Evite defeitos de soldagem com a inspeção de qualidade de soldagem especializada
Os defeitos de soldagem podem ser catastróficos, levando a falhas estruturais e riscos à segurança. Mas como você pode garantir que suas soldas sejam perfeitas? Este artigo se aprofunda nas inspeções essenciais de qualidade de soldagem, abordando defeitos comuns e suas causas, desde tamanhos inadequados de solda até rachaduras internas. Você aprenderá sobre métodos de testes visuais e não destrutivos e descobrirá soluções práticas para identificar e corrigir defeitos. Equipe-se com o conhecimento necessário para aprimorar a qualidade da solda, garantir a segurança e manter a integridade estrutural.
Com o desenvolvimento da ciência e da tecnologia, a soldagem se tornou mais importante na produção industrial. A partir da análise de um grande número de acidentes estruturais, pode-se observar que muitos deles são causados pela má qualidade da soldagem, e o senso de responsabilidade e as habilidades operacionais dos soldadores afetam diretamente a qualidade da soldagem.
Para melhorar a qualidade dos soldadores e garantir a segurança e a confiabilidade das estruturas soldadas, é necessário oferecer treinamento e avaliação para os soldadores.
Seção 1: Defeitos de soldagem
Defeitos de soldagem: Defeitos em juntas de solda que não atendem aos requisitos dos documentos de projeto ou processo.
1. Classificação dos defeitos de soldagem:
De acordo com a localização de defeitos de soldagem Na soldagem, os defeitos podem ser divididos em duas categorias: defeitos externos e defeitos internos. Os defeitos externos estão localizados na superfície externa da solda e podem ser observados a olho nu ou com uma lupa de baixa potência.
Os exemplos incluem tamanho inadequado da solda, rebaixo, cordão de soldaOs defeitos internos estão localizados dentro da solda e requerem testes destrutivos ou métodos de teste não destrutivos para serem detectados. Os defeitos internos estão localizados no interior da solda e exigem testes destrutivos ou métodos de testes não destrutivos para serem detectados. Os exemplos incluem penetração incompleta, falta de fusão, inclusão de escória, porosidade interna, rachaduras internas etc.
2. Defeitos comuns de soldagem elétrica:
(1) Tamanho inadequado da solda:
Refere-se a largura e altura irregulares, tamanho de solda inadequado ou excessivo. Um tamanho de solda muito pequeno reduzirá a resistência da peça. junta soldadaEnquanto um tamanho muito grande aumentará a tensão e a deformação na estrutura, levando à concentração de tensão e ao aumento da carga de trabalho de soldagem.
Ângulo de preparação da solda inadequado ou folga de montagem irregular, corrente de soldagem excessiva ou insuficiente, velocidade ou ângulo de deslocamento incorretos podem resultar em não conformidade com o tamanho da solda.
(2) Rebaixo:
Refere-se à ranhura ou depressão formada ao longo da ponta da solda devido a parâmetros de soldagem inadequados ou procedimentos operacionais incorretos.
O rebaixo reduz a área efetiva da seção transversal do metal de base, enfraquece a resistência da junta soldada e pode causar concentração de tensão e formação de trincas no rebaixo, levando até mesmo à falha estrutural. O rebaixo que exceder o valor permitido deve ser reparado por meio de soldagem adicional.
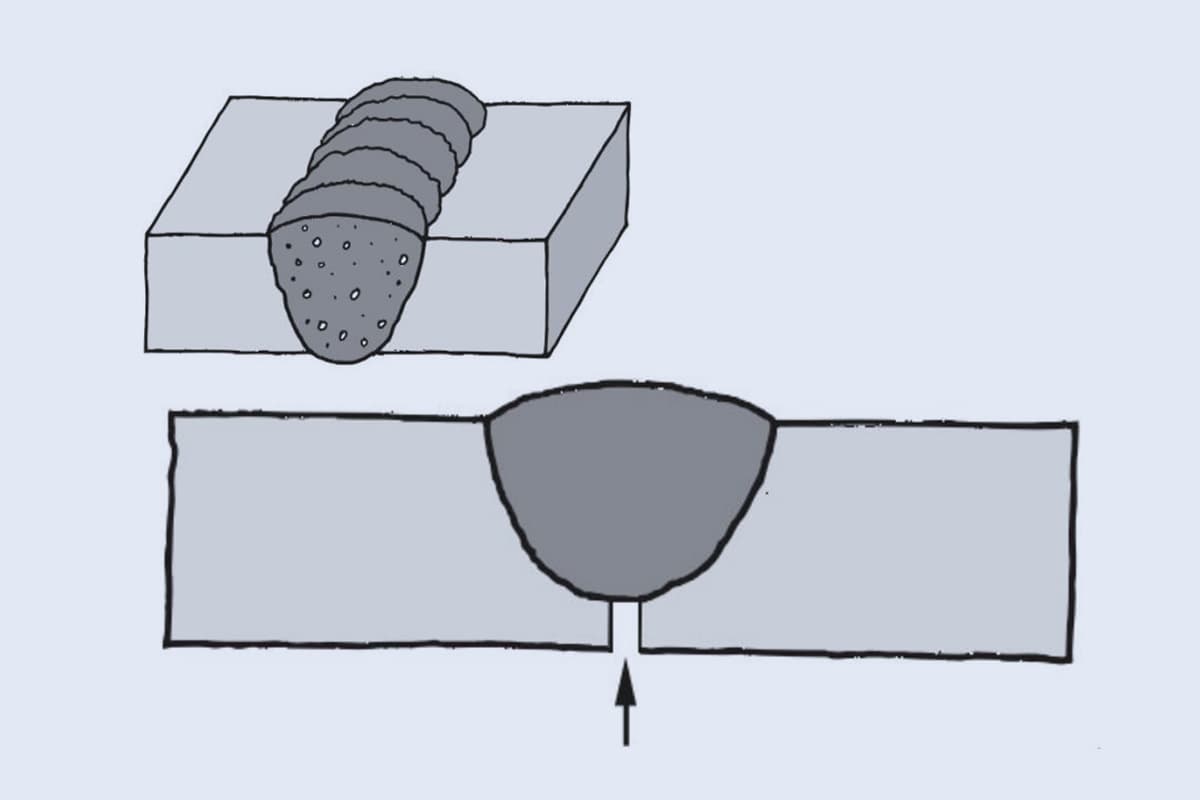
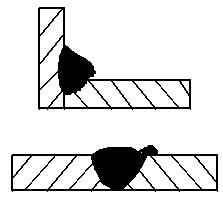
(3) Cordão de solda:
Refere-se ao cordão de metal formado no metal de base não derretido fora da solda durante o processo de soldagem. processo de soldagem. O cordão de solda não só afeta a aparência da solda, mas também frequentemente esconde defeitos de fusão incompleta por baixo, levando à concentração de tensão.
No caso de juntas de tubulação, os cordões de solda dentro da tubulação podem reduzir a área efetiva e até mesmo causar entupimento.
Os cordões de solda geralmente ocorrem em soldagem plana e soldagem horizontal. Espaço excessivo entre as soldas, ângulo e método de deslocamento incorretos do eletrodo, má qualidade do eletrodo, corrente de soldagem excessiva ou muito lenta velocidade de soldagem podem causar a formação de cordões de solda.
(4) Queimadura:
Refere-se ao defeito em que o metal fundido flui para fora da parte de trás da ranhura durante o processo de soldagem, formando um furo. A queima geralmente ocorre durante a soldagem de passe de raiz. O burn-through dificulta a continuidade do processo de soldagem e é um defeito de soldagem inaceitável.
As principais causas de queima são corrente de soldagem excessiva ou velocidade de soldagem muito baixa, ranhura e espaço excessivos ou preparação inadequada da borda.
Para evitar a queima, é necessário projetar corretamente as dimensões da ranhura, garantir a qualidade da montagem e selecionar os parâmetros adequados do processo de soldagem. Para a soldagem de um lado, métodos como o uso de placas de apoio de cobre ou fluxo podem ser empregados para evitar a queima. Na soldagem a arco manual de chapas finas, pule a soldagem ou o arco intermitente técnicas de soldagem pode ser usado.
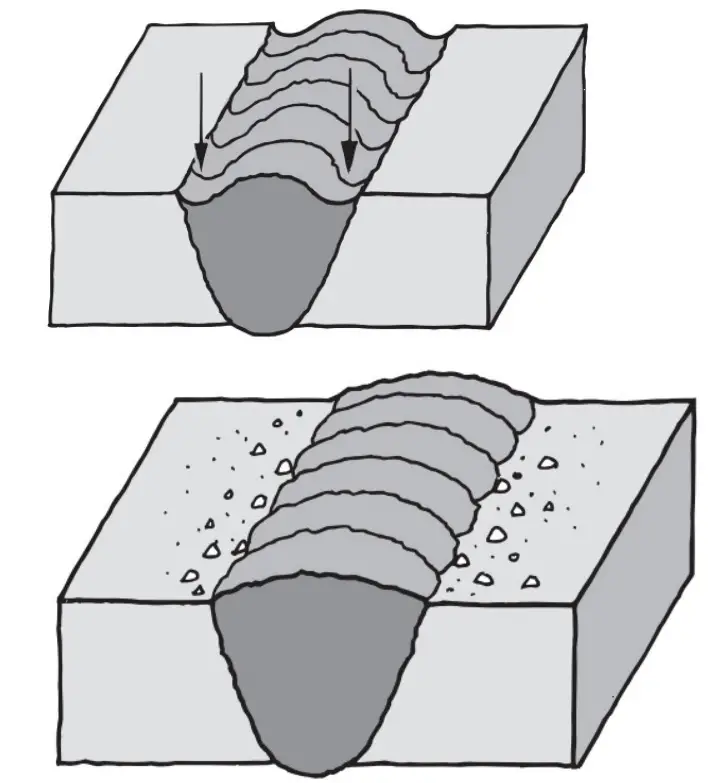
(5) Penetração incompleta:
Refere-se ao fenômeno em que a raiz da junta não é completamente derretida durante a soldagem. A penetração incompleta geralmente ocorre na raiz da soldagem de um lado e no meio da soldagem de dois lados.
A penetração incompleta não apenas reduz as propriedades mecânicas da junta soldada, mas também cria pontos de concentração de tensão na penetração incompleta, levando à formação de trincas.
As causas da penetração incompleta incluem corrente de soldagem insuficiente, velocidade de soldagem excessiva, ângulo de eletrodo inadequado, golpe de arco, ângulo ou espaço de ranhura insuficiente, rápida dissipação de calor da peça de trabalho, impedimento de oxidação e escória, etc.
Qualquer fator que impeça a fusão suficiente entre o metal do eletrodo e o metal de base pode causar uma penetração incompleta.
As medidas para evitar a penetração incompleta incluem:
① Seleção adequada da forma da ranhura e da folga de montagem, e remoção de sujeira e escória entre os lados da ranhura e as camadas de solda.
② Seleção da corrente e da velocidade de soldagem adequadas.
③ Durante o percurso, deve-se prestar atenção constante ao ajuste do ângulo do eletrodo, especialmente ao encontrar um arco soprado ou excentricidade do eletrodo, para garantir uma fusão suficiente entre o metal de solda e o metal de base.
④ Para peças de trabalho com alta condutividade térmica e grande área de dissipação de calor, pré-aquecimento antes da soldagem ou aquecimento durante o processo de soldagem.
(6) Falta de fusão:
A falta de fusão refere-se à parte em que o metal de solda e o metal de base ou entre os metais de solda não são totalmente fundidos e fundidos durante a soldagem. A falta de fusão tem riscos semelhantes aos da penetração incompleta. As causas da falta de fusão incluem baixa calor de soldagem entrada, golpe de arco, ferrugem e sujeira nas paredes laterais da ranhura, remoção incompleta da escória entre as camadas de solda, etc.
(7) Crateras, afundamento e falta de metal de solda:
As crateras referem-se às depressões locais formadas na superfície ou na parte posterior da solda, abaixo da superfície do metal de base. O afundamento ocorre quando o excesso de metal fundido penetra na parte posterior da solda, fazendo com que a parte frontal da solda afunde e a parte posterior fique saliente. A falta de metal de solda refere-se ao sulco contínuo ou intermitente formado na superfície da solda devido à insuficiência de metal de adição.
Esses defeitos enfraquecem a área efetiva da seção transversal da solda, levando à concentração de tensão e a uma grave redução na resistência da solda. O afundamento ocorre com frequência na soldagem plana e na soldagem horizontal, especialmente na soldagem de tubos, em que esses defeitos podem ocorrer devido à flacidez do metal fundido. Em soldagem a arco de argônioPara evitar crateras na terminação do arco, deve-se prestar atenção para fazer com que o eletrodo permaneça na poça de fusão por um curto período de tempo durante a terminação do arco ou usar um deslocamento circular para evitar crateras na terminação do arco.
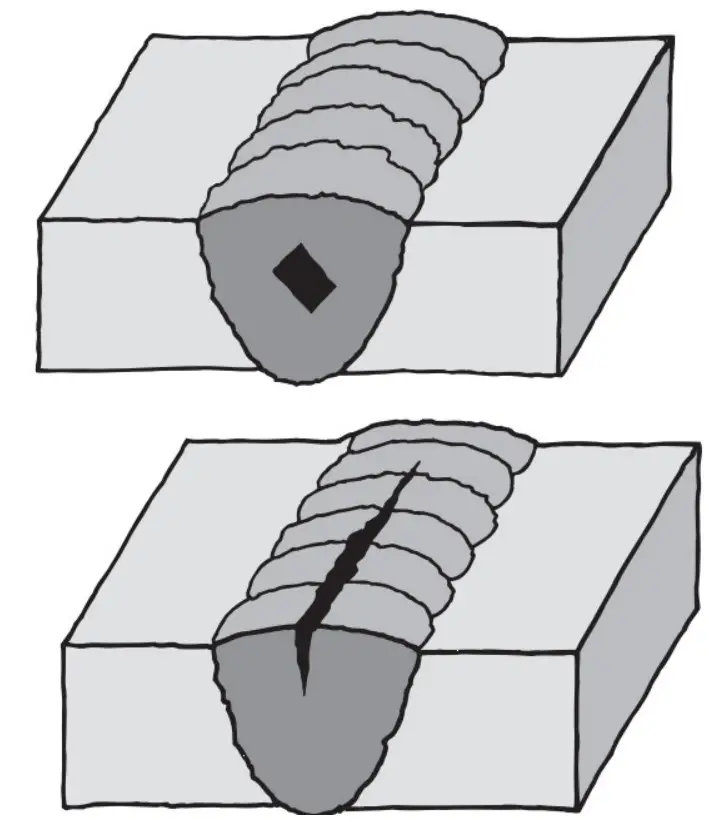
(8) Inclusão de tungstênio:
Causas:
⑴ A operação de soldagem inadequada faz com que o eletrodo de tungstênio entre em contato com a peça de trabalho e derreta no metal de solda.
Usar um eletrodo de tungstênio de pequeno diâmetro com uma alta corrente de soldagem.
⑶ O fio de enchimento toca a ponta do eletrodo de tungstênio.
⑷ Queima excessiva e superaquecimento do eletrodo de tungstênio.
⑸ Proteção deficiente contra gás ou oxidação grave do eletrodo de tungstênio.
Medidas preventivas:
⑴ Use ignição de arco de alta frequência e alta tensão para evitar a ignição de arco de contato.
⑵ Selecione o diâmetro adequado do eletrodo de tungstênio de acordo com a corrente de soldagem necessária. ⑶ Fortaleça o treinamento de habilidades operacionais e evite o contato entre o arame de enchimento e o eletrodo de tungstênio.
Esmerilhe e substitua imediatamente o eletrodo de tungstênio se ele apresentar rachaduras ou queimaduras graves.
⑸ Assegure o comprimento de protrusão adequado do eletrodo de tungstênio, aumente a taxa de fluxo de gás e aumente o tempo pós-fluxo para evitar a oxidação do tungstênio.
(9) Porosidade:
① Formação e riscos da porosidade:
Durante a soldagem, as bolhas na poça de fusão que não conseguem escapar durante a solidificação e permanecem formam vazios chamados de porosidade. A porosidade pode ser classificada como porosidade densa e porosidade pinhole. O principal gás que forma a porosidade na solda é o hidrogênio. O hidrogênio na área de soldagem pode vir de várias fontes, incluindo a umidade na atmosfera da coluna de arco, a umidade adsorvida na material de soldagem e o filme de óxido da superfície do metal base.
Essas fontes de umidade formam bolhas na poça de fusão sob a alta temperatura do arco, mas não conseguem subir e formar a porosidade. A porosidade tem um impacto significativo no desempenho da solda. Ela não apenas reduz a seção transversal efetiva de trabalho da solda e enfraquece suas propriedades mecânicas, mas também compromete a densidade da solda, tornando-a propensa a vazamentos. As bordas da porosidade podem causar concentração de tensão, reduzindo a plasticidade da solda.
Portanto, o controle rigoroso da porosidade é essencial para soldagens críticas.
② Causas da porosidade:
Baixa pureza do gás argônio, excesso de impurezas ou umidade na tubulação de gás argônio e vazamento de gás na tubulação.
② Limpeza inadequada do arame de solda ou do metal de base próximo à ranhura antes da soldagem, ou recontaminação com sujeira e umidade após a limpeza.
③ Má proteção do gás argônio durante a soldagem a arco de argônio, arco instável, comprimento de arco excessivamente longo, protrusão excessiva do eletrodo de tungstênio.
④ Seleção inadequada de parâmetros de soldagemA velocidade de soldagem é muito rápida ou muito lenta.
⑤ Alta umidade no ambiente ao redor e alta velocidade do vento.
② Limpe adequadamente o arame de solda e o metal de base próximo à ranhura.
③ Escolha os parâmetros de soldagem corretos.
④ Pré-aquecimento antes da soldagem, se necessário.
⑤ Evite trabalhar em um ambiente úmido e implemente medidas de proteção contra o vento.
(10) Rachaduras:
As trincas são lacunas formadas pela destruição da força de ligação atômica em áreas localizadas do metal na junta soldada sob tensões de soldagem e outros fatores de fragilização. As trincas em juntas soldadas, especialmente as trincas térmicas em alumínio e alumínio soldagem de ligassão os defeitos de soldagem mais perigosos.
Eles têm um grande impacto no desempenho, na usabilidade e na segurança das estruturas soldadas e são a principal causa de muitas falhas estruturais de soldagem.
Causas de rachaduras:
① Seleção inadequada do arame de solda: Quando o teor de Mg na solda é inferior a 3% ou quando o teor de impurezas de Fe e Si excede o limite especificado, a tendência de rachaduras aumenta. Quando o temperatura de soldagem é muito alto, ocorrem rachaduras por liquefação na zona afetada pelo calor.
② Seleção inadequada da sequência de soldagem.
③ Se a fonte de calor for removida muito rapidamente durante o término ou a interrupção da soldagem, ou se a cratera não for preenchida adequadamente, é provável que ocorram rachaduras na cratera.
④ A concentração de soldas ou calor excessivo na zona afetada pelo calor resulta em tensão de deformação excessiva.
⑤ Excesso de impurezas nos solventes e no gás de proteção do arame de solda.
⑥ Projeto estrutural irracional com concentração excessiva de soldas, levando a uma tensão de restrição excessiva na junta soldada.
Medidas preventivas:
① Seleção adequada do arame de solda para garantir uma boa correspondência entre a composição da solda e a base composição metálica.
② Seleção de uma sequência de soldagem razoável.
③ Quando a soldagem for encerrada ou interrompida, reduza a corrente do arco, aumente ligeiramente o tempo de encerramento do arco e preencha a área de encerramento do arco com arame de enchimento ou instale um dispositivo de preenchimento de crateras no final da solda para encerrar o arco.
④ Controlar a temperatura e a deformação na zona afetada pelo calor e implementar medidas de pré-aquecimento, se necessário.
⑤ Reduzir a rigidez do estrutura de soldageme evite ao máximo a concentração de tensão na solda.
Seção 2: Inspeção de defeitos de soldagem
A importância da inspeção de soldagem:
A inspeção de soldagem é uma medida importante para garantir a excelente qualidade do produto e evitar que os resíduos saiam da fábrica. Durante o processo de produção experimental, a inspeção pode identificar problemas de qualidade, identificar as causas e eliminar defeitos. Isso assegura a aplicação de novos produtos ou processos e garante a qualidade.
1. Testes não destrutivos
O teste não destrutivo refere-se ao método de detecção de defeitos sem danificar o desempenho e a integridade do material testado ou do produto acabado. Inclui inspeção visual, inspeção de estanqueidade e testes não destrutivos.
1.1 Inspeção visual
A inspeção visual de juntas soldadas é um método simples e amplamente utilizado. Geralmente é realizada a olho nu ou com uma lupa de 5 a 10 vezes. O objetivo principal é verificar se há defeitos como rachaduras, porosidade, rebaixamento, cordão de solda, queimaduras e crateras na superfície da solda.
Ele também examina a qualidade da formação da solda, se a altura do reforço atende aos requisitos do padrão e a transição suave da solda para o metal de base.
2. Inspeção de estanqueidade
Esse método de inspeção é usado principalmente para detectar defeitos de penetrabilidade em vasos ou tubulações que não estejam sob alta ou baixa pressão. Os métodos comuns de inspeção de estanqueidade incluem teste hidrostático e teste pneumático.
2.1 Teste hidrostático
O teste hidrostático é comumente usado para verificar a resistência e a estanqueidade da carcaça e das soldas. O procedimento específico é o seguinte:
① Selecione um medidor de pressão qualificado com precisão não inferior a 1,5 grau.
② Encha o recipiente com água, garantindo que todo o ar dentro do recipiente seja completamente removido, e vede todas as aberturas e portas do recipiente. Em seguida, use uma bomba de água para aumentar a pressão dentro do recipiente para 1,25 a 1,5 vezes a pressão de trabalho.
③ Durante o processo de pressurização, a pressão deve ser aumentada gradualmente e mantida temporariamente em cada nível. Ela não deve ser elevada até a pressão de teste em uma única etapa. Mantenha a pressão por um determinado período de tempo. Em seguida, reduza lentamente a pressão de volta à pressão de trabalho e inspecione cuidadosamente as soldas.
Se forem encontradas gotículas de água, correntes finas de água ou sinais de umidade na solda, isso indica que a solda não está firme. Marque-a e faça o reparo após descarregar o vaso até que o teste hidrostático seja qualificado.
④ O teste hidrostático também pode ser realizado como um teste destrutivo para avaliar a capacidade de suporte de carga do produto.
2.2 Teste pneumático
O teste pneumático é um método mais sensível e rápido em comparação com o teste hidrostático, e o produto testado não precisa ser drenado depois.
No entanto, o teste pneumático apresenta riscos maiores do que o teste hidrostático. Durante o teste, a pressão do ar é primeiro pressurizada até o valor especificado de acordo com as condições técnicas do produto. Em seguida, a válvula de admissão é fechada e a pressurização é interrompida.
Um dispositivo de medição é usado para se movimentar ao redor da solda e verificar se há vazamento de ar (ou pode ser aplicada uma solução de sabão) ou para observar se há uma diminuição na leitura do manômetro. Se o dispositivo de medição disparar um alarme, isso indica que a junta soldada não está apertada. Depois que a pressão for liberada, o reparo e a nova soldagem devem ser realizados até que outra inspeção confirme sua qualificação antes de sair da fábrica.
3. Testes não destrutivos
Os testes não destrutivos são usados principalmente para detectar defeitos superficiais finos e defeitos internos na solda. Os exemplos incluem inclusões de escória, porosidade, rachaduras, falta de fusão, etc. Esses métodos de teste têm sido amplamente aplicados em estruturas soldadas importantes. Os métodos comuns de teste não destrutivo incluem teste de penetração de corante, teste ultrassônico e teste radiográfico.
3.1 Teste de Penetrante de Corante
O teste de penetração de corante é um método usado para detectar defeitos de superfície em soldas. No entanto, ele exige um alto acabamento da superfície da solda. Durante a inspeção, a solda é limpa com um agente de limpeza e, em seguida, pulverizada com um penetrante de corante. O corante penetrante, com boa fluidez e permeabilidade, infiltra-se nas rachaduras finas da superfície da solda.
Em seguida, a superfície da solda é limpa com um agente de limpeza e revestida com um revelador. Quando o corante penetrante que se infiltrou na rachadura encontra o revelador, a posição, a forma e o tamanho do defeito são revelados.
3.2 Teste ultrassônico
O teste ultrassônico é usado para detectar defeitos internos em juntas soldadas espessas. Ele é adequado para detectar defeitos como porosidade, inclusões e rachaduras em qualquer parte de uma solda com espessura que varia de 8 a 120 mm. No entanto, o teste ultrassônico tem capacidade limitada para distinguir defeitos e não tem representação visual.
Durante a inspeção, a superfície da peça de trabalho deve ser lisa e revestida com uma camada de óleo como meio. As ondas ultrassônicas são transmitidas para a peça de trabalho a partir da superfície e se propagam internamente. Quando encontram defeitos internos, a superfície da peça de trabalho ou a superfície inferior, elas causam reflexos.
As ondas ultrassônicas são convertidas em sinais elétricos pela sonda. A distância entre o pulso do defeito e o pulso inicial e o pulso inferior determina a profundidade do defeito, enquanto a altura do sinal do pulso do defeito determina o tamanho do defeito.
3.3 Teste radiográfico
O teste radiográfico é um método preciso e confiável para detectar defeitos internos em soldas. Os raios X são comumente usados para testes radiográficos. Ele é adequado para detectar defeitos como porosidade, inclusões, falta de penetração, falta de fusão e rachaduras em soldas com espessura de 2 a 65 mm.
Os raios X podem refletir visualmente e com precisão a localização, a forma, o tamanho e a distribuição dos defeitos. A falta de penetração aparece como uma linha preta descontínua ou contínua no filme, geralmente deslocada do centro da solda, com larguras variáveis e escuridão desigual.
A porosidade é caracterizada por uma distribuição inconsistente, com pontos pretos circulares ou elípticos densos e esparsos. A escuridão da porosidade é geralmente maior e mais uniforme perto do centro, diminuindo gradualmente em direção às bordas. As inclusões de escória geralmente aparecem em formatos diferentes, como pontos ou formas alongadas no filme.
As inclusões de escória em forma de ponto são pontos pretos individuais com formas irregulares e bordas angulares, com escuridão relativamente uniforme. As inclusões de escória alongadas aparecem como linhas largas e curtas e grossas, com larguras inconsistentes.
As rachaduras geralmente aparecem como linhas finas pretas ligeiramente curvadas no filme, às vezes como linhas finas retas. Elas têm contornos distintos, com extremidades afiladas e uma seção central ligeiramente mais larga.
Raramente são observados fenômenos de ramificação, e a escuridão diminui gradualmente em direção às extremidades até desaparecer. Nos padrões de teste radiográfico, a qualidade da solda é dividida em quatro graus, sendo que o Grau I representa a melhor qualidade e o Grau IV representa a pior qualidade. O teste radiográfico pode determinar diretamente o tipo de defeito a partir do filme, enquanto é mais difícil determinar o tipo de defeito usando o teste ultrassônico.
3.4. Teste destrutivo de propriedades mecânicas:
Isso inclui testes de tensão, testes de flexão (positiva, negativa e através da espessura), testes de dureza, testes de impacto e testes metalográficos (macro e micro).
⑴ O teste de tensão pode determinar a resistência à tração, resistência ao escoamentoe plasticidade (alongamento e redução de área) de juntas soldadas, bem como defeitos na fratura da solda.
⑵ Teste de flexão: avalia a plasticidade das juntas soldadas.
⑶ Teste de impacto: avalia a resistência ao impacto e a sensibilidade ao entalhe do metal de solda e das juntas soldadas.
⑷ Teste de dureza: examina a dureza das soldas e das zonas afetadas pelo calor, permitindo uma estimativa indireta da resistência do material.
⑸ Teste metalográfico: observa principalmente alterações na estrutura metalográfica e microdefeitos resultantes de processos metalúrgicos.
Seção 3: Retrabalho de defeitos de soldagem
Depois de qualidade da soldagem Se forem encontrados defeitos que excedam os padrões permitidos, deverá ser feito um retrabalho. O controle rigoroso da qualidade da soldagem e a inspeção das condições do processo de soldagem são geralmente realizados por técnicos especializados, e os defeitos de soldagem só ocorrem em condições extremamente raras.
1. Determinação de defeitos de soldagem
Antes do retrabalho de defeitos de soldagem, é fundamental determinar com precisão o tipo, o local e o tamanho dos defeitos. Isso é essencial para garantir que o retrabalho seja qualificado na primeira tentativa.
Para defeitos internos, métodos abrangentes de testes não destrutivos, como testes radiográficos e ultrassônicos, devem ser usados para determinar com precisão o tipo, a localização e o tamanho dos defeitos de soldagem.
2. Desenvolvimento do plano de retrabalho para defeitos de soldagem
Para defeitos de soldagem de vasos de pressão, um plano de retrabalho deve ser desenvolvido antes do processo de retrabalho. O plano de retrabalho também deve ser aprovado por um engenheiro de soldagem. A implementação do plano de retrabalho deve se basear na avaliação dos procedimentos de soldagem, e somente se for considerado qualificado é que o retrabalho deve ser realizado.
O plano de retrabalho deve se concentrar em garantir que o retrabalho seja qualificado na primeira tentativa. O número de tentativas de retrabalho na mesma área da solda não deve exceder duas.
3. Remoção de defeitos de soldagem
Métodos mecânicos devem ser usados para remover defeitos de soldagem em vez de métodos de arco. A remoção mecânica pode ser feita com rebolos angulares, torneamento ou fresas pneumáticas. O processo de remoção não aquecerá a junta de soldagem, evitando, assim, qualquer alteração na estrutura e nas propriedades da junta.
Preste atenção na criação de ranhuras, fendas e na largura e no comprimento adequados das ranhuras durante a remoção de defeitos, levando em conta a tensão e a deformação durante o processo de re-soldagem.
4. Re-soldagem
Após a remoção dos defeitos de soldagem, as manchas de óleo e as películas de óxido devem ser limpas. A nova soldagem deve ser realizada de acordo com a especificação do procedimento de soldagem aprovado. Durante a ressoldagem, é aconselhável usar uma energia de soldagem menor e aplicar medidas de pré-aquecimento adequadas.
A soldagem de várias camadas deve ser realizada sempre que possível. Medidas pós-soldagem devem ser tomadas para evitar a ocorrência de defeitos de soldagem.
Seção 4: Padrões de inspeção para a aparência da costura de solda
1. Inspeção da dimensão da aparência da costura de solda
1. Comprimento da costura de solda dentro da faixa de 300 mm, irregularidade da costura de solda ≤ 1 mm.
2. Comprimento da costura de solda dentro da faixa de 300 mm, diferença de largura da costura de solda ≤ 1 mm.
3. Comprimento da costura de solda dentro da faixa de 300 mm, borda da costura de solda retidão ≤ 2,0 mm.
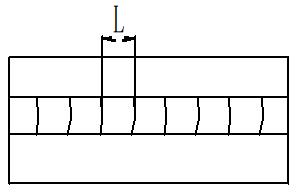
4. A ondulação da superfície da costura de solda deve ser uniforme e consistente, com espaçamento de 2 a 3 mm e diferença de altura entre as ondulações ≤ 0,5 mm.
5. Requisitos de aparência da solda de topo GTAW (para soldas de topo longitudinais e circunferenciais)
5.1 Para a espessura do material de base de 6≤δ<16mm, largura da costura de solda externa do corpo cilíndrico: 16±1mm, altura excedente: 0,5-2mm; após a retificação, altura excedente da costura de solda interna: 0,5-1mm e transição suave com o material de base.
5.2 Para a espessura do material de base de 16≤δ≤20mm, largura da costura de solda externa do corpo cilíndrico: 20±1mm, altura excessiva: 0,5-2mm; após a retificação, altura excessiva da costura de solda interna: 0,5-1mm e transição suave com o material de base.
5.3 Para cilindros com diâmetro superior a 320 mm, a cobertura GTAW automática deve ser usada para soldas de topo longitudinais.
6. Os requisitos para o desalinhamento das soldas de topo são mostrados na Tabela 1:
Tabela 1
Espessura da placa δ(mm)
Tolerância de desalinhamento e(mm)
Solda de topo longitudinal
6>δ
e≤1
6≤δ<16
e≤1.5
16≤δ
e≤2
Solda de topo circunferencial
6>δ
e≤1
6≤δ<16
e≤1.5
16≤δ
e≤2.5
7. Abaulamento na costura de solda circunferencial ≤ 1 mm.
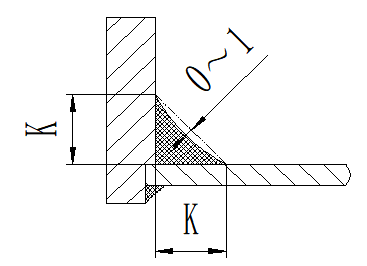
8. Requisitos de aparência e inspeção para soldas de filete:
8.1 Dimensão do filete de solda: Deve ser executada de acordo com os requisitos do desenho ou do processo, com uma tolerância de (0~+1).
8.2 Após a soldagem GMAW automática de soldas de filete, é necessária a refusão GTAW automática.
8.3 Se não estiver especificado no desenho, siga os requisitos especificados abaixo:
(a) Para a espessura da parede t do cilindro: 6~10,5 mm; altura dos filetes de solda dentro e fora do cilindro: GMAW: 8+1mm, GTAW: 10+1mm.
(b) Para a espessura da parede t do cilindro: 12 mm; altura dos filetes de solda dentro e fora do cilindro: GMAW: 10+1mm, GTAW: 12+1mm.
(c) Para a espessura da parede t do cilindro: 15~16mm; altura das soldas de filete dentro e fora do cilindro: GMAW: 12+1mm, GTAW: 14+1mm.
(d) A costura de solda interna é uma costura de solda plana, que deve ter uma transição suave com o material de base e não deve ser mais baixa do que a superfície do material de base.
(e) A costura de solda externa é uma costura de solda plana, com a largura da costura de solda atendendo aos requisitos das seções 5.1 e 5.2, e o excesso de altura da costura de solda sendo de 0,5 a 2 mm.
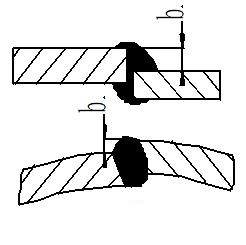
9. A diferença de altura entre as dimensões do filete de solda (a-b) é ≤ 2 mm (consulte a Figura 1), excluindo a influência das soldas na montagem do parafuso, conforme especificado no desenho ou no processo.
Fig. 1
10. Depressão do cordão de solda de 0 a 1 mm. (consulte a Figura 2)
Fig. 2
2. Inspeção de defeitos de soldagem e medidas corretivas
1. Corte inferior da costura de solda:
A profundidade do rebaixo da costura de solda não deve exceder 0,3 mm, e o comprimento total do rebaixo em ambos os lados da costura de solda não deve exceder 10% do comprimento da costura de solda.
1.1 Se a profundidade do rebaixo do cordão de solda for maior que 0,3 mm, mas não maior que 0,5 mm, o rebaixo no material de base no cordão de solda deverá ser retificado com um disco de esmerilhamento elétrico ou pneumático para obter uma transição suave entre o cordão de solda e o material de base, sem deixar nenhuma depressão após a retificação.
1.2 Se a profundidade do rebaixo da costura de solda for maior que 0,5 mm, o Soldagem TIG deve ser realizada para preencher o defeito do rebaixo. Após a soldagem, a área deve ser esmerilhada com um disco de esmerilhamento elétrico ou pneumático para obter uma transição suave, sem deixar nenhuma depressão na costura de solda após o esmerilhamento.
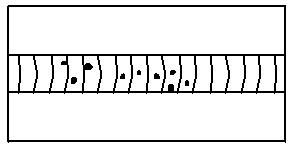
2. Porosidade:
Não é permitida nenhuma porosidade na superfície do cordão de solda.
2.1 No caso de porosidade menor que Φ0,5 mm, o defeito deve ser batido com um pequeno martelo e, em seguida, esmerilhado com um disco de esmeril elétrico ou pneumático.
2.2 No caso de porosidade maior que Φ0,5 mm ou porosidade agrupada, após a remoção do defeito de porosidade, deve-se realizar a soldagem TIG manual, seguida de esmerilhamento com um disco de esmeril elétrico ou pneumático para obter um acabamento liso.
3. Respingos de solda:
Não são permitidos respingos de solda na superfície do cordão de solda.
3.1 Os respingos de solda devem ser reparados com solda TIG manual ou esmerilhados com uma esmerilhadeira angular para obter um acabamento liso.
4. Rachaduras:
Não são permitidas rachaduras na costura de solda.
4.1 Se forem encontradas rachaduras, o defeito da rachadura deve ser completamente removido, seguido de soldagem TIG manual.
5. Não são permitidas queimaduras, fusão incompleta, penetração incompleta e depressões.
5.1 Se forem encontradas fusão incompleta, penetração incompleta ou depressões, elas deverão ser reparadas por meio de soldagem TIG manual.
6. As superfícies interna e externa da carcaça devem estar livres de respingos de solda, cordões de solda, óxidos, etc.
6.1 Se forem encontrados respingos de solda, cordões de solda ou óxidos no cordão de solda, eles deverão ser completamente removidos com uma escova de arame de aço inoxidável ou um disco de esmerilhamento.
7. Sobreposição da costura de solda:
Em costura reta e circunferencial soldagem de costura da carcaça, a parte sobreposta da costura de solda não deve ter uma diferença de altura superior a 0,5 mm. Na junção da costura de solda, a costura de solda não deve ter uma diferença de altura superior a 0,5 mm.
8. Cada cordão de solda não deve ser reparado em mais de um local e, após o reparo, não deve haver rebaixamento, porosidade, rachaduras ou depressões como defeitos de soldagem.
9. Se a aparência da junta externa do cordão de solda for desagradável, ela deverá ser esmerilhada com uma esmerilhadeira angular, com comprimento de esmerilhamento não superior a 30 mm. (Não é permitido esmerilhar em outras áreas).
10. Se a largura da costura de solda na área de reparo exceder a largura da costura de solda original, ela deverá ser esmerilhada para ficar nivelada e consistente com a largura da costura de solda original, com uma transição suave. (Consulte a Figura 3)
Fig. 3
11. Diagrama de inspeção da costura de solda
Diagrama de inspeção da costura de solda
NÃO.
Diagrama de tipos de defeitos
Requisitos e medidas da costura de solda
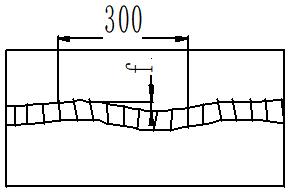
1
Retidão
Desvio máximo permitido de f > 2 mm em qualquer 300 m
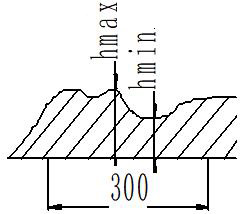
2
Diferença de irregularidade
Diferença máxima permitida de (hmax - hmin) > 1 mm dentro de qualquer 300 mm
3
Desalinhamento
Realize a inspeção das dimensões da aparência externa da costura de solda de acordo com o item 6.
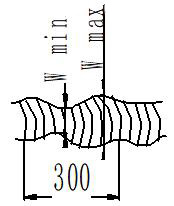
4
Variação de espessura
Diferença máxima permitida de (wmax - wmin) > 1 mm em qualquer 30 mm
5
Comprimento de onda das corrugações
Comprimento de onda das corrugações: L = 2~3mm
6
Corte inferior
Execute a inspeção da profundidade do rebaixo (h) de acordo com o item 1 da inspeção de defeitos na costura de solda.
7
Não é permitido remover ou soldar defeitos ou reparos.
8
Não é permitido que defeitos e reparos existam, sejam removidos ou soldados.
9
Saliência na costura de solda
Não são permitidos reparos por esmerilhamento ou soldagem.
10
Preenchimento incompleto ou depressões
A presença de reparos de solda não é permitida.
11
Penetração incompleta
Não são permitidos reparos com solda.
12
Respingos e óxidos de solda
A limpeza não é permitida.
3. Ferramentas de inspeção de cordões de solda:
Fonte de luz brilhante, lupa com ampliação de até 5x, régua de inspeção de cordão de solda.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Conseguir uma solda impecável requer mais do que apenas habilidade; depende de dominar a interação entre tensão e corrente. Esses dois parâmetros são a força vital da soldagem, determinando tudo, desde a...
Você já se perguntou por que as estruturas soldadas às vezes falham, apesar de sua aparência robusta? Este artigo mergulha nos desafios ocultos da soldagem, explorando como o aquecimento e o resfriamento irregulares podem levar...
Você já se perguntou como os arranha-céus se mantêm altos ou como os carros permanecem soldados? Este blog revela a mágica por trás das máquinas de solda elétrica. Saiba mais sobre os principais fabricantes, como Lincoln Electric e Miller Welds,...
Você já se perguntou como os soldadores conseguem juntas perfeitas em posições desafiadoras? A soldagem 6GR é uma técnica especializada para soldar tubulações com um anel de obstáculos em um ângulo de 45°, crucial para garantir...
Você já se perguntou sobre os perigos ocultos por trás das faíscas brilhantes da soldagem? Neste artigo, exploramos os efeitos nocivos da soldagem a arco de argônio no corpo humano....
Você já se perguntou o que significam os números e as letras nas varetas de solda? Este artigo desmistifica o sistema de codificação das varetas de solda de aço carbono e aço inoxidável, ajudando você a entender sua resistência à tração,...
Você já se perguntou como calcular o consumo de varetas de solda com precisão? Nesta postagem do blog, exploraremos os métodos e as fórmulas usados por especialistas do setor para estimar o consumo de...
Você já se perguntou como soldar com eficiência diferentes tipos de aço inoxidável? Este artigo se aprofunda nos métodos de soldagem especializados para aço inoxidável martensítico e duplex, detalhando os desafios...
A soldagem de aço inoxidável exige precisão para evitar defeitos como rachaduras e corrosão. Você conhece as etapas essenciais para garantir uma solda sem falhas? Este artigo destaca oito precauções essenciais,...