Respingos de solda: Causas e métodos de controle eficazes
Você já se perguntou por que a soldagem às vezes resulta naqueles respingos irritantes? Essas minúsculas gotículas de metal fundido podem arruinar seu trabalho e causar problemas de segurança. Neste artigo, exploramos as causas dos respingos de solda e compartilhamos métodos práticos para controlá-los. Você aprenderá sobre fatores comuns, como a qualidade do eletrodo, os parâmetros de soldagem e a limpeza da superfície. Ao final, você terá dicas práticas para minimizar os respingos, garantindo operações de soldagem mais suaves e seguras. Mergulhe de cabeça para aprimorar suas habilidades de soldagem e melhorar seus resultados.
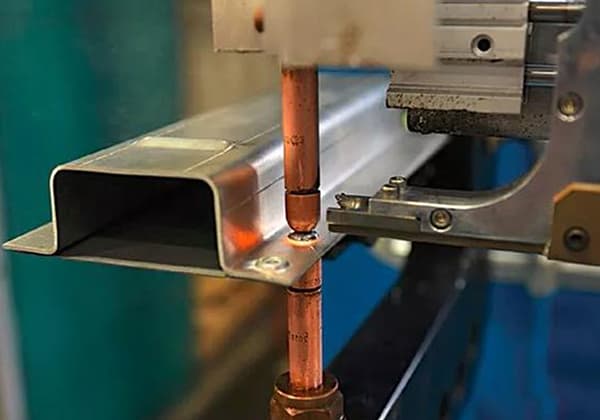
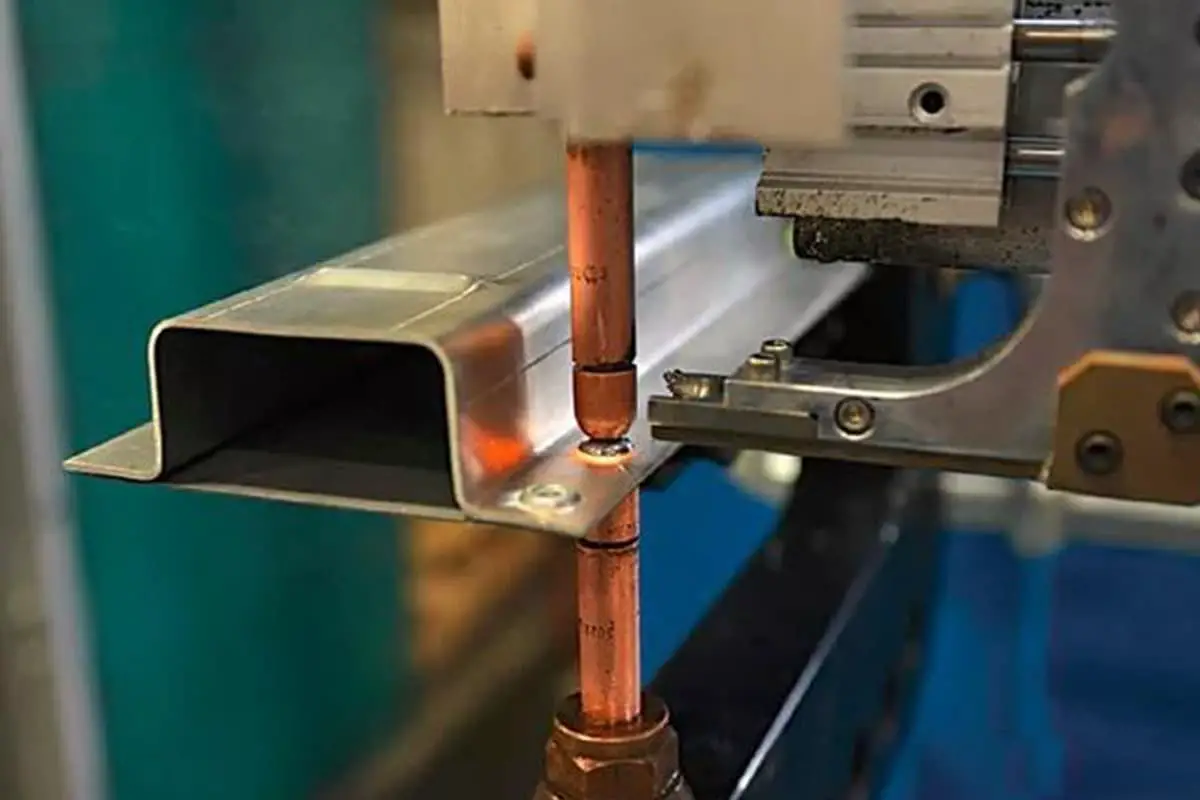
Você já pensou na seguinte questão? Durante nossas operações de soldagem, enquanto a luz do arco pisca e as faíscas de soldagem produzem brilho, nós, operadores, estamos constantemente sendo queimados. Qual poderia ser a causa desse fenômeno?
1. O princípio da soldagem a ponto por resistência
A soldagem é um processo que utiliza aquecimento, pressão ou ambos, com ou sem material de enchimento, para obter a ligação atômica entre duas superfícies metálicas separadas, formando uma conexão permanente.
A essência da soldagem:
A razão pela qual os sólidos, como os metais, podem manter uma forma fixa é que a distância (rede) entre seus átomos internos é muito pequena e eles formam fortes forças de ligação entre os átomos.
A menos que seja aplicada uma força externa suficiente para quebrar essas ligações entre os átomos, um metal sólido não se deformará nem se separará em duas partes.
Para conectar dois componentes metálicos separados, do ponto de vista físico, é necessário aproximar os átomos na superfície de conexão desses dois componentes até a distância entre a estrutura metálica.
Soldagem por resistência é um método de uso de corrente elétrica para aquecer e derreter ou plastificar os objetos que estão sendo soldados, prendendo-os entre eletrodos e passando a corrente pela superfície de contato e pelas áreas adjacentes do objeto que está sendo soldado.
Princípio básico da soldagem por resistência:
O calor gerado durante a soldagem e os fatores que afetam a geração de calor, a quantidade de calor gerada durante a soldagem por pontos é determinada pela lei de Joule, de acordo com a fórmula a seguir:
Calor total: Q = I2RT
Q - calor gerado (joules),
I - corrente de soldagem (ampere),
R - resistência do eletrodo (ohm),
T - tempo de soldagem (segundos).
Onde R = 2Rpeças + Rcontatos + 2Reletrodos (conforme mostrado na figura 1).
Figura 1 Distribuição da resistência durante a soldagem por pontos.
Figura 2 Relação entre resistência de contato e temperatura
O calor gerado pela resistência de contato Rcontatos + 2Reletrodos é responsável por cerca de 10% do calor total, enquanto o calor gerado pela resistência interna 2Rpeças do junta soldada é responsável por cerca de 90% do calor total. A temperatura mais alta está sempre no centro da área de soldagem, onde o zona de fusão é formado.
Rcontatos são prejudiciais à soldagem e são a principal causa de respingos e queimaduras no ponto de solda. Durante a soldagem, o metal na superfície de contato atinge a temperatura de soldagem Primeiro.
À medida que a temperatura continua a subir, a resistência de contato desaparece e o calor da resistência da própria placa continua a agir, formando um ponto de solda que é distribuído uniformemente em ambos os lados da superfície de contato.
Reletrodos são prejudiciais à soldagem porque superaquecem a chapa e reduzem a vida útil do eletrodo ou até mesmo queimam o eletrodo e a superfície da chapa.
Na soldagem por pontos, é impossível que toda a superfície da peça de trabalho entre em contato, portanto, há resistência de contato. O número de pontos de contato e o tamanho da área de contato dependem da dureza do material metálico, da suavidade do processamento da superfície e da pressão aplicada às duas extremidades da peça de trabalho.
Obviamente, quanto mais macio for o material da peça de trabalho, mais lisa será a superfície e, quanto maior for a pressão, menor será a resistência de contato.
No caso do aço de baixo carbono, quando a temperatura ultrapassa 6000C, a resistência de contato desaparece. Quanto maior a pressão, menor a temperatura necessária para que a resistência de contato desapareça.
Depois que o material é determinado, os principais fatores que afetam a resistência de contato são a pressão do eletrodo, a condição da superfície e a temperatura de aquecimento.
Conforme mostrado na figura acima, quando há uma película de óxido ou sujeira na superfície da placa, a resistência de contato aumenta. Com o aumento da temperatura da placa, o número e a área dos pontos de contato aumentam à medida que a força de esmagamento do ponto de contato diminui, resultando em uma diminuição da resistência de contato.
Quando a pressão do eletrodo aumenta, os pontos convexos na superfície da placa são esmagados, o filme de óxido é destruído e o número e a área dos pontos de contato aumentam, resultando em uma diminuição da resistência de contato.
2. Causas e classificações de respingos de solda
No processo de soldagemQuando a solda é feita, um anel plástico e uma zona de fusão são formados sob a ação do calor e da força mecânica e aumentam com o progresso do aquecimento elétrico até que o tamanho de solda necessário seja obtido.
De modo geral, o metal entre os dois eletrodos e a superfície de contato da peça de trabalho sofre o aquecimento mais intenso e atinge a temperatura mais alta, que pode ultrapassar 300 ℃ acima do ponto de fusão do metal. A distribuição de temperatura do metal ao redor do centro da solda é mostrada na figura à esquerda.
Durante a soldagem por pontos, a taxa de aquecimento da solda é extremamente rápida, e a temperatura central da solda pode ser aquecida a mais de 1800°C em 0,06-0,1 segundos ou em um tempo ainda menor. A taxa de aquecimento pode chegar a 2000-30000 graus/segundo.
Devido ao forte resfriamento da água no eletrodo, uma grande quantidade de calor será transferida pelo eletrodo, de modo que a temperatura da superfície de contato entre a peça de trabalho e o eletrodo não será muito alta, geralmente apenas cerca de 550 ℃.
Portanto, o local mais quente durante a soldagem por pontos é o centro do pequeno cilindro, onde o metal líquido é cercado por um anel de metal plástico que ainda não derreteu e ainda está em um estado plástico quando o metal central é derretido. Chamamos esse anel de metal plástico de "anel de plástico" (Figura 3).
Durante o processo de soldagem, um anel de plástico é formado primeiro e, em seguida, uma zona de fusão é formada no centro do anel de plástico, onde o calor é concentrado. O anel de plástico envolve a zona de fusão e se expande radialmente.
Quando a taxa de expansão da zona de fusão é maior do que a do anel de plástico sob alta pressão, a zona de fusão rompe o anel de plástico e se espalha, formando respingos de soldaque adere à superfície da solda e é chamada de rebarbas de solda (Figura 4).
Figura 3: Distribuição do núcleo de soldagem
Figura 4: Respingos produzidos durante a soldagem por pontos
Os respingos de soldagem podem ser divididos em duas categorias: respingos iniciais e respingos tardios.
1. Respingos iniciais:
Durante o processo de aquecimento da solda a ponto, se o aquecimento for muito rápido e a plasticidade ao redor ainda não tiver se formado ou não for compacta o suficiente, o ponto de contato que é rapidamente aquecido devido ao rápido aumento de temperatura causará a gaseificação interna do metal. Sob a ação da pressão do eletrodo, o metal líquido no anel será espremido e pulverizado na forma de respingos em direção ao espaço entre as placas.
2. Respingos tardios:
Depois que o anel de plástico é formado durante o processo de aquecimento, o aquecimento continua, e a zona de fusão e o anel de plástico continuam a se expandir para fora. Quando a taxa de expansão radial da zona de fusão for maior do que a do anel de plástico, a zona de fusão romperá a parte mais fraca do anel de plástico e será pulverizada.
A borda onde a capa do eletrodo entra em contato com o chapa metálica durante o processo de soldagem é a parte mais estreita do anel de plástico. Após a pulverização, muitas vezes são deixadas rebarbas de solda afiadas na superfície da solda.
3. Respingos causados pela ruptura da ponte de líquido
A ponte líquida refere-se à parte mais fina que conecta o arame ou a haste de solda à gota formada na extremidade.
Características da dispersão causada pela ruptura da ponte líquida:
Quando a ponte de líquido se rompe, os respingos são controlados pelo formato de sino do Vareta de solda final. Além disso, a gravidade da gota e a força do gás ionizado fazem com que os respingos se espalhem a partir do ponto de ruptura da ponte líquida. Toda a faixa de respingos cai de cima para baixo em um formato de leque formado pelo ângulo da extremidade em forma de sino da haste de soldagem.
4. Respingos causados por diferenças de temperatura
Aqui, a diferença de temperatura se refere à diferença entre o arco, a gota e o banho de solda.
Em primeiro lugar, a temperatura do arco de soldagem está entre 5370 e 7730 ℃.
Temperatura da gota:
No momento em que a gota se desprende da vareta de solda, ela se torna uma esfera envolvida por uma camada de escória. Nesse ponto, o agente de gaseificação (gás CO produzido a partir dos óxidos e carbonetos no revestimento da vareta) cria um fluxo estável e contínuo de gás, retirando parte do calor da gota, resultando em uma temperatura de gota de cerca de 4000 ℃.
Temperatura da piscina de solda
Comparação de temperaturas trifásicas
Geração de respingos de poça de solda
3. Fatores e medidas para o controle de respingos de solda
1. Fatores operacionais
(1) Má qualidade da face da extremidade do eletrodo: Durante a soldagem, a face da extremidade da capa do eletrodo deve ser mantida plana e o tamanho deve ser controlado entre 6 e 8 mm (Fig. 5).
(2) Desalinhamento do eletrodo: A quantidade de desalinhamento da face final do eletrodo deve ser inferior a 1 mm (Fig. 6).
(3) Soldas de borda: A distância entre a impressão do ponto de solda e a borda deve ser de 1 mm, permitindo a liberação do plástico de proteção ambiental.
(4) Manchas de óleo na superfície da chapa metálica: Antes de soldar, verifique a limpeza da superfície da chapa metálica.
Fig.5: Má qualidade da face da extremidade do eletrodo
Fig. 6: Desalinhamento do eletrodo
2. Fatores de parâmetros de soldagem:
Com base no princípio de soldagemSe os parâmetros de soldagem forem muito grandes, pode-se ver que os parâmetros que afetam a soldagem incluem corrente de soldagem, resistência de soldagem e tempo de soldagem. Se os parâmetros de soldagem forem muito grandes, o metal derretido na poça de fusão se expandirá acentuadamente, causando respingos. Isso pode resultar em defeitos como aderência do eletrodo, explosão do eletrodo, ruptura da solda, etc.
(1) Corrente de soldagem e tempo de soldagem excessivos:
Defina uma corrente e um tempo de soldagem razoáveis e verifique o status de saída da corrente de acordo com a frequência correspondente.
(2) Resistência excessiva à soldagem:
Confirme o status da superfície e do encaixe da chapa metálica antes de soldar e selecione uma pressão de soldagem razoável para verificar o status de saída da corrente de acordo com a frequência correspondente.
(3) A especificação de soldagem é muito rígida:
Combine a corrente de soldagem e o tempo de soldagem de forma razoável ou adicione um programa de pré-aquecimento antes do procedimento de soldagem para que a chapa metálica possa formar uma conexão inicial e eliminar a resistência de contato, reduzindo assim os respingos de solda.
Fig. 7: Curva de relação entre corrente de soldagem e respingos
À medida que a corrente de soldagem aumenta, o tamanho da zona de fusão ou a taxa de penetração também aumenta. Em circunstâncias normais, há um limite superior e inferior razoável para a corrente na área de soldagem.
Quando a corrente é menor do que o limite inferior, a entrada de calor é muito pequena para formar uma zona de fusão padrão; quando a corrente é maior do que o limite superior, a velocidade de aquecimento é muito rápida, o que pode causar respingos de solda.
Para garantir a resistência da solda e reduzir os respingos de solda, o parâmetros de soldagem deve ser selecionada no ponto crítico entre o respingo e o não respingo (Fig. 7).
Diagrama de ciclo de soldagem complexo:
Fig.8: Diagrama do ciclo de soldagem complexa
Ao adicionar o programa de pré-aquecimento e usar a corrente de rampa, a corrente aumenta gradualmente para reduzir a velocidade de aquecimento (Fig. 8).
Com o pré-aquecimento, a plasticidade da chapa metálica é melhorada, facilitando o encaixe dos painéis, reduzindo a resistência de contato dos painéis até certo ponto e reduzindo os respingos durante a soldagem.
Estação de trabalho de validação no local: Montagem do painel interno da viga longitudinal frontal esquerda/direita XX
Detalhes da estação de trabalho: X30-2512H: um total de 51 pontos
Status das pinças de soldagem: normal
Antes da validação: Parâmetros de soldagem
Nome da estação de trabalho.
Modelo de alicate de solda.
Tempo de pré-impressão.
Tempo de prensagem.
Tempo de pré-aquecimento
Corrente de pré-aquecimento
Resfriamento por calor
Tempo de soldagem
Corrente de soldagem
Tempo de rampa
Corrente de aumento.
Tempo de espera.
XX
X30-2512H
25
30
0
0
0
25
9.5
0
0
20
Número de respingos: 30-35
Número de rebarbas: 18-25
Verificado: parâmetros de soldagem.
Nome da estação de trabalho.
Modelo de alicate de solda.
Tempo de pré-impressão.
Tempo de prensagem.
Tempo de pré-aquecimento
Corrente de pré-aquecimento
Resfriamento por calor
Tempo de soldagem
Corrente de soldagem
Tempo de rampa
Corrente de aumento.
Tempo de espera.
XX
X30-2512H
15
30
5
5
2
22
9.0
3
1.0
15
Número de respingos: 6 a 12
Número de rebarbas: 2-6
Diagrama de efeito verificado:
Efeito de rastreamento: Melhoria significativa nos respingos e rebarbas de soldagem, ajustando os parâmetros de soldagem por meio da otimização do processo e do controle da operação.
4. Conclusão
Atualmente, o controle de respingos de solda se baseia principalmente na otimização do processo e no controle da operação. Devido às características de soldagem e ao ambiente complexo no local, ainda não é possível eliminar completamente os respingos de soldagem.
Portanto, cada soldador precisa aprimorar seu senso de responsabilidade, observar mais, depurar mais e melhorar mais, otimizar nosso ambiente de soldagem e melhorar a qualidade de nossa soldagem de carroceria, fornecendo carros de melhor qualidade para todos os usuários de automóveis.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Conseguir uma solda impecável requer mais do que apenas habilidade; depende de dominar a interação entre tensão e corrente. Esses dois parâmetros são a força vital da soldagem, determinando tudo, desde a...
Você já se perguntou por que as estruturas soldadas às vezes falham, apesar de sua aparência robusta? Este artigo mergulha nos desafios ocultos da soldagem, explorando como o aquecimento e o resfriamento irregulares podem levar...
Você já se perguntou como os arranha-céus se mantêm altos ou como os carros permanecem soldados? Este blog revela a mágica por trás das máquinas de solda elétrica. Saiba mais sobre os principais fabricantes, como Lincoln Electric e Miller Welds,...
Você já se perguntou quais marcas de equipamentos de soldagem estão liderando o setor atualmente? Este artigo explora os dez principais fabricantes de máquinas de soldagem, destacando suas inovações, presença global e pontos fortes exclusivos....
Você já se perguntou como os soldadores conseguem juntas perfeitas em posições desafiadoras? A soldagem 6GR é uma técnica especializada para soldar tubulações com um anel de obstáculos em um ângulo de 45°, crucial para garantir...
Você já se perguntou sobre os perigos ocultos por trás das faíscas brilhantes da soldagem? Neste artigo, exploramos os efeitos nocivos da soldagem a arco de argônio no corpo humano....
Você já se perguntou o que significam os números e as letras nas varetas de solda? Este artigo desmistifica o sistema de codificação das varetas de solda de aço carbono e aço inoxidável, ajudando você a entender sua resistência à tração,...
Você já se perguntou como calcular o consumo de varetas de solda com precisão? Nesta postagem do blog, exploraremos os métodos e as fórmulas usados por especialistas do setor para estimar o consumo de...
A deformação da solda em aço inoxidável pode levar a problemas significativos na fabricação de metais. O artigo explora vários métodos para controlar e corrigir essas deformações, como o uso de placas de cobre, água...