mais importante da escória é sofrer reações físico-químicas com o metal fundido ou introduzir elementos de liga, melhorando assim as propriedades do metal fundido. costura de solda.
Soldagem a arco O equipamento é simples, portátil e flexível na operação. Ele pode ser usado para soldar costuras curtas em reparos e montagens, especialmente para soldagem em áreas de difícil acesso.
Com o Vareta de soldaA soldagem a arco elétrico pode ser aplicada à maioria dos tipos de aço carbono industrial, aço inoxidável, ferro fundido, cobre, alumínio, níquel e suas ligas.
2. Soldagem com gás inerte de tungstênio (TIG)
Esse é um tipo de soldagem a arco com proteção de gás com eletrodo não consumível, em que um arco entre o eletrodo de tungstênio e a peça de trabalho faz com que o metal derreta e forme um cordão de solda.
Durante o processo de soldagemSe o eletrodo de tungstênio não derreter, ele servirá apenas como eletrodo.
Simultaneamente, o gás argônio ou hélio é alimentado pelo bocal da tocha de soldagem para proteção. Metal adicional pode ser adicionado conforme necessário, um processo conhecido internacionalmente como Soldagem TIG.
A soldagem TIG (Tungsten Inert Gas, gás inerte de tungstênio) é um excelente método para unir chapas metálicas finas e para soldagem de passe de raiz devido ao seu controle superior sobre a entrada de calor.
Esse método pode ser aplicado a quase todas as conexões metálicas, sendo especialmente útil para metais de solda como alumínio e magnésio, que formam óxidos refratários, além de metais reativos como titânio e zircônio.
Embora esse método de soldagem ofereça soldas de alta qualidade, sua velocidade é mais lenta em comparação com outras técnicas de soldagem a arco.
3. Soldagem por arco de metal a gás (GMAW)
Esse método de soldagem usa o calor do arco de combustão entre o arame de soldagem alimentado continuamente e a peça de trabalho. O arco é protegido por gás pulverizado pelo bocal da tocha.
Gás Arco metálico Normalmente, a soldagem usa gases de proteção, como argônio, hélio, CO2 ou uma mistura desses gases.
Quando o argônio ou o hélio é usado como gás de proteção, ele é chamado de Metal Inerte Soldagem a gás (MIG), um termo comumente usado internacionalmente.
Quando uma mistura de gás inerte e gás oxidante (O2, CO2) é usada como gás de proteção, ou quando o gás CO2 ou uma mistura de CO2 + O2 é usada, ela é universalmente chamada de soldagem MAG (Metal Active Gas).
As principais vantagens de Soldagem MAG incluem a capacidade de soldar convenientemente em uma variedade de posições, juntamente com alta velocidade de soldagem e taxa de deposição.
A soldagem MAG é compatível com a maioria dos principais metais, incluindo aço carbono e liga de aço. Por outro lado, a soldagem a arco de metal a gás (GMAW) com uma proteção de gás inerte é adequada para aço inoxidável, alumínio, magnésio e cobre, titâniozircônio e ligas de níquel. Esse método de soldagem também pode ser usado para soldagem por pontos.
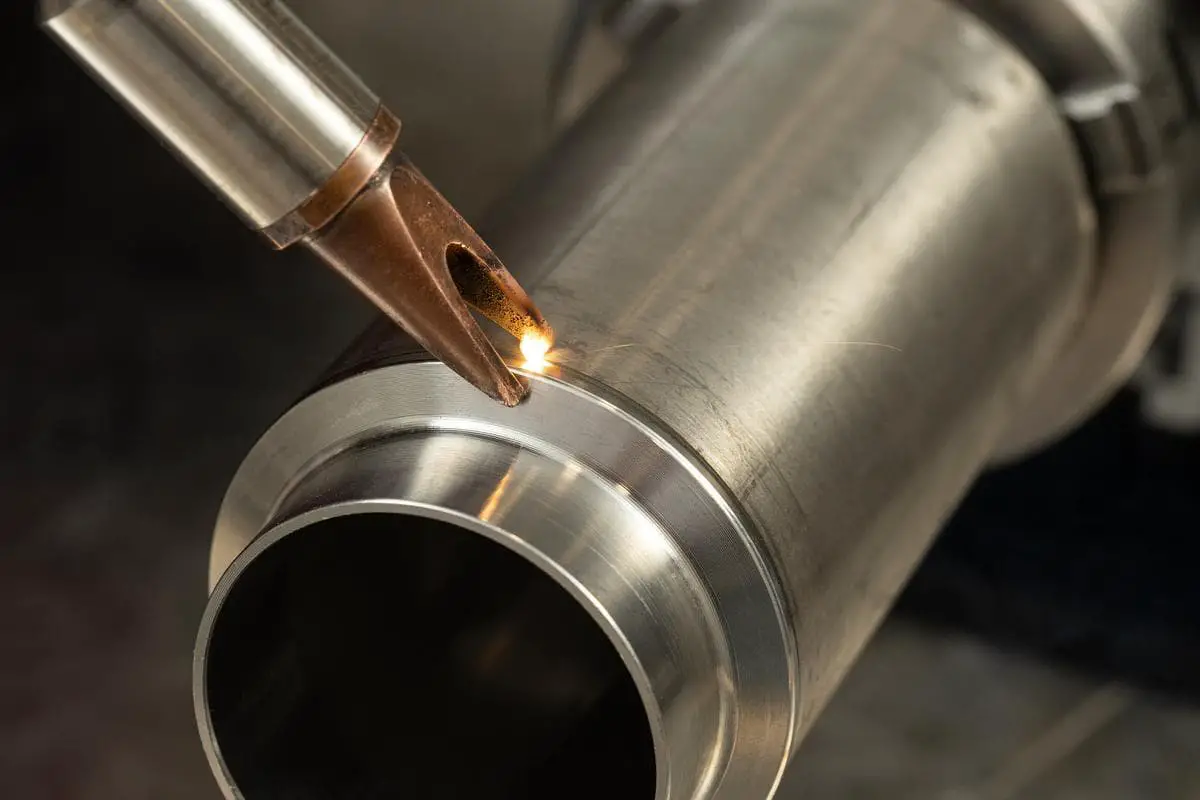
4. Soldagem a arco plasma
Soldagem a arco plasma é um tipo de soldagem a arco com eletrodo não consumível. Ela utiliza um arco comprimido entre o eletrodo e a peça de trabalho (conhecido como arco transferido) para realizar a soldagem.
O eletrodo normalmente usado é feito de tungstênio. O gás de plasma que gera o arco de plasma pode ser argônio, nitrogênio, hélio ou uma mistura dos dois.
Além disso, um gás inerte é usado para proteção através do bocal. Durante a soldagem, pode-se adicionar metal de enchimento, embora isso nem sempre seja necessário.
Durante a soldagem a arco de plasma, devido ao arco reto e à alta densidade de energia, a penetração do arco é forte. O efeito de buraco de fechadura produzido durante a soldagem a arco de plasma permite soldagem de topo da maioria dos metais dentro de uma determinada faixa de espessura sem a necessidade de uma ranhura, garantindo uma fusão consistente e costuras de solda uniformes.
Portanto, a soldagem a arco de plasma tem uma alta taxa de produtividade e excelente qualidade da solda. No entanto, o plasma equipamento de soldagem a arcoincluindo o bocal, é relativamente complexo e exige alto controle sobre os parâmetros do processo de soldagem.
A maioria dos metais que podem ser soldados com a soldagem com gás inerte de tungstênio (TIG) também pode ser soldada com a soldagem a arco de plasma.
Em comparação com isso, a soldagem a arco de plasma pode ser realizada com mais eficiência em metais extremamente finos, com menos de 1 mm.
5. Soldagem a arco de arame tubular
A soldagem a arco de arame tubular também usa o arco de combustão entre o arame de soldagem alimentado continuamente e a peça de trabalho como fonte de calor para a soldagem, que pode ser considerada um tipo de soldagem a arco de metal a gás. O arame de solda usado é tubular, preenchido com vários componentes de fluxo.
Durante a soldagem, o gás de proteção, principalmente CO2, é adicionado externamente. O fluxo, quando aquecido, se decompõe ou derrete, fornecendo escória para proteger o banho de solda, a difusão da liga e a estabilização do arco.
A soldagem a arco com núcleo de fluxo, além dos benefícios da soldagem a arco de metal a gás mencionada anteriormente, é metalurgicamente superior devido à função do fluxo interno. Esse método pode ser aplicado para soldar várias juntas da maioria dos metais ferrosos.
A soldagem a arco com núcleo de fluxo foi amplamente adotada em vários países industrializados avançados. O termo "arame tubular" é o que chamamos atualmente de "arame de soldagem tubular".
6. Soldagem por resistência
Essa categoria de métodos de soldagem usa calor de resistência como fonte de energia, incluindo a soldagem elétrica de escória alimentada por calor de resistência de escória fundida e soldagem por resistência alimentada por calor de resistência sólida. A soldagem elétrica com escória, que tem características exclusivas, será discutida mais adiante.
Esta seção apresenta principalmente vários tipos de soldagem por resistência que usam calor de resistência sólida como fonte de energia, incluindo soldagem por pontos e soldagem por costura, soldagem por projeçãoe solda de topo.
A soldagem por resistência é um método que funde as superfícies de contato entre duas peças de trabalho usando o calor resistivo gerado quando a corrente passa pelas peças de trabalho sob uma determinada pressão do eletrodo. Esse processo geralmente emprega uma grande corrente.
Para evitar a formação de arco na superfície de contato e para forjar o metal de solda, a pressão deve ser aplicada de forma consistente durante a soldagem. Nesse tipo de solda por resistência, a limpeza da superfície da peça de trabalho é fundamental para obter uma qualidade de solda estável.
Portanto, é essencial limpar as superfícies de contato entre o eletrodo e a peça de trabalho e entre as peças de trabalho antes da soldagem.
A soldagem por pontos, a soldagem por costura e a soldagem por projeção são caracterizadas pela alta corrente de soldagem (monofásica, de alguns milhares a dezenas de milhares de amperes), pelo curto tempo de energização (de alguns ciclos a alguns segundos), por equipamentos caros e complexos e pela alta produtividade, o que os torna adequados para a produção em massa.
Esses métodos são usados principalmente para soldar conjuntos de chapas finas com menos de 3 mm de espessura. Eles podem soldar todos os tipos de aços, metais não ferrosos como alumínio e magnésio, suas ligas e aço inoxidável.
7. Soldagem por feixe de elétrons
A soldagem por feixe de elétrons é um método que utiliza a energia térmica produzida quando um feixe de elétrons concentrado de alta velocidade atinge a superfície de uma peça de trabalho.
Durante a soldagem por feixe de elétrons, um canhão de elétrons gera e acelera o feixe de elétrons.
Os tipos comuns de soldagem por feixe de elétrons incluem: soldagem por feixe de elétrons a alto vácuo, soldagem por feixe de elétrons a baixo vácuo e soldagem por feixe de elétrons sem vácuo.
Os dois primeiros métodos são realizados dentro de uma câmara de vácuo. O tempo de preparação para a soldagem (principalmente o tempo de bombeamento a vácuo) é bastante extenso, e o tamanho da peça de trabalho é limitado pelo tamanho da câmara de vácuo.
Em comparação com a soldagem a arco, a soldagem por feixe de elétrons se distingue por sua profunda penetração da soldaA soldagem de materiais finos é feita com uma largura de fusão estreita e alta pureza metálica. É versátil, capaz de soldar com precisão materiais finos, bem como manusear componentes muito espessos, de até 300 mm.
Todos os metais e ligas que podem ser soldados por fusão usando outros métodos são adequados para a soldagem por feixe de elétrons. Ela é usada principalmente para soldagem de produtos de alta qualidade.
Além disso, ele pode resolver o problemas de soldagem associado a metais dissimilares, metais facilmente oxidados e metais difíceis de fundir. No entanto, ele não é adequado para itens produzidos em massa.
8. Soldagem a laser
Soldagem a laser utiliza um fluxo de fótons monocromático, coerente e de alta potência, focado em um feixe de laser, como fonte de calor para o processo de soldagem. Essa abordagem de soldagem normalmente envolve a soldagem a laser de potência contínua e a soldagem a laser de potência pulsada.
O vantagem do laser é que ela não precisa ser conduzida no vácuo, mas sua desvantagem é que seu poder de penetração não é tão forte quanto o da soldagem por feixe de elétrons.
A soldagem a laser permite o controle preciso da energia, possibilitando assim a soldagem de microdispositivos de precisão. Ela pode ser aplicada a muitos metais, resolvendo especialmente a soldagem de alguns metais difíceis de soldar e dissimilares.
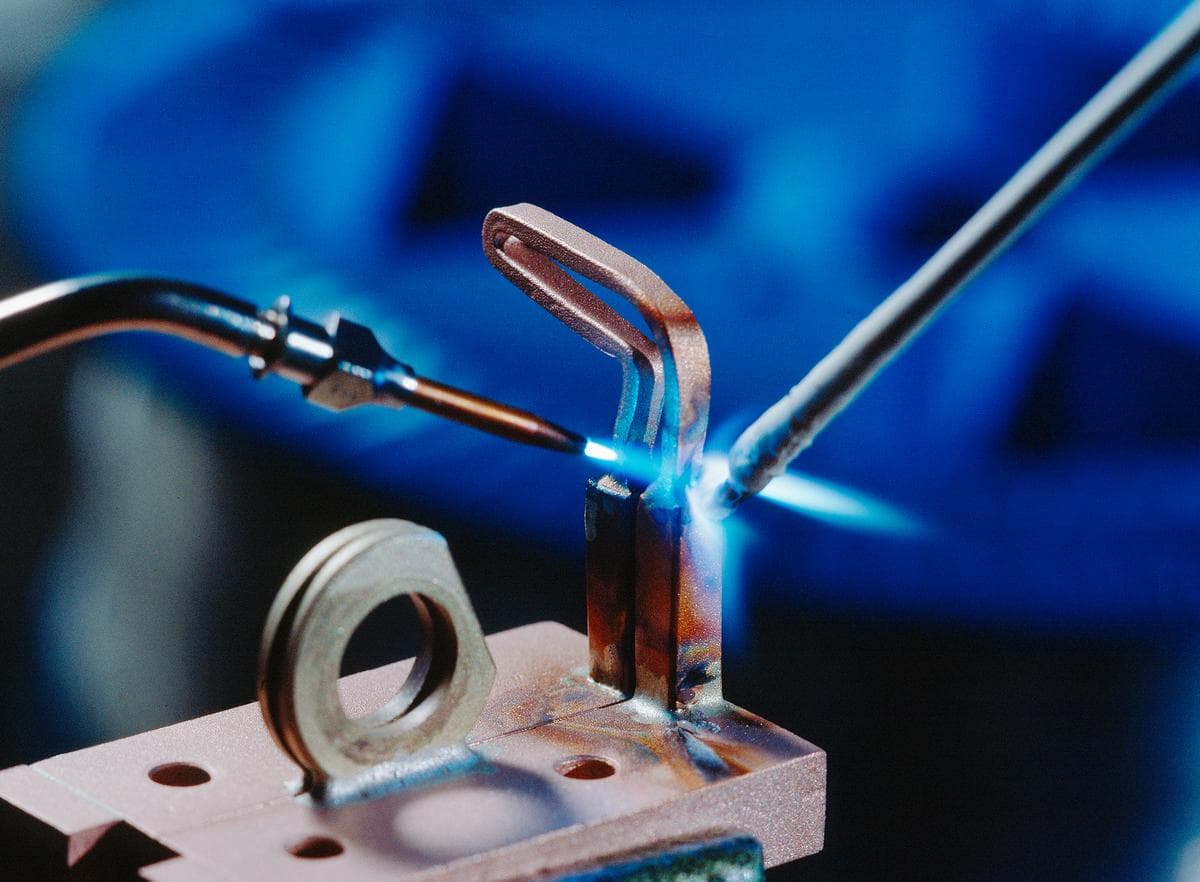
9. Brasagem
A energia para brasagem pode vir do calor da reação química ou da energia térmica indireta. Ela emprega um metal com ponto de fusão mais baixo do que o material que está sendo brasado como carga.
Esse metal derrete com o aquecimento, e a ação capilar atrai o enchimento para a lacuna na superfície de contato da junta, molhando a superfície do metal que está sendo brasado.
Esse processo resulta em uma junta brasada por meio da difusão mútua entre as fases líquida e sólida. Portanto, a brasagem é um método de soldagem que envolve as fases sólida e líquida.
A brasagem opera em uma temperatura de aquecimento relativamente baixa, deixando o metal de base sem derreter e sem exigir qualquer pressão aplicada.
Entretanto, é necessário tomar certas medidas para limpar a superfície da peça de trabalho de óleo, poeira e camadas de oxidação antes da brasagem. Essa é uma etapa crucial para garantir uma boa umidificação da peça de trabalho e a qualidade da junta.
A brasagem é classificada como brasagem dura quando a linha liquidus da liga de brasagem está acima de 450 ℃, mas abaixo do ponto de fusão do metal de base. Quando fica abaixo de 450 ℃, é denominada brasagem suave.
Dependendo da fonte de calor ou do método de aquecimento, a brasagem pode ser categorizada em brasagem por chama, brasagem por indução, brasagem em forno, brasagem por imersão, brasagem por resistência, entre outras.
Devido à temperatura de aquecimento relativamente baixa durante a brasagem, há um impacto mínimo na propriedades do material da peça de trabalho, com redução da deformação por tensão. Entretanto, a resistência das juntas soldadas tende a ser menor, com baixa resistência ao calor.
A brasagem pode ser usada para unir aço carbono, aço inoxidável, ligas de alta temperatura, alumínio, cobre e outros materiais metálicos. Ele também permite a conexão de metais diferentes, bem como de metais e não metais.
É particularmente adequado para juntas que suportam baixas cargas ou operam em temperatura ambiente, e especialmente aplicável a peças de precisão, miniaturas e peças complexas com várias costuras soldadas.
10. Soldagem por eletroescória
Soldagem por eletroescória é um método que utiliza o calor resistivo da escória derretida como fonte de energia. O processo de soldagem é conduzido em um espaço de montagem formado pelas faces finais de duas peças de trabalho e dois controles deslizantes de cobre resfriados a água em uma posição de soldagem vertical.
Durante a soldagem, o calor resistivo gerado pela corrente elétrica que passa pela escória derretida é usado para derreter as extremidades das peças de trabalho.
Dependendo do formato do eletrodo usado durante a soldagem, a soldagem por eletroescória pode ser categorizada em soldagem por eletroescória com eletrodo de arame, soldagem por eletroescória com eletrodo de placa e soldagem por eletroescória com bico consumível.
As vantagens da soldagem por eletroescória incluem sua capacidade de soldar grandes espessuras de peças (variando de 30 mm a mais de 1.000 mm) e sua alta taxa de produção. Ela é empregada predominantemente para a soldagem de juntas de topo e juntas em T.
A soldagem por eletroescória pode ser utilizada na soldagem de várias estruturas de aço e também na soldagem de montagem de peças fundidas.
Devido ao lento processo de aquecimento e resfriamento, a eletroslag junta de solda tem uma ampla zona afetada pelo calor com microestruturas grosseiras, o que resulta em maior resistência. Portanto, geralmente requer tratamento térmico pós-soldagem.
11. Soldagem de alta frequência
A soldagem de alta frequência emprega calor de resistência em estado sólido como fonte de energia.
Durante o processo de soldagem, a corrente de alta frequência gera calor de resistência dentro da peça de trabalho, aquecendo a superfície da área de soldagem até um estado fundido ou quase plástico.
Em seguida, uma força de forjamento é aplicada (ou não é aplicada), resultando na fusão dos metais. Portanto, é um tipo de método de soldagem por resistência em estado sólido.
A soldagem de alta frequência pode ser categorizada em soldagem de alta frequência por contato e soldagem de alta frequência por indução com base na forma como a corrente de alta frequência gera calor na peça de trabalho.
Na soldagem de alta frequência por contato, a corrente de alta frequência é transferida para a peça de trabalho por meio de contato mecânico. Na soldagem de alta frequência por indução, a corrente de alta frequência induz uma corrente elétrica na peça de trabalho por meio do efeito de acoplamento de uma bobina de indução externa.
A soldagem de alta frequência é um método de soldagem altamente especializado que requer equipamentos dedicados de acordo com o produto.
Ele oferece uma alta taxa de produção, com velocidades de soldagem de até 30 m/min. É usado principalmente para soldar costuras longitudinais ou espirais na fabricação de tubos.
12. Soldagem a gás
A soldagem a gás é uma tipo de soldagem método que usa uma chama de gás como fonte de calor. O mais comumente usado é a chama oxi-acetilênica, com acetileno como combustível.
Embora o equipamento seja simples e fácil de usar, a soldagem a gás tem uma taxa de aquecimento mais lenta e menor produtividade. Ela também produz uma zona afetada pelo calor maior e é provável que resulte em deformação significativa.
A soldagem a gás pode ser usada para a união de muitos metais ferrosos, metais não ferrosos e suas ligas. Normalmente, ela é utilizada para reparos e peças finas de peça única soldagem de chapas.
13. Soldagem a gás sob pressão
A soldagem a gás por pressão, assim como a soldagem a gás, usa uma chama de gás como fonte de calor. Durante o processo, as extremidades das duas peças a serem unidas são aquecidas a uma determinada temperatura e, em seguida, é aplicada pressão suficiente para obter uma junta robusta.
Esse método é um tipo de soldagem em fase sólida. Durante a soldagem com gás de pressão, nenhum metal de enchimento é adicionado. É comumente usado para soldagem de trilhos e soldagem de vergalhões.
14. Soldagem explosiva
A soldagem explosiva é outro método de soldagem em estado sólido que utiliza o calor de uma reação química como fonte de energia.
No entanto, ele aproveita a energia gerada por uma detonação explosiva para facilitar a união de metais. Sob a influência de uma onda explosiva, duas peças de metal podem ser aceleradas e impactadas para formar uma ligação metálica em menos de um segundo.
De todos os métodos de soldagem, a soldagem por explosão oferece a mais ampla gama de junções de metais diferentes. Ela pode fundir dois metais metalurgicamente incompatíveis em várias juntas de transição.
A soldagem explosiva é comumente usada para revestimento de superfícies de grandes placas planas e é um método eficiente para a fabricação de placas compostas.
15. Soldagem por fricção
Soldagem por fricção é um processo de soldagem em estado sólido alimentado por energia mecânica. Ele utiliza o calor gerado pelo atrito mecânico entre duas superfícies para obter a conexão do metal.
O calor na soldagem por fricção é concentrado na junta, portanto, a zona afetada pelo calor é estreita.
Deve-se aplicar pressão entre as duas superfícies e, na maioria dos casos, a pressão é aumentada no final da fase de aquecimento, fazendo com que o metal aquecido sofra forjamento e se una. Normalmente, a superfície da junta não derrete.
A soldagem por fricção oferece alta produtividade e, em teoria, praticamente todos os metais que podem ser forjados a quente podem ser soldados por fricção. Essa técnica também pode ser usada para soldagem de metais diferentes.
É aplicável a peças de trabalho com diâmetro máximo de seção transversal circular de 100 mm.
16. Soldagem ultrassônica
A soldagem ultrassônica é um método de soldagem de estado sólido que se baseia na energia mecânica como fonte de energia.
Durante o processo, a peça de trabalho sob pressão estática relativamente baixa é submetida a vibrações de alta frequência produzidas pelo polo acústico. Isso induz a um atrito intenso na superfície da junta, aquecendo-a até a temperatura de soldagem e formar um vínculo.
A soldagem ultrassônica pode ser usada para a união da maioria dos materiais metálicos, facilitando a soldagem de metais, metais diferentes e a junção entre metais e não metais.
Esse método é adequado para a produção repetitiva de fios metálicos, folhas ou chapas finas chapas metálicas menos de 2-3 mm de espessura.
17. Soldagem por difusão
Soldagem por difusão normalmente utiliza calor indireto como fonte de energia para a soldagem em fase sólida. Geralmente é realizada sob vácuo ou em uma atmosfera protetora.
Durante o processo de soldagem, as superfícies das duas peças de trabalho a serem soldadas são colocadas em contato sob altas temperaturas e pressão substancial, e são mantidas ali por um determinado período de tempo para alcançar distâncias interatômicas. A difusão atômica subsequente resulta em ligação.
Antes da soldagem, não apenas a superfície da peça de trabalho precisa ser limpa de óxidos e outras impurezas, mas também a rugosidade da superfície também deve estar abaixo de um determinado valor para garantir a qualidade da solda.
A soldagem por difusão praticamente não apresenta efeitos prejudiciais sobre as propriedades dos materiais que estão sendo unidos.
Pode ser usado para soldar uma ampla gama de metais homogêneos e heterogêneos, bem como alguns não metálico materiais como a cerâmica.
Além disso, a soldagem por difusão é capaz de unir estruturas e componentes complexos com diferenças significativas de espessura.