Treinamento em soldagem 101: tudo o que você precisa saber
Este artigo explora o fascinante mundo da soldagem, desde a soldagem manual a arco até as técnicas avançadas com proteção gasosa. Você descobrirá os métodos, os benefícios e as aplicações de vários processos de soldagem. Prepare-se para saber como essas técnicas essenciais moldam nosso mundo moderno!
Use o metal cujo ponto de fusão seja inferior ao ponto de fusão do metal de base como metal de enchimento para aquecer a solda e o metal de enchimento até a temperatura entre o ponto de fusão do metal de base e o ponto de fusão do metal de enchimento, de modo que o metal de enchimento fique líquido e molhe o metal de base, preencha a lacuna da junta e se difunda com o metal de base para realizar a soldagem.
Classificação específica:
2.1 Métodos comuns de soldagem
2.1.1 Soldagem a arco com eletrodo manual
O que é um arco?
A descarga de gás forte e duradoura entre a peça de trabalho e o eletrodo é chamada de arco.
Para ser franco, é apenas um fenômeno de descarga de gás.
No entanto, o arco inclui três partes: área da coluna do arco, área do cátodo e área do ânodo.
Temperatura do arco:
Área do cátodo 2100 ℃,
Coluna de arco 5700~7700 ℃
Área do ânodo 2300 ℃
Calor na zona do arco:
Contas de anodo para 43%
A área do cátodo corresponde a 36%
A área da coluna de arco é responsável por 21%
O que é soldagem a arco?
O que é soldagem a arco manual? Para simplificar, a soldagem a arco é um método de soldagem que usa a combustão do arco para fornecer a fonte de calor.
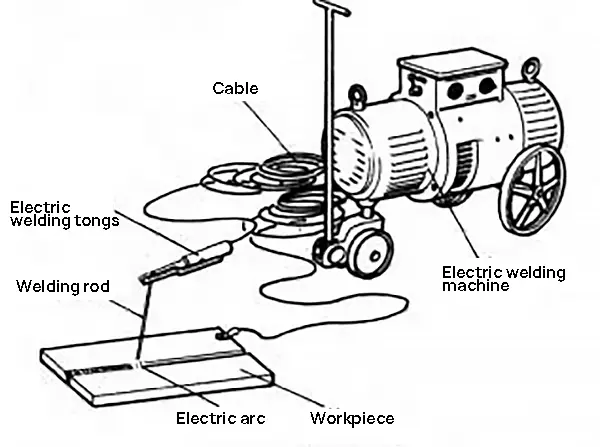
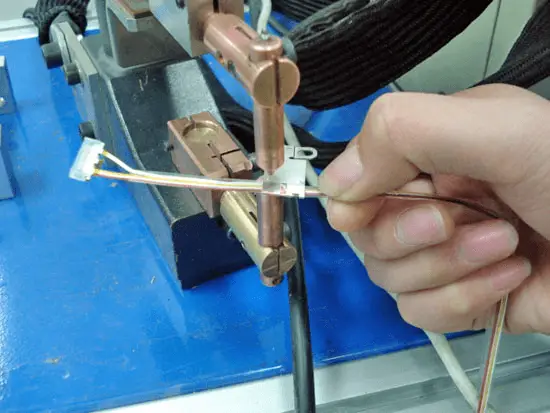
O método de soldagem a arco elétrico que utiliza varetas de soldagem operadas manualmente é chamado de soldagem a arco com eletrodo manual, ou seja, soldagem a arco manual.
Diagrama esquemático da soldagem a arco manual
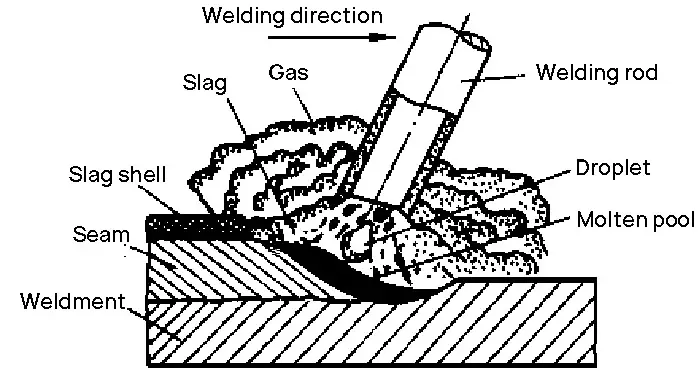
Como é realizada a soldagem a arco com eletrodo manual?
(1) O arco queima entre o eletrodo e a solda, e o calor do arco faz com que a peça de trabalho e o eletrodo se fundam em uma poça de fusão ao mesmo tempo;
(2) O arco elétrico derrete ou queima o revestimento do eletrodo, produzindo escória e gás, que protegem o metal fundido e a poça de fusão;
(3) Quando o arco avança, a poça de fusão subsequente esfria e se solidifica enquanto uma nova poça de fusão é gerada continuamente, formando assim uma solda contínua.
Vantagem da soldagem a arco com eletrodo manual:
Equipamento simples, operação flexível e grande capacidade de adaptação.
Desvantagem de soldagem a arco com eletrodo manual:
A eficiência da produção é baixa, a intensidade da mão de obra é alta e a qualidade da soldagem não é fácil garantir as articulações.
Aplicativo de soldagem a arco com eletrodo manual:
Ele pode soldar a maioria dos metais, é adequado para várias posições de soldagem e pode soldar chapas finas e grossas.
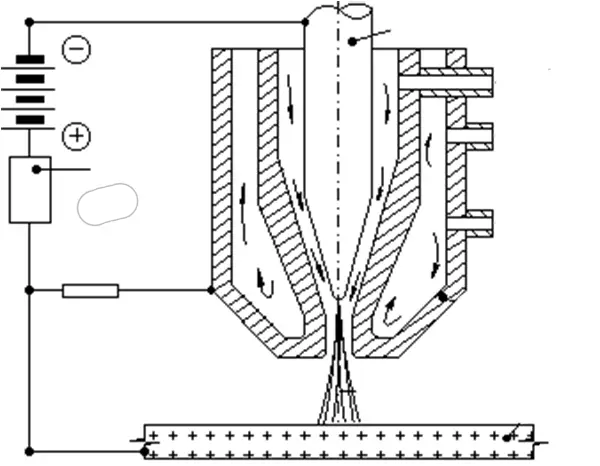
2.1.2 Soldagem automática por arco submerso
O que é comumente chamado de soldagem automática por arco submerso?
Soldagem automática - A ação de soldagem é concluída automaticamente pelo dispositivo mecânico.
Soldagem por arco submerso - Soldagem em que um arco queima sob uma camada de fluxo granular.
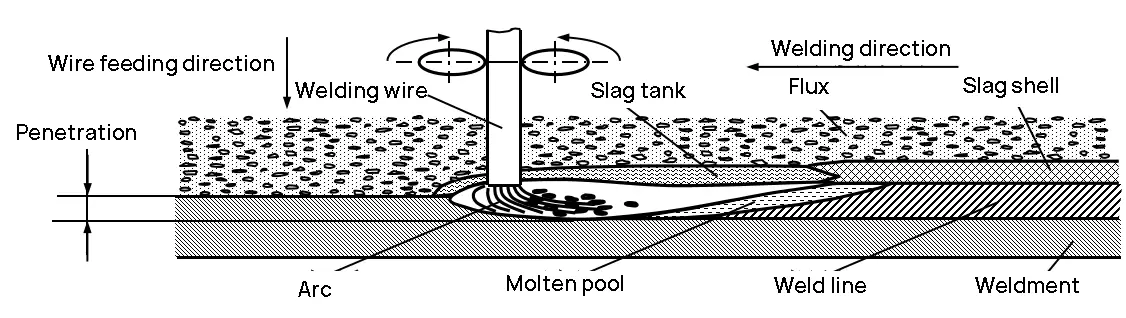
(1) O fluxo flui para fora do funil e é empilhado uniformemente na parte soldada da peça de trabalho para formar uma camada de fluxo (30-50 mm);
(2) O arame de solda alimentado continuamente gera um arco entre o arame de solda e a solda sob a camada de fluxo, derretendo o arame de solda, a peça de trabalho e o fluxo, formando uma poça de metal fundido e isolando-os do ar;
(3) À medida que a máquina de solda avança automaticamente, o arco derrete continuamente o metal, o arame e o fluxo da solda na frente, enquanto a borda atrás da poça de fusão começa a esfriar e solidificar para formar uma solda, e a escória líquida posteriormente se condensa para formar uma casca de escória dura.
Por que uma camada de fluxo deve ser espalhada na superfície da posição de soldagem?
Ele tem as três funções a seguir:
(1) Efeito protetor
O fluxo derrete para formar escória e gás, isolando efetivamente o ar, protegendo a gota e a poça de fusão e evitando a queima de elementos de liga;
(2) Ação metalúrgica
No processo de soldagem, ele desempenha o papel de desoxidação e complementação elementos de liga;
(3) Aprimorar o processo de soldagem
Mantenha o arco queimando de forma constante e deixe a solda bonita.
Quais são as características da soldagem automática por arco submerso?
Em que áreas eles são usados principalmente?
Vantagens da soldagem automática por arco submerso:
Alta eficiência de produção (5 a 10 vezes maior do que a soldagem a arco manual);
Baixo custo (economia de mão de obra, tempo e material);
Boas condições de trabalho (sem respingos, baixa força de trabalho).
Desvantagemde soldagem automática por arco submerso:
Não é adequado para a soldagem de soldas complexas e espaços estreitos;
O equipamento é complexo e a corrente de soldagem necessária é grande (uma corrente pequena causará um arco instável);
Baixa adaptabilidade (aplicável a soldagem planasolda longa e reta e solda circunferencial com diâmetro maior).
Aplicativo:
É usado para solda reta longa e solda circunferencial com grande diâmetro de produção e estrutura de placa média, como caldeira, vaso de pressão, navio, etc.
Para obter uma formação de solda razoável e boa qualidade de soldagem, bem como melhorar a velocidade de soldagem, surgiu a soldagem a arco submerso com vários fios.
É amplamente utilizado em aplicações que exigem alta eficiência de soldagem, como energia eólica, engenharia marítima, construção naval, vasos de pressão, maquinário pesado, tubulações e outros setores.
Soldagem por arco submerso com vários fios da série Multi Power:
Ele é usado principalmente para soldagem de tubulações.
De acordo com a aplicação, ele pode ser dividido em soldagem externa de costura longitudinal longa e reta de tubulação, soldagem interna de costura longitudinal longa e reta de tubulação, soldagem externa de tubo soldado em espiral, soldagem interna de tubo soldado em espiral e outros tipos diferentes.
Soldagem por arco submerso com múltiplos fios paralelos de potência única:
Melhorar consideravelmente a eficiência da produção, aumentar a velocidade de soldagem, reduzir o consumo de fluxo, reduzir a entrada de calor e a deformação, economizar energia, tornar o primer mais eficiente e cobrir mais suavemente.
2.1.3 Soldagem com proteção gasosa
A soldagem a arco que usa gás como meio de arco e protege o arco e a área de soldagem é chamada de soldagem a arco com proteção gasosa (GMAW).
Diferenças entre soldagem com proteção gasosa com eletrodo consumível e com eletrodo não consumível:
MIG/MAG: Alimente diretamente o arame de solda, que é tanto o eletrodo quanto o metal de adição. TIG: o eletrodo de tungstênio é o eletrodo e não derrete; o arame de solda é alimentado separadamente e usado apenas como metal de adição
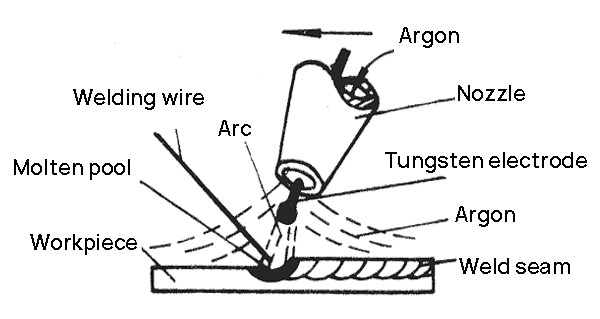
Soldagem a arco de argônio
Quais são as características da soldagem a arco de argônio?
Quais são os principais aplicativos?
TIG
Eletrodo de tungstênio, alimentação manual de arame.
O arame de solda é apenas o metal de adição.
O arame de solda não passa a corrente, portanto não há respingos.
Entretanto, para evitar o derretimento e a queima do eletrodo de tungstênio, o que pode causar a contaminação do tungstênio na poça de fusão, a corrente de soldagem não pode ser muito alta.
Somente placas finas com menos de 4 mm podem ser soldadas.
MIG
Eletrodo de fusão, alimentação automática de arame.
O arame de solda é tanto um eletrodo quanto um metal de adição.
Não há perda por derretimento e queima do eletrodo de tungstênio.
A corrente de soldagem pode ser ajustada em uma ampla faixa, de modo que placas finas e de espessura média podem ser soldadas.
Vantagens da soldagem a arco de argônio
Ele pode ser soldado em todas as direções;
Fácil de observar e controlar automaticamente;
Bom efeito de proteção, arco estável e boa qualidade de soldagem;
Ele pode soldar quase todos os metais.
Desvantagem da soldagem a arco de argônio
Alto custo do argônio;
A densidade de corrente da soldagem a arco de argônio é alta, a luz emitida é relativamente forte e a radiação ultravioleta gerada pelo arco é grande, causando maiores danos ao corpo;
O zona afetada pelo calor da soldagem a arco de argônio é grande, e a peça de trabalho está sujeita a rachaduras, furos, desgaste, arranhões, cortes e outros defeitos após o reparo;
Aplicação da soldagem a arco de argônio
É usado principalmente para soldagem de metais não ferrosos e aços de liga que são fáceis de oxidar (principalmente soldagem de Al, Mg, Ti e suas ligas e aços inoxidáveis).
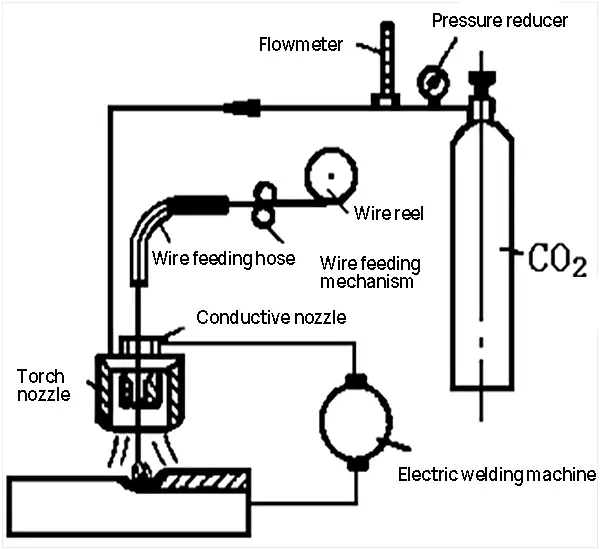
CO2 soldagem a arco com proteção gasosa
O princípio do CO2 A soldagem a arco com proteção gasosa é igual à da soldagem MIG, exceto pelo fato de o gás de proteção ser o CO2.
O volume de gás CO na piscina fundida e na gota se expande rapidamente e explode, resultando em respingos.
Ele pode oxidar o metal e queimar elementos de liga, mas não pode soldar metais não ferrosos e liga de aço.
Diagrama da estrutura do equipamento de soldagem com proteção de gás CO2
Vantagens da soldagem com proteção de gás CO2
Baixo custo (40%~50% de soldagem por arco submerso e soldagem por arco manual);
Alta eficiência (alta densidade de corrente, grande penetração e velocidade de soldagem rápida);
Boa qualidade de soldagem (resfriamento por fluxo de ar, pequena zona afetada pelo calor, pequena deformação);
Capacidade de soldar em todas as posições.
Desvantagem da soldagem com proteção de gás CO2
Má formação da solda e grandes respingos;
Queima de elementos de liga, facilitando a formação de poros;
Baixa resistência ao vento durante a soldagem, adequado para operação em ambientes internos.
Aplicação da soldagem com proteção de gás CO2
É aplicável à soldagem de aço de baixo carbono e chapas de aço de baixa liga (0,8 a 4 mm).
O arame de solda que contém desoxidante deve ser usado e a conexão CC deve ser invertida;
Além disso, não deve haver vento durante a soldagem, sendo preferível a soldagem em ambientes fechados.
2.1.4 Soldagem por eletroescória
A soldagem com escória elétrica é um método de soldagem que usa a resistência gerada pela corrente que passa pela escória para derreter termicamente o arame de soldagem e o metal de base, formando uma solda.
(1) No início, provoque um curto-circuito no arame de solda e na ranhura de partida para iniciar o arco;
(2) Adicione continuamente uma pequena quantidade de fluxo sólido para derretê-lo com o calor do arco e formar uma escória líquida;
(3) Quando a escória derretida atingir uma certa profundidade, aumente a velocidade de alimentação do arame de soldagem e reduza a tensão, de modo que o arame de soldagem seja inserido na poça de escória e o arco seja extinto, transformando-se assim no soldagem por eletroescória processo.
Quais são as características da soldagem por eletroescória?
Para quais campos de soldagem?
Vantagens da soldagem por eletroescória
Alta produtividade, sem necessidade de considerar a espessura da solda;
É aplicável à soldagem vertical e à soldagem de chapas de 40 a 450 mm de espessura, geralmente usada para soldagem de costura reta ou circunferencial, emenda de chapas grossas, soldagem vertical de altos-fornos em usinas siderúrgicas, soldagem de grandes peças fundidas, forjadas etc.
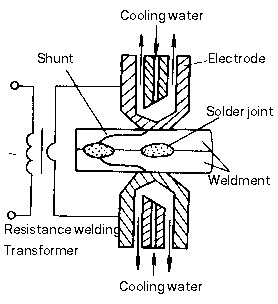
2.1.5 Soldagem por resistência
Simplificando, a soldagem sob pressão usando o calor de resistência como o calor de soldagem é chamada de soldagem por resistência.
Vantagens da soldagem por resistência
Baixa tensão de soldagemA tecnologia de ponta é a mais avançada, com alta corrente e alta produtividade;
A solda é montada como uma junta sobreposta, e o eletrodo cilíndrico é pressurizado e energizado para gerar calor de resistência para derreter o metal da solda e formar nuggets (pontos de solda).
Processo de solda a ponto e fenômeno de desvio
Processo de soldagem a ponto: compressão → ativação (formação de pepitas) → desativação (congelamento) → pressão de remoção
Fenômeno de shunt: Ao soldar o segundo ponto, o ponto de solda existente conduzirá corrente, causando perda de energia. A corrente no ponto de soldagem é reduzida, o que afeta a qualidade da soldagem.
Evitar a derivação: deve haver uma certa distância entre dois pontos de solda.
A distância entre dois cabeçotes de soldagem adjacentes não deve ser muito pequena, e a distância mínima entre os pontos é mostrada na tabela a seguir.
Espessura da peça de trabalho/mm
Passo do ponto/mm
Aço estrutural
Liga resistente ao calor
Liga de alumínio
0.5
10
8
15
1.0
12
10
15
1.5
14
12
20
2.0
16
14
25
3.0
20
18
30
4.0
24
22
35
Aplicação da soldagem por pontos
Ele é usado principalmente para chapa metálica estrutura de estampagem e componentes de reforço;
É aplicável à soldagem de peças estruturais sobrepostas de chapas finas com requisitos de vedação ou de alta resistência da junta, como tanques de óleo, tanques de água etc.
2. Soldagem de costura
A solda é montada em juntas sobrepostas ou diagonais e colocada entre dois eletrodos de roletes.
O rolo pressuriza a solda e gira para fazer com que a solda avance.
A solda é alimentada de forma contínua ou intermitente, e o metal da solda é derretido por calor de resistência para formar uma série de pontos de solda.
Classificação da soldagem por costura
Formulário
Corrente elétrica
Eletrodo
Característica
Aplicativo
Soldagem com costura contínua
Condução contínua
giro contínuo
Equipamento simples e alta produtividade, mas o desgaste do eletrodo é grave.
Pequeno soldagem elétrica estrutura não importante (fabricação de cilindros, barris, etc.)
soldagem de ponto e costura
Continuidade intermitente
giro contínuo
Ampla aplicação (metais ferrosos)
Soldagem de costura em etapas
Continuidade intermitente
Rotação intermitente
Equipamento complexo, altos requisitos, baixo desgaste do eletrodo e alta qualidade de soldagem.
É usado principalmente para soldagem de costura de magnésio e ligas de alumínio.
Características da soldagem por costura
As juntas de solda se sobrepõem umas às outras e a difusão do fluxo é grave.
A corrente é cerca de 1,5 a 2,0 vezes maior que a da soldagem por pontos;
A pressão é cerca de 1,2 a 1,6 vezes maior do que a da soldagem por pontos;
Portanto, é necessária uma máquina de solda de alta potência.
Aplique pressão e use o rolo como eletrodo.
Aplicação da soldagem por costura
A solda de costura é usado principalmente para estruturas de paredes finas com costuras de solda regulares e espessura inferior a 3 mm e com requisitos de vedação;
Como tanques de combustível de aeronaves e automóveis, vários contêineres, radiadores de aço, etc.
3. Solda de topo
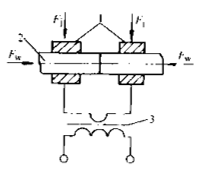
Um tipo de método de soldagem por resistência que usa calor de resistência para soldar duas peças de trabalho juntas ao longo de toda a face da extremidade é chamado de soldagem por resistência de topo, ou soldagem de topo.
A soldagem de topo pode ser dividida em soldagem de topo por resistência e soldagem de topo por flash.
3.1 Soldagem de topo por resistência
(a) Solda de topo por resistência
A soldagem de topo por resistência refere-se ao método de pressionar as faces das extremidades de duas peças de trabalho o tempo todo, aquecendo-as até o estado plástico com calor de resistência e, em seguida, aplicando rapidamente a pressão de retorno (ou apenas mantendo a pressão durante a soldagem sem pressão de retorno) para concluir a soldagem.
Os requisitos de processamento da face final são altos, caso contrário, é difícil garantir a qualidade da soldagem.
Aplicação da solda de topo por resistência
É adequado para soldagem de baixo carbono barras de aço e tubos com seção de soldagem compacta, requisitos de baixa resistência, diâmetro (ou comprimento lateral) inferior a 20 mm, ou barras e tubos de metal não ferroso com menos de 8 mm (soldagem de peças em forma de haste com formato e tamanho de extremidade semelhantes).
3.2 Solda de topo com flash
(b) Solda de topo com flash
A solda é montada como uma junta de topo, a energia é conectada e sua seção é gradualmente movida para mais perto do contato local.
O metal na seção é derretido e voa para fora sob aquecimento por resistência, formando um flash.
Quando a extremidade atinge a temperatura predeterminada dentro de uma determinada faixa de profundidade, a força de revolvimento é aplicada rapidamente para concluir a soldagem.
Processo: pressurização - energização - flash - forjamento com defeito
Características da solda de topo com flash
Menos inclusão de escória na junta, boa qualidade de soldagem e alta resistência da junta;
Os requisitos para a limpeza da face final da solda antes da soldagem não são rigorosos;
A soldagem de topo com flash tem grande perda de metal, e as rebarbas da junta após a soldagem precisam ser processadas e limpas. As condições de trabalho são ruins.
Aplicação da soldagem de topo com flash
Em princípio, todos os materiais metálicos que podem ser fundidos podem ser soldados por solda de topo rápida.
Por exemplo, aço de baixo carbono, aço de alto carbonoaço-liga, aço inoxidável;
Alumínio, cobre, titânio e outros metais não ferrosos e ligas;
Ele também pode soldar juntas de ligas diferentes.
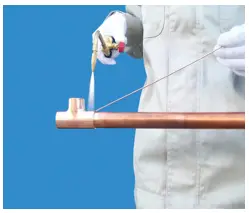
2.1.6. Brasagem
(Brasagem de ferro de solda)
(Brasagem por chama)
(Brasagem por indução)
Use o metal com um ponto de fusão inferior ao da solda como metal de adição, aqueça a solda (metal de base) e o metal de adição a uma temperatura superior ao ponto de fusão do metal de adição e inferior à temperatura de fusão do metal de base, derreta e molhe o metal de base, preencha a lacuna da junta e difunda com o metal de base para formar um junta soldadaque é chamado de brasagem.
Processo de brasagem
Fusão da solda - fluxo de solda líquida para o espaço da junta - difusão mútua entre a solda e o metal base - preenchimento do espaço - formação da junta após a solidificação
Características da brasagem
1) O ponto de fusão do metal de adição é menor do que o do metal de base, e o metal de base não derrete durante a brasagem;
2) A composição do metal de adição e do metal de base é muito diferente;
3) O metal de adição derretido é sugado por umedecimento e capilaridade e mantido na lacuna do metal de base;
4) A ligação metalúrgica é formada pela difusão mútua entre a solda líquida e o metal base sólido.
Vantagens da brasagem
A estrutura e as propriedades do metal de base não são alteradas (o metal de base não derrete, apenas o metal de adição derrete);
Equipamento simples, menor investimento em produção;
A temperatura de aquecimento é baixa, a deformação é pequena e a junta é lisa;
Alta produtividade, pode soldar várias soldas e juntas ao mesmo tempo;
Ele pode ser usado para soldar metais diferentes ou materiais diferentes, sem limite para a diferença de espessura da peça de trabalho.
Desvantagem da brasagem
A junta soldada tem baixa resistência e pouca resistência ao calor.
Classificação da brasagem
Tipo/característica
Solda suave (solda de estanho e chumbo)
Brasagem (soldas à base de cobre e prata)
Ponto de fusão da solda
≤ 450℃
> 450℃
Características de desempenho
Resistência da junta ≤ 100MPa, baixa temperatura de trabalho
Resistência da junta > 200MPa, alta temperatura de trabalho
Aplicativo
Ele é usado para soldar instrumentos e componentes condutores com pouca tensão.
É usado para soldagem de componentes, ferramentas e ferramentas com grande força.
Aplicação de brasagem
É usado principalmente para a fabricação de instrumentos de precisão, componentes elétricos, componentes de metais diferentes e soldagem de estruturas de chapas complexas, como componentes de sanduíche, estruturas alveolares, etc.
A soldagem por fricção é um método de soldagem por pressão que usa o calor gerado pelo atrito entre as superfícies da solda para fazer com que a face da extremidade atinja o estado termoplástico e, em seguida, se reerga rapidamente para concluir a soldagem.
Soldagem por fricção
Soldagem por fricção com acionamento contínuo
Soldagem por fricção por inércia
Processo de soldagem por fricção:
1) Movimento relativo da solda;
2) O contato da face final entre as duas soldas produz calor por atrito;
3) Quando a seção atingir o estado termoplástico, pressione a seção superior rapidamente para concluir a soldagem.
Vantagens da soldagem por fricção:
Alta produtividade de soldagem, 5 a 6 vezes maior do que a soldagem de topo com flash;
Qualidade de soldagem estável e alta precisão dimensional das soldas;
Baixo custo de processamento, economia de energia, sem necessidade de limpeza especial das soldas;
Fácil de realizar a mecanização e a automação, com operação simples;
Sem faísca, arco e gás nocivo.
Desvantagem da soldagem por fricção:
Grande investimento;
É difícil soldar seções não circulares e a área de soldagem é limitada.
Aplicação da soldagem por fricção:
Ele pode ser usado para soldar o mesmo ou diferentes metais e diferentes produtos de aço, como juntas de transição de cobre e alumínio no setor de energia elétrica, ferramentas de aço estrutural de aço de alta velocidade para corte de metaistubos de serpentina, válvulas, rolamentos de trator, etc.
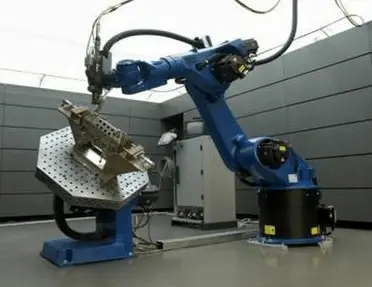
A superfície a ser usinada é aquecida por radiação lasere o calor da superfície é direcionado para a difusão interna por meio da transferência de calor para derreter a peça de trabalho e formar uma poça de fusão específica. A solda é formada após a solidificação da poça de fusão.
Vantagens da soldagem a laser:
Alta velocidade e eficiência de soldagem;
Alta precisão de soldagem, pequena deformação e fácil controle automático;
Não é necessário nenhum eletrodo, portanto não há poluição por eletrodos.
Desvantagem da soldagem a laser:
Grande investimento, pequena potência e espessura soldável limitada;
É difícil alinhar o ponto de solda com a área de coleta do feixe de laser;
Rápida solidificação do cordão de solda pode causar porosidade.
Aplicação da soldagem a laser:
É usado principalmente para soldar peças em campos de fabricação de precisão, como aeroespacial, construção naval, indústria automotiva e eletrônica.
Para simplificar: o arco no qual a coluna de arco é comprimida e a energia é altamente concentrada, e o gás na coluna de arco é totalmente ionizado, é chamado de arco de plasma, também chamado de arco de compressão.
O gás é aquecido pelo arco e inicialmente ionizado. Quando passa pelo bocal resfriado a água em alta velocidade, ele é comprimido, aumentando a densidade de energia e o grau de ionização e formando um arco de plasma.
Devido ao alto calor e à força de penetração do arco de plasma, a peça de trabalho no ponto de soldagem é derretida para formar uma poça de fusão, de modo a realizar a soldagem da peça de trabalho.
Vantagens da soldagem a arco de plasma:
Alta densidade de energia, forte diretividade do arco e forte capacidade de penetração;
A relação entre a profundidade e a largura da solda é grande, e a zona afetada pelo calor é pequena;
Combustão de arco estável (estável mesmo quando a corrente é pequena);
O custo de soldagem é baixo, e quando o espessura da solda é pequeno, não há ranhura e não há necessidade de preencher o fio;
Ele tem um efeito de buraco de fechadura estável e pode realizar melhor a formação livre de solda de um lado e de dois lados.
Desvantagem da soldagem a arco de plasma:
O equipamento é caro;
Baixa observabilidade da área de ação do arco;
A espessura soldável é limitada (geralmente menos de 25 mm).
Aplicação da soldagem a arco de plasma:
Ele é amplamente utilizado na produção industrial, especialmente na soldagem de cobre e ligas de cobre, titânio e ligas de titânio, ligas de aço, aço inoxidável, molibdênio e outros metais usados em tecnologias militares e industriais de ponta, como aeroespacial, como cartuchos de mísseis de liga de titânio e alguns contêineres de paredes finas em aeronaves.
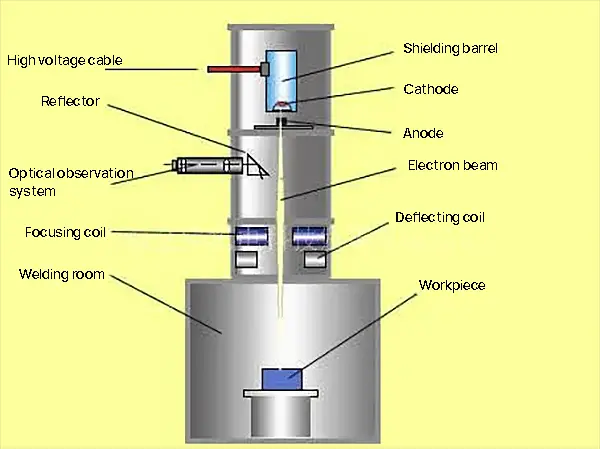
2.2.4 Soldagem por feixe de elétrons
O método de soldagem que utiliza a energia térmica gerada pelo feixe de elétrons acelerado e focalizado bombardeando a solda colocada no vácuo ou sem vácuo é chamado de soldagem por feixe de elétrons.
Em outras palavras, o calor necessário para a soldagem é gerado pelo bombardeio do feixe de elétrons na solda.
Processo de soldagem:
1) O cátodo do canhão de elétrons emite elétrons devido ao aquecimento direto ou indireto;
2) Sob a aceleração do campo eletrostático de alta tensão, o feixe de elétrons com alta densidade de energia pode ser formado pela focalização do campo eletromagnético;
3) O feixe de elétrons de alta densidade de energia bombardeia a peça de trabalho, e a enorme energia cinética é convertida em energia térmica para derreter a solda, formando uma poça de fusão e, em seguida, concluir a soldagem.
Vantagem da soldagem por feixe de elétrons:
Velocidade de soldagem rápida e alta eficiência;
Sem ranhura, sem fio de solda, sem fluxo, etc;
Baixo consumo de energia, zona afetada pelo calor estreita, pequena deformação de soldagem e excelente qualidade;
A capacidade de penetração do feixe de elétrons é forte, e a relação entre a profundidade e a largura da solda é grande, podendo chegar a 50:1.
Desvantagem da soldagem por feixe de elétrons:
O equipamento é complexo e caro;
O tamanho e o formato das soldas geralmente são limitados pela câmara de vácuo;
O feixe de elétrons é facilmente interferido por campos eletromagnéticos dispersos, o que afeta a qualidade da soldagem.
Soldagem por feixe de elétrons a vácuo
Aplicação da soldagem por feixe de elétrons:
Adequado para soldagem fina de metal refratário, metal ativo e metal de alta pureza.
É amplamente utilizado na soldagem de energia nuclear, aviação, aeroespacial, automóveis, vasos de pressão, fabricação de ferramentas e outros campos industriais.
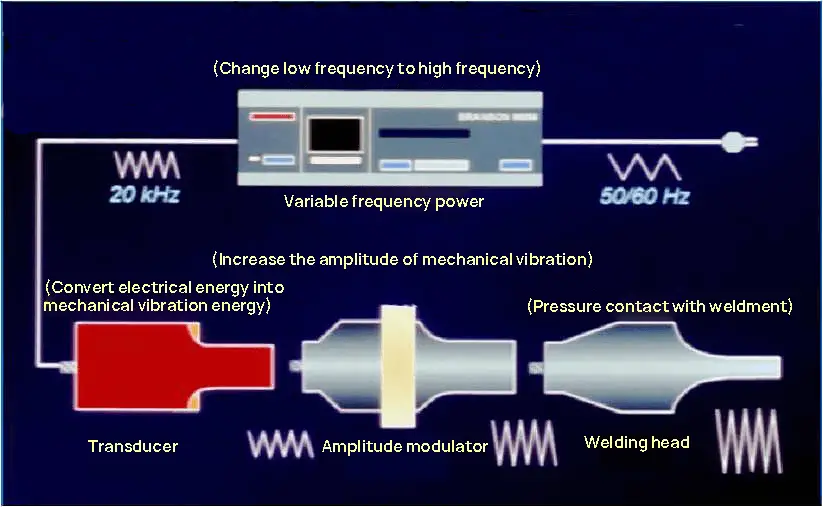
2.2.5 Soldagem ultrassônica
A soldagem ultrassônica é um método que usa a oscilação de alta frequência da onda ultrassônica para aquecer e limpar localmente a junta da peça de trabalho e, em seguida, aplica pressão para realizar a soldagem.
Processo de soldagem
1) Corrente alternada de baixa frequência para corrente alternada de alta frequência;
4) Aplique pressão, e o cabeçote de soldagem entra em contato com a peça de trabalho para soldagem.
Vantagem da soldagem ultrassônica:
Fácil operação, velocidade de soldagem rápida e alta eficiência de produção;
Os requisitos de limpeza da superfície da peça de trabalho não são altos;
Não é necessário adicionar nenhum aglutinante, enchimento ou solvente.
Desvantagem da soldagem ultrassônica:
Aplica-se apenas à soldagem de peças finas, como fios, folhas, chapas, tiras e faixas;
Na maioria dos casos, a forma conjunta só pode ser do tipo lap joint.
Aplicação da soldagem ultrassônica:
É aplicável à soldagem de materiais de alta condutividade, alta condutividade térmica e uma variedade de materiais compostos, e é amplamente utilizado na soldagem de dispositivos microeletrônicos e campos de acabamento.
2.2.6 Soldagem de alta frequência
A soldagem de alta frequência é um método que utiliza o calor de resistência gerado pela corrente de alta frequência na peça de trabalho para aquecer a camada superficial da área de soldagem da peça de trabalho até um estado fundido ou quase plástico e, em seguida, aplica (ou não aplica) uma força de perturbação para obter a união do metal.
Efeito na pele: Quando o condutor é conectado com corrente alternada, a maior parte da corrente flui somente ao longo da superfície do condutor.
Efeito de proximidade: Quando a corrente de alta frequência flui em direções opostas entre dois condutores ou em um condutor recíproco, a corrente se concentrará no fluxo próximo ao condutor.
Para simplificar, o efeito de pele é "a corrente vai para a superfície"; o efeito de proximidade é "atalho da corrente".
Vantagem da soldagem de alta frequência:
Alta velocidade e eficiência de soldagem (a corrente é altamente concentrada na área de soldagem);
Uma ampla gama de materiais soldáveis também pode ser usada para soldar metais diferentes;
A limpeza antes da soldagem é simples (a soldagem por fusão, com efeito de pressão, não precisa limpar a superfície da junta).
Desvantagem da soldagem de alta frequência:
É necessário que a precisão da montagem da junta seja alta;
A alta tensão e a corrente de alta frequência são prejudiciais ao corpo humano e a outros equipamentos.
Aplicação da soldagem de alta frequência:
Ele é adequado para soldagem de aço carbonoaço de liga, aço inoxidável, cobre, alumínio, titânio e outros metais diferentes.
É amplamente utilizado para soldar a costura longitudinal ou a costura em espiral na fabricação de tubos.
2.2.7 Soldagem por difusão
Soldagem por difusão refere-se ao método de soldagem que consiste em ajustar a solda, mantê-la sob determinada temperatura e pressão por um período de tempo e usar a difusão mútua de átomos entre as superfícies de contato para formar uma conexão.
Processo de soldagem
Modelo de três estágios de soldagem por difusão
a) Contato inicial aproximado b) Fase I: deformação e formação de interface c) Fase II: migração do contorno de grão e eliminação de microporos d) Fase III: difusão de volume, eliminação de microporos
Visor físico de soldagem
Contato inicial
Deformação e formação de interface
Migração de limites de grãos e desaparecimento de microporos
Difusão de volume e eliminação de microporos
Vantagem da soldagem por difusão:
Várias juntas podem ser soldadas ao mesmo tempo;
A qualidade da junta é boa, e não é necessário usinagem após a soldagem;
Pequena deformação da solda (baixa pressão, aquecimento geral da peça de trabalho, resfriamento no forno).
Desvantagem da soldagem por difusão:
Grande investimento e alto custo;
Longo tempo de soldagem, preparação de superfície demorada e trabalhosa e baixa produtividade;
Não existe um método de teste não destrutivo confiável para a qualidade da solda.
Aplicação da soldagem por difusão:
Ele é aplicável à soldagem de vários materiais diferentes, materiais especiais e estruturas especiais, e é amplamente utilizado nos setores aeroespacial, eletrônico, de energia nuclear e outros campos industriais.
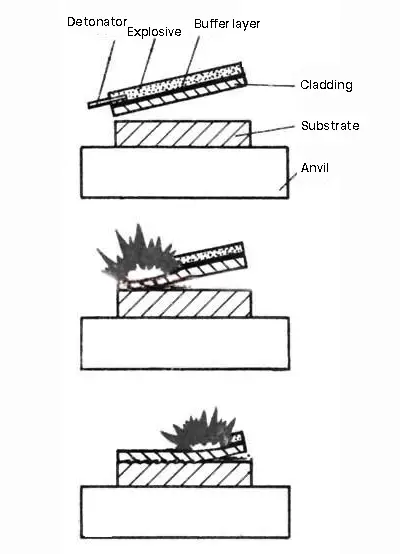
2.2.8 Soldagem explosiva
A soldagem explosiva é um método para realizar a soldagem usando a força de impacto gerada pela explosão explosiva para causar a rápida colisão das peças de trabalho.
A soldagem explosiva também é um tipo de soldagem por pressão.
Para a soldagem de peças pequenas, podem ser usados o método paralelo e o método angular;
O método paralelo é frequentemente usado para soldagem de grandes áreas.
A lacuna entre as seções frontais das duas placas é muito grande, o que levará a uma aceleração excessiva da placa revestida e a uma energia de impacto excessiva, resultando em danos e rachaduras na borda da placa, reduzindo assim a área efetiva da placa revestida e consumindo a placa.
Vantagem da soldagem explosiva:
Pequeno investimento e baixo custo;
Especialmente adequado para metais diferentes e soldagem de grandes áreas;
O processo é simples, não é necessária nenhuma limpeza complexa e a aplicação é conveniente.
Desvantagem da soldagem explosiva:
Ele só pode ser usado para soldagem de estruturas planas ou cilíndricas;
A operação a céu aberto tem baixa mecanização e afeta o meio ambiente.
Aplicação de soldagem explosiva:
Adequado para a soldagem de metais diferentes, como alumínio, cobre, titânio, níquel, tântalo, aço inoxidável e aço carbono, alumínio e aço inoxidável. soldagem de cobre.
É amplamente utilizado para a soldagem de juntas de transição de barramento condutivo, tubos de trocadores de calor e chapas de tubos, além da fabricação de placas compostas de grande área.
3. Materiais de soldagem
O que é material de soldagem?
O nome geral dos materiais consumidos durante a soldagem é chamado de materiais de soldagemComo haste de soldagem, fio de soldagem, pó metálico, fluxo de soldagem, gás, etc.
Materiais de soldagem comuns
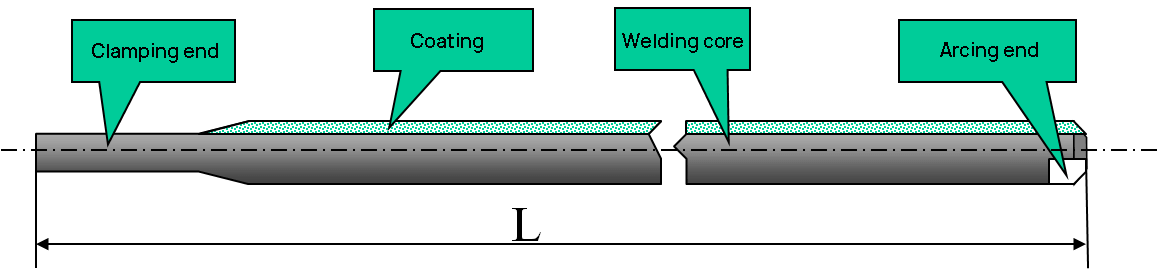
3.1 Vareta de solda
O eletrodo usado na soldagem a arco, que é revestido com um revestimento protetor, é chamado de "eletrodo".
O eletrodo é composto por um núcleo de soldagem e um revestimento.
1. Núcleo de soldagem
O núcleo do eletrodo, coberto pelo revestimento, é chamado de núcleo de soldagem.
O núcleo de solda tem duas finalidades: como eletrodo que conduz a corrente e como metal de adição que se une ao metal de base derretido para criar a solda.
2. Revestimento
O revestimento é uma camada aplicada à superfície do núcleo de soldagem depois que as matérias-primas, como pó de minério, pó de liga de ferro, matéria orgânica e produtos químicos, foram preparadas em uma proporção específica.
Função de revestimento:
1) Proteção mecânica (proteção combinada contra gás e escória)
O gás e a escória são usados para proteger o ar e evitar o contato entre as gotículas fundidas, o metal fundido e o ar.
A escória solidificada forma uma camada protetora sobre a superfície da solda, o que ajuda a evitar a oxidação e a nitretação do metal de solda de alta temperatura.
Esse processo remove elementos nocivos e adiciona elementos de liga.
3) Melhoria do desempenho do processo de soldagem (estabilização do arco)
O arco elétrico se inflama facilmente e queima de forma constante, resultando em menos respingos, um formato de solda de melhor aparência e escória fácil de remover. Esse processo é adequado para todas as posições de soldagem.
Composição do revestimento:
Nome
Efeito
Matérias-primas comuns
Estabilizador de arco
Contém materiais que são fáceis de ionizar, melhorando a estabilidade do arco
Carbonato de potássio, mármore, silicato de sódio, feldspato, rutilo, etc
Agente de investigação
Formação de escória para proteger o forno de fusão e o banho
Ilmenita, rutilo, mármore, quartzito, mica, etc.
Gaseificador
Gerar gás e isolar o ar para proteger a área de soldagem
Faça com que cada componente do revestimento se una e se una ao redor do núcleo
Silicato de sódio, silicato de sódio e potássio
Desoxidante
Reduzir a oxidabilidade do revestimento e da escória e remover o oxigênio do metal
Ferromanganês, ferrossilício, ferrotitânio e alumínio
Agente de liga
Os elementos que compensam a perda podem obter os ingredientes necessários para fazer com que a pele do medicamento tenha certa plasticidade, elasticidade e fluidez
Liga de ferro ou pó metálico, como ferromanganês, ferrossilício, ferromolibdênio, ferrotitânio, etc.
Formante
O revestimento tem certa plasticidade, elasticidade e fluidez, o que é conveniente para a prensagem do eletrodo e torna a superfície lisa sem rachaduras
Lama branca, mica, titânio dióxido de carbono, dextrina, etc
(1) Há vários ácidos óxidos presentes na pele do medicamento, incluindo FeO, SiO2e TiO2entre outros.
(2) A capacidade de processamento é boa, e a formação da solda é atraente, com ondulações finas.
(3) A escória apresenta forte oxidação.
(4) Funciona com alimentação CA e CC.
b. Eletrodo básico (eletrodo de baixo hidrogênio)
Ccaracterística:
(1) A pele do medicamento contém níveis mais altos de óxidos alcalinos, como o mármore (CaCO3) e fluorita (CaF2).
(2) Durante a soldagem, o CO2 e HF são produzidos, o que diminui o teor de hidrogênio na solda, o que lhe rendeu o apelido de "eletrodo de baixo hidrogênio".
(3) A solda é caracterizada por sua alta plasticidade e tenacidade, embora sua processabilidade e formato não sejam tão bons quanto os do eletrodo ácido. Normalmente, é usada uma conexão reversa CC.
2) Classificação de acordo com o uso das hastes de soldagem
Eletrodos de aço estrutural, eletrodos de aço resistente ao calor, eletrodos de aço inoxidável, eletrodos de revestimento, eletrodos de aço de baixa temperatura, eletrodos de ferro fundido, eletrodos de níquel e ligas de níquel, eletrodos de cobre e ligas de cobre, eletrodos de alumínio e ligas de alumínio e eletrodos para fins especiais.
3) Classificação de acordo com a composição química da pele do medicamento
Eletrodo de óxido de titânio, eletrodo de titanato de cálcio, eletrodo de ilmenita, eletrodo de óxido de ferro, eletrodo de celulose, eletrodo de baixo hidrogênio, eletrodo de grafite e eletrodo de base.
Modelo
O tipo de Vareta de solda é determinado com base no padrão nacional para hastes de soldagem e é um meio de expressar as características primárias da haste de soldagem por reação.
O modelo de vareta de solda inclui os seguintes significados: tipo de vareta de solda, características da vareta de solda (tipo de metal de núcleo, temperatura de serviço, composição química do metal depositado, resistência à tração, etc.), tipo de revestimento e potência de soldagem fonte.
Grau
O grau da haste de soldagem refere-se à classificação específica dos produtos de haste de soldagem com base em seu uso pretendido e características de desempenho.
Os tipos de eletrodos de soldagem são categorizados em dez grupos, incluindo eletrodos de aço estrutural, eletrodos de aço resistente ao calor, eletrodos de aço inoxidável, entre outros.
Como determinar se a haste de solda usada é razoável?
Para determinar a adequação da seleção da haste de soldagem, ela deve ser avaliada com base em seus indicadores de desempenho técnico.
Índice de desempenho do processo
1) Estabilidade do arco
O arco é fácil de acender, e o grau de combustão estável (sem quebra de arco, desvio, sopro de polarização magnética, etc.) é mantido.
2) Formação da solda
Uma boa conformação significa que a superfície é lisa, a ondulação é fina e bonita, e a forma geométrica e o tamanho da solda estão corretos.
3) Adaptabilidade de soldagem em várias posições
Adaptabilidade de soldagem em todas as posições - todos os eletrodos podem ser usados para soldagem plana, mas alguns eletrodos não são adequados para soldagem horizontal, vertical e soldagem suspensaPortanto, seu desempenho de soldagem em todas as posições é ruim.
4) Respingos
As partículas de metal que saem da gota ou da poça de fusão durante a soldagem são chamadas de respingos.
Taxa de respingos = massa de respingos/(qualidade da haste de soldagem antes da soldagem - qualidade da haste de soldagem após a soldagem)*100%
5) Propriedade de desescalonamento
Refere-se à dificuldade de remover cascas de escória da superfície da solda após a soldagem.
6) Velocidade de fusão da haste de soldagem
Refere-se à qualidade e ao comprimento do núcleo fundido em uma unidade de tempo quando o eletrodo é aplicado; relativamente falando, quanto maior a velocidade de fusão, melhor.
7) Vermelhidão do revestimento do eletrodo
Isso se refere ao fenômeno de que, quando o eletrodo é usado na segunda metade, o revestimento fica vermelho, rachado ou cai devido à alta temperatura do revestimento.
8) Fumaça de soldagem
Princípio de seleção da haste de soldagem
a. O princípio da resistência igual afirma que a resistência à tração do metal depositado pelo eletrodo escolhido deve ser igual ou semelhante à do metal de base que está sendo soldado.
b. O Princípio da Dureza Igual afirma que a dureza do metal depositado pelo eletrodo escolhido deve ser igual ou semelhante à do metal de base que está sendo soldado.
c. O Princípio da Composição Igual afirma que a composição química do metal depositado a partir do eletrodo escolhido deve estar em conformidade ou próxima à do metal de base.
Uso e armazenamento da vareta de solda
1. Secagem da vareta de solda
A vareta de solda é propensa a absorver umidade da atmosfera, o que pode afetar negativamente seu desempenho e a qualidade da solda.
Portanto, é importante secar a vareta de solda (especialmente as varetas de solda alcalinas) antes do uso.
Normalmente, a temperatura de secagem de um eletrodo ácido está entre 75 e 150 °C, e ele deve ser mantido nessa temperatura por 1 a 2 horas.
Para um eletrodo alcalino, a temperatura de secagem deve estar entre 350 e 400 °C, e ele deve ser mantido nessa temperatura por 1 a 2 horas.
É importante observar que o tempo de secagem cumulativo das varetas de soldagem não deve exceder 3.
2. Armazenamento de varetas de solda
1) As varetas de soldagem devem ser organizadas e armazenadas por tipo, modelo e especificações para evitar confusão.
2) A área de armazenamento deve ser bem ventilada e mantida seca.
3) Os eletrodos com baixo teor de hidrogênio, que são essenciais para estruturas de soldagem críticas, devem ser armazenados em um depósito exclusivo com temperatura acima de 5°C e umidade relativa não superior a 60%.
4) Para proteger contra danos causados pela umidade, as varetas de soldagem devem ser colocadas em um rack de madeira com uma distância mínima de 0,3 metro do chão e das paredes.
3.2 Arame de solda
O campo da soldagem tem visto avanços contínuos na tecnologia, levando a um aumento na mecanização e na automação. Isso resultou em uma maior eficiência de produção, melhor qualidade da soldageme melhores condições de trabalho.
Para avançar ainda mais na mecanização e automação da soldagem, os fios de soldagem são utilizados como material de soldagem.
Como são chamados os arames de soldagem em termos de materiais de soldagem?
O arame usado como metal de enchimento ou para conduzir eletricidade durante a soldagem é chamado de arame de soldagem.
Classificação dos fios de soldagem
a. Classificação de acordo com o método de fabricação e o formato do arame de solda
Ele pode ser dividido em fio sólido e fio com núcleo de fluxo.
b. Classificação de acordo com o método de soldagem aplicável
Ele pode ser dividido em arame de soldagem por arco submerso, soldagem com proteção gasosa arame, arame de soldagem por eletroescória, arame de soldagem de revestimento e arame de soldagem a gás.
c. Classificação de acordo com as propriedades dos materiais metálicos a serem soldados
Ele pode ser dividido em fio de solda de aço carbono, fio de solda de aço de baixa liga, fio de solda de aço inoxidável, fio de solda de liga à base de níquel, fio de solda de ferro fundido e fio de solda de liga especial.
d. Classificado por revestimento de cobre ou não
Fio revestido de cobre e fio não revestido de cobre.
1. Que tipo de arame de solda é chamado de arame de solda sólido?
O fio é puxado diretamente para o diâmetro do fio alvo. O arame de soldagem sem pó é chamado de arame de soldagem sólido.
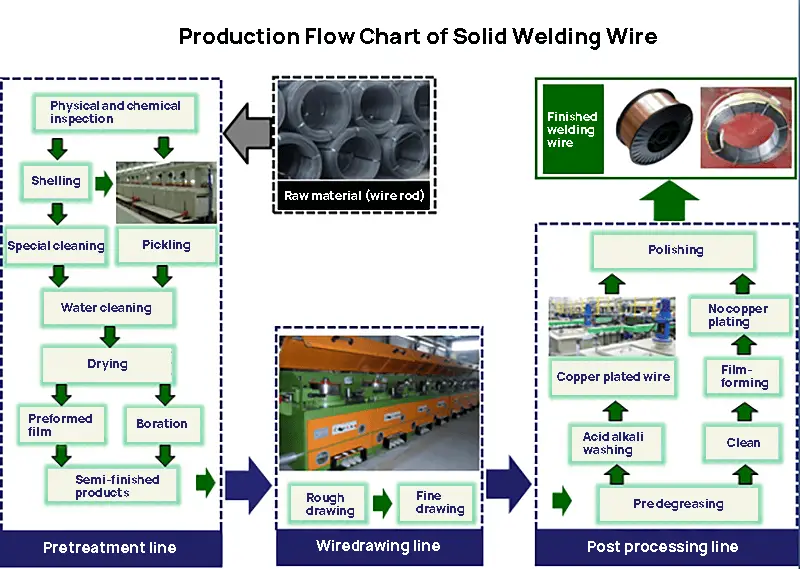
1.1 Processo de produção do fio de solda sólido
1.2 Modelo de fio de solda sólido
1.3 Marca do fio de solda sólido
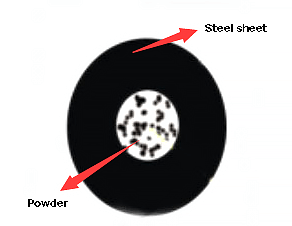
2. Que tipo de arame de solda é fluxado?
A tira fina de aço é laminada em diferentes formas seccionais, preenchida com pó e, em seguida, estirada em um tipo de fio de solda chamado fio fluxado.
O pó preenchido é chamado de núcleo, e seu efeito é semelhante ao do revestimento do eletrodo.
2.1 Modelo de fio fluxado
2.2 Marca do fio fluxado
De acordo com a estrutura do fio, o fio fluxado pode ser dividido em: com costura e sem costura.
O fio fluxado sem costura pode ser revestido de cobre, com bom desempenho e baixo custo, o que se tornou a direção do desenvolvimento no futuro.
2.3 Processo de produção do fio fluxado
Para a produção de fio fluxado com costura, o "método de tira de aço" é comumente usado;
Para a produção de fio fluxado sem costura, o "método de tubo de aço" é comumente usado.
a. Método da tira de aço
b. Método do tubo de aço
3. Vantagens e desvantagens do fio fluxado (em comparação com o fio sólido)
Vantagens:
Pequenos respingos, velocidade de deposição rápida e alta eficiência de produção.
Soldagem de vários aços com grande capacidade de adaptação.
Bom desempenho do processo e uma bela formação de solda.
Uma grande corrente de soldagem pode ser usada para soldar em todas as posições.
A superfície do arame de solda é propensa a enferrujar e o pó é suscetível à absorção de umidade.
A alimentação do arame durante o processo de soldagem é mais desafiadora em comparação com o uso de arame sólido, resultando em uma grande quantidade de fumaça.
3.3 Fluxo
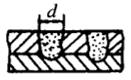
Esta imagem mostra o processo de soldagem por arco submerso.
Você notou a "areia" na parte superior?
É um material de soldagem essencial, conhecido como fluxo, no processo de soldagem por arco submerso.
O que é fluxo?
O fluxo é um material granular que derrete para formar escória e gás durante a soldagem e desempenha um papel protetor e metalúrgico no metal fundido.
Ele pode ser classificado em três tipos: Arco submerso Fluxo de soldaFluxo de soldagem por eletroescória e Fluxo de revestimento.
(2) Classificação por método de fabricação
Ele pode ser dividido em duas categorias: Fluxo de fundição e Fluxo de não-fusão.
(3) Classificação por alcalinidade da escória
Ele pode ser classificado em três categorias: Fluxo Ácido, Fluxo Neutro e Fluxo Básico.
a. Fluxo de fusão
O fluxo é criado pela fusão de vários ingredientes em uma proporção precisa em um forno. A mistura é então granulada, seca e peneirada enquanto é resfriada com água.
Ccaracterística:
1) Não é difícil absorver umidade e, normalmente, não requer secagem antes do uso.
2) O fluxo que não derreteu pode ser utilizado novamente.
3) Após ser derretido, ele é resfriado rapidamente, geralmente assumindo a forma de vidro.
4) Somente uma quantidade limitada de elementos de liga pode ser adicionada ao fluxo na poça de fusão, pois uma grande quantidade não pode ser transferida.
Fluxo de fusão
Principais componentes:
SiO2:40~44%;
MnO:32~38%;
CaF2:3~7%;
CaO:≤8%.
b. Fluxo não fundido
O fluxo que não derrete é obtido pela mistura de vários pós de acordo com uma fórmula específica, pela adição de um aglutinante para formar partículas de um tamanho específico e, em seguida, pelo cozimento ou sinterização.
O fluxo de ligação é um tipo de fluxo que é cozido em baixas temperaturas (abaixo de 400 ℃).
O fluxo sinterizado, por outro lado, é produzido pela sinterização do fluxo em altas temperaturas (700 a 1.000 ℃).
Ccaracterística:
1) A absorção de umidade é relativamente alta e deve ser ressecada antes do uso.
2) Fácil de fabricar e altamente aplicável.
Fluxo sinterizado
Componente essencial(SJ101):SJ102
SiO2+TiO2:20~30% , 10~15%
CaO+MgO:25~35%, 35~45%
Al2O3+MnO:20~30%, 15~25%
CaF2:15~25%, 20~30%
Classificação de acordo com a alcalinidade da escória:
(1) Fluxo ácido (alcalinidade B<1,0)
A escória é composta principalmente de óxidos ácidos e tem excelente desempenho de soldagem, resultando em uma formação de solda visualmente atraente. No entanto, o metal de solda tem um alto teor de oxigênio, o que resulta em baixa resistência ao impacto em baixa temperatura.
(2) Fluxo neutro (alcalinidade 1,0 ~ 1,5)
A composição do metal depositado é semelhante à do arame de solda, com um teor reduzido de oxigênio no metal de solda.
(3) Fluxo alcalino (alcalinidade B>1,5)
Os principais componentes da escória são óxidos alcalinos e fluoreto de cálcio. O metal de solda é caracterizado por um baixo teor de oxigênio, alta resistência ao impacto e boas propriedades de tração.
3.4 Solda
Em projetos científicos e tecnológicos modernos e de ponta, como radiadores de aletas de placas de aeronaves, carcaças de foguetes, bicos de motores e outros, todos eles exigem alta precisão e nitidez e não toleram defeitos. Quase todos os produtos devem ser de qualidade impecável.
Brasagem é amplamente utilizada nesses campos devido às suas vantagens de baixo impacto térmico, alta precisão, ampla aplicabilidade e alta eficiência de soldagem. Ela permite a conexão de peças múltiplas, complexas e de alta precisão.
O metal de enchimento para brasagem desempenha um papel crucial na processo de brasagem.
Para realizar a combinação de dois materiais (ou peças), o material de enchimento adicionado na lacuna ou ao lado dela é chamado de metal de enchimento.
1. Quais são os requisitos para o metal de adição?
(1) Um ponto de fusão adequado (várias dezenas de graus abaixo do metal de base);
(2) Excelente molhabilidade;
(3) Completamente dissolvido e integrado ao metal de base;
(4) Uma composição uniforme e estável;
(5) É econômico e seguro (contém menos metais preciosos e metais tóxicos).
2. Classificação dos metais de adição
1) Classificação por ponto de fusão
"Solda macia" (também conhecida como "solda fusível") refere-se a soldas com pontos de fusão inferiores a 450 °C, incluindo solda de estanho-chumbo, solda de cádmio-prata e solda de chumbo-prata, entre outras.
"Metal de enchimento para brasagem" (também chamado de "metal de enchimento refratário") refere-se a enchimentos para brasagem com pontos de fusão superiores a 450 °C, incluindo enchimentos para brasagem à base de alumínio, cobre, prata e níquel, entre outros.
2) Classificação por componentes químicos principais
De acordo com os principais elementos metálicos de solda, é chamada de solda de base ×, como solda de base de brasagem, solda de base de zinco, etc.
3) Classificar por forma
Ela pode ser dividida em fio, haste, folha, alumínio, pó ou solda com formato especial (como solda anular ou solda em pasta).
3. Aplicação do metal de adição
(1) Solda macia
É usado principalmente para soldar peças de trabalho com baixa tensão e baixas temperaturas de operação, como a conexão de vários fios elétricos e instrumentos de solda, componentes de instrumentos e outros circuitos eletrônicos.
(2) Metal de enchimento para brasagem
É usado principalmente para soldar peças de trabalho com grande força e alta temperatura de trabalho, como quadro de bicicleta, cortador de carboneto, perfuração bit e outras peças mecânicas.
3.5 Fluxo
Para obter uma melhor junta de soldaPara que o fluxo de brasagem seja adequado, é necessário combinar razoavelmente o fluxo de brasagem de acordo com os diferentes metais de adição de brasagem para uso conjunto como materiais de soldagem no processo de brasagem.
1. O que é fluxo?
O fluxo usado na brasagem é chamado de fluxo de brasagem, incluindo pasta, pó, etc.
2. Qual é a função do fluxo?
1) Remova as camadas de óxido da superfície da solda e do metal de base.
2) Aumentar a capacidade da solda líquida de molhar as soldas.
3) Evitar que a solda e a solda líquida sejam oxidadas durante o processo de brasagem.
3. Requisitos para o fluxo
1) Certifique-se de que haja capacidade suficiente para eliminar os óxidos da superfície do metal de base e do metal de adição.
2) O ponto de fusão do fluxo de brasagem e a temperatura mínima ativa devem ser inferiores ao ponto de fusão do metal de adição para brasagem.
5) O fluxo e seus resíduos devem apresentar corrosão mínima na solda e no metal de base e devem ser facilmente removíveis.
4. Classificação do fluxo
1) Fluxo de solda suave
O fluxo de solda usado para brasagem em temperaturas abaixo de 450 ℃ pode ser dividido em dois tipos: inorgânico e orgânico.
a. Solda macia inorgânica (solda macia corrosiva) - É composta de sais inorgânicos e ácidos e tem forte atividade química e estabilidade térmica. Esse tipo de solda promove o umedecimento da solda líquida no metal base de forma eficaz, mas seu resíduo tem um forte efeito corrosivo.
b. Fluxo de solda orgânico (Fluxo de solda não corrosivo) - Sua atividade química é relativamente fraca e não corrói o metal de base. Exemplos de fluxos de solda não corrosivos incluem colofônia, amina e haletos orgânicos.
2) Fluxo de brasagem
O fluxo usado para brasagem em temperaturas acima de 450 ℃ tem alta viscosidade e requer ativação em alta temperatura.
Ele deve ser usado em temperaturas acima de 800 ℃, e seus resíduos são difíceis de remover.
Os fluxos de brasagem comuns incluem bórax, ácido bórico e suas misturas. A adição de fluoreto e cloreto de metais alcalinos e alcalino-terrosos aos boretos pode melhorar a molhabilidade dos fluxos de brasagem de bórax e ácido bórico, aprimorar a remoção de óxido e reduzir a temperatura de fusão e ativação dos fluxos de brasagem.
3,6 Gás
Gás de soldagem refere-se principalmente ao gás de proteção utilizado nos processos de soldagem com proteção gasosa, como a soldagem com proteção gasosa de CO2 e a soldagem com proteção gasosa inerte, bem como o gás usado na soldagem e no corte a gás.
Ao soldar, o gás de proteção serve não apenas como um meio de proteção para a área de soldagem, mas também como o meio de gás que gera o arco.
Soldagem a gás e o corte são normalmente realizados usando uma chama de alta temperatura gerada pela combustão de gás, que fornece uma fonte concentrada de calor.
1. Gás de proteção comum
Gás emocional
Gás molecular
Gás composto
Argônio, amônia
Oxigênio, nitrogênio, hidrogênio
dióxido de carbono
2. Gás comum para soldagem e corte a gás
Ou seja, o gás de apoio à combustão (O2) e gás combustível (acetileno C2H2).
3. Características e usos dos gases de soldagem comuns
Gás
Símbolo
Principais propriedades
Aplicação em soldagem
dióxido de carbono
CO2
Ele tem propriedades químicas estáveis, não queima nem suporta combustão, pode ser decomposto em C0 e 0 em alta temperatura e tem certa oxidabilidade a metais. Ele pode liquefazer o CO2 líquido, absorver muito calor ao evaporar e se solidificar em CO2 sólido, comumente conhecido como gelo seco
O fio de soldagem pode ser usado como gás de proteção durante a soldagem, como a soldagem com proteção de gás CO2 e a soldagem com proteção de gás C02+O2, C02+A e outros gases mistos
argônio
Ar
Gás emocional, não ativo em propriedades químicas, não reage com outros elementos em temperatura ambiente e alta temperatura
Como gás de proteção para proteção mecânica durante a soldagem a arco, soldagem a plasma e corte
oxigênio
O2
Gás incolor, suporte de combustão, muito ativo sob alta temperatura, combinado diretamente com vários elementos. Durante a soldagem, o oxigênio oxidará elementos metálicos quando entra na poça de fusão, o que terá um papel prejudicial
Pode atingir temperaturas extremamente altas quando misturado com gás combustível para soldagem e corte, como a chama de oxigênio-acetileno e a chama de hidrogênio-oxigênio. Misture com argônio, dióxido de carbono, etc. em proporção e realize a soldagem com proteção de gás misto
B rápido
CH2
Comumente conhecido como gás carbeto de cálcio, é menos solúvel em água, solúvel em álcool e amplamente solúvel em acetona. Ele se mistura com o ar e o oxigênio para formar uma mistura explosiva de gás. Ele queima em oxigênio e emite alta temperatura e luz forte
Pode queimar, não é ativo em temperatura normal e é muito ativo em alta temperatura. Pode ser usado como agente redutor para minérios metálicos e óxidos metálicos. Pode ser derretido em metal líquido durante a soldagem e precipitado durante o resfriamento, o que facilita a formação de poros
Na soldagem, pode ser usado como gás de proteção redutor, misturado com oxigênio para combustão, e pode ser usado como fonte de calor para soldagem a gás
nitrogênio
N2
A propriedade química não é ativa e pode ser combinada diretamente com hidrogênio e oxigênio em alta temperatura. É prejudicial entrar na poça de fusão durante a soldagem. Ele não reage basicamente com o cobre e pode ser usado como gás de proteção
Durante a soldagem a arco com nitrogênio, o nitrogênio é usado como gás de proteção para soldar cobre e aço inoxidável. O nitrogênio também é comumente usado em plasma corte em arco como o gás protetor externo
A entrada de calor da solda de topo é maior do que a do Ar puro
N2
99,91Pureza do TP3T
alta
diferença
diferença
Produzem porosidade e nitreto no aço
Plano
–
4. Aplicação de gás misto na soldagem
1)Ar + He
Ele pode melhorar penetração da solda, diminuir a porosidade e aumentar a eficiência da produção.
Ele pode ser usado em cobre, alumínio e suas ligas, bem como em titânio, zircônio e outros metais.
2)Ar + H2
A adição de hidrogênio pode elevar a temperatura do arco, aumentar a entrada de calor no metal de base e reduzir a formação de porosidade de CO.
O gás misturado é um agente redutor e é ideal para soldar níquel e suas ligas, bem como tubos de aço inoxidável.
3)Ar + N2
Para aumentar a temperatura do arco, você deve adicionar N2. Uma pequena adição de N2 pode aumentar a rigidez do arco e melhorar a formação da solda.
Essa técnica é adequada para a soldagem de metais não ferrosos, como cobre e alumínio.
4)Ar + O2
O teor de oxigênio em Ar+O2 (baixo teor) está na faixa de 1-5%, o que aumenta a molhabilidade da solução, minimiza a porosidade e estabiliza o arco. Esse método é adequado para soldagem de aço inoxidávelincluindo aço de baixo carbono e aço de baixa liga.
Ar+O2 (alto teor) tem um teor de oxigênio de aproximadamente 20%, o que aumenta a eficiência da produção, reduz a porosidade e melhora a resistência ao impacto das soldas. Esse método é apropriado para soldar aço carbono e aço estrutural de baixa liga.
5)Ar + CO2
Arco estável, respingos mínimos, transferência de spray axial simples de obter, ótima formação de solda e uma ampla gama de aplicações (adequado tanto para transferência por spray quanto por curto-circuito).
6)Ar + CO2 + O2
Foi confirmado que a mistura de gás ideal para a soldagem de metais de baixo carbono e baixo liga de aço é 80% Argônio, 15% Dióxido de Carbono e 5% Oxigênio. Essa mistura proporciona excelentes resultados em termos de formação de solda, qualidade da junta, transferência de metal e estabilidade do arco, e é altamente satisfatória.
7)CO2 + O2
Alta taxa de deposição, penetração profunda, baixo teor de hidrogênio no metal de solda, soldagem forte com especificações de alta corrente, arco estável e respingos mínimos.
Defeitos comuns de soldagem
1. Defeito de forma da solda (Fig. 6-1)
6-1
2. Tamanho de solda não qualificado (Fig. 6-2)
6-2
3. Corte inferior (Fig. 6-3)
6-3
Uma ranhura criada ao longo da ponta ou da raiz de uma solda.
1) Corrente de soldagem excessiva;
2) O arco de soldagem é muito longo;
3) O ângulo do eletrodo está incorreto.
4. Penetração incompleta (Fig. 6-4)
6-4
Penetração incompleta da raiz da junta durante a soldagem.
1) Tamanho incorreto da ranhura;
2) Seleção inadequada dos parâmetros do processo de soldagem;
3) O eletrodo se desvia do centro da ranhura ou o ângulo está incorreto.
5. Sem fusão (Fig. 6-5)
6-5
Fusão e união incompletas entre o metal de solda e o metal de base ou cordão de solda metal.
Uma depressão formada na extremidade de uma solda ou em uma junta.
7. Queimadura (Fig. 6-7)
6-7
Durante a soldagem, o metal fundido flui para fora da parte posterior da ranhura para formar a perfuração.
8. Sobreposição (Fig. 6-8)
Um nódulo de metal formado quando o metal fundido flui para o metal de base não fundido fora da solda.
9. Inclusão e inclusão de escória
Escória ou não metálico impurezas deixadas na solda após a soldagem.
10. Orifício de ar (Fig. 6-10)
Um orifício formado por gás que permanece na solda após a soldagem.
Fonte de gás que forma o poro:
1) Ar externo;
2) Umidade;
3) Contaminação e impurezas do óleo.
11. Trincas de solda (Fig. 6-11)
(1) De acordo com a posição de soldagem
(2) De acordo com a direção da rachadura
① A trinca longitudinal é paralela à solda
② Trinca transversal perpendicular à solda
(3) De acordo com as condições de geração de trincas
① Trinca quente Trinca próxima à temperatura de solidificação da solda e zona afetada pelo calor
② Uma trinca resfriada abaixo da temperatura de transformação martensítica
③ Rachadura de reaquecimento
④ Rachaduras em forma de escada ao longo da direção de laminação da placa devido ao rompimento lamelar
12. Respingo
Em CO2 a maior parte do metal derretido do arame de solda é transferida para o banho de solda, mas parte dele escapa e forma respingos. Ao usar arame de solda grosso para soldagem de CO2soldagem com proteção gasosa com parâmetros grandes, o respingo pode se tornar particularmente grave, com uma taxa tão alta quanto 20%.
Isso resulta em uma incapacidade de realizar a soldagem normal. Os respingos são prejudiciais, pois diminuem a eficiência da soldagem, afetam a qualidade da solda e criam condições de trabalho ruins.
Risco de respingos
A perda de respingos de metal em CO2 A soldagem com proteção gasosa pode ser responsável por algo entre 10% e 30-40% do metal derretido do arame de solda. A perda ideal é controlada para 2-4%.
Essa perda tem vários impactos negativos:
Isso aumenta o consumo de arame de solda e eletricidade, reduzindo a eficiência e aumentando os custos.
O metal espalhado pode obstruir o bocal de contato e o bocal, causando problemas de alimentação e prejudicando a estabilidade do arco, além de reduzir o efeito protetor do gás de proteção e a qualidade da solda.
O metal respingado deve ser limpo após a soldagem, o que aumenta o tempo total de trabalho.
Os respingos podem até queimar a roupa e a pele do soldador, tornando o ambiente de trabalho perigoso.
A prevenção e a redução de respingos de metal são considerações cruciais no controle de CO2 soldagem com proteção gasosa.
Há uma correlação entre a taxa de respingos e a corrente de soldagem para cada diâmetro de arame de soldagem na soldagem a arco de CO2. Na área de baixa corrente (área de transição de curto-circuito), a taxa de respingos é baixa. Quando a corrente entra na área de alta corrente (área de transição de partículas finas), a taxa de respingos diminui novamente. No entanto, a taxa de respingos é mais alta na área intermediária.
A taxa de respingos é baixa quando a corrente de soldagem é menor que 150A ou maior que 300A, e é alta entre esses dois valores. Para minimizar a taxa de respingos, é melhor evitar selecionar correntes de soldagem nessa área de alta taxa de respingos.
Uma vez determinada a corrente de soldagem, a tensão apropriada deve ser escolhida para garantir a menor taxa de respingos possível.
Ângulo da pistola de soldagem:
A quantidade de respingos é mínima quando a pistola de soldagem é mantida na vertical. À medida que o ângulo de inclinação da pinça aumenta, a taxa de respingos também aumenta. Recomenda-se não inclinar a pinça de soldagem para frente ou para trás em mais de 20 graus.
Comprimento de extensão do fio de solda:
A taxa de respingos também é afetada pelo comprimento da extensão do arame de soldagem. É melhor manter o comprimento do arame de solda o mais curto possível para minimizar os respingos.
(2) Selecione o material adequado do arame de solda e a composição do gás de proteção.
Por exemplo:
Para minimizar a geração de gás CO durante a soldagem, é recomendável selecionar arames de aço para soldagem com baixa teor de carbono o máximo possível.
A experiência mostra que quando o teor de carbono no fio de solda é reduzido para 0,04%, os respingos podem ser significativamente reduzidos.
Opte por um arame de solda tubular ao soldar.
O núcleo do fluxo no arame de solda tubular inclui desoxidantes e estabilizadores de arco, fornecendo proteção à junta de escória de gás, tornando o processo de soldagem mais estável e reduzindo significativamente os respingos. A taxa de respingos de metal do arame tubular é aproximadamente um terço da taxa do arame sólido.
(3) CO2 é usada como gás de proteção durante a soldagem de arco longo.
Embora a taxa de respingos possa ser reduzida por meio da seleção adequada dos parâmetros de especificação e do uso do método de arco submerso, a quantidade de respingos produzida ainda é significativa.
A incorporação de uma certa quantidade de gás argônio (Ar) ao dióxido de carbono (CO2) é o método mais eficaz para reduzir os respingos de metal causados pela soldagem excessiva de partículas.
As propriedades físicas e químicas do CO2 são alterados quando o argônio é adicionado à mistura.
À medida que a proporção de gás argônio aumenta, a quantidade de respingos diminui gradualmente.
O CO2O gás misturado +Ar não apenas reduz os respingos, mas também melhora a formação da solda, influenciando a penetração, a altura e o reforço da solda.
Quando o teor de argônio atinge 60%, o tamanho das gotículas de transferência pode ser visivelmente reduzido e é possível obter uma transferência uniforme de spray, melhorando assim as características de transferência de gotículas e reduzindo o respingo de metal.
Diagrama de defeitos de soldagem
1. Escala de solda
Método de reparo
Superfície da solda após a descalcificação
2. Orifício de ar
Método de reparo: Esmerilhar e remover a solda e soldar novamente.
3. Cratera com orifício de ar em forma de agulha
4. Orifício de ar (orifício de areia)
5. Cavidade de contração
6. Trinca na extremidade/trinca na solda
7. Aparência de soldas ruins
8. Sobreposição e flash
9. Rebaixo
10. Solda irregular
11. Aparência ruim
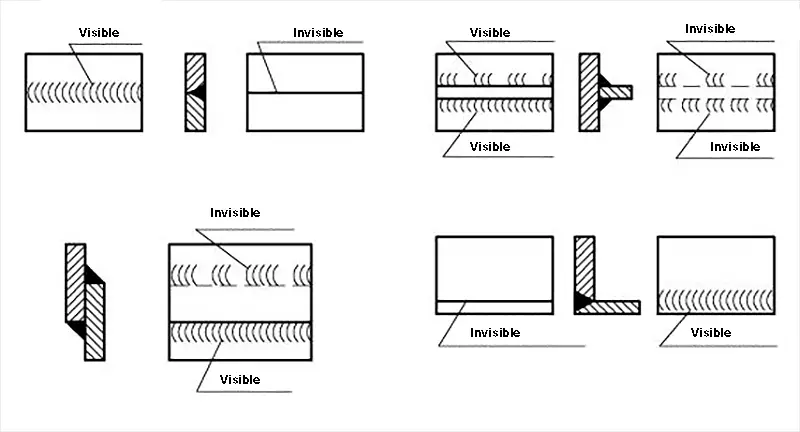
Símbolo e marca de solda
1. Símbolos básicos
O símbolo de solda é composto por um símbolo básico e uma linha de referência e, se necessário, por símbolos adicionais, símbolos suplementares e símbolos que indicam o tamanho da solda.
O símbolo básico representa a forma da seção transversal da solda e é semelhante ao símbolo para a forma da seção transversal da solda encontrado na Tabela 4-2.
2. Símbolos auxiliares e símbolos suplementares
Os símbolos auxiliares são símbolos que indicam as características da forma da superfície da solda. Esses símbolos podem ser omitidos se a especificação da forma da superfície da solda não for necessária.
Os símbolos suplementares são usados para complementar os símbolos que representam determinadas características da superfície da solda. Os métodos de representação desses símbolos são mostrados na Tabela 4-3.
3. Símbolo de tamanho da solda
Se o tamanho da solda precisar ser especificado durante o projeto ou a produção, ele será indicado pelo símbolo do tamanho da solda, conforme ilustrado na Tabela 4-4.
Tabela 4-3 Símbolos auxiliares e símbolos suplementares de soldas
Número de série
Nome
Tipo
Símbolo auxiliar
Explicar
1
Símbolo do avião
Indica que a superfície da solda está nivelada
2
Símbolo de depressão
Representa a depressão da superfície da solda
3
Símbolo em relevo
Indicando a protuberância da superfície da solda
Número de série
Nome
Tipo
Símbolo suplementar
Explicar
1
Símbolo com placa de apoio
Indica que há uma placa de apoio na parte inferior da solda
2
Símbolo de solda de três lados
É necessário que a direção de abertura do símbolo de solda de três lados seja basicamente consistente com a direção real da solda de três lados
3
Símbolo de solda periférica
Indica a soldagem ao redor da peça de trabalho
4
Símbolos do site
Indica a soldagem no local ou no canteiro de obras
Tabela 4-4 Símbolos de tamanho das soldas
Símbolo
Nome
Mapa de esboço
δ
Espessura da folha
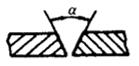
α
Ângulo da ranhura
b
Folga da bunda
p
Altura da borda romba
c
Largura da solda
K
Tamanho do filé
d
Diâmetro da pepita
S
Espessura efetiva da solda
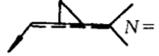
N
Símbolo do número de soldas idênticas
K
Tamanho do filé
R
Raio da raiz
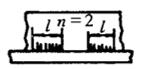
l
Comprimento da solda
n
Número de segmentos de solda
H
Profundidade da ranhura
h
Reforço de solda
β
Ângulo da face da ranhura
4. Líder
(1) A linha líder é composta por uma linha de seta com uma ponta de seta e duas linhas de referência (uma é uma linha sólida fina e a outra é uma linha pontilhada).
(2) A linha pontilhada pode estar localizada acima ou abaixo da linha sólida fina.
A linha de referência geralmente é paralela ao lado longo do bloco de título, mas também pode ser perpendicular ao lado longo do bloco de título, se necessário.
A linha da seta é desenhada usando uma linha sólida fina, e a seta aponta para a costura de solda relevante. Se necessário, a linha da seta pode ser dobrada uma vez.
Se for necessário descrever o método de soldagem, um símbolo de cauda pode ser adicionado ao final da linha de referência.
Fig. 4-1 Símbolo do líder da solda
5. Método de dimensionamento de soldas comuns
(1) As dimensões da seção transversal da solda estão marcadas no lado esquerdo do símbolo básico.
(2) As dimensões ao longo do comprimento da solda estão marcadas no lado direito do símbolo básico.
(3) O ângulo da ranhura (α), o ângulo da face da ranhura (β) e a folga da raiz (b) são marcados acima ou abaixo do símbolo básico.
(4) A mesma quantidade de solda e o mesmo código de método de soldagem são indicados na extremidade.
(5) Se houver uma grande quantidade de dados de dimensão a ser marcada e for difícil distinguir, os símbolos de dimensão correspondentes podem ser adicionados na frente dos dados para ajudar a esclarecer as informações.
Tabela 12-1 Símbolos de solda e métodos de marcação
Junta de solda e tipo de ranhura
O comum juntas soldadas são junta de topo, junta em T, junta de canto e junta sobreposta, conforme mostrado na figura.
A seleção de juntas soldadas baseia-se principalmente na estrutura da solda, na espessura da soldagem, nos requisitos de resistência da solda e nas condições em que a construção está sendo realizada.
Método de desenho de solda especificado
A linha formada após a soldagem das peças de trabalho é chamada de costura de solda.
Se for necessária uma representação simples da solda em um desenho, ela poderá ser representada usando uma vista, uma vista de seção ou um diagrama axonométrico.
O método específico de representar a solda em um desenho é mostrado na figura.
Tensão e deformação de soldagem
A soldagem estrutural sempre resulta em deformação e estresse na soldagem.
Durante o processo de soldagem, a deformação e a estresse interno gerados na soldagem que mudam com o tempo são chamados de deformação transitória e tensão de soldagem transitória, respectivamente.
A deformação e a tensão que permanecem na solda depois que a temperatura esfriou até a temperatura ambiente após a soldagem são conhecidas como deformação residual de soldagem e tensão residual de soldagem, respectivamente.
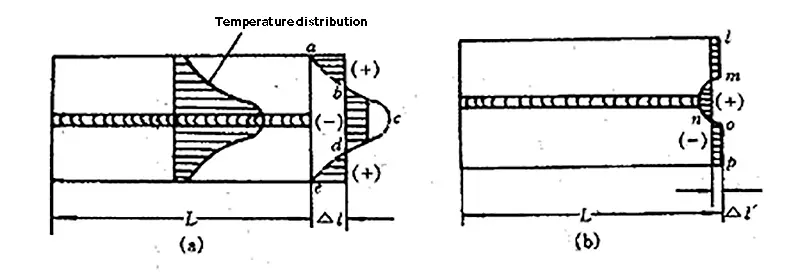
3.1 Causas da tensão e da deformação da soldagem
A causa principal da tensão e da deformação da solda é o aquecimento e o resfriamento irregulares da zona de solda.
Durante o processo de soldagem, a solda é aquecida localmente, causando deformação devido à característica de expansão e contração do metal.
No entanto, o chapa de aço é uma peça sólida, e essa expansão não pode ocorrer livremente.
O fim do chapa de aço só pode se expandir uniformemente em uma quantidade de Δι.
Tensão e deformação durante a soldagem de topo de uma placa plana
(a) Durante a soldagem; (b) Após a soldagem.
Durante o resfriamento, o metal próximo à solda passou por uma deformação plástica compressiva permanente durante a soldagem e também é restringido pelo metal em ambos os lados.
Para manter a consistência geral, Δι' é reduzido uniformemente, o que gera uma certa quantidade de tensão elástica na área da solda e uma certa quantidade de compressão elástica no metal em ambos os lados.
Como resultado, há tensão de tração na zona de solda e no metal ao redor, e há tensão de compressão no metal em ambos os lados.
A tensão no membro está em um estado de equilíbrio. É possível observar que, após soldagem de topo uma placa plana, o comprimento de Δι' é menor do que era antes da soldagem.
Ao mesmo tempo, a tensão de tração é gerada na zona de solda e o metal em ambos os lados, longe da solda, sofre tensão de compressão.
Em outras palavras, a tensão e a deformação da solda são mantidas à temperatura ambiente e são conhecidas como tensão e deformação residual da solda.
3.2 Distribuição, influência e eliminação da tensão residual da soldagem
A tensão de soldagem pode ser dividida em quatro categorias: tensão térmica, tensão de restrição, tensão de mudança de fase e tensão residual de soldagem. A tensão residual de soldagem costuma ser muito alta.
Em estruturas com solda espessa, a tensão residual da solda pode geralmente atingir o valor de resistência ao escoamento do material.
1. Classificação da tensão de soldagem
(1) Tensão longitudinal: Tensão ao longo do comprimento da solda.
(2) Tensão transversal: Tensão perpendicular ao comprimento da solda e paralela à superfície do componente.
(3) Tensão na direção da espessura: Tensão perpendicular ao comprimento da solda e à superfície do componente.
2. Distribuição da tensão residual da soldagem
(1) Tensão longitudinal da solda σ x
A tensão ao longo da direção longitudinal da solda é chamada de tensão longitudinal (σ x).
A tensão perpendicular à direção longitudinal da solda é chamada de tensão transversal (σ y).
Na zona de deformação plástica compressiva próxima à solda, a tensão longitudinal (σ x) é a tensão de tração, que normalmente pode chegar a resistência ao escoamento do material.
Distribuição das seções de solda
(2) Tensão transversal da solda
A figura ilustra a distribuição da tensão transversal (σy) em um solda de placa de um determinado comprimento.
σy é a tensão de tração na solda e a zona de deformação plástica compressiva próxima à solda, enquanto as duas extremidades sofrem tensão compressiva.
Quanto mais longe do centro da solda, mais rapidamente σy diminui.
Além das tensões longitudinais e transversais, há também tensões ao longo da direção da espessura em estruturas soldadas com chapas grossas.
A distribuição de tensão nas três direções é altamente desigual na direção da espessura.
A soldagem por eletroescória de chapas grossas resulta em três tensões axiais de tração no centro da solda, que aumentam com o aumento da espessura da chapa, mas a superfície sofre tensões de compressão.
3. Efeito da tensão residual da soldagem
(1) Impacto na resistência e estabilidade das peças de compressão
Quando o componente estiver sob carga de tração, a tensão residual da soldagem será adicionada à tensão da carga, afetando a resistência do componente.
(2) Influência na fratura frágil dos componentes
O aumento da tensão nominal do componente, combinado com a diminuição da resistência do material na área da junta de soldagem e a presença de defeitos de soldagemA presença de uma carga externa baixa, como o uso de um tubo de aço, aumentará a probabilidade de fratura frágil sob cargas externas baixas.
A tensão residual de tração na zona de solda pode aumentar o valor médio da tensão de tração da estrutura e reduzir sua vida útil à fadiga.
(4) Impacto na precisão da usinagem e na estabilidade dimensional das soldas
(5) Efeito na propagação de rachaduras
Ao avaliar o estado da trinca na zona de soldagem, a tensão residual da soldagem deve ser levada em consideração.
Ao calcular o fator de intensidade de tensão (KI) que impulsiona o crescimento da trinca, o tensão residual (σr) é levado em conta usando a tensão de tração equivalente (σ3), que representa a contribuição da tensão residual para o crescimento da trinca:
σ3 = αrσr
Onde σr está relacionado ao tipo de trinca (trinca passante, trinca enterrada, trinca de superfície) e à direção da trinca (trincas paralelas à linha de fusão, trincas perpendiculares à linha de fusão e filetes). rachaduras de solda).
4. Medidas e métodos para reduzir e eliminar a tensão residual da soldagem
(1) A chave para reduzir a tensão de soldagem no projeto é organizar adequadamente as soldas para evitar a sobreposição de tensão e reduzir a tensão de pico.
① Minimize o número de soldas e reduza o tamanho e o comprimento das soldas.
② As soldas devem ter espaçamento suficiente e evitar o cruzamento o máximo possível para evitar tensões tridimensionais complexas.
③ As soldas não devem estar localizadas em áreas com alta tensão e mudanças bruscas na seção transversal para evitar a concentração de tensão.
④ Deve-se usar a junta do tipo mesa, mais flexível, e flangeamento deve substituir o tubo de inserção.
Dois métodos de emenda de vasos esféricos (a) Soldas escalonadas; (b) Interseção de solda
(2) Técnicas para reduzir o estresse da soldagem no processo
Adote uma sequência e direção de soldagem razoáveis e realize a maioria das soldas com menos rigidez.
② Minimize a diferença de temperatura entre a área de soldagem e toda a estrutura para reduzir o estresse interno da soldagem. Use pré-aquecimento geral e baixa energia linear.
③ Utilize a solda com martelo para reduzir a tensão e a deformação da solda.
④ Diminua o conteúdo de hidrogênio e elimine o hidrogênio.
(3) O método para eliminar a tensão residual envolve principalmente a eliminação da tensão residual após a soldagem. Para caldeiras e vasos de pressão com uma espessura de componente de pressão superior a um determinado tamanho, é necessário um tratamento térmico pós-soldagem para eliminar estresse interno.
Em geral, a soldagem causa deformação da peça de trabalho. Se a deformação exceder o limite aceitável, isso afetará a funcionalidade.
A principal causa da deformação é o aquecimento e o resfriamento irregulares da solda durante a soldagem.
Durante a soldagem, a solda é aquecida apenas em áreas locais, mas o metal na área aquecida não pode se expandir livremente devido ao metal com temperatura mais baixa ao seu redor.
Ao esfriar, não pode encolher livremente devido à contenção pelo metal ao redor.
Como resultado, essa parte do metal aquecido sofre tensão de tração, enquanto outras partes do metal sofrem tensão de compressão em equilíbrio com ela.
Quando essas tensões excedem o limite de escoamento do metal, ocorre a deformação da solda.
As rachaduras aparecem quando o limite de resistência do metal é excedido.
3.3 Formas, fatores de influência e métodos de controle da deformação da soldagem
1. Formas de deformação de soldagem
As formas de deformação da solda podem ser variadas. As formas mais comuns são cinco formas básicas ou combinações dessas formas.
Formas básicas de deformação de soldagem
A Figura (a) ilustra a deformação de contração longitudinal e transversal em uma placa plana após a solda de topo;
A Figura (b) ilustra a deformação angular em uma placa plana após o acoplamento;
A Figura (c) ilustra a deformação de flexão causada pelo desvio do arranjo de soldagem em um cilindro do eixo central da soldagem;
A Figura (d) ilustra a deformação ondulada em uma solda de parede fina após a soldagem.
Além disso, as estruturas viga-coluna são suscetíveis à distorção durante a soldagem.
A deformação por contração e a deformação por flexão são formas de deformação geral, enquanto as outras formas são consideradas deformação local.
2. Fatores que influenciam a deformação da solda
(1) O efeito da posição da solda na deformação da solda
Quando as soldas são dispostas simetricamente na estrutura, ocorre apenas o encurtamento longitudinal e transversal. Entretanto, se as soldas estiverem dispostas assimetricamente na estrutura, ocorrerá deformação por flexão. A deformação angular ocorrerá quando o centro de gravidade da seção da solda se desviar do centro de gravidade da seção da junta.
(2) Influência da rigidez estrutural
Sob a mesma força, as estruturas com grande rigidez têm menos deformação, enquanto as estruturas com baixa rigidez têm mais deformação. A deformação da solda é sempre realizada na direção com a menor restrição de rigidez estrutural ou de soldagem.
(3) Efeito da sequência de montagem e soldagem
A restrição de rigidez ao soldar uma tira de solda depende do procedimento de montagem e soldagem. Para estruturas com seções e soldas simétricas, pode ser usado um método de primeira montagem em um todo. Para estruturas de solda complexas, devido às várias soldas, a deformação causada por cada solda afeta as outras soldas, dificultando o controle. Portanto, um procedimento de montagem parcial, soldagem, remontagem e nova soldagem deve ser adotado para controlar a deformação geral da soldagem.
(4) Outros fatores influentes
A deformação também está intimamente relacionada ao tipo de ranhura, à folga de montagem, às especificações de soldagem e ao método de soldagem.
3. Métodos para controlar a deformação da soldagem
Para controlar e minimizar a deformação da solda, é essencial adotar esquemas de projeto e medidas de processo adequados.
(1) Reduzir ao máximo o número, o comprimento e o tamanho das soldas e, ao mesmo tempo, garantir um projeto razoável para a capacidade de suporte.
Organize a posição das soldas de maneira razoável, de modo que todas as soldas na estrutura sejam simétricas ou o mais próximo possível do eixo neutro da seção. Isso ajudará a reduzir a deformação da solda.
(2) Medidas de processo necessárias:
① Reserva de tolerância ao encolhimento:
Ao preparar a peça de trabalho, adicione uma margem de contração adequada.
Normalmente, a contração longitudinal da solda é calculada com base no comprimento da solda e depende de fatores como ranhura, tipo de junta e espessura da chapa.
② Método de deformação reversa:
Use a experiência ou métodos de cálculo para determinar o método de deformação reversa.
Antes da soldagem, é fundamental avaliar o tamanho e a direção da possível deformação da peça de trabalho. Para evitar a deformação residual, coloque a solda na direção oposta à da deformação ou aplique uma deformação artificial previamente durante a montagem. O controle adequado ajudará a garantir que a peça de trabalho atinja a forma correta.
Controle antideformação da solda de topo de placas de aço de 8 a 12 mm de espessura
③ Selecione métodos e especificações de soldagem apropriados:
Utilize fontes de calor com concentração de energia e métodos de soldagem rápida para reduzir a deformação.
④ Sequência ideal de montagem e soldagem:
Dividir a estrutura grande em partes menores, montar e soldar cada parte separadamente e, em seguida, unir as partes em um todo completo.
⑤ Fixação robusta:
Fixe e prenda a estrutura antes da soldagem para reduzir a deformação devido a restrições externas. No entanto, as estruturas rígidas fixação pode impedir o encolhimento livre da solda, levando a uma alta tensão interna no componente.
Portanto, é fundamental selecionar cuidadosamente o material e a estrutura da solda.
⑥ Use uma sequência de soldagem razoável
4. Correção da deformação da solda
Apesar da adoção de métodos de controle de deformação, ainda é um desafio evitar a deformação após a soldagem. Quando a deformação da solda ultrapassa os limites especificados nos requisitos técnicos do produto, é necessário realizar a correção pós-soldagem para atender aos padrões de qualidade do produto.
O objetivo da correção é induzir uma nova deformação nos componentes de soldagem para neutralizar a deformação que ocorreu durante a soldagem. Entretanto, o processo de correção geralmente aumenta a tensão interna nos componentes.
Para evitar fraturas locais durante a correção, é aconselhável aliviar tensão residual de soldagem antes de corrigir a deformação. Isso ajudará a garantir a integridade e a estabilidade do componente.
Métodos comuns de correção mecânica e por chama na produção:
(1) Método de correção mecânica:
O método de correção mecânica envolve o uso de pressão mecânica ou martelamento a frio para produzir deformação plástica e corrigir a deformação da solda.
(2) Método de correção de chama:
O método de correção por chama usa a contração causada pelo aquecimento local com uma chama para neutralizar o alongamento e a deformação na área afetada. É fundamental identificar corretamente a posição de aquecimento, e a temperatura de aquecimento para a correção por chama normalmente fica entre 600 e 800°C.
Correção da deformação da soldagem de vigas em T por meio de aquecimento por chama
Correção da deformação do arco superior
Correção da deformação angular
(3) Preste atenção especial ao tipo de aço durante a correção:
Ao realizar a correção, é importante estar atento aos tipo de aço sendo usado:
Evite o uso de martelamento em equipamentos resistentes à corrosão para evitar a corrosão por estresse.
Aços com tendência a corrosão intergranular e o alto endurecimento não devem ser corrigidos com a correção por chama.
Para aços de alta resistência com alta tendência a trincas a frio, é melhor minimizar o uso de métodos mecânicos, pois eles podem facilmente causar endurecimento por trabalho a frio.
Elementos e especificações do processo de soldagem
Tecnologia de soldagem é um fator essencial para garantir a qualidade das juntas soldadas. Em um ambiente de fabricação, os elementos do processo de soldagem são descritos nas diretrizes detalhadas do procedimento de soldagem.
O cartão detalhado do procedimento de soldagem é criado com base nos resultados do teste de qualificação do procedimento de soldagem correspondente.
Os elementos especificados no cartão de procedimento de soldagem detalhado incluem:
③ Parâmetros de especificação do procedimento de soldagem;
④ Técnica de soldagem;
⑤ Inspeção pós-soldagem e assim por diante.
Parâmetros elétricos de soldagem:
(1) Ao usar a soldagem contínua de CA ou CC, os principais parâmetros elétricos nas especificações de soldagem são tensão de soldagem e atual.
(2) Para a soldagem por corrente de pulso, os parâmetros elétricos adicionais incluem a frequência alternada, a relação liga-desliga, a corrente básica e o valor da corrente de pico.
(3) O princípio para a seleção dos parâmetros de especificação de soldagem é garantir a penetração adequada e um cordão de solda sem rachaduras, além de atender aos requisitos de desempenho especificados nas condições técnicas.
Ao selecionar os parâmetros elétricos, é importante considerar o impacto de calor de soldagem contribuição para o desempenho conjunto.
Consulte a Tabela 4-8 para saber como selecionar os diâmetros do eletrodo de soldagem a arco manual e a faixa de corrente de soldagem correspondente.
Tabela 4-8 Seleção do diâmetro do eletrodo e da corrente de soldagem para soldagem a arco manual
Espessura das peças de aço (mm)
1.5
2
3
4~5
6~8
9~12
12~15
16~20
>20
Diâmetro do eletrodo (mm)
1.6
2
3
3~4
4
4~5
5
5~6
6~10
Corrente de soldagem (A)
25~40
40~65
65~100
100~160
160~210
160~250
200~270
260~300
320~400
Tabela 4-9 Seleção de especificações de soldagem automática por arco submerso de lado duplo para peças chanfradas
Soldagem automática por arco submerso
Forma da ranhura
Diâmetro do fio de solda (mm)
Sequência de soldagem
corrente de soldagem(A)
Tensão do arco(V)
Velocidade de soldagem (m/h)
14
5
positivo
830~850
36~38
5
negativo
600~620
36~38
16
5
positivo
830~850
36~38
5
negativo
600~620
36~38
18
5
positivo
830~850
36~38
5
negativo
600~620
36~38
22
6
positivo
1050~1150
38~40
5
negativo
600-620
36~38
24
6
positivo
1100
38~40
5
negativo
800
36~38
30
6
positivo
100~1100
36~40
5
negativo
900~1000
36~38
Trincas e controle de soldagem
Trincas de solda referem-se à separação do material metálico (fratura local) dentro da junta de solda devido a causas relacionadas à soldagem, como metalurgia, materiais ou forças internas e externas, durante ou após a soldagem.
As rachaduras são uma das mais perigosas defeitos de soldagemcaracterizada por extremidades afiadas e uma largura de separação (deslocamento de abertura) muito menor do que o comprimento da rachadura.
A prevenção de trincas de solda é um aspecto crucial no projeto e na produção de estruturas de solda.
1. Classificação das trincas de soldagem
Existem vários Tipos de soldagem rachaduras, e seus métodos de classificação evoluíram à medida que nosso entendimento da natureza das rachaduras se aprofundou.
A tabela a seguir fornece uma classificação geral com base no tempo e na localização das rachaduras.
Tabela 4-11 Método atual de classificação de trincas
Período de ocorrência de rachaduras
Local da ocorrência
Nome
Processo de soldagem
Próximo à linha sólida
linha de solda
Rachadura de solidificação
Crack quente
Zona afetada pelo calor
Rachadura de liquefação
Abaixo da linha de fase sólida
linha de solda
Rachadura poligonal
Próximo à temperatura de recristalização T
Zona afetada pelo calor
Rachadura plástica de alta temperatura
Perto da temperatura ambiente
Zona afetada pelo calor
Rachadura fria
Zona afetada pelo calor e camada de laminação de metal base
Lacrimejamento lamelar
Durante o aquecimento de revenimento em alta temperatura após a soldagem
Zona afetada pelo calor
Rachadura de reaquecimento
Durante o uso de meio corrosivo
Soldas, zona afetada pelo calor
Trincas por corrosão sob tensão
2. Condições gerais para a formação de trincas na soldagem
As rachaduras em pontes de aço de alta resistência e estruturas de aço para construção naval são principalmente rachaduras a frio, representando 90% de todas as rachaduras. Em plantas petroquímicas e equipamentos de energia, rachaduras quentes são mais predominantes. O aço perlítico resistente ao calor é propenso a rachaduras por reaquecimento.
Há dois motivos principais para a ocorrência de rachaduras:
(1) A tensão e a deformação resultantes da restrição são uma das principais causas de rachaduras. É necessário um certo nível de tensão para que ocorra a rachadura, e o processo de aquecimento desigual durante a soldagem pode levar à tensão de tração e à deformação na junta devido à restrição de toda a estrutura durante o processo de resfriamento da soldagem.
(2) Em uma faixa de temperatura específica, devido à presença de fatores de fragilidade, partes específicas da junta racharão sob tensão de tração.
3. Trincas de solda
1. Rachaduras quentes
(1) Características das trincas por soldagem a quente:
As trincas a quente têm as seguintes características morfológicas, que as distinguem de outras trincas:
① A maioria das trincas se abre na superfície da solda e tem uma cor oxidada.
② As rachaduras geralmente ocorrem na junção de dendritos e ao longo da direção longitudinal no centro da seção transversal da solda.
③ As rachaduras são normalmente intergranulares e apresentam propriedades de fratura intergranular em alta temperatura.
④ Ocorrem principalmente durante e após a solidificação.
(2) Mecanismo de formação:
Na solidificação processo de soldagemQuando há um eutético de baixo ponto de fusão presente, a rápida velocidade de resfriamento da soldagem pode fazer com que o contorno do grão seja separado e forme rachaduras quando o grão tiver se solidificado e o contorno do grão ainda estiver em estado líquido com resistência à deformação quase nula, e a tensão de tração da soldagem for alta.
(3) Fatores de influência:
① Efeito da composição química da solda:
Muitos cristais eutéticos na soldagem são o resultado de reações metalúrgicas de soldagem.
Os elementos que podem produzir eutéticos são elementos que promovem rachaduras a quente.
Os elementos que podem refinar os grãos, produzir compostos de alto ponto de fusão ou distribuir eutéticos de baixo ponto de fusão em formas esféricas ou em blocos são eficazes na inibição de trincas a quente.
Tabela 4-12 Efeito de elementos de liga na tendência de crack quente
Afeta seriamente a formação de rachaduras quentes
Uma pequena quantidade tem pouco efeito, enquanto uma grande quantidade promove rachaduras a quente
Reduzir a tendência de rachaduras a quente da solda
Titâniozircônio, alumínio, elementos raros, manganês (dentro de 0,8%)
Nitrogênio, oxigênio, arsênico
② Influência do formato da seção de solda:
As trincas a quente são propensas a se formar em soldas profundas e estreitas devido à macro segregação que se concentra no meio da solda. Portanto, ao realizar a soldagem automática por arco submerso em chapas grossas, é fundamental ajustar a proporção da corrente de soldagem e da tensão do arco para garantir que o coeficiente de forma da solda seja maior que 1,3 a 1,5.
Na soldagem a arco manual, a seção de solda é pequena e a corrente é baixa, o que diminui a probabilidade de causar soldas profundas e estreitas.
③ Influência do processo de soldagem e da estrutura da solda:
A estrutura da solda e o processo de soldagem afetam diretamente a restrição da junta soldada, o que se reflete na tensão de tração da solda. Seu efeito sobre as trincas a quente é considerado um fator mecânico.
(4) Medidas para evitar rachaduras por soldagem a quente:
① As medidas básicas para evitar trincas a quente são o controle rigoroso da composição química da solda, a limitação do conteúdo de impurezas de carbono, enxofre e fósforo e a adição de dessulfurizadores suficientes aos materiais de soldagem.
② Implementar medidas de processo, como pré-aquecimento antes da soldagem, rastreamento de calor e soldagem com alta energia de arame (garantindo que o fator de forma da solda não seja muito pequeno).
③ Reduza a rigidez da soldagem o máximo possível para minimizar o estresse interno da soldagem.
2. Rachaduras frias
(1) Características das trincas a frio:
As trincas a frio são os defeitos de soldagem mais comumente produzidos na soldagem de aço de baixa liga e alta resistência, aço de liga média, aço de carbono médio e outros aços facilmente temperados.
① Ocorrem após a solidificação do metal de solda, geralmente abaixo da martensita temperatura de transformação ou em temperatura ambiente.
② Ocorrem principalmente na zona afetada pelo calor e raramente na zona de solda.
③ Eles costumam se atrasar.
(2) Causa: A causa principal das trincas a frio é o efeito combinado da estrutura de baixa plasticidade (estrutura de endurecimento) na zona afetada pelo calor da soldagem, do hidrogênio na junta soldada e da tensão de soldagem.
(3) Fatores de influência:
① Efeito de endurecimento:
Quando o aço facilmente temperado é soldado, a zona superaquecida forma uma estrutura de martensita grossa, reduzindo a plasticidade do metal na zona afetada pelo calor e aumentando sua fragilidade. Isso o torna propenso a rachaduras sob alta tensão de tração na soldagem.
② Papel do hidrogênio:
As trincas a frio induzidas por hidrogênio apresentam as características de fratura retardada, desde a latência até o início, a propagação e a trinca. A duração do tempo de atraso está relacionada à concentração de hidrogênio e ao nível de tensão da junta soldada.
TW - Superfície isotérmica de transformação austenítica da solda; TH - Superfície isotérmica de transformação austenítica na zona afetada pelo calor Difusão induzida correspondente de hidrogênio
③ Efeito da tensão de soldagem:
É mais provável que ocorram trincas a frio quando a tensão de soldagem é de tração e acontece simultaneamente à precipitação de hidrogênio e ao endurecimento do material.
A soldagem de chapas grossas é mais suscetível a trincas a frio na raiz. Isso se deve à rigidez da chapa grossa e ao resfriamento rápido, que leva à formação de uma estrutura de resfriamento e resulta em alta tensão de soldagem.
3. Rachaduras de reaquecimento
(1) Características das rachaduras de reaquecimento
① As trincas de reaquecimento ocorrem na faixa de temperatura de 540 a 930 °C após o tratamento térmico de alívio de tensão pós-soldagem.
② As trincas se propagam ao longo dos limites de grão na zona de grão grosso da zona afetada pelo calor.
③ As trincas intergranulares com formato de ramificação pararão quando atingirem a área de grão fino da solda ou do metal de base.
(2) Mecanismo de formação de rachaduras de reaquecimento
Após o tratamento térmico de alívio de tensão pós-soldagem e o reaquecimento, os carbonetos de liga são dispersos e precipitados nas linhas de deslocamento após a preservação do calor a 550-700°C, o que fortalece a estrutura intragranular.
Ao mesmo tempo, a resistência do contorno de grão na área de grão grosso é baixa e sua plasticidade é ruim.
Durante o processo de reaquecimento, a tensão residual é liberada e a resistência do contorno de grão é mais fraca do que a do grão, resultando em rachaduras no contorno de grão.
(3) Fatores de influência
Há vários fatores que afetam as rachaduras de reaquecimento:
Isso inclui composição química, estado de restrição e especificações de soldagem, Vareta de solda resistência, especificações de alívio de tensão e temperatura de serviço do metal de base.
① A composição química afeta principalmente a plasticidade dos limites de grãos na zona afetada pelo calor.
② O estado de restrição e as especificações de soldagem afetam a tensão residual da soldagem.
③ As especificações do tratamento térmico de alívio de tensão e a temperatura de serviço afetam principalmente a deformação plástica e o grau de precipitação de carboneto de liga causado pelo reaquecimento.
Portanto, a capacidade de deformação plástica da zona de grão grosso na zona afetada pelo calor, a tensão residual da soldagem e a tensão plástica causada pelo reaquecimento são os três fatores básicos que influenciam as trincas de reaquecimento.
(4) Medidas para evitar rachaduras de reaquecimento
Melhorar a plasticidade da zona de grão grosso na zona afetada pelo calor da soldagem.
Reduzir a tensão residual da soldagem.
① A principal medida é selecionar um metal de base com baixa sensibilidade a rachaduras de reaquecimento.
② Tome todas as medidas necessárias para reduzir o estresse residual.
③ Evite combinar a tensão residual da soldagem com outras tensões, como a tensão estrutural e a tensão térmica durante o reaquecimento.
④ O uso de materiais de solda de baixa correspondência ajuda a absorver a deformação.
⑤ Sob a condição de garantir o alívio do estresse, use a menor temperatura de reaquecimento possível e o menor tempo de espera.
Se possível, substitua o reaquecimento por um pós-aquecimento um pouco mais baixo do que a temperatura de pré-aquecimento para obter melhores resultados.
4. Laceração lamelar
(1) Características da laceração lamelar
① Durante o resfriamento rápido da solda, ocorrem rachaduras paralelas à superfície de laminação do metal de base na chapa de aço devido à tensão de tração da solda na direção da espessura da chapa. Essas rachaduras são conhecidas como rasgo lamelar e ocorrem com frequência em juntas de chapas grossas em forma de T e K.
② O rompimento lamelar é um tipo de trinca que ocorre à temperatura ambiente, normalmente após o resfriamento abaixo de 150°C ou à temperatura ambiente após a soldagem. Entretanto, quando a restrição estrutural é muito alta e o aço é altamente sensível ao rompimento lamelar, ele também pode ocorrer em temperaturas entre 300 e 250°C.
(a) Posição típica da ruptura lamelar na articulação em "T"
(b) Rasgo lamelar na junta do Downcomer do tambor da caldeira
(2) Principais fatores que causam a ruptura lamelar
① Influência das inclusões
As inclusões são a principal causa da anisotropia do aço e a origem do rompimento lamelar.
② Efeito das propriedades do metal base
A plasticidade e a tenacidade da própria matriz metálica têm um impacto significativo no rompimento lamelar. A plasticidade e a tenacidade ruins resultam em baixa resistência ao rompimento lamelar.
③ Influência da tensão de restrição
Todas as trincas de solda ocorrem sob a ação de tensão de tração e o rasgo lamelar não é exceção. O rompimento lamelar só é causado quando as juntas de canto e as juntas em T são propensas a formar uma grande tensão de restrição bidirecional.
(3) Precauções para o rasgo lamelar
A ruptura lamelar é difícil de ser reparada, portanto, a prevenção desse defeito é o principal objetivo.
① Quando a junta soldada for propensa a causar ruptura lamelar, avalie a sensibilidade de ruptura lamelar da chapa de aço usada e escolha uma chapa de aço com baixa sensibilidade.
② Adote um tipo de ranhura razoável para alinhar a linha de fusão da solda o mais próximo possível da chapa de aço.
③ Para os tipos de aço que são sensíveis ao rompimento lamelar, se possível, use materiais de soldagem com um grau de resistência mais baixo, melhor plasticidade e tenacidade para reduzir a tensão na direção da espessura da chapa de aço.
④ Para tipos de aço com alta sensibilidade ao rompimento lamelar, deposite previamente várias camadas de metal de solda de baixa resistência na superfície da chapa de aço na ranhura de solda.
Acabamento da estrutura de soldagem
A disposição dos cordões de solda em um estrutura de soldagem tem um impacto significativo na qualidade e na eficiência das juntas soldadas.
Princípios gerais de arranjo de juntas de solda:
O arranjo da solda deve facilitar as operações de soldagem
O arranjo de soldagem deve proporcionar espaço livre para que os soldadores trabalhem livremente e para que o equipamento de soldagem opere normalmente.
Ao realizar a soldagem por arco submerso, considere a facilidade de armazenar o fluxo de soldagem.
Para soldagem por pontos e soldagem de costuraSe o eletrodo for colocado em um local seguro, a facilidade de inserção dos eletrodos deve ser levada em consideração.
A posição da solda deve evitar a tensão máxima e a concentração de tensão
Para componentes com tensão grande e complexa, as soldas não devem ser colocadas em posições com tensão máxima e concentração de tensão.
Por exemplo, a solda de emenda de uma viga e placa de aço soldada de grande extensão não deve estar localizada no centro da viga, mas, em vez disso, deve ser acrescentada uma solda adicional.
O arranjo descentralizado da solda reduz a tensão e a deformação da solda
As soldas densas ou cruzadas podem causar superaquecimento, aumentar a zona afetada pelo calor e enfraquecer a estrutura.
Normalmente, a distância entre duas soldas deve ser superior a três vezes a espessura da placa e não inferior a 100 mm.
Sempre que possível, as soldas devem evitar superfícies usinadas
Se for necessário usinar antes de soldar, a posição da solda deve ser projetada o mais longe possível da superfície usinada.
Em superfícies com altos requisitos de usinagem, é melhor evitar soldas de fixação.
O projeto da transição da extremidade de soldagem deve ser suave e evitar o derretimento
Para evitar o derretimento durante a soldagem, não deve haver ângulos agudos na extremidade da solda. A transição entre dois juntas de solda deve ser suave para evitar a concentração de tensão.
GB/T 19804-2005/ISO 13920:1996
(1) Tolerância dimensional geral e tolerância geométrica variedade de estruturas soldadas
Tabela 1 Tolerância de dimensão linear Unidade: mm
Faixa de tamanho nominal l
Classe de tolerância
A
B
C
D
2~30
Tolerância t
± 1
>30~120
± 1
± 2
± 3
± 4
>120~400
± 1
± 2
± 4
± 7
>400~1000
± 2
± 3
± 9
± 6
>1000~2000
±3
±4
±8
±12
>2000~4000
±4
±6
±11
±16
>4000-~8000
±5
±8
±14
±21
>8000~12000
±6
±10
±18
±27
>12000~16000
±7
±12
±21
±32
>16000~20000
±8
±14
±24
±36
>20000
±9
±16
±27
±40
(2) Tolerância da dimensão angular
O lado mais curto do ângulo deve ser usado como a borda de referência e seu comprimento pode ser estendido até um ponto de referência designado. Nesse caso, o ponto de referência deve ser marcado no desenho. Consulte a Tabela 2 para obter as tolerâncias. As Figuras 1 a 5 fornecem exemplos específicos.
Tabela 2 Tolerância de dimensões angulares
Classe de tolerância
Tamanho nominal (comprimento da peça de trabalho ou comprimento do lado curto) faixa/mm
O retidãoAs tolerâncias de coaxialidade, planicidade e paralelismo listadas na Tabela 3 aplicam-se a todas as dimensões de soldagens, montagens soldadas ou componentes soldados, bem como às dimensões marcadas nos desenhos. As tolerâncias de coaxialidade e simetria não são especificadas. Se essas tolerâncias forem necessárias para a produção, elas deverão ser marcadas no desenho de acordo com a norma GB/T1182.
Tabela 3 Tolerâncias para retidão, planicidade e paralelismo Unidade: mm
Grau público
E
F
G
H
Faixa de dimensão nominal l (correspondente ao lado mais longo da superfície)
>30~120
Tolerância t
± 0.5
±1
± 1.5
± 2.5
>120~400
±1
± 1.5
±3
±5
>400~1000
±1.5
±3
± 5.5
±9
>1000~-2000
±2
± 4.5
±9
±14
>2000~4000
±3
±6
±11
±18
>4000~8000
±4
±8
±16
±26
>8000~-12000
±5
±10
± 20
±32
>12000~16000
±6
±12
±22
±36
>16000~20000
±7
±14
± 25
±40
>20000
±8
±16
± 25
±40
Inspeção da seção de soldagem de rebites de chapas metálicas
1. Padrão de inspeção de matéria-prima
1.1 Materiais metálicos
1.1.1 Chapas metálicas Espessura e qualidade A espessura e a qualidade da chapa metálica devem estar em conformidade com o padrão nacional, e o relatório de teste de desempenho e o certificado do fabricante da chapa metálica utilizada devem ser fornecidos.
1.1.2 Aparência do material O material deve ser plano, sem ferrugem, rachaduras e deformações.
1.1.3 Dimensões As dimensões devem estar em conformidade com os desenhos ou requisitos técnicos. Se não forem fornecidas por nossa empresa, elas devem estar em conformidade com os padrões nacionais atuais.
1.2 Pó plástico
1.2.1 Consistência do pó plástico O lote inteiro de pó plástico deve ter boa consistência, com um certificado de fábrica e um relatório de inspeção que inclua o número do pó, o número da cor e vários parâmetros de inspeção.
1.2.2 Requisitos de teste O pó plástico deve atender aos requisitos do produto após o teste, incluindo cor, brilho, nivelamento, adesão, etc.
1.3 Ferragens e fixadores em geral
1.3.1 Aparência A superfície deve estar livre de bordados e rebarbas, e a aparência de todo o lote de materiais recebidos deve ser consistente.
1.3.2 Tamanho O tamanho deve atender aos requisitos dos desenhos e das normas nacionais.
1.3.3 Desempenho O desempenho deve atender aos requisitos do produto após a montagem experimental e o desempenho do serviço.
2. Padrões de inspeção da qualidade do processo
2.1 Padrão de inspeção de obturação
Todos os cantos afiados, bordas e superfícies ásperas que possam causar danos devem ser rebarbados.
As rebarbas produzidas pela estampagem não devem apresentar saliências, reentrâncias, asperezas, arranhões, ferrugem ou outras imperfeições perceptíveis nas superfícies expostas e visíveis dos painéis das portas e dos painéis.
Rebarbas: Após o apagamento, a altura da rebarba não deve exceder 5% da espessura da placa (t).
Arranhões e marcas de faca: O produto é considerado qualificado se não tiver nenhum arranhão visível quando tocado com a mão e os arranhões não devem ser maiores que 0,1.
As especificações de tolerância de superfície são apresentadas na Tabela I.
Tabela 1 em anexo. Requisitos de tolerância de planicidade
Dimensão da superfície (mm)
Tamanho da deformação (mm)
Abaixo de 3
Menos de ±0,2
Mais de 3, mas menos de 30
Menos de ±0,3
Mais de 30 e menos de 400
Menos de ±0,5
Mais de 400 e menos de 1000
Menor que ±1,0
Mais de 1.000 e menos de 2.000
Abaixo de ±1,5
Mais de 2000 e menos de 4000
Menor que ± 2,0
2.2 Padrão de inspeção de flexão
2.2.1 Rebarba: A altura da rebarba extrudada após a dobra não deve exceder 10% da espessura da chapa (t). A menos que especificado de outra forma, a raio de curvatura deve ser R1.
2.2.2 Indentação: O produto pode ter vincos visíveis, mas eles não devem ser perceptíveis ao toque. O produto pode ser comparado a uma amostra de referência.
2.2.3 Padrões de deformação por flexão: Os padrões de deformação por flexão devem estar de acordo com as Tabelas II, III e IV.
2.2.4 Direção e tamanho da dobra: A direção e o tamanho da dobra devem estar de acordo com os desenhos.
Tabela 2 em anexo: Requisitos de tolerância diagonal
Dimensão diagonal (mm)
Diferença de dimensão da diagonal (mm)
Abaixo de 300
Abaixo de ±0,3
Mais de 300 e menos de 600
Menos de ±0,6
Mais de 600 e menos de 900
Menos de ±0,9
Mais de 900 e menos de 1200
Menos de ±1,2
Mais de 1.200 e menos de 1.500
Menos de ± 1,5
Mais de 1500 e menos de 1800
Menos de ± 1,8
Mais de 1800 e menos de 2100
Abaixo de ±2,1
Mais de 2100 e menos de 2400
Abaixo de ±2,4
Mais de 2400 a 2700
Abaixo de ±2,7
2.3 Ângulo:
O ângulo deve ser verificado e medido de acordo com as especificações dos desenhos. A tolerância para o ângulo é apresentada na Tabela III.
Valor de desvio limite da dimensão angular
Valor de desvio limite da dimensão angular
Classe de tolerância
Segmentação básica por tamanho
0-10
>10-50
>50-120
>120-400
>400
Precisão f
± 1 °
±30'
+20'
±10'
±5'
Médio m
Grosso c
+1°30
+1°
+30
+15′
+10'
Mais grosso v
+3°
±2°
+1°
+30'
+20'
2.4 Padrões de inspeção para peças de chapa metálica
As dimensões devem ser inspecionadas de acordo com os requisitos do desenho, e a tolerância dimensional é mostrada na Tabela IV.
Tabela 4 em anexo: Requisitos de tolerância dimensional
Tamanho padrão
Tolerância dimensional (mm)
Abaixo de 3
±0.2
Mais de 3, mas menos de 30
±0.3
Mais de 30 e menos de 400
± 0.5
Mais de 400 e menos de 1000
±1.0
Mais de 1.000 e menos de 2.000
± 1.5
Mais de 2000 e menos de 4000
± 2.0
2.5 Soldagem
2.5.1 As soldas devem ser fortes e consistentes, sem defeitos, como solda inadequada, rachaduras e penetração incompleta, penetração de solda, entalhes ou rebaixos.
O comprimento e a altura das soldas não devem exceder 10% do comprimento e da altura exigidos.
2.5.2 Requisitos do ponto de solda: O comprimento de cada ponto de solda deve estar entre 8 mm e 12 mm, com uma distância de 200 ± 20 mm entre dois pontos de solda. O ponto de solda V deve ser simétrico e ter posições superior e inferior uniformes.
Se os desenhos de processamento tiverem requisitos especiais para os pontos de solda, esses requisitos terão precedência.
2.5.3 A distância entre os pontos de solda deve ser inferior a 50 mm, o diâmetro do ponto de solda deve ser inferior a φ5 e os pontos de solda devem ter espaçamento uniforme. A profundidade da indentação nos pontos de solda não deve exceder 15% da espessura real da chapa, e não deve haver cicatrizes de solda perceptíveis após a soldagem.
2.5.4 Após a soldagem, nenhuma outra peça que não seja de soldagem pode ser danificada pela escória ou arco de soldagem, e todas as soldagem de superfície a escória e os respingos devem ser removidos.
2.5.5 Após a soldagem, a superfície externa das peças deve estar livre de inclusões de escória, orifícios de ar, sobreposições, protuberâncias, depressões ou quaisquer outros defeitos. Os defeitos na superfície interna não devem ser perceptíveis e não devem afetar a montagem.
A tensão pós-soldagem de peças importantes, como painéis de portas e painéis, também deve ser aliviada para evitar a deformação da peça de trabalho.
2.5.6 A superfície externa das peças de solda deve ser alisada por esmerilhamento. Para peças pulverizadas com pó e peças galvanizadas, a rugosidade após o esmerilhamento deve ser de Ra3,2 a 6,3, e para peças pintadas, deve ser de Ra6,3 a 12,5.
3. Padrões de inspeção para peças pulverizadas
3.1 Inspeção da aparência (método de inspeção: inspeção visual e apalpação manual)
3.1.1 Antes de pulverizar, a superfície da peça de trabalho deve ser desengordurada, despojado, fosfatizado e limpo.
3.1.2 A superfície da peça de trabalho não deve ter marcas d'água ou resíduos de solução de limpeza.
3.1.3 A superfície da peça de trabalho não deve ter manchas de óleo, poeira, fibras ou outros fenômenos indesejáveis que possam afetar a qualidade ou a adesão da superfície pulverizada.
3.1.4 A cor deve corresponder à placa de amostra (nenhuma diferença óbvia de cor deve ser observada sob luz natural ou uma lâmpada fluorescente de 60 watts para visão normal), e não deve haver diferença de cor para o mesmo lote de produtos (observação: a diferença de cor inclui cor e brilho).
3.1.5 A superfície do revestimento deve ser lisa, plana e uniforme, e não deve apresentar os seguintes defeitos:
Não secagem e aderência posterior: a superfície parece seca, mas na verdade não está completamente seca, com (ou suscetível a) marcas de grãos na superfície e penugem no tecido;
Flacidez: há protuberâncias líquidas na superfície que são em forma de gota na parte superior;
Partículas: a superfície tem uma aparência de areia e parece bloqueada ao toque;
Casca de laranja: a superfície parece desigual e irregular, como a casca de uma laranja;
Vazamento de fundo: a superfície é transparente e a cor do substrato é visível;
Pits: pequenos orifícios (pits) na superfície devido ao encolhimento, também chamados de pinholes;
Com padrão: a cor da superfície varia em profundidade, mostrando padrões;
Rugas: a superfície é localmente empilhada e elevada, mostrando rugas (exceto para pó de rugas);
Inclusão: há objetos estranhos no revestimento;
Danos mecânicos: arranhões, abrasões e contusões causados por forças externas.
3.1.6 Padrões de classificação de nível de superfície:
Superfície de grau A: a superfície externa que é vista com frequência após a montagem, como o painel do gabinete, a porta do gabinete, as laterais ao redor do gabinete, a superfície superior visível para pessoas comuns e a superfície baixa visível sem se curvar.
Superfície de grau B: a superfície que raramente é vista, mas pode ser vista sob certas condições, como os acessórios internos, as nervuras de reforço e o lado interno do portão que pode ser visto após a abertura.
Superfície de grau C: a superfície que geralmente não é vista ou é vista apenas durante a montagem, como a superfície de contato entre o carro e o trilho de guia no gabinete.
3.1.7 Condições de inspeção:
Requisitos de fonte de luz: Luz do dia ártica ou lâmpada fluorescente de alta eficiência para ambientes internos com duas fontes de luz (iluminância de 1.000 lúmens).
Distância de inspeção visual: 300 mm para a superfície de Grau A, 500 mm para a superfície de Grau B e 1000 mm para a superfície de Grau C.
3.1.8 Padrões de inspeção:
A superfície de classificação do produto deve ser diferenciada de acordo com o padrão da fonte de luz.
A película de revestimento de todas as superfícies de grau não deve apresentar exposição do material de base, descascamento ou outros defeitos, e todas as superfícies não devem apresentar arranhões, bolhas, furos, acúmulo de pó ou outros fenômenos indesejáveis.
Cor e padrão: o fabricante deve fazer amostras conforme necessário, que devem ser confirmadas por ambas as partes.
A aceitação deve ser realizada de acordo com a amostra, sem nenhuma diferença óbvia de cor (não mais do que 3 graus), e o grão deve corresponder à amostra.
A inspeção deve ser realizada no nível da distância dos olhos, com varredura a uma velocidade de 3 m/min.
3.1.9 Padrão de defeito de aparência:
Consulte a Tabela 5 em anexo para obter os critérios de determinação.
Tabela 5 em anexo: Critérios de julgamento para defeitos de superfície
Número de série
Tipo de defeito
Valor da especificação (mm)
Limite de área (mm2)
Ferramentas de inspeção
Abaixo de 100
100-300
Acima de 300
A
B
C
A
B
C
AB
C
1
Abrasão, arranhão, arranhão
10 de comprimento e menos de 0,1 de largura
0
2
2
0
3
1
4
4
Fita Vernier
Comprimento: 10, largura: menos de 0,15
0
1
1
0
2
21
3
3
15 de comprimento e menos de 0,1 de largura
0
0
0
0
1
1
1
2
2
Mais de 0,15 de largura
0
0
0
0
0
0
1
1
2
Partícula estranha
Abaixo de 1
1
2
3
2
3
4
3
4
5
vernier
Abaixo de 1,5
0
1
2
1
2
3
2
3
4
Abaixo de 2
0
0
1
0
1
2
0
2
3
3
Cavidade de contração
Abaixo de φ0,3
1
1
2
2
2
3
3
3
4
vernier
Abaixo de φ0,5
0
0
1
1
1
2
2
2
3
Acima de φ0,5
0
0
0
0
0
1
0
0
2
4
Ponto preto Ponto branco Pontos de outras cores
Abaixo de 0,3
1
2
2
2
3
3
3
4
4
vernier
5.
Recuo de flexão
3 de comprimento e menos de 0,2 de largura.
2
3
3
3
4
4
4
5.
5.
vernier
Comprimento: 5, largura: menos de 0,2
1
2
2
2
3
3
3
4
4
Mais de 5 longos
0
1
1
1
2
2
2
3
3
Mais de 0,2 de largura.
0
0
1
1
0
2
0
2
3
6.
cor e brilho
-
Além dos limites superior e inferior da paleta de cores especificada, não são permitidas misturas de cores e sombreamento
Inspeção visual
7.
brilho
-
Não deve haver nenhuma irregularidade, conforme especificado no projeto.
Inspeção visual
8.
Manchas de óleo e manchas
-
Não
Inspeção visual
Observações: Os valores nas caixas pretas em negrito são os critérios de julgamento. Por exemplo, "2" significa que, sob as condições especificadas, não são permitidos mais de 2 pontos:
3.2 Padrão de inspeção da espessura do revestimento
unidade: µm
Projeto
Pó para uso externo
Pó para ambientes internos
Pintura
Método de teste
Espessura da superfície do produto
60~120
50~100
40~70
Medidor de espessura do revestimento
Espessura interna do produto
60~100
50~80
30~60
Medidor de espessura do revestimento
3.3 Detecção de brilho e cor do revestimento
3.3.1 Fabricação da placa colorida de pulverização
A. Durante o cozimento, devem ser criadas duas placas coloridas para cada forno para realizar um teste de desempenho. A placa de metal usada deve ser do mesmo material que o produto, com tamanho de 80 × 120, e deve ser adicionada ao produto em condições normais. O número do pó, as condições de cura, a data e a hora devem ser claramente marcados e assinados pelo engenheiro de qualidade (QE).
Após a confirmação, o número, o nome e o registro devem ser registrados e gerenciados. Uma placa deve ser mantida para fins de teste e a outra para arquivamento.
B. O período de validade da placa de cor usada no processo de fabricação de spray em pó é de dois anos e deve ser armazenada em temperatura ambiente (70 ± 15%) em um ambiente livre de luz. O ambiente de armazenamento também deve manter uma temperatura e um nível de umidade consistentes.
3.3.2 Método de detecção de brilho e cor
Brilho: O brilho deve ser avaliado usando um medidor de brilho com um ângulo de incidência de 60° e uma tolerância de erro de ± 5%. Se os resultados atenderem a esses critérios, o produto será considerado qualificado.
Cor: a cor do produto deve corresponder ao desenho do projeto ou não ser significativamente diferente da placa de cores padrão.
3.4 Teste de adesão do revestimento
3.4.1 Método de teste Baige
Após o processo de pulverização, uma placa colorida do forno deve ser retirada e 11 camadas de revestimento devem ser esculpidas na superfície de forma vertical e horizontal, com um intervalo de 1 mm. O entalhe deve ser feito com a força adequada, de modo que o arranhão não atinja o substrato.
Em seguida, a superfície do revestimento deve ser dividida em 100 quadrados e fixada com um adesivo forte e transparente em um ângulo de 45 graus. O adesivo deve ser removido repentinamente. Nesse momento, o conteúdo de cada quadrado deve ser verificado para ver se caiu.
Cada grade representa 1%, e o padrão de aceitação é o Nível 5, o que significa que o número de quadrados com conteúdo decrescente não deve exceder 5.
3.4.2 Método de avaliação
Grau 0: não deve haver desprendimento em nenhuma interseção.
Grau 1: menos de 5% do conteúdo das interseções deve ter caído.
Grau 2: Entre 5% e 15% do conteúdo das interseções deve ter caído.
Grau 3: Entre 15% e 25% do conteúdo nas interseções deve ter caído.
Grau 4: entre 25% e 35% do conteúdo das interseções deve ter caído.
Grau 5: mais de 35% do conteúdo das interseções deveria ter caído.
3.4.3 Método de julgamento
Quando a espessura do revestimento for inferior a 40μm, o comprimento lateral de cada quadrado não deve exceder 1 mm e deve atender aos requisitos do Grau 2.
Quando a espessura do revestimento estiver entre 40μm e 90μm, o comprimento lateral de cada quadrado deve estar entre 1mm e 2mm e deve atender aos requisitos do Grau 3.
Quando a espessura do revestimento estiver entre 90μm e 120μm, o comprimento lateral de cada quadrado deve ser de 2 mm e deve atender aos requisitos do Grau 4.
Quando a espessura do revestimento ultrapassa 120μm, a adesão pode ser reduzida. Em geral, é preferível que a espessura do revestimento não ultrapasse 120μm.
Como um padrão provisório, se houver um quadrado completo com conteúdo em queda, o produto será considerado não qualificado.
3.5 Método de teste de placa de flexão
Após o processo de pulverização, uma placa colorida do forno deve ser retirada e dobrada em 180 graus, de modo que o ângulo de dobra interno seja igual à espessura (r=t). Como alternativa, a placa colorida pode ser dobrada 90 graus uma vez, e o revestimento não deve cair.
3.6 Teste de resistência do revestimento ao solvente álcool
A superfície do revestimento deve ser limpa repetidamente com um pano de algodão branco embebido em álcool por 10 vezes (sem pressão excessiva). Após a limpeza, não deve haver nenhum revestimento visível que tenha caído no pano de algodão. Depois que o álcool tiver evaporado completamente, não deverá haver diferença perceptível de cor ou brilho entre a área limpa e a área não limpa.
3.7 Teste de resistência ao impacto
Usando o equipamento de teste, um martelo pesado de 500 g deve ser deixado cair livremente de uma altura de 500 mm. Os critérios de avaliação são os seguintes: após o impacto de um quarto do martelo na parte frontal, não deve haver rachaduras ou queda de película no revestimento da superfície.
3.8 Teste de dureza
Um lápis 2H afiado deve ser usado para formar um ângulo de 45 graus com a superfície do filme e empurrado para frente ao longo de uma régua por 15 a 30 mm. A superfície do filme deve ser verificada depois de limpar a marca resultante com uma borracha. O produto será considerado qualificado se nenhum substrato for exposto.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Você já se perguntou como os arranha-céus se mantêm altos ou como os carros permanecem soldados? Este blog revela a mágica por trás das máquinas de solda elétrica. Saiba mais sobre os principais fabricantes, como Lincoln Electric e Miller Welds,...
Você já se perguntou quais marcas de equipamentos de soldagem estão liderando o setor atualmente? Este artigo explora os dez principais fabricantes de máquinas de soldagem, destacando suas inovações, presença global e pontos fortes exclusivos....
Você já se perguntou como os soldadores conseguem juntas perfeitas em posições desafiadoras? A soldagem 6GR é uma técnica especializada para soldar tubulações com um anel de obstáculos em um ângulo de 45°, crucial para garantir...
Você já se perguntou sobre os perigos ocultos por trás das faíscas brilhantes da soldagem? Neste artigo, exploramos os efeitos nocivos da soldagem a arco de argônio no corpo humano....
Você já se perguntou como calcular o consumo de varetas de solda com precisão? Nesta postagem do blog, exploraremos os métodos e as fórmulas usados por especialistas do setor para estimar o consumo de...
A deformação da solda em aço inoxidável pode levar a problemas significativos na fabricação de metais. O artigo explora vários métodos para controlar e corrigir essas deformações, como o uso de placas de cobre, água...
Você já se perguntou como aperfeiçoar sua técnica de soldagem TIG? A escolha dos parâmetros corretos é fundamental para obter soldas fortes e limpas. Neste artigo, exploraremos o essencial: selecionar...
E se você pudesse garantir que suas soldas fossem sempre perfeitas? Neste artigo, exploraremos a avaliação do processo de soldagem, um método crucial para testar e refinar as técnicas de soldagem. Você vai...
O que torna um método de soldagem melhor do que outro? Este artigo explora as vantagens e desvantagens exclusivas de sete técnicas de soldagem, desde o gás inerte de tungstênio (TIG) até o arco de metal blindado manual...