
Soldagem de aço carbono: Um guia abrangente
Como a soldagem de aço carbono pode ser uma prática comum e um desafio complexo? Este guia explora o intrincado mundo da soldagem de aço carbono, abordando os tipos de aço carbono, seus...
Por que soldar aço carbono é uma arte e uma ciência? Compreender a soldabilidade de diferentes aços-carbono - de baixo a alto teor de carbono - é fundamental para garantir juntas fortes e duráveis. Este artigo analisa os desafios específicos e as técnicas necessárias para a soldagem de vários aços carbono, fornecendo insights importantes sobre como fatores como teor de carbono, impurezas e taxas de resfriamento afetam a qualidade da solda. Descubra métodos práticos para melhorar a soldabilidade e obter resultados ideais.

O aço carbono, que é composto principalmente de ferro (Fe) com uma pequena quantidade de carbono (C) como elemento de liga, pode ser chamado de "aço carbono". O aço-carbono pode ser classificado de diferentes maneiras.
Com base no teor de carbono, ele pode ser classificado como aço de baixo carbono, aço de médio carbono e aço de alto carbono. Com base na qualidade, ele pode ser classificado como aço carbono comum, aço carbono de alta qualidade e aço estrutural carbono de alta qualidade.
Com base na aplicação, ele pode ser dividido em aço estrutural e aço ferramenta. De acordo com os requisitos e aplicações específicos de determinados setores, há aços especializados disponíveis, como aço carbono para vasos de pressão, aço carbono para caldeiras e aço carbono estrutural para construção naval.
A soldabilidade do aço carbono é determinada principalmente pelo seu teor de carbono. À medida que o teor de carbono aumenta, a soldabilidade diminui gradualmente. A presença de manganês (Mn) e silício (Si) no aço-carbono também afeta a soldabilidade, e o aumento do seu teor leva a uma pior soldabilidade, embora não tão significativa quanto a do carbono.
O teor de carbono equivalente, conhecido como carbono equivalente (Ceq), é calculado pela conversão do teor de elementos de liga no aço em um teor de carbono equivalente. Ele serve como um indicador de referência para avaliar a soldabilidade do aço.
Dessa forma, o impacto do carbono (C), do manganês (Mn) e do silício (Si) na soldabilidade pode ser combinado em uma fórmula de carbono equivalente (Ceq) adequada para o aço carbono.

À medida que o valor de Ceq aumenta, a sensibilidade à trinca a frio aumenta, resultando em uma soldabilidade ruim. Normalmente, quando o valor de Ceq é menor que 0,4%, o aço tem pouca tendência ao endurecimento e apresenta boa soldabilidade sem a necessidade de pré-aquecimento. Quando o valor de Ceq está entre 0,4% e 0,6%, o aço tem uma tendência significativa de endurecimento, levando a uma maior sensibilidade à trinca a frio e a uma soldabilidade moderada.
Nesses casos, medidas adicionais, como o pré-aquecimento, são necessárias durante a soldagem. Quando o valor Ceq excede 0,6%, a soldabilidade se torna muito ruim.
As impurezas (como S, P, O, N) e os elementos residuais (como Cr, Mo, V, Cu) no aço-carbono têm um impacto significativo na suscetibilidade a rachaduras e nas propriedades mecânicas do aço-carbono. juntas soldadas. De fato, a soldabilidade não é determinada apenas pelo teor de elementos de liga, mas também pela taxa de resfriamento da junta soldada.
Particularmente, no caso de aços de baixo e alto carbono, sob certas condições calor de soldagem a taxa de resfriamento é mais rápida, levando à formação de martensita na solda e na zona afetada pelo calor.
Mais martensita presente, maior será a dureza, resultando em pior soldabilidade e maior tendência a rachaduras. Portanto, o controle da taxa de resfriamento durante a soldagem torna-se crucial.
Ao empregar o pré-aquecimento, o controle da temperatura entre camadas, o pós-aquecimento ou o uso de alta entrada de calor de soldagem, a taxa de resfriamento da junta soldada pode ser reduzida, controlando assim a microestrutura e a dureza e minimizando a possibilidade de trincas a frio.
Além dos fatores mencionados acima que afetam a soldabilidade do aço carbono, o estado do tratamento térmico pré-soldagem do material de base também tem um impacto significativo sobre a soldabilidade e não deve ser negligenciado durante a soldagem do aço carbono.
O aço de baixo carbono, normalmente contendo menos de 0,25% de carbono e quantidades mínimas de manganês (Mn) e silício (Si), apresenta excelente soldabilidade devido à sua composição. Essa classe de aço geralmente não forma estruturas severas de endurecimento ou resfriamento durante a soldagem, o que a torna altamente adequada a vários processos de união.
As propriedades inerentes do aço de baixo carbono, inclusive a plasticidade superior e a resistência ao impacto, se traduzem bem em suas juntas soldadas. Essas características contribuem para a capacidade do material de suportar deformações e impactos repentinos, tanto no metal de base quanto nas zonas de solda.
Uma das principais vantagens da soldagem de aço de baixo carbono é a simplificação do processo de soldagem. Em condições padrão, ele normalmente não exige:
Essa abordagem simplificada reduz significativamente o tempo e os custos de processamento, mantendo a integridade da junta.
Entretanto, é fundamental observar que, em determinadas situações, o aço de baixo carbono pode apresentar desafios de soldagem. Esses casos, embora raros, podem ocorrer devido a:
Para garantir a qualidade ideal da solda, é essencial verificar a composição do aço e selecionar processos e parâmetros de soldagem adequados.
A versatilidade do aço de baixo carbono é evidente na ampla gama de métodos de soldagem aplicáveis, cada um capaz de produzir juntas de alta qualidade. As técnicas atuais padrão do setor incluem:
Cada método oferece vantagens específicas, dependendo da aplicação, do projeto da junta e dos requisitos de produção. Por exemplo, o GMAW com blindagem de CO2 é geralmente preferido por sua alta taxa de deposição e adequação à automação, enquanto o GTAW é escolhido por sua precisão em soldagem de seções finas e passes de raiz.
Concluindo, embora o aço de baixo carbono seja, em geral, o tipo de aço mais soldável, a conscientização sobre os possíveis problemas e a adesão às práticas recomendadas garantem juntas soldadas consistentes e de alta qualidade em várias aplicações.
(1) Soldagem com arco metálico blindado
A soldagem por arco de metal blindado (SMAW) é uma técnica versátil e amplamente empregada para unir componentes de aço de baixo carbono. A pedra angular da seleção de eletrodos para a soldagem de aço com baixo teor de carbono é o princípio da resistência igual, que garante que as propriedades mecânicas do metal de solda sejam muito próximas ou ligeiramente superiores às do material de base.
A série de eletrodos E43xx é utilizada predominantemente nessa aplicação devido à sua compatibilidade com as características mecânicas do aço de baixo carbono. O aço de baixo carbono normalmente apresenta uma resistência média à tração de aproximadamente 417,5 MPa, enquanto os eletrodos da série E43xx produzem metal depositado com uma resistência mínima à tração de 420 MPa. Essa ligeira sobreposição garante uma integridade robusta da junta sem comprometer o desempenho geral da estrutura.
A série E43xx abrange uma gama diversificada de tipos de eletrodos e marcas comerciais, permitindo que os soldadores façam o ajuste fino de sua seleção com base em composições específicas de metal de base, configurações de juntas e condições de carga. Fatores como a posição de soldagem, a ductilidade necessária e a resistência ao impacto também devem ser considerados durante a seleção do eletrodo.
Para aplicações estruturais críticas ou componentes sujeitos a cenários de carga complexos, recomenda-se fortemente o uso de eletrodos com baixo teor de hidrogênio (por exemplo, E7018). Esses eletrodos minimizam o risco de rachaduras induzidas por hidrogênio, principalmente em seções mais espessas ou em juntas altamente restritas. A Tabela 5-1 fornece orientações abrangentes para a seleção de eletrodos em vários cenários de soldagem.
Ao soldar outros tipos de aço, é imperativo consultar normas específicas do setor, como a JB/T 4709-2007, ou normas nacionais relevantes. Esses recursos oferecem critérios detalhados de seleção de eletrodos, levando em conta fatores como composição do aço, requisitos de propriedade mecânica e condições de serviço.
Para otimizar a qualidade e a eficiência da solda, os processos SMAW modernos geralmente incorporam fontes de energia pulsada, revestimentos de eletrodos especializados para melhorar a estabilidade do arco e misturas avançadas de gases de proteção. Essas inovações podem aumentar a penetração, reduzir respingos e melhorar a estética geral da solda, principalmente em aplicações de soldagem fora de posição.
(2) Soldagem por arco metálico a gás (GMAW)
A soldagem por arco de gás metálico (GMAW) com gás de proteção de dióxido de carbono (CO2) ganhou popularidade significativa nos últimos anos para a soldagem de aço de baixo carbono, devido à sua versatilidade, eficiência e custo-benefício. Esse processo utiliza dois tipos principais de arame de solda: arame sólido e arame tubular, cada um oferecendo vantagens distintas para aplicações específicas.
A seleção do arame de solda para aço com baixo teor de carbono segue o princípio da resistência igual, garantindo que as propriedades mecânicas do metal de solda se aproximem ou excedam ligeiramente as do metal de base. Esse princípio é fundamental para manter a integridade estrutural e é ilustrado na Tabela 5-1, que fornece um guia abrangente para a seleção do arame com base nas propriedades do metal de base.
As opções de arame de soldagem para soldagem a arco de metal com gás CO2 incluem:
Para obter especificações detalhadas e características de desempenho, consulte as normas nacionais, como a GB/T 8110-1995 "Carbon Steel and Low Alloy Steel Welding Wires for Gas Shielded Welding" (Fios de solda de aço carbono e aço de baixa liga para soldagem com proteção gasosa) ou equivalentes internacionais, como a AWS A5.18 para fios sólidos e a AWS A5.20 para fios com núcleo de fluxo.
A qualidade do gás de proteção é fundamental para obter a melhor qualidade de solda. O gás CO2 usado na soldagem deve ter uma pureza mínima de 99,5% para evitar contaminação e garantir a estabilidade adequada do arco. Alguns fabricantes optam por misturas de gases, como argônio 75% / CO2 25%, para melhorar ainda mais as características da solda e reduzir os respingos.
Ao implementar o GMAW com blindagem de CO2, considere as seguintes práticas recomendadas:
Ao seguir essas diretrizes e selecionar o arame de soldagem adequado, os fabricantes podem obter soldas eficientes e de alta qualidade em aço de baixo carbono usando a soldagem a arco de metal com gás CO2.
(3) Soldagem por arco submerso (SAW)
A soldagem por arco submerso (SAW) é um processo altamente eficiente e versátil amplamente empregado para unir aço de baixo carbono, especialmente em aplicações de chapas médias a grossas. Esse método é excelente na produção de soldas de alta qualidade com penetração profunda e excelentes propriedades mecânicas. Para SAW de aço com baixo teor de carbono, arames sólidos como H08A ou H08MnA são frequentemente selecionados devido à sua composição química consistente e capacidade de alimentação superior.
Em geral, esses arames são combinados com fluxos com alto teor de manganês, alto teor de silício e baixo teor de flúor, como HJ430, HJ431 ou HJ433. Essa combinação otimiza a estabilidade do arco, melhora a destacabilidade da escória e promove a formação de microestruturas de metal de solda de granulação fina. O alto teor de manganês no fluxo compensa a perda de manganês durante a soldagem, enquanto o silício melhora a desoxidação e as propriedades mecânicas. O baixo teor de flúor minimiza o risco de rachaduras induzidas por hidrogênio e reduz as emissões nocivas de fumaça.
O setor está testemunhando uma tendência crescente para o uso de fluxos sinterizados, que oferecem maior controle sobre a composição química e as características de soldagem. Alguns fluxos sinterizados avançados incorporam pó de ferro, permitindo uma técnica revolucionária conhecida como soldagem unilateral com formação de dupla face. Essa abordagem inovadora utiliza materiais de apoio especialmente projetados, resultando em soldas esteticamente agradáveis que parecem ter sido soldadas de ambos os lados. Essa técnica não apenas aumenta o apelo visual, mas também melhora significativamente a eficiência da soldagem, reduzindo a necessidade de reposicionamento ou de vários passes.
Para obter uma visão geral abrangente dos materiais de soldagem comumente usados na soldagem a arco submerso de aço de baixo carbono, incluindo combinações de arame-fluxo e suas aplicações específicas, consulte a Tabela 5-1 abaixo. Essa tabela fornece orientações valiosas para a seleção dos consumíveis de soldagem ideais com base em fatores como espessura da chapa, projeto da junta e propriedades mecânicas desejadas.
(4) Soldagem manual com gás inerte de tungstênio (TIG)
Em aplicações estruturais críticas, especialmente na soldagem de juntas de topo de tubos de aço de baixo carbono, é fundamental obter estruturas de solda com penetração total. Muitas instalações industriais empregam a soldagem TIG manual para o passe de raiz, seguida por uma combinação de soldagem a arco de metal blindado (SMAW) e soldagem TIG para enchimento e cobertura. Como alternativa, algumas operações dependem exclusivamente da soldagem TIG manual durante todo o processo, garantindo um controle preciso e resultados de alta qualidade.
Ao realizar a soldagem TIG em aço de baixo carbono, é imperativo utilizar um arame de enchimento de soldagem específico para minimizar as variações da composição química e garantir propriedades mecânicas consistentes na solda. Para aços como o 20, 20g e 20R, o material de enchimento H08Mn2SiA é geralmente adequado, oferecendo um equilíbrio ideal entre resistência e ductilidade. O gás de proteção usado na soldagem TIG, geralmente argônio (Ar), deve manter uma pureza mínima de 99,99% para evitar contaminação e garantir a integridade da solda.
Embora a soldagem TIG seja altamente eficaz para aplicações de aço de baixo carbono, vários outros métodos de soldagem podem ser empregados com base nos requisitos específicos do projeto:
Na fabricação de caldeiras e vasos de pressão, é utilizada uma grande variedade de técnicas de soldagem e suas combinações. A seleção desses métodos baseia-se em fatores como espessura do material, configuração da junta, acessibilidade, volume de produção e requisitos de códigos específicos. Algumas técnicas avançadas incluem:
A escolha do método de soldagem é fundamental para garantir a integridade estrutural, atender às normas regulatórias e otimizar a eficiência da produção na fabricação de caldeiras e vasos de pressão.
Tabela 5-1: Exemplos de materiais de soldagem comumente usados para soldar aço de baixo carbono
| Grau de aço. | O modelo (marca) do eletrodo de soldagem usado para soldagem a arco. | Arame de solda para CO2 soldagem com proteção gasosa. | Fluxos para soldagem por arco submerso /Arame de solda | ||
| Estrutura geral. | Estrutura importante ou complexa. | Arame de solda de núcleo sólido. | Arame de solda com núcleo de fluxo. | ||
| Q235A Q235B Q235C | E4303 (J422) | E315(J427) E4316(J426) | ER49-1(H08Mn2SiA) | EF01-5020 | HJ401-H08A(HJ431) /H08MnA |
| 08 10 15 20 | E4303 (J422) | E4315(J427) E4316 (J426) | ER49-1(H08Mn2SiA) | EF01-5020 | HJ401-H08A(HJ431) /H08MnA |
| 20g 20R 22g | E4303 (J422) | E4315(J427) E4316(J426) | ER50-3 | EF01-5020 | HJ401-H08A(HJ431) /H08MnA ou H08MnSi |
(1) Preparação para pré-soldagem
A preparação da pré-soldagem inclui os seguintes aspectos:
1) Preparação da ranhura.
A preparação da ranhura deve ser feita usando métodos de trabalho a frio, mas também podem ser usados métodos de trabalho a quente. A ranhura de solda deve ser mantida plana, sem defeitos como rachaduras, delaminação ou inclusão de escória.
As dimensões devem estar de acordo com os desenhos ou as especificações do processo de soldagem. A superfície e os dois lados da ranhura (10 mm para soldagem a arco com eletrodo de solda, 20 mm para soldagem a arco submerso) devem ser limpos cuidadosamente de água, ferrugem, óleo, escória e outras impurezas prejudiciais.
2) Os eletrodos de soldagem e o fluxo devem ser secos e mantidos aquecidos de acordo com as normas. O arame de solda precisa ser limpo de óleo, ferrugem e outras impurezas.
3) Pré-aquecimento
Em geral, os baixos soldagem de aço carbono não exige medidas especiais de processo. Entretanto, em condições frias de inverno, o junta de solda esfria rapidamente, aumentando a tendência de rachaduras. Isso é especialmente verdadeiro para estruturas rígidas com grandes espessura da solda.
Para evitar a formação de rachaduras, pré-aquecimento antes da soldagemA temperatura da camada intermediária pode ser mantida durante a soldagem, e medidas de pós-aquecimento podem ser tomadas. As temperatura de pré-aquecimento pode ser determinada com base em resultados de testes e normas relevantes. A temperatura de pré-aquecimento pode variar para diferentes produtos, conforme mostrado na Tabela 5-2 e na Tabela 5-3.
Tabela 5-2: Temperatura de pré-aquecimento para estruturas rígidas comuns de aço com baixo teor de carbono
| Grau de aço | Espessura do material (mm). | Temperatura de pré-aquecimento (°C). |
| Q235,08,10, 15, 20 | ≈50 | |
| 50~90 | >100 | |
| 25, 20g,22g, 20R | ≈40 | >50 |
| >60 | >100 |
Tabela 5-3: Temperatura de pré-aquecimento para baixo carbono Soldagem de aço em ambiente de baixa temperatura
| Temperatura ambiental (°C) | Espessura do componente soldado (mm) | Temperatura de pré-aquecimento (°C). | |
| Vigas, colunas e andaimes. | Dutos e contêineres. | ||
| Abaixo de -30°C | <30 | <16 | 100~150 |
| Abaixo de -20°C | 17~30 | ||
| Abaixo de -10°C | 35~50 | 31~40 | |
| Abaixo de 0°C | 51~70 | 51~50 | |
4) Posicionamento da soldagem
A soldagem de posicionamento refere-se à soldagem realizada para montar e fixar as posições de várias peças no componente soldado. A solda resultante é chamada de solda de posicionamento. O mesmo material de soldagem que a costura soldada deve ser usado para a soldagem de posicionamento, e o mesmo processo de soldagem deve ser aplicado.
A solda de posicionamento deve estar livre de rachaduras, caso contrário, deverá ser removida e soldada novamente. As extremidades da solda de posicionamento que se fundem com a solda permanente devem ser fáceis de remover. fazer um arco. Se houver porosidade ou inclusões de escória, elas devem ser removidas.
(2) Requisitos de soldagem
Os requisitos de soldagem são os seguintes:
1) Os soldadores devem realizar a soldagem de acordo com os requisitos dos desenhos, documentos de processo e normas técnicas.
2) A batida do arco deve ser feita na placa de apoio ou dentro da ranhura, e a batida do arco em áreas que não sejam de soldagem é proibida. Ao extinguir o arco, a cratera deve ser preenchida.
3) A temperatura da camada intermediária deve ser controlada dentro da faixa especificada durante o processo de soldagem. Quando a peça de trabalho é pré-aquecida, a temperatura da camada intermediária não deve ser menor do que a temperatura de pré-aquecimento.
4) Cada solda deve ser concluída em uma operação contínua, e as interrupções devem ser evitadas o máximo possível.
5) Os requisitos de formato, dimensões e aparência da superfície de solda devem atender às normas pertinentes.
6) A superfície da solda deve estar livre de rachaduras, porosidade, crateras e inclusões visíveis de escória. A escória na solda e os respingos em ambos os lados devem ser removidos. A transição entre a solda e o material de base deve ser suave. O rebaixo na superfície da solda não deve exceder os requisitos das normas relevantes.
O aço de médio carbono, com um teor de carbono que varia de 0,30% a 0,60%, apresenta características variáveis de soldabilidade. Na extremidade inferior dessa faixa (wC ≈ 0,30%) e com teor moderado de manganês, o aço demonstra boa soldabilidade. Entretanto, a soldabilidade se deteriora progressivamente à medida que o teor de carbono aumenta.
Para aços com teor de carbono próximo a 0,50%, o emprego de processos padrão de soldagem de aço com baixo teor de carbono pode levar à formação de estruturas martensíticas frágeis na zona afetada pelo calor (HAZ), aumentando significativamente o risco de trincas. Essa suscetibilidade se estende ao próprio metal de solda se os parâmetros de soldagem e a seleção do material de enchimento não forem cuidadosamente controlados. Durante a soldagem, ocorre uma diluição substancial do metal de base, elevando os níveis de impureza e aumentando a probabilidade de rachaduras por solidificação (quentes), principalmente quando o teor de enxofre não é rigorosamente regulado. Essas trincas a quente são mais predominantes na região da cratera da solda.
A propensão a defeitos de solda em aços de médio carbono não se limita a trincas. À medida que o teor de carbono aumenta, o aço se torna cada vez mais suscetível à formação de porosidade, exigindo um controle rigoroso dos parâmetros de soldagem e da pureza do gás de proteção.
Os aços de médio carbono encontram aplicações tanto em componentes estruturais de alta resistência quanto em peças e ferramentas mecânicas resistentes ao desgaste. Quando utilizados em componentes mecânicos, o foco geralmente está em obter a dureza e a resistência ao desgaste ideais, em vez de maximizar a resistência. Em ambos os casos, as propriedades desejadas são normalmente obtidas por meio de processos de tratamento térmico cuidadosamente projetados.
A soldagem de componentes com tratamento térmico apresenta desafios únicos. Medidas preventivas devem ser implementadas para mitigar a formação de trincas, como pré-aquecimento, temperaturas de interpasse controladas e seleção adequada de consumíveis de soldagem. É fundamental reconhecer que a entrada de calor da soldagem pode levar ao amolecimento localizado na HAZ, o que pode comprometer o desempenho do componente. Para restaurar as propriedades mecânicas da HAZ e garantir um desempenho uniforme em toda a junta soldada, o tratamento térmico pós-soldagem (PWHT) geralmente é necessário.
A soldagem bem-sucedida de aços de médio carbono requer uma abordagem abrangente, incluindo:
Com o gerenciamento cuidadoso desses fatores, é possível produzir soldas de alta qualidade em aços de médio carbono que mantenham as propriedades mecânicas desejadas e a integridade estrutural do componente.
(1) Soldagem a arco com metal blindado (SMAW) para aço carbono médio
A soldagem com arco de metal blindado (SMAW) é o método de soldagem predominante para o aço de médio carbono, apesar de sua baixa soldabilidade inerente. Esse tipo de aço, usado principalmente na fabricação de peças mecânicas, exige técnicas de soldagem específicas para garantir a integridade e o desempenho da junta.
A seleção de eletrodos é crucial em SMAW para aço carbono médio. Quando a resistência do metal de solda precisa corresponder à do metal de base, eletrodos de grau equivalente são essenciais. No entanto, eletrodos de menor resistência podem ser utilizados quando não for necessária a correspondência total da resistência, oferecendo flexibilidade no projeto de soldagem e reduzindo potencialmente os custos.
Os eletrodos com baixo teor de hidrogênio são altamente recomendados para aplicações SMAW de aço carbono médio devido às suas propriedades superiores:
Essas características melhoram significativamente a qualidade da solda e reduzem o risco de defeitos em juntas de aço carbono médio.
Em cenários específicos, podem ser empregados eletrodos do tipo titânio-ferro ou titânio-cálcio. No entanto, seu uso exige controles rigorosos do processo:
Para aplicações especializadas, os eletrodos de aço inoxidável austenítico com cromo e níquel oferecem vantagens exclusivas na soldagem de aço de médio carbono:
A seleção dos eletrodos adequados (exemplos mostrados na Tabela 5-4) deve se basear na aplicação específica, nos requisitos de propriedade mecânica e nas condições de soldagem. Fatores como o projeto da junta, a espessura da chapa e o ambiente de serviço também devem ser considerados para otimizar o processo de soldagem e garantir a longevidade e a confiabilidade da estrutura soldada.
Tabela 5-4: Exemplos de eletrodos de aço carbono médio
| Grau de aço | Eletrodos de soldagem | ||
| Componentes que exigem resistência igual. | Componentes que não exigem força igual | Em situações especiais. | |
| 35,ZG270-500 | 506,J507,J556,J557 | J422, J423, J425,J427 | A102, A302, A307, A402, A07 |
| 45, ZG310-570 | J556,J557, J606, J607 | J422,J423,J426J427,J506,J507 | |
| 55, Z310-610 | J606,J607 | ||
(2) Outros métodos de soldagem
Várias técnicas de soldagem podem ser empregadas para aço carbono médio, sendo que a seleção é determinada principalmente pelas especificações do projeto, pelas propriedades do material e pelos requisitos do projeto. A soldagem por arco de gás metálico (GMAW), comumente conhecida como soldagem com proteção de gás CO2, é uma opção versátil que oferece alta produtividade e excelente qualidade de solda.
Ao utilizar a soldagem com proteção de gás CO2 para aço de médio carbono, a escolha do metal de adição é crucial. Os arames de aço das classes 30 e 35 são empregados com frequência, sendo que ligas específicas como H08Mn2SiA, H04Mn2SiTiA e H04MnSiAlTiA são escolhas populares. Esses fios são projetados para oferecer propriedades mecânicas ideais e compatibilidade de composição química com aços de médio carbono.
A seleção do arame de solda adequado deve se basear em vários fatores:
É essencial consultar especialistas em soldagem, recomendações dos fabricantes e códigos de soldagem relevantes (por exemplo, AWS D1.1 para aço estrutural) ao selecionar o arame de soldagem ideal. Além disso, a realização de testes de qualificação do procedimento de soldagem pode ajudar a validar o arame escolhido e os parâmetros de soldagem para a aplicação específica.
(1) Preparação para pré-soldagem
Os preparativos a seguir são essenciais para garantir resultados de soldagem de alta qualidade:
1) Condicionamento do eletrodo: Os eletrodos de soldagem devem ser secos adequadamente e mantidos na temperatura especificada antes do uso. Esse processo, conhecido como condicionamento do eletrodo, remove a umidade e evita a fragilização por hidrogênio na solda.
2) Preparação da superfície: Limpe completamente a área de soldagem para remover todos os defeitos, ferrugem, óleo, umidade e outros contaminantes. Na soldagem por pontos, garanta as dimensões adequadas do cordão de solda para manter a integridade da junta. A preparação adequada da superfície é essencial para obter fortes ligações metalúrgicas e minimizar os defeitos de solda.
3) Gerenciamento térmico:
a) Pré-aquecimento: Para aços de médio carbono, o pré-aquecimento é normalmente necessário. Esse processo reduz a taxa de resfriamento na solda e na zona afetada pelo calor (HAZ), evitando a formação de martensita, melhorando a ductilidade da junta e minimizando as tensões residuais.
b) Controle da temperatura do interpasse: Durante a soldagem de múltiplos passes, mantenha a temperatura de interpasse igual ou acima da temperatura de pré-aquecimento inicial. Isso garante condições térmicas consistentes durante todo o processo de soldagem.
A temperatura de pré-aquecimento é determinada por vários fatores:
Como diretriz geral:
A temperatura de pré-aquecimento deve ser aumentada à medida que o carbono equivalente aumenta, a espessura da junta aumenta ou quando se usam eletrodos com maior potencial de hidrogênio. Consulte sempre os procedimentos e padrões de soldagem específicos do material para obter requisitos precisos de pré-aquecimento.
(2) Requisitos de soldagem
Ao soldar aço carbono médio, é fundamental empregar técnicas específicas para garantir a integridade ideal da junta e as propriedades mecânicas. A abordagem recomendada envolve a utilização de um cordão de solda estreito e o modo de transferência de curto-circuito no método de soldagem por arco de metal a gás (GMAW) ou soldagem por arco curto. Para soldas de várias camadas, é essencial um processo estratégico de camadas.
As camadas iniciais devem ser depositadas com eletrodos de pequeno diâmetro (normalmente de 0,8 a 1,0 mm) e baixa corrente de soldagem (em torno de 100 a 150 A) para minimizar o aporte de calor e reduzir a profundidade de fusão no metal de base, garantindo a penetração total. Essa técnica ajuda a controlar a zona afetada pelo calor (HAZ) e reduz o risco de rachaduras induzidas por hidrogênio.
Para camadas intermediárias, pode-se aplicar uma energia de arame mais alta para aumentar as taxas de deposição e melhorar a eficiência. Isso pode envolver o aumento da corrente para 180-250 A, dependendo da espessura do material e da configuração da junta. No entanto, deve-se tomar cuidado para manter a temperatura adequada de interpasse, normalmente entre 150 e 200 °C, para evitar o acúmulo excessivo de calor.
O passe final ou vários passes devem atingir a fusão completa com o metal de solda depositado anteriormente. Essa prática tem dupla finalidade: garante a integridade estrutural e atua como um tratamento de revenimento in situ para a zona afetada pelo calor da solda original, especialmente no metal de base adjacente à linha de fusão.
Esse efeito de revenimento é fundamental, pois ajuda a reduzir a dureza e a fragilidade na HAZ, promovendo a transformação da martensita frágil em martensita temperada mais dúctil ou bainita. Consequentemente, esse processo diminui significativamente a suscetibilidade à trinca a frio e melhora a resistência geral da junta soldada antes de qualquer tratamento térmico pós-soldagem (PWHT).
Para melhorar ainda mais a qualidade da solda, considere implementar o pré-aquecimento (normalmente de 150 a 250°C para aços de médio carbono) e controlar as taxas de resfriamento por meio do gerenciamento adequado da temperatura entre passes. Essas práticas, combinadas com a técnica de camadas descrita, criam um procedimento de soldagem robusto que minimiza as tensões residuais e otimiza as propriedades mecânicas das soldas de aço carbono médio.
(3) Tratamento térmico pós-soldagem
O tratamento térmico pós-soldagem (PWHT) é um processo essencial na fabricação de soldas, principalmente para aços de alta resistência e estruturas complexas. O tratamento térmico de alívio de tensão é realizado, de preferência, imediatamente após a soldagem, especialmente para componentes de seção espessa, estruturas rígidas e montagens sujeitas a condições operacionais severas, como cargas dinâmicas ou de impacto. A faixa de temperatura ideal para o tratamento térmico de alívio de tensão geralmente fica entre 600°C e 650°C (1112°F e 1202°F), sendo que a temperatura específica depende da composição do material e dos parâmetros de soldagem.
Se o alívio imediato da tensão não for viável devido a restrições operacionais, o pós-aquecimento ainda deve ser realizado para facilitar a difusão do hidrogênio do metal de solda e da zona afetada pelo calor (HAZ). Esse processo, conhecido como bake-out de hidrogênio, ajuda a reduzir o risco de trincas induzidas por hidrogênio (HIC). A temperatura de pós-aquecimento para a remoção do hidrogênio pode ser diferente da temperatura de pré-aquecimento e deve ser determinada com base em fatores como a espessura do material, o teor de hidrogênio e as condições ambientais. Normalmente, temperaturas entre 200°C e 400°C (392°F a 752°F) são eficazes para a difusão de hidrogênio na maioria dos aços.
A duração do isolamento pós-aquecimento é crucial para o alívio eficaz da tensão e a remoção do hidrogênio. Uma diretriz geral é manter a temperatura de pós-aquecimento por aproximadamente 1 hora para cada 10 mm (0,4 polegada) de espessura do material. Entretanto, essa duração pode precisar de ajustes com base na liga específica, no processo de soldagem e na configuração da junta. Para geometrias complexas ou soldas com vários passes, podem ser necessários tempos de espera mais longos ou processos de resfriamento escalonados para garantir a distribuição uniforme da temperatura e o alívio ideal da tensão em toda a estrutura soldada.
É importante observar que a taxa de resfriamento após o PWHT deve ser cuidadosamente controlada, normalmente não excedendo 150°C (302°F) por hora para seções espessas, para evitar a formação de novas tensões residuais. Além disso, a documentação adequada do processo PWHT, incluindo perfis de tempo-temperatura, é essencial para a garantia de qualidade e a conformidade com os padrões do setor, como ASME BPVC Seção IX ou AWS D1.1.
O aço de alto carbono, definido como aço com teor de carbono (wC) superior a 0,6%, abrange o aço estrutural de alto carbono, o aço fundido de alto carbono e o aço carbono para ferramentas. O elevado teor de carbono, comparado ao aço de médio carbono, aumenta significativamente a propensão à formação de martensita de alto carbono dura e quebradiça durante os processos de soldagem.
Essa característica resulta em uma maior suscetibilidade à fissuração por têmpera e à sensibilidade geral à fissuração, comprometendo seriamente a soldabilidade. Consequentemente, o aço com alto teor de carbono raramente é empregado em estruturas soldadas. Em vez disso, suas principais aplicações estão em componentes que exigem alta dureza ou resistência ao desgaste, ferramentas especializadas e determinadas aplicações de fundição.
Comumente chamados de aço ferramenta ou aço fundido, esses materiais são predominantemente soldados para fins de reparo e não de fabricação. Para obter a alta dureza e a resistência ao desgaste desejadas, os componentes de aço com alto teor de carbono normalmente passam por processos de tratamento térmico, principalmente têmpera e revenimento.
Para reduzir os riscos de rachaduras durante a soldagem, geralmente é empregada uma abordagem de tratamento térmico em duas etapas:
Ao soldar aço com alto teor de carbono, são necessárias precauções adicionais:
Ao aderir a esses procedimentos especializados de soldagem e protocolos de tratamento térmico, os desafios inerentes à soldagem de aço com alto teor de carbono podem ser gerenciados com eficácia, permitindo operações de reparo bem-sucedidas e mantendo as propriedades mecânicas desejáveis do material.
O aço com alto teor de carbono, caracterizado por sua baixa soldabilidade, é utilizado principalmente em aplicações que exigem alta dureza ou resistência ao desgaste, como peças, componentes e ferramentas especializadas. A técnica de soldagem mais comum para o aço com alto teor de carbono é a soldagem com arco de metal blindado (SMAW) usando eletrodos de soldagem específicos.
A seleção de materiais de soldagem depende de vários fatores, incluindo o teor de carbono do aço, o projeto da peça de trabalho e os requisitos operacionais. É importante observar que obter propriedades de junta de solda idênticas às do material de base é um desafio. Os aços com alto teor de carbono normalmente apresentam resistência à tração superior a 675 MPa.
Ao selecionar materiais de soldagem, as especificações do projeto do produto desempenham um papel fundamental. Para aplicações que exigem alta resistência, eletrodos como o E7015-D2 (J707) ou o E6015-D2 (J607) são comumente empregados. Esses eletrodos oferecem um bom equilíbrio entre resistência e soldabilidade para aços com alto teor de carbono.
Em cenários em que a alta resistência não é a principal preocupação, podem ser utilizados eletrodos E5016 (J506) ou E5015 (J507). Como alternativa, podem ser selecionados eletrodos de aço de baixa liga ou metais de enchimento com graus de resistência comparáveis. Independentemente da escolha específica, todos os materiais de soldagem devem ser do tipo com baixo teor de hidrogênio para minimizar o risco de rachaduras induzidas por hidrogênio, um problema comum na soldagem de aço com alto teor de carbono.
Para aplicações especializadas ou ao lidar com condições de soldagem particularmente desafiadoras, podem ser empregados eletrodos de aço inoxidável austenítico com cromo e níquel. Isso inclui classes como E308-16 (A102), E308-15 (A107), E309-16 (A302) e E309-15 (A307). Embora o pré-aquecimento geralmente não seja necessário ao usar esses eletrodos, ele é recomendado para materiais com alta rigidez para reduzir o risco de rachaduras e melhorar a qualidade geral da solda.
O processo de soldagem de aço com alto teor de carbono geralmente envolve considerações adicionais, como taxas de resfriamento controladas e tratamento térmico pós-soldagem para gerenciar as tensões residuais e manter as propriedades mecânicas desejadas. O armazenamento e o manuseio adequados do eletrodo também são essenciais para garantir o baixo teor de hidrogênio e o desempenho ideal da soldagem.
(1) Preparação pré-soldagem:
As seguintes preparações são fundamentais antes de soldar aço com alto teor de carbono:
1) O recozimento do aço com alto teor de carbono é essencial antes da soldagem para reduzir as tensões internas e melhorar a soldabilidade.
2) Ao usar eletrodos de aço estrutural, o pré-aquecimento é obrigatório. A faixa de temperatura recomendada para o pré-aquecimento é de 250 a 350°C. Mantenha essa temperatura como a temperatura de interpasse durante todo o processo de soldagem para evitar choque térmico e reduzir o risco de rachaduras.
3) O condicionamento adequado do eletrodo é fundamental. Seque os eletrodos de acordo com as especificações do fabricante e armazene-os em um ambiente com temperatura controlada (caixa ou tubo de preservação de calor) para evitar a absorção de umidade, que pode levar à fragilização por hidrogênio.
4) Limpe completamente a superfície da peça de trabalho, certificando-se de que ela esteja livre de umidade, óleo, ferrugem, incrustações ou outros contaminantes. Essa etapa é fundamental para obter soldas de alta qualidade e evitar defeitos.
(2) Requisitos de soldagem:
Implemente as seguintes medidas durante o processo de soldagem:
1) Adotar técnicas especializadas semelhantes às usadas para aço carbono médio:
2) Utilize o método de pré-pilotagem: deposite uma fina camada de metal de solda na ranhura antes de prosseguir com os passes de solda principais. Essa técnica ajuda a controlar a taxa de resfriamento e reduz o risco de rachaduras.
3) Para soldas de alta rigidez e de seção espessa, implemente técnicas de redução de tensão:
(3) Tratamento térmico pós-soldagem:
Imediatamente após a soldagem, submeta a peça de trabalho a um tratamento térmico de alívio de tensão:
Observação: Os parâmetros específicos para pré-aquecimento, soldagem e tratamento térmico pós-soldagem podem precisar ser ajustados com base na composição exata do aço de alto carbono, na espessura da peça de trabalho e na aplicação específica da soldagem. Consulte sempre os códigos e padrões de soldagem relevantes para obter requisitos precisos.
(1) Exemplo de soldagem de aço com baixo teor de carbono usando soldagem por arco de metal blindado
Em uma empresa de fabricação de máquinas químicas, um condensador para a produção de dióxido de enxofre foi fabricado usando aço carbono 20R com uma espessura de chapa de 8 mm. A costura de solda longitudinal do corpo cilíndrico era uma junta de topo com uma ranhura em forma de V, e o processo de soldagem utilizado foi a soldagem a arco de metal blindado. Consulte a Tabela 5-5 para ver o procedimento de soldagem.
Tabela 5-5: Cartão de processo de soldagem para junta de soldagem por arco elétrico
| Cartão de processo de soldagem para soldagem de juntas | Número: | ||
| Material da base: | Material de base: | 20R | 20R |
| Espessura do material de base: | 8 mm | 8 mm | |
| Posição de soldagem: | Soldagem plana | ||
| Técnica de soldagem: | Cordão de solda reto | ||
| Temperatura de pré-aquecimento: | Temperatura ambiente | ||
| Temperatura interpasse | 150℃ | ||
| Sequência de soldagem | |||
| 1 | Verifique as dimensões da ranhura e a qualidade da superfície. | ||
| 2 | Limpe a ranhura e remova qualquer óleo ou sujeira próximo a ela. | ||
| 3 | Realize a solda de aderência pelo lado de fora usando a técnica de solda da primeira camada, com um comprimento de 30 a 50 mm. | ||
| 4 | Soldar as camadas internas, da primeira à terceira. | ||
| 5 | Use um goivagem a arco de carbono para limpar a raiz por fora e, em seguida, esmerilhar com um rebolo. | ||
| 6 | Soldar a camada externa. | ||
| 7 | Limpe os respingos após a soldagem. | ||
| 8 | Realizar inspeção visual. | ||
| 9 | Realizar testes não destrutivos. | ||
Parâmetros de especificação de soldagem
| Número de passes | Método de soldagem | Grau do material de soldagem | Especificação do material de soldagem | Tipo de corrente e polaridade | Corrente de soldagem/A | Tensão de arco/V | Velocidade de soldagem (mm/comprimento) | Observações |
| 1 | SMAW | J427 | 3.2 | DCEP | 90~120 | 22~24 | 90~130 | |
| 2~4 | SMAW | J427 | 4 | DCEP | 140~170 | 22~24 | 140~180 |
(2) Soldagem TIG manual para o fechamento da parte inferior e soldagem a arco com eletrodo para preenchimento e soldagem da tampa do exemplo de aço de baixo carbono
Usando o mesmo equipamento mencionado acima, a costura de fechamento do corpo do cilindro, com um diâmetro de apenas ϕ616 mm, exige uma junta totalmente penetrada.
A fábrica adotou a soldagem TIG para o fechamento do fundo e a soldagem a arco com eletrodo para o enchimento e a tampa, conforme mostrado no processo de soldagem na Tabela 5-6.
| Cartão de processo de soldagem de juntas | Número | ||||
| Material da base: | Material de base: | 20R | 20R | ||
| Espessura do material de base: | 8 mm | 8 mm | |||
| Posição de soldagem: | Soldagem plana | ||||
| Técnica de soldagem: | Cordão de solda reto | ||||
| Temperatura de pré-aquecimento: | Temperatura ambiente | ||||
| Temperatura interpasse: | ≤150℃ | ||||
| Diâmetro do bocal | 16 mm | Gás de proteção | Ar | ||
| Diâmetro do eletrodo de tungstênio | 2,5 mm | Lado frontalLado traseiro | Lado frontal | 8~10 | |
| Parte traseira | |||||
| Sequência de soldagem | |
| 1 | Verifique as dimensões da ranhura e a qualidade da superfície. |
| 2 | Limpe a ranhura e remova qualquer óleo ou sujeira próximo a ela. |
| 3 | Realize a solda de aderência pelo lado de fora usando a técnica de soldagem da primeira camada, com um comprimento de 10 a 15 mm. |
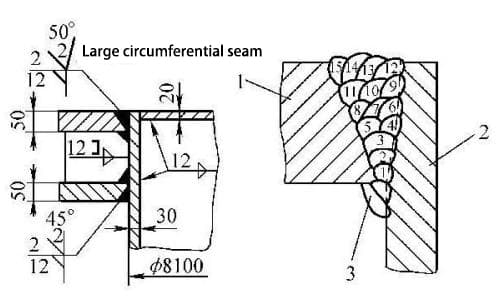
| 4 | Solde o primeiro e o segundo passes usando um bocal de 20 mm e mude para um bocal de 25 mm para os passes restantes. Para evitar o rasgo laminar na placa lateral, o arame não deve ser oscilado durante a soldagem do 4º, 6º, 9º e 12º passes, e deve ser inclinado em direção à placa lateral. A espessura de cada passe deve ser controlada em até 5 mm. |
| 5 | Limpe os respingos após a soldagem. |
| 6 | Realizar inspeção visual. |
| 7 | Realizar testes não destrutivos. |
Parâmetros de especificação de soldagem
| Canal de camada | método de soldagem | Grau do material de soldagem | Especificações de materiais de soldagem | Tipo e polaridade da corrente | Corrente de soldagem/A | Tensão de arco/V | Velocidade de soldagem/[mm/min (peça)] |
| 1 | GTAW | H10MnSi | Φ2.5 | DCEN | 90~120 | 10-11 | 50-80 |
| 2 | SMAW | J427 | Φ4 | DCEP | 140-170 | 22-24 | 140-180 |
| 3 | SMAW | J427 | Φ5 | DCEP | 170-210 | 22-24 | 150-200 |
(3) Exemplo de soldagem com proteção de gás CO2 de aço de baixo carbono: Há uma cobertura de suporte para uma turbina de água, feita de aço Q235, usando soldagem com proteção de gás CO2. O arame de solda usado é o ER49-1 (H08Mn2SiA), com um diâmetro de 1,6 mm. O processo de soldagem está descrito na Tabela 5-7.
Tabela 5-7 Cartão de processo de soldagem para junta de soldagem com proteção de gás dióxido de carbono
| Cartão de processo de soldagem de juntas | Número: | |||
 | Material de base material | Q235 | Q235 | |
| Espessura do material de base | 30 mm | 50 mm | ||
| Posição de soldagem | Soldagem plana | |||
| Tecnologia de soldagem | Cordão de solda reto | |||
| Temperatura de pré-aquecimento | Temperatura ambiente | |||
| Temperatura entre camadas | ≤ 150 ℃ | |||
| Diâmetro do bocal | Φ20mm Φ25mm | Gás de proteção | CO2 | |
| Vazão de gás L/min | Frente | 20-25 | ||
| Voltar | ||||
| Sequência de soldagem | |
| 1 | Inspecione as dimensões da ranhura e a qualidade da superfície. |
| 2 | Limpe a ranhura e qualquer sujeira ou mancha de óleo ao redor dela. |
| 3 | Realize a soldagem por pontos a partir do exterior usando o processo de soldagem da primeira camada, com um comprimento de 10 a 15 mm. |
| 4 | Para o primeiro e segundo passes, use um bocal de 20 mm e, para os passes restantes, mude para um bocal menor de 25 mm. Para evitar o rasgo em forma de camada na chapa lateral, o arame de solda não deve oscilar durante a soldagem dos passes 4, 6, 9 e 12, e deve ser inclinado em direção à chapa lateral. A espessura de cada passe de solda deve ser controlada em 5 mm. |
| 5 | Limpe todos os respingos após a soldagem. |
| 6 | Faça uma inspeção visual. |
| 7 | Realizar testes não destrutivos. |
Parâmetros de especificação de soldagem
| Canal de camada | método de soldagem | Grau do material de soldagem | Especificações de materiais de soldagem | Corrente de soldagem/A | Tensão de arco/V | Vazão de gás (L/min) | Frequência de oscilação/(r/min) | Balanço/mm |
| 1, 2 | Soldagem com proteção de gás CO2 | H08Mn2SiA | Φ1.6 | 250-300 | 28-30 | 20 | 50 | 4-6 |
| 4, 6, 9, 12 | Idem | Idem | Φ1.6 | 200-250 | 26-28 | 20 | – | – |
| O resto | Idem | Idem | Φ1.6 | 300-350 | 30-32 | 25 | 50 | 8-12 |
(1) Exemplo de soldagem de aço carbono médio usando soldagem a arco com eletrodo
Soldagem do eixo de aço 35# ao flange em um determinado estaleiro. Consulte o processo de soldagem na Tabela 5-8.
| Cartão de processo de soldagem de juntas | Número | |||
Esboço da articulação: 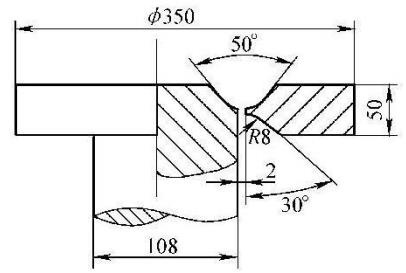 | Material de base: | 35 | 35 | |
| Espessura do material de base: | 50 mm | 50 mm | ||
| Posição de soldagem: | Soldagem vertical | |||
| Técnica de soldagem: | Cordão de solda reto | |||
| Temperatura de pré-aquecimento: | 150~200℃ | |||
| Temperatura interpasse: | 150~200℃ | |||
| Sequência de soldagem e pontos-chave: | |
| 1 | Inspecione o tamanho e a qualidade da superfície da ranhura. |
| 2 | Remova o óleo e outras sujeiras da ranhura e de seus arredores. |
| 3 | Realize a soldagem posicional, com um comprimento de 50 mm. |
| 4 | Coloque o eixo montado em uma posição horizontal para a soldagem e aplique a soldagem na posição de soldagem vertical para facilitar a remoção da escória. |
| 5 | Divida a solda em 6 ou 4 seções ao longo da circunferência, usando um método de soldagem por saltos para evitar a deformação. |
| 6 | Ao soldar a primeira camada, a velocidade de deslocamento deve ser baixa para evitar o afinamento e a quebra fácil da solda. |
| 7 | Ao extinguir o arco, encha o poço do arco para evitar rachaduras. |
| 8 | Antes de soldar a parte traseira, use um rebolo angular para esmerilhar a raiz da solda e solde depois de limpá-la completamente. |
| 9 | Realize a inspeção pós-soldagem de acordo com os requisitos. |
Parâmetros de especificação de soldagem
| Número de passes | Método de soldagem | Grau do material de soldagem | Especificação do material de soldagem | Corrente de soldagem/A | Tensão de arco/V | Taxa de fluxo de gás/(L/min) | Frequência de oscilação/(r/min) | Observações |
| 1 | SMAW | J507 | 4.0 | DCEP | 140~170 | 22~24 | 100~140 | |
| Outros | SMAW | J507 | 4.0 | DCEP | 140~170 | 22~24 | 140~180 |
(2) Exemplo de aço carbono reparo de peças mecânicas usando soldagem a arco de metal blindado
Foi encontrada uma rachadura na haste do pistão (diâmetro de 280 mm) de um martelo pneumático em uma determinada fábrica. A soldagem a arco de metal blindado foi usada para o reparo.
Primeiro, foi feita uma ranhura em forma de U na rachadura, e a rachadura foi completamente limpa. A temperatura de pré-aquecimento da área de soldagem foi aumentada para 150°C, e o eletrodo de soldagem J507 com diâmetro de φ3,2 mm foi usado para soldagem, com uma corrente de soldagem de 100-120A.
Para evitar a deformação, foi adotada a soldagem alternada simétrica. Imediatamente após a soldagem, foi realizado o revenimento local usando uma chama, aquecendo a solda e as áreas adjacentes até uma cor vermelha escura e, em seguida, deixou-se esfriar ao ar. Após um período de uso, o resultado da soldagem foi muito bom.
O aço de baixa liga é um tipo de aço no qual vários elementos de liga são adicionados ao aço carbono, com uma fração de massa total que não excede 5%. Esses elementos de liga são adicionados para melhorar a força, a plasticidade, a tenacidade, a resistência à corrosão, a resistência ao calor ou outras propriedades especiais do aço.
Esses tipos de aço têm sido amplamente utilizados em navios, pontes, caldeiras, vasos de pressão, tubulações, equipamentos de energia convencional e nuclear, vários veículos, maquinário pesado, indústrias marítimas e de construção. Atualmente, eles se tornaram os materiais estruturais mais importantes em grandes estruturas soldadas.
Alguns aços de baixa liga comuns usados na produção de solda, depois de considerar seu desempenho e suas aplicações, podem ser divididos em duas categorias. A primeira categoria é a do aço de alta resistência, que é usado principalmente para peças mecânicas e estruturas de engenharia que precisam suportar cargas estáticas e dinâmicas em condições normais.
A segunda categoria é a dos aços especiais, que são usados principalmente para peças mecânicas e estruturas de engenharia que funcionam em condições especiais. A gama de aços de alta resistência é extensa, e qualquer aço com uma resistência ao escoamento σs ≥ 295MPa e uma resistência à tração σb ≥ 395MPa é chamado de aço de alta resistência.
Dentro dessa categoria, com base no nível de resistência ao escoamento e no status do tratamento térmico, eles podem ser classificados em três tipos: aços laminados a quente e normalizados, aços de baixo carbono e baixa liga temperado e revenido e aços de médio carbono temperados e revenidos.
O aço fornecido e usado no estado laminado a quente ou normalizado é chamado de aço laminado a quente e normalizado, que inclui o aço laminado a quente e o aço normalizado. Esse tipo de aço com limite de escoamento de 295 a 490 MPa inclui principalmente os aços Q295-Q460 no GB/T 1591-2008 "Aço estrutural de alta resistência e baixa liga".
Os aços de baixa liga com um limite de escoamento de 295 a 390 MPa são, em sua maioria, aços laminados a quente, que alcançam alta resistência por meio do efeito de fortalecimento da solução sólida do elemento de liga manganês.
Entre eles, o Q345 é o aço de alta resistência mais amplamente utilizado na China. O Q345 pode ser dividido em cinco graus de qualidade, sendo o Q345A equivalente à antiga designação 16Mn e o Q345C equivalente aos aços 16Mng e 16MnR usados em caldeiras e vasos de pressão.
Os aços de baixa liga com resistência ao escoamento superior a 390MPa são geralmente usados no estado normalizado ou normalizado e temperado, como o Q420. Após a normalização, os compostos de carbono e nitreto precipitam da solução sólida na forma de partículas finas. Isso não só aumenta a resistência do aço, mas também garante que ele contenha uma certa quantidade de elementos de liga e elementos de liga residuais.
A diferença na soldabilidade entre os aços laminados a quente e normalizados e os aços carbono está principalmente nas mudanças na microestrutura e nas propriedades da zona afetada pelo calor, que são mais sensíveis ao aporte térmico da soldagem. A tendência de endurecimento na zona afetada pelo calor aumenta, e eles são mais suscetíveis a trincas induzidas por hidrogênio.
Os aços laminados a quente e normalizados que contêm carbono e elementos formadores de nitreto também apresentam o risco de trincas por reaquecimento. Entretanto, de modo geral, sua soldabilidade é relativamente boa. É necessário entender as características e os padrões de soldabilidade dos diferentes tipos de aços laminados a quente e normalizados para desenvolver os procedimentos corretos de soldagem e garantir qualidade da soldagem.
(1) Alterações na microestrutura e nas propriedades da zona afetada pelo calor da solda
Com base no pico de temperatura atingido na zona afetada pelo calor da solda, ela pode ser dividida em zona de fusão, zona de grão grosso, zona de grão fino, zona de transformação incompleta e zona de revenimento. A microestrutura e as propriedades em diferentes regiões da zona afetada pelo calor dependem da composição química do aço e das taxas de aquecimento e resfriamento durante a soldagem.
Se a taxa de resfriamento da soldagem não for controlada adequadamente, as áreas locais na zona afetada pelo calor poderão sofrer resfriamento ou desenvolver estruturas frágeis, levando à redução da resistência à trinca ou da tenacidade. A zona de grão grosso e a zona de transformação incompleta são duas áreas fracas na junta soldada.
Na soldagem de aço laminado a quente, se o aporte térmico de soldagem for muito alto, a zona de grão grosso pode apresentar crescimento severo de grão ou a presença de estruturas Widmanstätten, resultando em redução da tenacidade. Por outro lado, se o aporte térmico de soldagem for muito baixo, a proporção de martensita na zona de grão grosso pode aumentar, levando à redução da tenacidade.
Ao soldar aço normalizado, o desempenho da zona de grão grosso é afetado de forma mais significativa pelo aporte térmico de soldagem. Um grande aporte térmico de soldagem pode resultar na formação de bainita grosseira em forma de ripa ou bainita superior na zona de grão grosso, reduzindo significativamente sua tenacidade.
A zona de transformação incompleta na zona afetada pelo calor da solda sofre fragilização durante o aquecimento da solda. O controle da taxa de resfriamento da solda para evitar a formação de martensita frágil é uma medida para evitar a fragilização da zona de transformação incompleta.
(2) Fragilização por deformação térmica
A fragilização por deformação térmica é um tipo de envelhecimento por deformação que ocorre durante a soldagem sob os efeitos combinados de calor e deformação. Ela é causada pela presença de nitrogênio dissolvido e é mais pronunciada em temperaturas entre 200-400°C. Ocorre principalmente em aços de baixo carbono e aços de baixa liga com menor resistência que contêm nitrogênio dissolvido.
Uma medida eficaz para eliminar a fragilização por tensão térmica é realizar o tratamento térmico pós-soldagem. Após o recozimento de alívio de tensão a cerca de 600°C, a resistência do material pode ser restaurada ao seu nível original. Por exemplo, tanto o Q345 quanto o Q420 (15MnVN) têm uma tendência à fragilização por tensão térmica após a soldagem. Entretanto, após o tratamento de recozimento a 600°C por 1 hora, a resistência é restaurada ao nível normal.
(3) Trincas de solda
1) Rachaduras induzidas por hidrogênio:
A trinca induzida por hidrogênio na soldagem é comumente conhecida como trinca a frio ou trinca retardada. É o defeito mais grave do processo e, muitas vezes, a principal causa de falha e fratura em estruturas soldadas. As trincas induzidas por hidrogênio na soldagem de aço laminado a quente e normalizado ocorrem principalmente na zona afetada pelo calor da solda e, às vezes, também no metal de solda.
Entre os três fatores que contribuem para a formação de trincas a frio, o que está relacionado ao material é a presença de estruturas endurecidas. Nos aços laminados a quente e normalizados, a adição de elementos de liga aumenta a tendência de endurecimento em comparação com os aços de baixo carbono. Por exemplo, ao soldar os aços Q345 e Q390, o resfriamento rápido pode levar à formação de estruturas de martensita endurecida e a uma maior tendência de trincas a frio.
Entretanto, devido ao carbono equivalente relativamente baixo dos aços laminados a quente, a tendência de rachaduras a frio geralmente não é significativa. No entanto, em ambientes de baixa temperatura ou para chapas de aço espessas, devem ser tomadas medidas para evitar a ocorrência de trincas a frio. Para aços normalizados com maior teor de elementos de liga, a tendência de endurecimento na zona afetada pelo calor da solda aumenta.
Para aços normalizados com níveis mais baixos de resistência e carbono equivalente, a tendência de rachaduras a frio não é significativa. No entanto, à medida que o nível de resistência e a espessura da chapa aumentam, a temperabilidade e a tendência de rachaduras a frio também aumentam. É necessário controlar o aporte térmico de soldagem, reduzir o teor de hidrogênio, pré-aquecer e realizar o tratamento térmico pós-soldagem em tempo hábil para evitar a ocorrência de trincas a frio.
2) Rachadura a quente:
Em comparação com os aços-carbono, os aços laminados a quente e normalizados têm menor teor de carbono (wC) e enxofre (wS) e maior teor de manganês (wMn), o que resulta em uma tendência menor de trincas a quente. No entanto, às vezes, podem ocorrer trincas a quente no metal de solda, como na raiz de soldas de arco submerso de várias passagens ou em soldas de alta diluição próximas às bordas da ranhura, na produção de vasos de pressão de paredes espessas.
O uso de materiais de soldagem com maior teor de Mn e Si, a redução do aporte térmico de soldagem, a redução da proporção de fusão do metal de base na solda e o aumento do fator de forma da solda (ou seja, a proporção entre a largura e a altura da solda) podem ajudar a evitar trincas a quente no metal de solda.
Durante a soldagem de grandes estruturas de chapas grossas, como em engenharia marítima, reatores nucleares e navios, se o aço for submetido a uma tensão de tração significativa na direção da espessura, poderá ocorrer um rompimento lamelar ao longo da direção de laminação do aço. Esse tipo de rachadura geralmente ocorre em juntas de canto ou em T que exigem penetração total.
Para evitar o rompimento lamelar, é importante selecionar aços resistentes ao rompimento lamelar, aprimorar o projeto da junta para reduzir a tensão e a deformação na direção da espessura do chapa de aço. Além disso, o uso de materiais de soldagem de menor resistência ou o emprego de consumíveis de soldagem de baixa resistência para a preparação da borda e a implementação de medidas de pré-aquecimento e redução de hidrogênio podem ajudar a evitar o rompimento lamelar e, ao mesmo tempo, garantir que o produto atenda às especificações exigidas.
Os aços laminados a quente e normalizados podem ser soldados por meio de métodos comumente usados, como soldagem a arco de metal blindado, soldagem a arco de metal a gás, soldagem a arco submerso, soldagem com tungstênio inerte soldagem a gáse soldagem a arco com núcleo de fluxo.
A escolha específica do método de soldagem depende da estrutura do produto soldado, da espessura da chapa, dos requisitos de desempenho e das condições de produção. A soldagem com arco de metal blindado, a soldagem com arco submerso, o arame sólido e o arame tubular, a soldagem com proteção de gás CO2 são métodos de soldagem comumente usados.
Ao selecionar materiais de soldagem para aços laminados a quente e normalizados, a primeira consideração deve ser garantir que a resistência, a plasticidade e a tenacidade do metal de solda atendam aos requisitos técnicos do produto.
Além disso, fatores como a resistência a rachaduras e a eficiência da produção de soldagem também devem ser levados em conta.
1) Seleção de materiais de soldagem com base nos requisitos de desempenho da solda
Ao soldar aços laminados a quente e normalizados, geralmente recomenda-se escolher materiais de soldagem com resistência comparável à do metal de base. A tenacidade, a plasticidade e a resistência do metal de solda devem ser consideradas de forma abrangente. Desde que a resistência real da solda ou da junta soldada não seja inferior aos requisitos do produto, ela é aceitável.
2) Considere a influência das condições do processo ao selecionar os materiais de soldagem
Fatores como o projeto da ranhura e da junta, as técnicas de processamento pós-soldagem e outras condições do processo também devem ser considerados ao selecionar os materiais de soldagem.
(2) Ao selecionar os materiais de soldagem, deve-se considerar também a influência das condições do processo, como o projeto da ranhura e da junta, e as técnicas de processamento pós-soldagem.
1) Influência do design da ranhura e da junta
Ao soldar o mesmo aço com o mesmo material de soldagem, o desempenho da solda pode variar dependendo do design da ranhura. Por exemplo, ao usar o fluxo HJ431 para soldagem por arco submerso de aço Q345 sem bordas chanfradas, uma quantidade maior de metal de base é fundida no metal de solda. Nesse caso, o uso de um arame H08A com menor teor de liga e fluxo HJ431 pode atender aos requisitos de desempenho mecânico da solda.
No entanto, ao soldar chapas grossas de aço Q345 com bordas chanfradas, o uso da mesma combinação H08A-HJ431 pode resultar em menor resistência de solda devido a uma menor taxa de fusão do metal de base. Nesses casos, recomenda-se usar arames com maior teor de liga, como H08MnA ou H10Mn2, em combinação com o fluxo J431.
2) Influência das técnicas de processamento pós-soldagem
Quando a junta soldada é submetida à laminação a quente ou ao tratamento térmico subsequente, é importante considerar o impacto da exposição ao calor de alta temperatura sobre as propriedades do metal de solda. O metal de solda ainda deve ter a resistência, a plasticidade e a tenacidade necessárias mesmo após o tratamento térmico.
Nesses casos, devem ser escolhidos materiais de soldagem com maior teor de liga. Por outro lado, para juntas soldadas que passam por laminação a frio ou estampagem a frio subsequentes, é necessária uma maior plasticidade do metal de solda.
(3) Para chapas grossas, estruturas com alta restrição e aquelas propensas a trincas a frio, recomenda-se o uso de materiais de soldagem com hidrogênio ultrabaixo para melhorar a resistência a trincas e reduzir a temperatura de pré-aquecimento.
No caso de chapas grossas e soldas altamente restritas, a primeira camada da solda é mais suscetível a rachaduras. Nesses casos, podem ser escolhidos materiais de soldagem com resistência um pouco menor, mas com boa plasticidade e tenacidade, como os tipos de baixo hidrogênio ou ultrabaixo hidrogênio.
(4) Para os casos críticos aplicações de soldagemEm um ambiente onde a segurança é de extrema importância, como plataformas de petróleo offshore, vasos de pressão e navios, as soldas devem ter excelente resistência ao impacto em baixa temperatura e resistência à fratura. Devem ser escolhidos materiais de soldagem de alta resistência, como fluxo de alta basicidade, arames e eletrodos de alta resistência, gases de proteção de alta pureza e o uso de gases de proteção mistos Ar+CO2.
(5) Para aumentar a produtividade, podem ser usados eletrodos de pó de ferro de alta eficiência, eletrodos de gravidade, arames tubulares de alta taxa de deposição e fluxos de alta velocidade. Na soldagem vertical para cima, podem ser usados eletrodos de soldagem para baixo.
(6) Para melhorar as condições de higiene, em operações de soldagem em áreas com pouca ventilação (como compartimentos de navios, vasos de pressão, etc.), é aconselhável usar eletrodos de soldagem com baixo teor de poeira e baixa toxicidade.
Tabela 5-9: Exemplos de soldagem comumente usados seleção de materiais para aços laminados a quente e normalizados
| Grau de aço | Haste de solda tipo/grau | Soldagem por arco submerso | Arame de soldagem com proteção de gás CO2 | |
| Arame de solda | fluxo | |||
| Q295 | E3XX tipo J2X | H08.HI0MnA | HJ431 SJ301 | H10MnSi H08Mn2Si |
| Q345 | Tipo E50XX/J50X | Junta de topo tipo I com chanfro: Use o eletrodo H08A. Placa de espessura média com junta chanfrada Use o eletrodo H08MnA ou H10Mn2. Placa espessa com junta chanfrada profunda Use o eletrodo H0Mn2. | HJ431 | H08Mn2Si |
| HJ350 | ||||
| Q390 | Tipo E50XX / J50X Tipo E50XX-G / J55X | Junta de topo tipo I com chanfro Use o eletrodo H08MnA. Placa de espessura média com junta chanfrada Use o eletrodo H10Mn2 ou H10MnSi. Placa espessa com junta chanfrada profunda Use o eletrodo H10MnMoA. | HJ431 | H08Mn2SiA |
| HJ250 HJ350 | ||||
| Grau de aço | Tipo/grau da haste de solda | Soldagem por arco submerso | CO2 arame de soldagem com proteção gasosa | |
| Arame de solda | Fluxo | |||
| Q420 | Tipo E60XX / J55X, J60X | H08Mn2MoA H04MnVTiA | HJ431 HJ350 | – |
| 8MnMoNb | Tipo E70XX / J60X, J707Nb | H08MN2MoA H08Mn2MoVA | HJ431 HJ350 | – |
| X60 | E4311/J425XG | H08Mn2MoVA | HJ431 SJ101 | – |
(1) Preparação para pré-soldagem
A preparação da pré-soldagem inclui principalmente a preparação dos chanfros, o tratamento de secagem dos materiais de soldagem, o pré-aquecimento e o controle da temperatura de interpasse e o posicionamento da soldagem.
1) Preparação dos chanfros.
Para aço laminado a quente e normalizado, os chanfros podem ser preparados por métodos de trabalho a frio e de corte térmico, como o cisalhamento, corte a gáscorte a arco de carbono, corte a plasma, etc. No caso de aços de alta resistência, embora uma camada endurecida possa se formar na borda durante o corte térmico, ela pode ser derretida no cordão de solda durante a soldagem subsequente sem afetar a qualidade da solda.
Portanto, o pré-aquecimento geralmente não é necessário antes do corte, e a soldagem pode ser realizada diretamente após o corte, sem a necessidade de processamento mecânico.
2) Os materiais de soldagem precisam ser secos de acordo com as normas.
3) Temperatura de pré-aquecimento e interpasse.
O pré-aquecimento pode controlar a taxa de resfriamento da soldagem, reduzir ou evitar a formação de martensita endurecida na zona afetada pelo calor, diminuir a dureza da zona afetada pelo calor e também reduzir as tensões de soldagem. Ele também pode ajudar a remover o hidrogênio da junta soldada.
Portanto, o pré-aquecimento é uma medida eficaz para evitar rachaduras induzidas por hidrogênio na soldagem. No entanto, o pré-aquecimento geralmente piora as condições de trabalho e complica o processo de produção. Pré-aquecimento inadequado ou excessivamente alto e zona de solda também podem prejudicar o desempenho da junta soldada.
Portanto, a necessidade de pré-aquecimento antes da soldagem e a seleção de uma temperatura de pré-aquecimento razoável precisam ser cuidadosamente consideradas ou determinadas por meio de testes.
Os principais fatores que afetam a temperatura de pré-aquecimento são a composição do aço (carbono equivalente), a espessura da chapa, o formato e a restrição da chapa. estrutura soldadatemperatura ambiente e o teor de hidrogênio dos materiais de soldagem usados.
A Tabela 5-10 fornece as temperaturas de pré-aquecimento recomendadas para aços de alta resistência de baixa liga laminados a quente e normalizados de diferentes níveis de resistência, para referência. Para a soldagem multipasse de chapas grossas, a fim de promover o escape de hidrogênio da zona de soldagem e evitar a formação de rachaduras induzidas por hidrogênio durante o processo de soldagem, a temperatura de interpasse deve ser controlada para não ser inferior à temperatura de pré-aquecimento, e o tratamento térmico de remoção de hidrogênio intermediário necessário deve ser realizado.
Tabela 5-10: Temperaturas de pré-aquecimento recomendadas e parâmetros de tratamento térmico pós-soldagem para aço laminado a quente e normalizado
| Grau de aço | Temperatura de pré-aquecimento/°C | Especificações de tratamento térmico pós-soldagem para soldagem a arco | |
| Modelo/Tipo | Grau | ||
| Q295 | 09Mn2 09MnNb 09MnV | Sem pré-aquecimento (para espessura de chapa ≤16 mm) | Não é necessário tratamento térmico |
| Q345 | 16Mn 14MnNb | 100~150(8≥30mm) | 600~650℃ Recozimento |
| Q390 | 15MnV 15MnTi 16MnNb | 100~150(≥28mm) | 550℃ ou 650℃ Recozimento |
| Q120 | 15MnVN 14MnVTiRE | 100~150(≥25mm) | |
| 14MnMoV 18MnMoNb | ≥200 | 600~650℃ Recozimento | |
4) Posicionamento da soldagem.
Durante a soldagem de posicionamento, deve ser usada a mesma vareta de solda da soldagem formal, e as especificações do procedimento de soldagem devem ser rigorosamente seguidas. O comprimento, a área da seção transversal e o espaçamento das soldas de posicionamento também devem ser especificados, e o pré-aquecimento pode ser necessário, se necessário.
Após a soldagem de posicionamento, deve ser realizada uma inspeção cuidadosa, e todas as rachaduras encontradas devem ser removidas e soldadas novamente. Para reduzir o estresse e evitar rachaduras nas soldas de posicionamento, deve-se evitar ao máximo a montagem forçada.
(2) Determinação da entrada de calor de soldagem
A variação na entrada de calor da soldagem mudará a taxa de resfriamento da soldagem, afetando, assim, a composição do metal de solda e a zona afetada pelo calor e, por fim, impactando as propriedades mecânicas e a resistência a trincas da junta soldada.
Portanto, para garantir a resistência do metal de solda, deve-se evitar o aporte excessivo de calor na soldagem. Durante a soldagem, é recomendável minimizar a oscilação transversal e pular a soldagem e, em vez disso, usar a soldagem de cordão de solda estreito com várias passagens.
O aço laminado a quente pode tolerar maior aporte térmico de soldagem. Para aços laminados a quente com baixo teor de carbono (como 09Mn2, 09MnNb) e aço 16Mn com baixo teor de carbono, não há restrições rigorosas quanto ao aporte térmico de soldagem, pois esses aços têm menor suscetibilidade à fragilização e à trinca a frio na zona afetada pelo calor.
No entanto, ao soldar aço 16Mn com alto teor de carbono, deve-se usar um aporte térmico de soldagem ligeiramente maior para reduzir a tendência de endurecimento e evitar a formação de trincas a frio. Para aços que contêm elementos de microligação, como V, Nb e Ti, a fim de reduzir a fragilização da zona de grão grosso na zona afetada pelo calor e garantir excelente tenacidade em baixa temperatura, deve-se selecionar um aporte térmico de soldagem menor.
Para aços normalizados com maior teor de carbono e elemento de liga e uma resistência ao escoamento de 490 MPa, como o 18MnMoNb, a seleção da entrada de calor precisa considerar tanto a temperabilidade do aço quanto a tendência de superaquecimento na zona de grão grosso da zona afetada pelo calor.
Em geral, para garantir a resistência da zona afetada pelo calor, deve-se escolher um aporte térmico menor. Além disso, devem ser usados métodos de soldagem com baixo teor de hidrogênio, juntamente com um pré-aquecimento adequado ou um tratamento oportuno de remoção de hidrogênio pós-soldagem, para evitar a formação de trincas a frio na junta soldada.
(3) Tratamento térmico pós-soldagem e tratamento de remoção de hidrogênio
1) Tratamento térmico pós-soldagem e tratamento de remoção de hidrogênio.
O tratamento térmico pós-soldagem refere-se ao aquecimento imediato do componente soldado ou da área soldada a uma faixa de temperatura de 150 a 250 °C e sua manutenção por um determinado período de tempo. O tratamento de remoção de hidrogênio, por outro lado, envolve manter o componente ou a área soldada em uma faixa de temperatura de 300 a 400°C por um determinado período de tempo.
O objetivo de ambos os tratamentos é acelerar a difusão e o escape do hidrogênio da junta soldada, sendo que o tratamento de remoção de hidrogênio é mais eficaz do que o tratamento térmico pós-soldagem.
O tratamento térmico pós-soldagem oportuno e o tratamento de remoção de hidrogênio são medidas eficazes para evitar trincas a frio em juntas soldadas, especialmente para juntas soldadas de chapas grossas de aços como 14MnMoV e 18MnMoNb, que são altamente suscetíveis a trincas induzidas por hidrogênio.
Esse processo não apenas reduz a temperatura de pré-aquecimento e alivia a intensidade de trabalho dos soldadores, mas também permite uma menor entrada de calor na soldagem, resultando em juntas soldadas com excelentes propriedades mecânicas gerais.
Para vasos de pressão com paredes espessas e outros componentes estruturais críticos com espessura superior a 100 mm, recomenda-se realizar pelo menos 2 a 3 tratamentos intermediários de remoção de hidrogênio durante o processo de soldagem de múltiplos passes para evitar o acúmulo de hidrogênio e possíveis rachaduras induzidas por hidrogênio.
2) Tratamento térmico pós-soldagem.
Os aços laminados a quente, laminados com controle e normalizados geralmente não exigem tratamento térmico pós-soldagem. No entanto, para soldas e para a zona afetada pelo calor produzida pela soldagem a arco submerso, que tendem a ter grãos grosseiros, o tratamento de normalização pós-soldagem é necessário para refinar a estrutura do grão.
Para vasos de alta pressão com paredes espessas, vasos que exigem resistência à corrosão sob tensão e estruturas soldadas que exigem estabilidade dimensional, é necessário um tratamento de alívio de tensão após a soldagem para eliminar as tensões residuais.
Além disso, para aços de alta resistência com alta suscetibilidade a trincas a frio, também é necessário um tratamento oportuno de alívio de tensão após a soldagem. Os parâmetros recomendados para o tratamento térmico pós-soldagem de vários aços de baixa liga e alta resistência estão listados na Tabela 5-10.

Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.







