Minimize o estresse da soldagem: Causas e eliminação
Você já se perguntou por que algumas estruturas soldadas falham inesperadamente? Este artigo explora as forças ocultas em jogo - estresse e deformação da soldagem. Saiba como essas tensões afetam a resistência, a estabilidade e a precisão, e descubra métodos práticos para minimizar seus efeitos. Prepare-se para entender os desafios invisíveis que os soldadores enfrentam e como superá-los!
A tensão de soldagem refere-se às forças internas geradas nos componentes soldados durante e após o processo de soldagem. Essas tensões são causadas principalmente pelos ciclos localizados de aquecimento e resfriamento inerentes à soldagem, que levam à expansão e contração térmica não uniforme, bem como a alterações microestruturais no material.
A causa fundamental da tensão de soldagem e da deformação associada está na distribuição heterogênea da temperatura durante a soldagem. Esse gradiente térmico resulta em:
Deformação plástica localizada
Variações na microestrutura
Diferenças no volume específico da solda
As tensões de soldagem podem ser classificadas em dois tipos principais:
Estresse de soldagem transitório: Ocorre durante o processo de soldagem enquanto o campo de temperatura ainda está ativo e em evolução.
Tensão residual de soldagem: Persiste na solda após o resfriamento completo e a equalização da temperatura.
Na ausência de cargas externas, as tensões de soldagem são autoequilibradas dentro da solda. No entanto, essas tensões internas podem afetar significativamente o desempenho e a qualidade da estrutura soldada de várias maneiras:
Redução da vida útil à fadiga
Maior suscetibilidade a rachaduras por corrosão sob tensão
Instabilidade dimensional
Distorção do componente soldado
Possível perda de integridade estrutural em casos extremos
2. Perigos da tensão de soldagem
A tensão residual de soldagem tem seis efeitos sobre as soldas:
① Efeito na resistência:
Defeitos graves em áreas com alta tensão residual de tração podem afetar negativamente a resistência da carga estática da solda se ela operar abaixo da temperatura de transição frágil. A presença de tensão residual de tração nos pontos de concentração de tensão sob tensão cíclica reduzirá a resistência à fadiga da solda.
A resistência à fadiga das soldas não depende apenas da magnitude da tensão residualmas também em fatores como o fator de concentração de tensão, o coeficiente característico do ciclo de tensão e o valor máximo da tensão cíclica. A influência da tensão residual diminui à medida que o fator de concentração de tensão diminui e se intensifica à medida que o coeficiente característico do ciclo de tensão diminui, mas diminui à medida que a tensão cíclica aumenta.
Quando a tensão cíclica se aproxima da resistência ao escoamentoo efeito da tensão residual diminui gradualmente.
② Efeito sobre a rigidez:
A combinação de tensão residual de soldagem e o estresse de cargas externas podem resultar em deformação plástica e deformação precoce em áreas específicas da solda. Isso resultará em uma redução da rigidez da solda.
③ Influência na estabilidade da solda por pressão:
Quando uma haste soldada é submetida à pressão, a tensão residual da soldagem se combina com a tensão das cargas externas, podendo causar cedência ou instabilidade local e reduzir a estabilidade geral da haste.
O impacto da tensão residual na estabilidade depende da geometria e da distribuição de estresse interno dentro do membro. A influência da tensão residual em seções não fechadas, como seções em I, é maior do que a influência em seções fechadas, como seções em caixa.
④ Influência na precisão da usinagem:
A presença de tensão residual de soldagem pode afetar a precisão da usinagem de soldas em vários graus. Quanto menor for a rigidez da solda, maior será a quantidade de usinagem e maior será o impacto na precisão.
⑤ Influência na estabilidade dimensional:
A tensão residual da solda e o tamanho da solda mudam com o tempo, o que pode afetar a estabilidade dimensional da solda. A estabilidade da tensão residual também influencia a estabilidade dimensional da solda.
⑥ Efeito na resistência à corrosão:
A combinação de tensão residual de soldagem e tensão de carga pode resultar em rachaduras por corrosão sob tensão.
Influência da tensão residual da soldagem na estrutura e no membro:
A tensão residual de soldagem é a tensão inicial em um membro antes de ele suportar qualquer carga. Durante o uso do membro, a tensão residual se sobrepõe à tensão de trabalho causada por outras cargas, levando a uma deformação secundária e a uma redistribuição da tensão residual.
Isso não apenas diminui a rigidez e a estabilidade da estrutura, mas também afeta significativamente sua resistência à fadiga, resistência à fratura frágil, rachaduras por corrosão sob tensão e rachaduras por fluência em alta temperatura sob os efeitos combinados da temperatura e do ambiente.
3. Medidas para reduzir e eliminar o estresse da soldagem
O estresse da soldagem pode ser minimizado por meio da consideração abrangente do projeto e do processo. Ao projetar uma estrutura de solda, deve-se adotar juntas de solda com menor rigidez, minimizar a quantidade e o tamanho da seção transversal das soldas e evitar a concentração excessiva de soldas. As seguintes medidas podem ser tomadas em termos de processo:
1) Seleção razoável da sequência e da direção da soldagem.
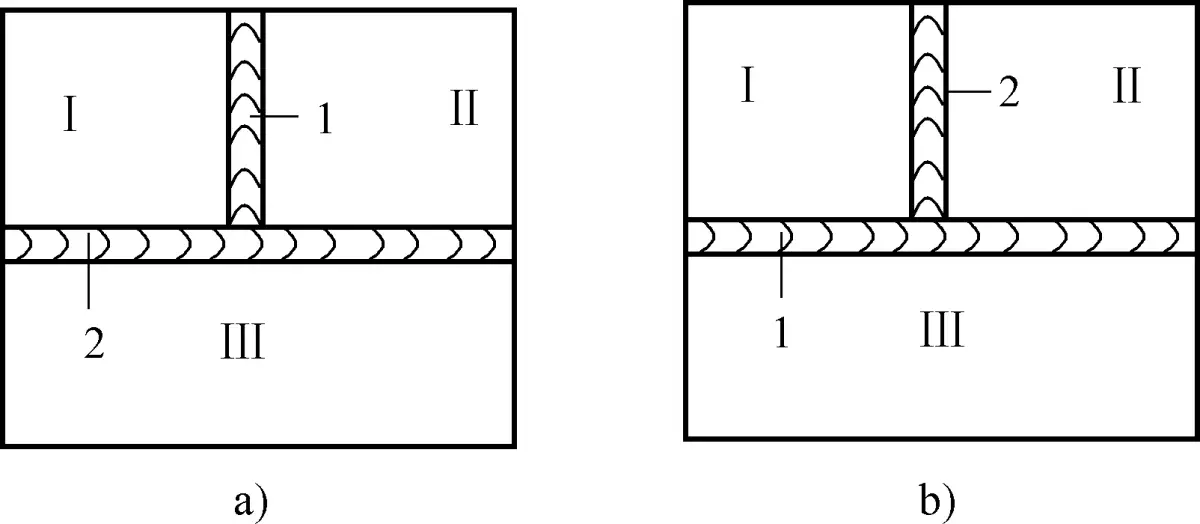
A determinação da sequência de soldagem deve permitir que a solda se contraia livremente o máximo possível para reduzir a tensão. A tensão de soldagem gerada pela sequência mostrada na Figura 4-10a é pequena, enquanto na Figura 4-10b, a costura de soldagem 1 primeiro aumenta a restrição na costura de soldagem 2, aumentando assim a tensão residual.
Figura 4-10: O impacto da sequência de soldagem na deformação da soldagem
a) Tensão mínima de soldagem, b) Tensão substancial de soldagem.
2) Martelamento da solda.
Durante o processo de resfriamento da solda, use um martelo de cabeça redonda para golpear a solda de maneira uniforme e rápida, causando uma deformação de alongamento plástico local do metal de solda, compensando parte da deformação de encolhimento da solda e reduzindo, assim, a tensão residual da solda.
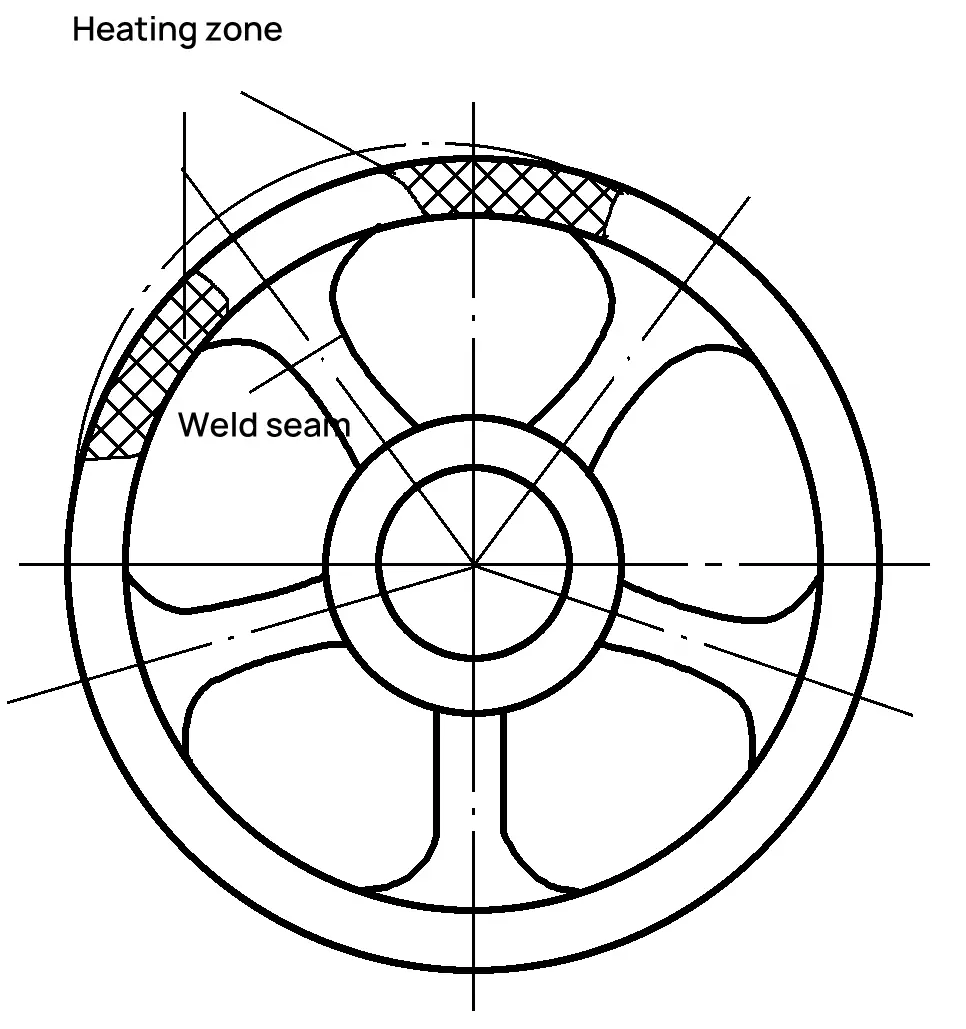
3) Aquecimento da "zona de redução do estresse".
Antes da soldagem, aqueça uma parte apropriada da peça de trabalho (conhecida como zona de redução de tensão) para alongá-la (Figura 4-11). Após a soldagem, durante o resfriamento, a zona de redução de tensão e a solda encolhem na mesma direção, reduzindo a tensão e a deformação da soldagem.
Figura 4-11: Exemplo do método "Zona de redução de calor".
4) Pré-aquecimento antes da soldagem e resfriamento lento após a soldagem.
O objetivo do pré-aquecimento antes da soldagem é reduzir a diferença de temperatura entre a zona de soldagem e o metal circundante, diminuir a taxa de resfriamento da zona de soldagem e reduzir a expansão e a contração irregulares durante o aquecimento e o resfriamento da soldagem, reduzindo, assim, o estresse da soldagem. O resfriamento lento após a soldagem pode ter o mesmo efeito.
No entanto, esse método complica o processo e só é adequado para materiais com baixa plasticidade e propensos a rachaduras, como aço de alto e médio carbono, ferro fundido e aço-liga.
5) Recozimento de alívio de tensão pós-soldagem.
Para eliminar a tensão residual de soldagem na estrutura de soldagem, o recozimento de alívio de tensão é comumente usado na produção. Para estruturas de aço carbono e aço de liga baixa a média, o componente inteiro ou parte da junta de soldagem pode ser aquecido a 600-800°C após a soldagem e resfriado lentamente após ser mantido nessa temperatura por um determinado período de tempo. Em geral, mais de 80% da tensão residual de soldagem pode ser eliminada.
4. Medidas para controlar e reduzir a deformação da soldagem
Para controlar a deformação da solda, o tamanho e a forma dos cordões de solda devem ser razoavelmente selecionados durante o projeto da estrutura de solda, o número de cordões de solda deve ser minimizado ao máximo e a disposição dos cordões de solda deve ser simétrica. Na produção de estruturas soldadas, as técnicas a seguir podem ser aplicadas normalmente:
Método de adição de provisão:
Com base em cálculos teóricos e valores empíricos, a tolerância de retração é considerada antecipadamente durante a preparação e o processamento das peças de soldagem, de modo que a peça de trabalho possa atingir a forma e o tamanho necessários após a soldagem.
Método de contra deformação:
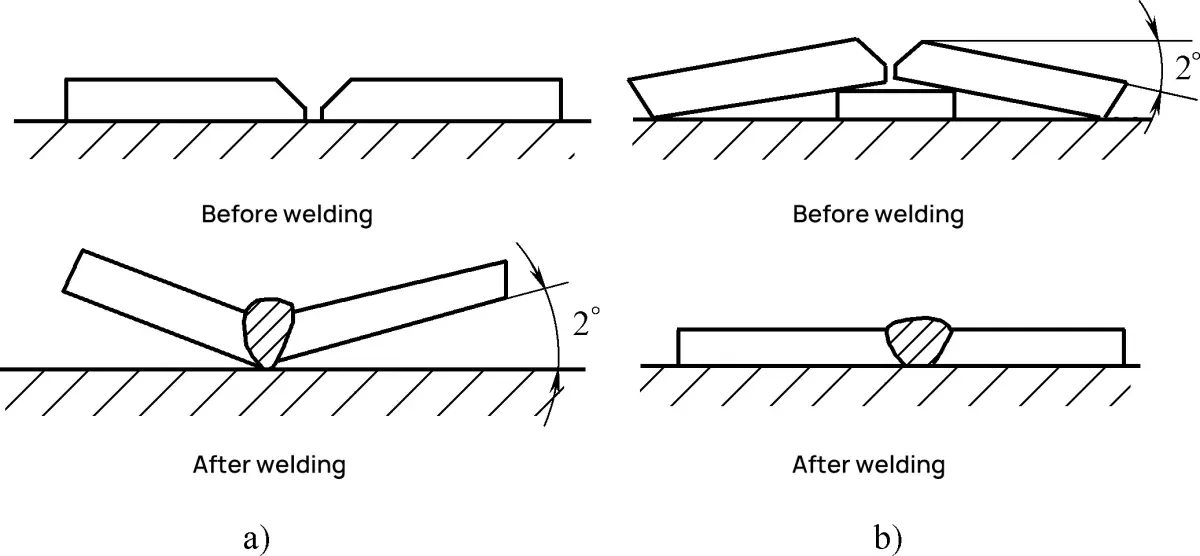
Com base na experiência ou na medição, o tamanho e a direção da deformação da soldagem estrutural são estimados com antecedência. Durante a montagem da estrutura de soldagem, é criada uma deformação intencional na direção oposta, mas de magnitude igual, para compensar a deformação produzida após a soldagem (consulte a Figura 4-12).
Figura 4-12 Método de contra-deformação para soldagem de topo de ranhura em forma de Y
a) Criação de deformação angular b) Neutralização da deformação angular
Método de fixação rígida:
As peças de solda são fixadas durante a soldagem e a fixação rígida é removida depois que as peças de solda são resfriadas à temperatura ambiente. Isso pode efetivamente evitar a deformação angular e a deformação em forma de onda, mas aumenta a tensão de soldagem.
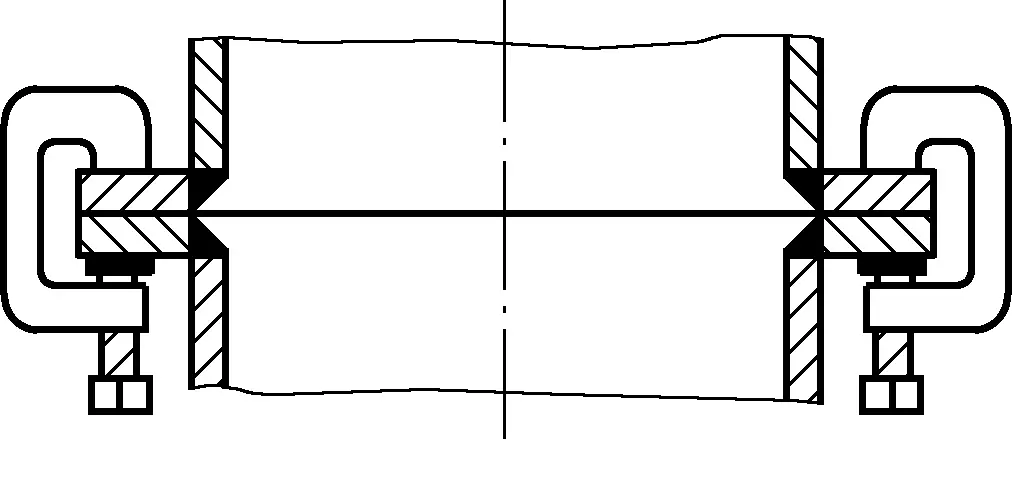
Esse método só é adequado para estruturas de aço de baixo carbono com boa plasticidade e não deve ser usado para ferro fundido e materiais de aço com alta tendência de endurecimento para evitar fraturas pós-soldagem. A Figura 4-13 mostra o uso do método de fixação rígida para evitar a deformação angular da face do flange.
Figura 4-13 Método de fixação rígida
4) Escolha uma sequência de soldagem adequada.
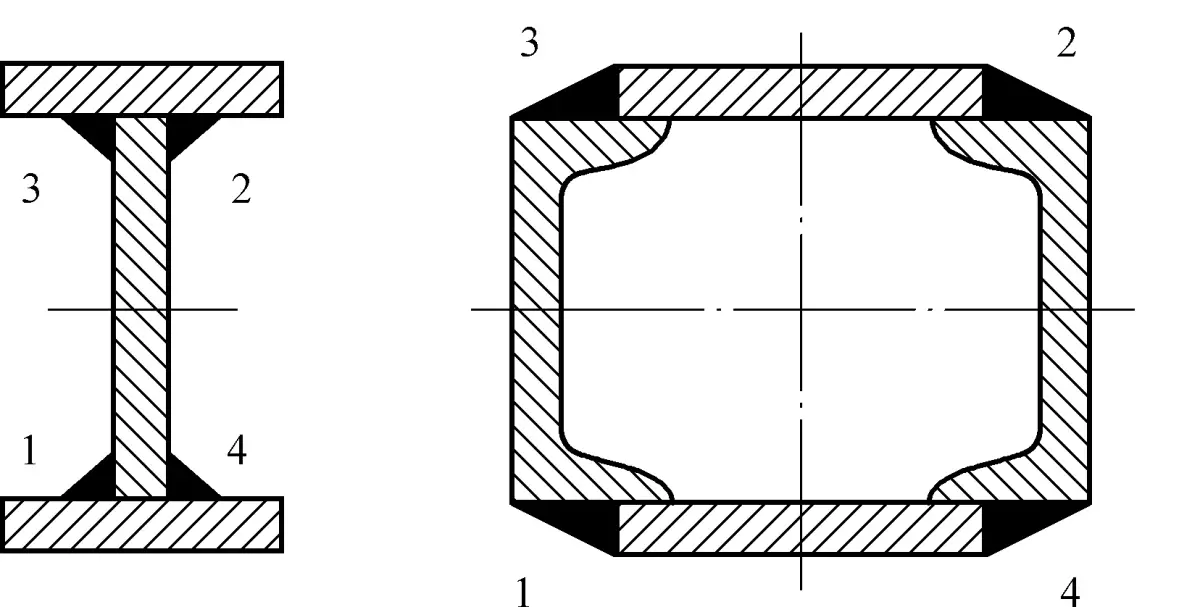
A seleção de uma sequência de soldagem razoável é essencial para controlar a deformação da soldagem. Para a soldagem de vigas de seção simétrica, a sequência de soldagem mostrada na Figura 4-14 pode reduzir efetivamente a deformação da soldagem.
Figura 4-14: Sequência de soldagem apropriada para vigas de seção simétrica.
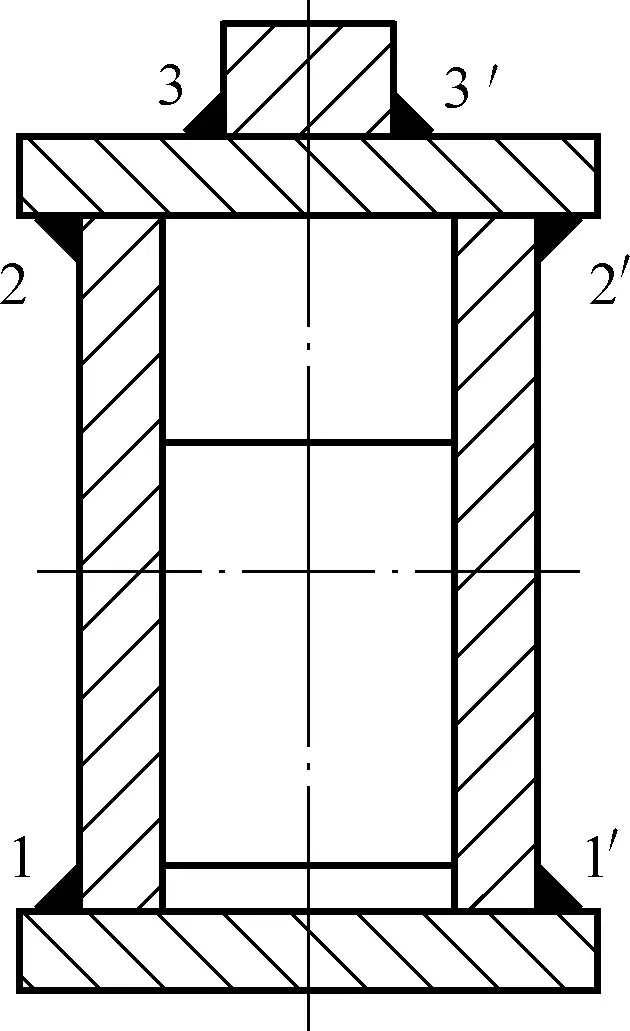
Para peças de trabalho com uma distribuição desigual de soldas, como a viga principal da ponte rolante mostrada na Figura 4-15, uma sequência de soldagem sensata é fazer com que dois trabalhadores soldem simultânea e simetricamente as costuras 1-1′ primeiro, seguidas pelas costuras 2-2′ e, finalmente, as costuras 3-3′. Dessa forma, a deformação para cima causada pela solda 1-1′ pode ser essencialmente compensada pela deflexão para baixo causada pelas soldas 2-2 e 3-3.
Figura 4-15: Sequência de soldagem para as várias costuras da viga principal de uma ponte rolante.
5. Correção da deformação da solda
Durante o processo de soldagem, mesmo quando as medidas mencionadas acima são tomadas, às vezes pode ocorrer uma deformação que excede o valor permitido. Os métodos comumente adotados para corrigir a deformação da soldagem incluem:
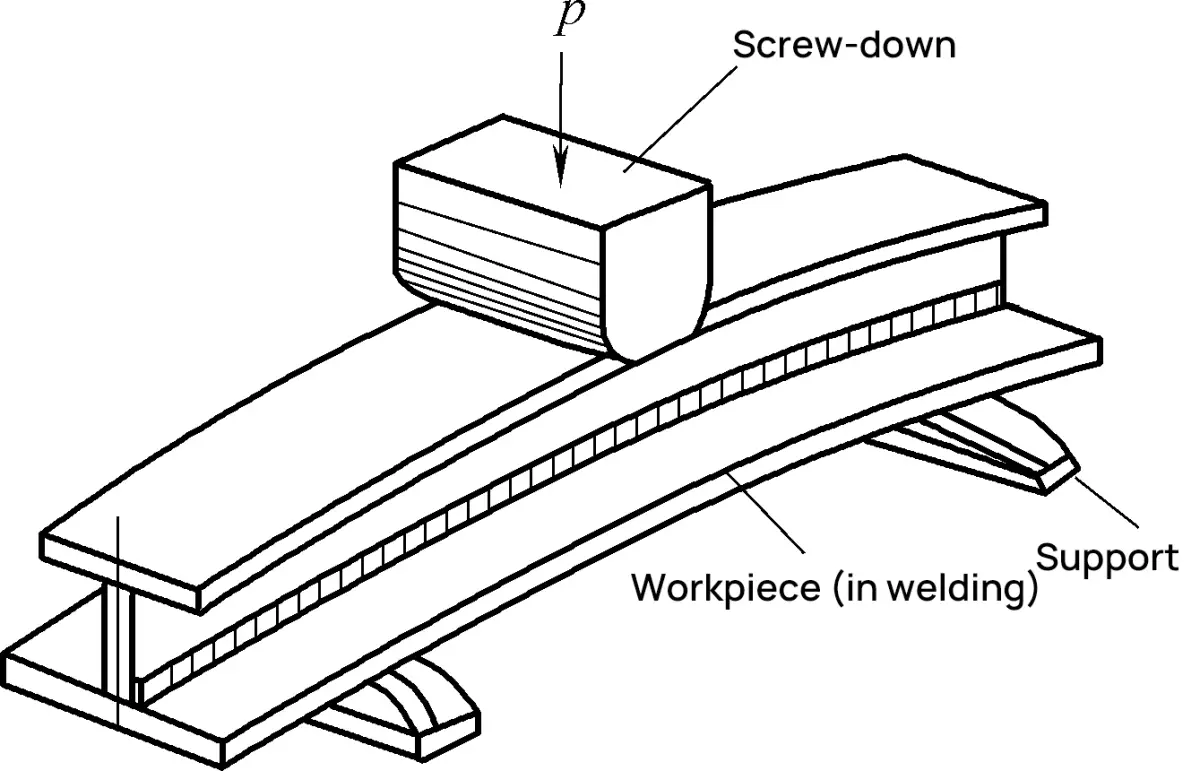
1) Correção mecânica.
A correção mecânica envolve o uso de força externa para induzir a deformação plástica no componente na direção oposta à deformação da solda, cancelando, assim, a deformação um do outro (Figura 4-16). Normalmente, esse método só é adequado para aço com baixo teor de carbono e aço comum de baixa liga, que têm rigidez relativamente baixa e boa plasticidade.
Figura 4-16: Correção mecânica
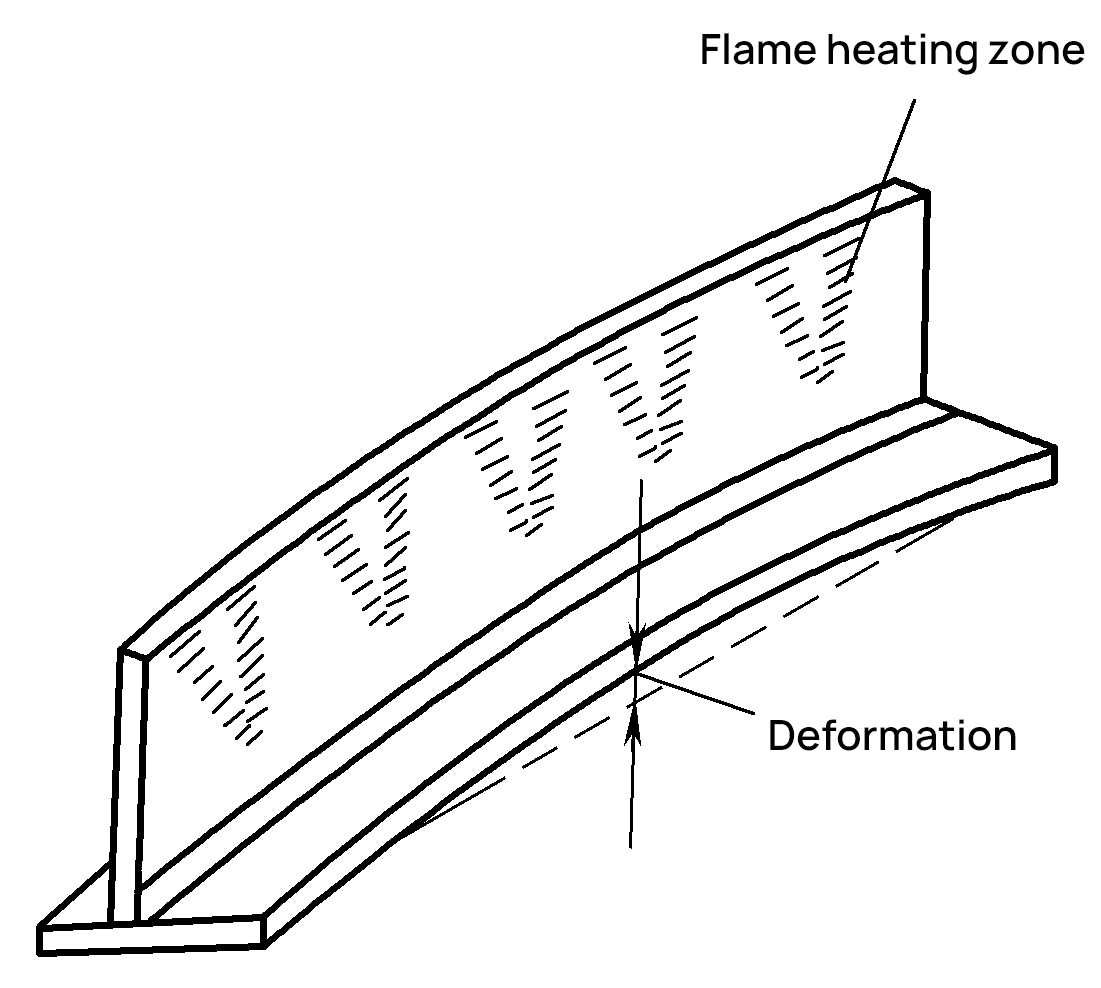
2) Correção da chama.
A correção por chama usa a contração do resfriamento após o aquecimento local do metal para corrigir a deformação existente na soldagem. A Figura 4-17 mostra uma deformação para cima de uma viga em T após a soldagem, que pode ser corrigida com o aquecimento da posição da alma com uma chama. A zona de aquecimento é triangular e a temperatura de aquecimento é de 600 a 800°C.
Figura 4-17: Correção de chama
Após o resfriamento, a trama encolhe, causando deformação reversa e endireitando o componente soldado. Esse método é adequado principalmente para materiais com boa plasticidade e sem tendência de endurecimento.
6. Outro método de eliminação de tensão de soldagem
(1) Envelhecimento por vibração
O alívio de tensão por vibração (VSR) é uma técnica avançada para reduzir as tensões residuais em estruturas soldadas e materiais de engenharia. Esse processo envolve a aplicação de vibrações controladas e de baixa frequência na peça de trabalho, normalmente na faixa de 20 a 100 Hz. Quando o efeito combinado da tensão residual e da tensão vibracional induzida excede localmente o limite de elasticidade do material, ocorre uma deformação plástica localizada, levando à redistribuição da tensão e à redução geral.
A eficácia do VSR depende de vários fatores:
Frequência e amplitude da vibração
Duração do tratamento
Propriedades e geometria do material
Estado de estresse inicial
O VSR oferece várias vantagens em relação aos métodos de alívio de tensão térmica:
Menor consumo de energia
Não há risco de alterações na propriedade do material devido a altas temperaturas
Aplicável a grandes estruturas e tratamentos no local
No entanto, é importante observar que o VSR pode não ser adequado para todos os materiais e geometrias, e sua eficácia pode variar dependendo da aplicação específica.
(2) Envelhecimento térmico
O alívio de tensão térmica, também conhecido como tratamento térmico pós-soldagem (PWHT), é um método bem estabelecido para reduzir as tensões residuais em componentes soldados. O processo envolve ciclos de aquecimento, imersão e resfriamento cuidadosamente controlados:
Aquecimento: A peça de trabalho é aquecida lentamente até uma temperatura abaixo do ponto crítico de transformação do material, normalmente de 550 a 650 °C para aços carbono e de baixa liga.
Imersão: A temperatura é mantida por um período específico, permitindo o relaxamento da tensão por meio de mecanismos de fluência.
Resfriamento: O resfriamento lento controlado, geralmente a uma taxa de 150-200°C por hora, evita a reintrodução de tensões térmicas.
Principais considerações para o alívio eficaz do estresse térmico:
Controle preciso da temperatura e uniformidade
Tempo de imersão adequado com base na espessura e na composição do material
Taxas de aquecimento e resfriamento controladas
Controle da atmosfera do forno para evitar oxidação ou descarbonetação
Embora o alívio do estresse térmico seja altamente eficaz, a execução inadequada pode levar a efeitos prejudiciais:
Redução inadequada do estresse se as temperaturas forem muito baixas ou os tempos de molho muito curtos
Aumento potencial da tensão devido ao aquecimento não uniforme ou ao resfriamento rápido
Alterações microestruturais que afetam as propriedades mecânicas se as temperaturas forem muito altas
Para garantir resultados ideais, é fundamental:
Desenvolver e seguir procedimentos detalhados com base em especificações de materiais e padrões do setor (por exemplo, ASME BPVC Seção VIII)
Use equipamentos calibrados e dispositivos de monitoramento de temperatura
Manter registros abrangentes do processo de PWHT
Realizar testes não destrutivos pós-tratamento para verificar a redução do estresse
Ao controlar cuidadosamente esses parâmetros e seguir as práticas recomendadas estabelecidas, o alívio térmico de tensões pode reduzir efetivamente as tensões residuais, melhorando a estabilidade dimensional e a resistência à fadiga das estruturas soldadas.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Você já se perguntou por que as estruturas soldadas às vezes falham, apesar de sua aparência robusta? Este artigo mergulha nos desafios ocultos da soldagem, explorando como o aquecimento e o resfriamento irregulares podem levar...
Você já se perguntou como os arranha-céus se mantêm altos ou como os carros permanecem soldados? Este blog revela a mágica por trás das máquinas de solda elétrica. Saiba mais sobre os principais fabricantes, como Lincoln Electric e Miller Welds,...
Você já se perguntou como os soldadores conseguem juntas perfeitas em posições desafiadoras? A soldagem 6GR é uma técnica especializada para soldar tubulações com um anel de obstáculos em um ângulo de 45°, crucial para garantir...
Você já se perguntou sobre os perigos ocultos por trás das faíscas brilhantes da soldagem? Neste artigo, exploramos os efeitos nocivos da soldagem a arco de argônio no corpo humano....
Você já se perguntou o que significam os números e as letras nas varetas de solda? Este artigo desmistifica o sistema de codificação das varetas de solda de aço carbono e aço inoxidável, ajudando você a entender sua resistência à tração,...
Você já se perguntou como calcular o consumo de varetas de solda com precisão? Nesta postagem do blog, exploraremos os métodos e as fórmulas usados por especialistas do setor para estimar o consumo de...
A deformação da solda em aço inoxidável pode levar a problemas significativos na fabricação de metais. O artigo explora vários métodos para controlar e corrigir essas deformações, como o uso de placas de cobre, água...
Você já se perguntou como soldar com eficiência diferentes tipos de aço inoxidável? Este artigo se aprofunda nos métodos de soldagem especializados para aço inoxidável martensítico e duplex, detalhando os desafios...
A soldagem de aço inoxidável exige precisão para evitar defeitos como rachaduras e corrosão. Você conhece as etapas essenciais para garantir uma solda sem falhas? Este artigo destaca oito precauções essenciais,...