Seleção da tensão e da corrente de soldagem: dicas
Conseguir uma solda perfeita requer mais do que apenas habilidade; depende de dominar a interação entre tensão e corrente. Esses dois parâmetros são a força vital da soldagem, determinando tudo, desde a profundidade de penetração até a estabilidade do arco. Independentemente de você estar ajustando as configurações para um novo projeto ou solucionando problemas comuns, como respingos ou queimaduras, é necessário entender como a tensão e a [...]
Conseguir uma solda perfeita requer mais do que apenas habilidade; depende de dominar a interação entre tensão e corrente. Esses dois parâmetros são a força vital da soldagem, determinando tudo, desde a profundidade de penetração até a estabilidade do arco. Independentemente de você estar ajustando as configurações para um novo projeto ou solucionando problemas comuns, como respingos ou queimaduras, é essencial entender como a tensão e a corrente influenciam o processo de soldagem.
Este artigo revela a ciência e a aplicação prática por trás desses fatores críticos, orientando-o sobre os ajustes ideais para o tipo de material, a espessura e o tamanho do eletrodo. Desde a escolha dos parâmetros corretos para melhorar a qualidade da solda até a solução de desafios comuns, você obterá insights práticos para elevar sua experiência em soldagem. Se você já se perguntou como encontrar o equilíbrio perfeito para obter soldas precisas e confiáveis, está no lugar certo. Continue lendo para descobrir as técnicas e práticas recomendadas que transformarão sua abordagem à soldagem.
O papel da tensão e da corrente na soldagem
Entendendo a tensão e a corrente na soldagem
A tensão e a corrente são fatores-chave na soldagem que influenciam a qualidade, a profundidade e a estabilidade da solda. Esses parâmetros estão interconectados e devem ser controlados com precisão para obter os melhores resultados de soldagem.
Tensão na soldagem
A tensão na soldagem é a força elétrica que aciona a corrente. Ela controla principalmente o comprimento do arco, o que afeta o cordão de solda.
Comprimento e estabilidade do arco: Uma tensão mais alta cria um arco mais longo, produzindo um cordão de solda mais largo e plano. Uma tensão mais baixa resulta em um arco mais curto, que pode concentrar o calor, mas pode ser menos estável.
Entrada de calor: Embora a tensão afete principalmente o comprimento do arco, ela também influencia a entrada de calor. Uma tensão mais alta espalha o calor de forma mais ampla, afetando a largura e o perfil do cordão de solda.
Aparência do cordão: O ajuste da tensão altera a aparência da solda. O excesso de tensão pode causar um cordão côncavo com rebaixos, enquanto o excesso de tensão pode criar um cordão alto e estreito.
Atualidades em soldagem
A corrente, ou amperagem, é o fluxo de carga elétrica que determina a intensidade do calor e a penetração da solda.
Profundidade de penetração: Uma corrente mais alta produz mais calor, permitindo uma penetração mais profunda. Uma corrente mais baixa é melhor para materiais finos ou soldas superficiais.
Taxa de deposição: A corrente afeta a rapidez com que o material do eletrodo derrete e é adicionado ao banho de solda. Uma corrente mais alta significa uma deposição mais rápida.
Modos de transferência de metal: A corrente também controla como o metal é transferido em processos como a soldagem por arco de metal a gás (GMAW). A baixa corrente pode causar transferência por curto-circuito, enquanto a alta corrente pode levar à transferência globular ou por spray.
Efeitos na qualidade da solda
A combinação de tensão e corrente afeta a qualidade da solda:
Fusão: As configurações adequadas de tensão e corrente garantem a fusão completa entre os metais de base e de enchimento, reduzindo os defeitos.
Zona afetada pelo calor (HAZ): Essas configurações também afetam a zona afetada pelo calor (HAZ), influenciando as propriedades mecânicas da solda.
Prevenção de defeitos: A tensão ou a corrente incorretas podem causar defeitos como respingos, queimaduras ou voltas frias.
Interação entre tensão e corrente
A tensão e a corrente trabalham juntas para definir o arco e o desempenho geral da solda:
Comportamento do arco: A tensão controla o comprimento do arco, enquanto a corrente afeta sua intensidade. Um arco estável precisa de um equilíbrio de ambos.
Distribuição de calor: A corrente mais alta concentra o calor para a penetração, enquanto a tensão espalha o calor, moldando o cordão e o banho de solda.
Otimização de processos: A qualidade ideal da solda vem do equilíbrio da tensão e da corrente com base na espessura do material, no tipo e na posição de soldagem.
Compreender e controlar a tensão e a corrente é fundamental para criar soldas fortes e sem defeitos e garantir processos de soldagem eficientes.
Corrente de soldagem
1. Corrente de soldagem
A seleção da corrente de soldagem adequada é fundamental na soldagem de CO2 e é determinado por vários parâmetros de soldagem, incluindo a espessura da chapa, a posição de soldagem, a velocidade de soldagem e as propriedades do material. Na soldagem de CO2 máquinas de soldagem, o ajuste da corrente significa efetivamente modificar a velocidade de alimentação do arame, destacando a intrincada relação entre esses dois parâmetros.
É fundamental manter um equilíbrio preciso entre a corrente e a tensão de soldagem. Esse equilíbrio garante que a velocidade de alimentação do arame se alinhe perfeitamente com a taxa de fusão do arame de solda na tensão definida, mantendo assim um comprimento de arco estável. Essa sincronização é fundamental para a obtenção de soldas de alta qualidade e eficiência ideal do processo.
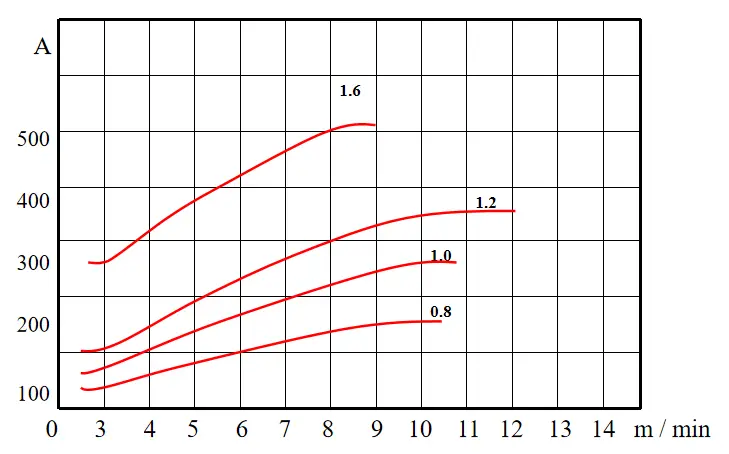
A relação entre a corrente de soldagem e a velocidade de alimentação do arame
A relação entre a corrente de soldagem e a velocidade de alimentação do arame:
Correlação entre corrente e velocidade de alimentação: Para um determinado diâmetro de arame de solda, existe uma relação diretamente proporcional entre a corrente e a velocidade de alimentação do arame. À medida que a corrente aumenta, a velocidade de alimentação do arame deve ser aumentada de forma correspondente para manter a estabilidade do processo.
Influência do diâmetro do arame: Ao manter uma corrente constante, a velocidade de alimentação do arame é inversamente proporcional ao diâmetro do arame. Os arames mais finos exigem velocidades de alimentação mais rápidas em comparação com os arames mais grossos na mesma configuração de corrente.
Considerações específicas do material: Diferentes materiais podem exigir relações específicas de velocidade de alimentação de corrente devido a variações na condutividade térmica, no ponto de fusão e na resistência elétrica.
Ajuste dinâmico: Os sistemas modernos de soldagem de CO2 geralmente incorporam algoritmos de controle adaptativos que ajustam automaticamente a velocidade de alimentação do arame em tempo real com base nas características do arco, garantindo uma qualidade de solda consistente mesmo em condições variáveis.
Compreender e otimizar essa relação é essencial para obter uma qualidade de solda superior, minimizar defeitos e maximizar a produtividade em aplicações de soldagem de CO2 em vários setores.
2. Tensão de soldagem
A tensão de soldagem, também conhecida como tensão do arco, é um parâmetro crítico que fornece a energia para o processo de soldagem. Ela influencia diretamente as características do arco, a entrada de calor e a qualidade geral da solda. A relação entre a tensão do arco e a energia de soldagem é proporcional: uma tensão de arco mais alta resulta em maior energia de soldagem, fusão mais rápida do arame de solda e maior corrente de soldagem.
A tensão efetiva do arco pode ser expressa pela seguinte equação:
Tensão do arco = Tensão de saída - Queda de tensão
Onde:
A tensão de saída é a tensão fornecida pela fonte de energia de soldagem
A queda de tensão representa as perdas no circuito de soldagem
A queda de tensão ocorre principalmente devido à resistência dos cabos de soldagem, das conexões e do próprio arco. Quando uma máquina de solda é instalada de acordo com as especificações do fabricante, a fonte mais significativa de queda de tensão geralmente é a extensão dos cabos de solda.
Para obter o melhor desempenho de soldagem, é fundamental compensar as quedas de tensão, especialmente ao usar cabos de soldagem estendidos. A tabela a seguir fornece diretrizes para ajustar a tensão de saída com base nas extensões de comprimento do cabo:
Comprimento do cabo de corrente de soldagem
100A
200A
300A
400A
500A
10m
Aproximadamente 1V
Aproximadamente 1,5V
Aproximadamente 1V
Aproximadamente 1,5V
Aproximadamente 2V
15m
Aproximadamente 1V
Aproximadamente 2,5V
Aproximadamente 2V
Aproximadamente 2,5V
Aproximadamente 3V
20m
Aproximadamente 1,5V
Aproximadamente 3V
Aproximadamente 2,5V
Aproximadamente 3V
Aproximadamente 4V
25m
Aproximadamente 2V
Aproximadamente 4V
Aproximadamente 3V
Aproximadamente 4V
Aproximadamente 5V
Observação: esses valores são diretrizes gerais. Os ajustes reais de tensão podem variar de acordo com fatores como a bitola do cabo, o material e os requisitos específicos da aplicação de soldagem.
Ao ajustar a tensão de soldagem, é importante considerar seus efeitos:
Estabilidade do arco
Perfil do cordão de solda
Profundidade de penetração
Geração de respingos
Tamanho da zona afetada pelo calor (HAZ)
A seleção e a compensação adequadas da tensão são essenciais para obter soldas de alta qualidade e manter a eficiência do processo em várias aplicações de soldagem.
Ajuste da tensão de soldagem
Selecione a corrente de soldagem com base nas condições específicas de soldagem e na espessura da peça de trabalho. Calcule a tensão de soldagem apropriada usando as seguintes fórmulas empíricas:
Para correntes < 300A: Tensão de soldagem = (0,05 × corrente de soldagem + 14 ± 2) Volts
Para correntes ≥ 300A: Tensão de soldagem = (0,05 × corrente de soldagem + 14 ± 3) Volts
Essas fórmulas fornecem um ponto de partida para a seleção da tensão, que pode exigir um ajuste fino com base em fatores como composição do material, configuração da junta e características de solda desejadas.
Exemplo 1: Para uma corrente de soldagem selecionada de 200A (< 300A):
Observação: Sempre consulte as diretrizes do fabricante do equipamento de soldagem e faça testes de soldagem para otimizar as configurações de tensão para aplicações específicas. Fatores como a composição do gás de proteção, a velocidade de alimentação do arame e a velocidade de deslocamento podem influenciar a seleção da tensão ideal.
Seleção da corrente de soldagem
A tensão de soldagem fornece a energia necessária para a fusão do arame de solda. Tensões mais altas resultam em uma velocidade de fusão mais rápida do arame. A corrente de soldagem, por outro lado, é essencialmente o resultado equilibrado da velocidade de alimentação do arame e da velocidade de fusão. Então, como devemos escolher a corrente de soldagem adequada?
1) O valor adequado da corrente de soldagem é selecionado com base em fatores como o tipo de Vareta de soldaespessura da placa e diâmetro da haste.
A corrente é proporcional à espessura da placa e ao diâmetro do fio. A corrente (I) pode ser calculada usando a fórmula I=(35-55)d, em que 'd' é o diâmetro da haste. Por exemplo, se o diâmetro da haste for de 4 mm, o valor da corrente de soldagem será selecionado entre 140 e 220 A.
2) A corrente de soldagem é selecionada de acordo com a posição de soldagem:
140A para cordões de solda suspensos; entre 140-160A para cordões verticais e horizontais soldagem de topomais de 180A para soldagem de topo plana. Para soldagem em todas as posições (incluindo posições planas, horizontais, verticais e suspensas), a corrente de soldagem selecionada deve ser universal, geralmente assumindo o valor da corrente de soldagem vertical. Ao soldar um tubo fixado horizontalmente para junta de topo, a corrente de soldagem em todas as posições é usada, geralmente assumindo o valor da corrente de soldagem de topo vertical.
3) O valor atual é selecionado de acordo com as camadas de soldagem:
Geralmente, um valor de corrente menor é usado para a camada de raiz, um valor maior para a camada de enchimento e o valor de corrente para a camada de cobertura é relativamente reduzido. Por exemplo, na soldagem de topo plana, geralmente é usada uma abordagem de soldagem de várias camadas e vários passes.
A camada de raiz é soldada com uma corrente de 150 A, enquanto a camada de preenchimento pode usar um valor de corrente entre 180 e 200 A. A camada de cobertura usa um valor de corrente reduzido de 10 a 15A, para garantir um resultado esteticamente agradável e evitar defeitos de soldagem como o undercut.
4) Escolha da corrente de soldagem com base na tipo de soldagem haste e o método de manipulação:
1. De acordo com o Tipo de vareta de solda: Iácido > Ialcalino > Aço inoxidável. Os eletrodos ácidos usam o maior valor de corrente. Quando o diâmetro do eletrodo é de 4 mm, a camada de enchimento da solda de topo plana pode usar uma corrente de 180 A.
Entretanto, com o mesmo diâmetro de eletrodo usando um eletrodo alcalino, a corrente de soldagem precisa ser 20A menor, ou seja, uma corrente de soldagem de 160A. Se a soldagem for feita com o A137 eletrodo de aço inoxidávelA corrente deve ser 20% menor, aproximadamente 140A. Caso contrário, a haste de solda pode ficar vermelha e a camada de fluxo pode se desprender na metade do processo. processo de soldagem.
2. Escolha com base no método de manipulação: Pequenos valores de corrente são geralmente usados para o método de arco de arrasto, enquanto valores de corrente um pouco mais altos são usados para o método de arco de elevação. Ao realizar a soldagem de topo vertical ou a soldagem de topo vertical soldagem em ângulo com um eletrodo alcalino Ф4, pode ser usado um método de arco de arrasto com 120A, enquanto o método de arco de elevação pode utilizar 135A.
5) Escolher a corrente de soldagem com base na experiência de produção:
Observe os respingos; a corrente de soldagem determina aproximadamente a força do arco; mais respingos significam mais força do arco; menos corrente de soldagem significa menos força do arco, o que dificulta a distinção entre escória e metal fundido.
Observe a formação da solda: uma corrente de soldagem mais alta provavelmente causará um corte inferior, com menos reforço; uma corrente de soldagem mais baixa resulta em uma solda estreita, mas alta. Observe o estado de fusão do eletrodo: uma corrente de soldagem mais alta derrete o eletrodo mais rapidamente, tornando-o vermelho; uma corrente de soldagem mais baixa pode causar aderência.
Impacto da tensão de soldagem no desempenho da soldagem
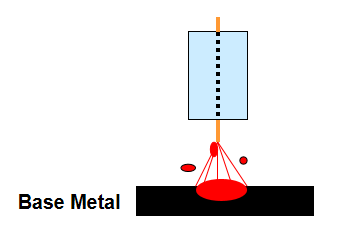
Quando a tensão é muito alta:
O comprimento do arco aumenta, as partículas de respingos ficam maiores, a porosidade é mais provável de ocorrer, o cordão de solda se amplia, enquanto a profundidade de penetração e o reforço diminuem.
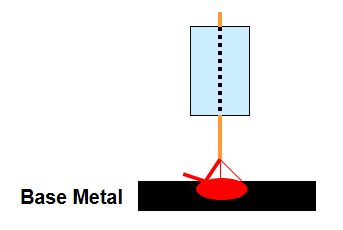
Quando a tensão está muito baixa:
O arame de solda mergulha no material de base, os respingos aumentam, o cordão de solda se estreita, enquanto a profundidade de penetração e o reforço aumentam.
Ajuste padrão
A pré-fabricação é realizada de acordo com a fórmula de referência antes da soldagem.
Soldagem de teste
Inicialmente, a corrente é determinada.
O nível de tensão é avaliado com base na resposta tátil, no som e na estabilidade do arco.
O ajuste fino da tensão é realizado.
Considerações sobre materiais e equipamentos
Influência da espessura e do tipo de material
A espessura e o tipo de material de base desempenham um papel crucial na determinação dos parâmetros de soldagem adequados, incluindo as configurações de tensão e corrente.
Espessura do material
Ao soldar materiais finos, são necessárias configurações de tensão e corrente mais baixas para evitar a queima e minimizar a entrada excessiva de calor. Para materiais mais espessos, são necessárias configurações mais altas para garantir a penetração e a fusão adequadas. O maior aporte de calor ajuda a obter uma junta de solda forte, permitindo que a solda penetre profundamente no material.
Tipo de material
O aço geralmente requer configurações moderadas de tensão e corrente. Por exemplo, a soldagem de aço doce normalmente usa 17-19 volts e 200-250 amperes, dependendo da espessura. O alumínio, devido à sua alta condutividade térmica, precisa de configurações de tensão mais altas para uma distribuição adequada do calor. O aço inoxidável deve usar configurações de corrente mais baixas para evitar o superaquecimento e preservar suas propriedades de resistência à corrosão.
Tipo e tamanho do eletrodo
A escolha do tipo e do tamanho do eletrodo afeta diretamente os parâmetros de soldagem e a qualidade geral da solda.
Tipo de eletrodo
Os arames sólidos, geralmente usados na soldagem por arco de metal a gás (GMAW), precisam de configurações específicas de tensão e corrente para uma transferência consistente de metal e características estáveis do arco. Os arames tubulares contêm material de fluxo que estabiliza o arco e melhora a penetração da solda, exigindo configurações diferentes das dos arames sólidos.
Tamanho do eletrodo
Os eletrodos menores são adequados para materiais finos e soldas precisas, necessitando de configurações de corrente mais baixas para evitar a entrada excessiva de calor. Os eletrodos maiores são ideais para materiais espessos, permitindo configurações de corrente mais altas para uma penetração mais profunda e taxas de deposição mais rápidas.
Velocidade de alimentação do arame (WFS) e sua relação com a corrente de soldagem
A velocidade de alimentação do arame é crucial em processos como o GMAW porque afeta diretamente a corrente de soldagem. Uma velocidade mais alta de alimentação do arame aumenta a corrente, levando a uma maior entrada de calor e a taxas de deposição mais rápidas.
O equilíbrio entre a velocidade de alimentação do arame e a tensão correta é essencial para manter um arco estável e obter o cordão de solda desejado. Um equilíbrio inadequado pode resultar em defeitos como respingos ou penetração ruim.
Consultar as especificações de procedimentos de soldagem (WPS) e as recomendações do fabricante
Seguir as diretrizes estabelecidas e as recomendações do fabricante garante o desempenho e a qualidade ideais da soldagem.
Especificações de procedimentos de soldagem (WPS)
Os documentos WPS fornecem parâmetros de soldagem padronizados, como tensão, corrente, velocidade de deslocamento e requisitos de gás de proteção, adaptados a materiais e espessuras específicos. Seguir as WPS garante processos de soldagem consistentes, resultando em soldas de alta qualidade e minimizando os defeitos.
Recomendações do fabricante
Os fabricantes oferecem diretrizes específicas para a configuração de tensão, corrente e outros parâmetros com base no equipamento e nos materiais usados. Seguir essas recomendações ajuda a obter os melhores resultados e prolonga a vida útil do equipamento. Eles também fornecem informações de compatibilidade para diferentes eletrodos e fios, garantindo o desempenho ideal e evitando componentes incompatíveis.
Ao considerar a espessura do material, o tipo, as especificações do eletrodo e aderir às diretrizes da WPS e do fabricante, os soldadores podem ajustar efetivamente as configurações de tensão e corrente para obter soldas consistentes e de alta qualidade.
Solução de problemas comuns
Identificação de problemas comuns de soldagem
Queimado
A queima ocorre quando o excesso de calor faz com que o material de base derreta completamente, formando buracos na solda.
Causas:
Corrente ou tensão excessiva.
Configurações inadequadas para materiais finos.
Velocidade de soldagem inadequada, geralmente muito lenta.
Soluções:
Reduza a corrente ou a tensão e escolha eletrodos adequados para materiais finos.
Use uma velocidade de deslocamento mais rápida para distribuir o calor de maneira mais uniforme.
Respingos
Os respingos envolvem gotículas de metal fundido que se espalham pela área da solda, causando defeitos e desafios de limpeza.
Causas:
Incompatibilidade entre as configurações de tensão e corrente.
Comprimento do arco ou velocidade de alimentação do arame inconsistentes.
Composição incorreta do gás de proteção.
Soluções:
Aumente ligeiramente a tensão para estabilizar o arco.
Garanta uma velocidade de alimentação de arame consistente e a distância adequada da tocha.
Use um gás de proteção adequado, como uma mistura mais alta de argônio para soldagem por arco de metal a gás (GMAW).
Porosidade
A porosidade refere-se à formação de pequenas bolsas de gás ou vazios dentro da solda, enfraquecendo sua integridade estrutural.
Causas:
Contaminantes como óleo, graxa ou ferrugem no material de base.
Cobertura insuficiente de gás de proteção ou taxa de fluxo inadequada.
O uso de um arco excessivamente longo expõe o banho de solda ao ar.
Soluções:
Limpe bem o material de base antes de soldar.
Verifique o fluxo de gás de proteção e conserte os vazamentos.
Mantenha um comprimento de arco consistente e adequado.
Colagem de arame
A aderência do arame ocorre quando o arame do eletrodo adere ao material de base, interrompendo o processo de soldagem.
Causas:
Configurações de baixa tensão ou corrente.
Velocidade inconsistente de alimentação de arame.
Fio danificado ou irregular.
Soluções:
Aumente as configurações de tensão e corrente dentro das faixas recomendadas.
Ajuste fino da velocidade de alimentação do arame para uma soldagem suave.
Inspecione o carretel de arame quanto a dobras ou irregularidades e substitua-o, se necessário.
Soluções para correção de problemas
Ajuste da tensão
Muito alto: Leva a um calor excessivo, causando cortes inferiores ou um cordão de solda raso. Diminua a tensão gradualmente e observe o perfil do cordão de solda.
Muito baixo: Causa penetração ruim e respingos. Aumente gradualmente a tensão até que o arco se estabilize e o cordão se forme corretamente.
Ajuste da corrente
Muito alto: Cria uma penetração profunda, com risco de queima. Diminua a corrente e monitore o tamanho do banho de solda.
Muito baixo: Resulta em soldas fracas e rasas. Aumente a corrente para obter uma penetração completa e uma junta de solda robusta.
Parâmetros de ajuste fino
Comprimento do arco: Mantenha uma distância constante entre o eletrodo e o material de base para evitar instabilidade.
Velocidade de deslocamento: Equilibre a velocidade e o calor - vá mais devagar para materiais grossos e mais rápido para os finos.
Velocidade de alimentação do arame (WFS): Combine o WFS com as configurações de tensão e corrente para evitar alimentação errática ou aderência do fio.
Ao abordar sistematicamente esses problemas comuns e fazer ajustes precisos na tensão, na corrente e em outros parâmetros, os soldadores podem obter resultados consistentes e de alta qualidade, minimizando os defeitos.
Perguntas frequentes
Veja abaixo as respostas para algumas perguntas frequentes:
Como faço para ajustar a tensão e a corrente para a soldagem MIG?
Para ajustar a tensão e a corrente da soldagem MIG, é necessário controlar principalmente a velocidade de alimentação do arame (WFS) para definir a corrente e definir manualmente a tensão na máquina de soldagem. Aumentar a WFS aumenta a corrente, afetando a profundidade de penetração e a quantidade de metal depositado. Os ajustes de voltagem controlam o comprimento do arco e a largura do cordão; uma voltagem mais alta resulta em um cordão mais largo e plano, enquanto uma voltagem mais baixa cria um cordão mais estreito e mais grumoso. Use fórmulas, como (U=(0,05I+14)±2V), para estimar a tensão apropriada com base na corrente e faça ajustes finos com base em sinais visuais e auditivos durante a soldagem para obter a qualidade ideal da solda.
Quais são os efeitos da tensão e da corrente na costura de solda?
A tensão e a corrente influenciam significativamente o cordão de solda nos processos de soldagem. A corrente de soldagem afeta principalmente a profundidade de penetração e o reforço da solda; uma corrente mais alta aumenta a penetração e a espessura, mas pode levar a queimaduras, enquanto uma corrente mais baixa pode resultar em falta de fusão ou porosidade. A tensão controla o comprimento do arco e a largura do cordão, sendo que uma tensão mais alta cria um cordão mais largo e plano e uma tensão mais baixa produz um cordão mais estreito e mais espesso. Ajustes inadequados podem comprometer a qualidade da solda, causando defeitos como respingos, porosidade ou aderência do arame. Um ajuste equilibrado desses parâmetros garante a qualidade ideal da solda e a integridade da costura.
Como a espessura e o tipo de material afetam a tensão e a corrente de soldagem?
A espessura e o tipo de material influenciam significativamente as configurações de tensão e corrente de soldagem. Materiais mais espessos geralmente exigem amperagem mais alta para garantir a penetração adequada, com uma diretriz aproximada sugerindo 1 ampère para cada 0,001 polegada de espessura. Por exemplo, a soldagem de aço de 1/4 de polegada pode precisar de cerca de 250 amperes. Por outro lado, os materiais mais finos precisam de uma amperagem menor para evitar a queima.
O tipo de material também desempenha um papel fundamental devido às diferenças na condutividade térmica e nos pontos de fusão. O alumínio, com alta condutividade térmica, geralmente requer uma amperagem menor em comparação com o aço para evitar a entrada excessiva de calor. Por exemplo, o alumínio de 1/8 de polegada pode precisar de 120 a 140 amperes, enquanto a mesma espessura de aço exigiria uma amperagem maior. Além disso, as configurações de tensão devem ser ajustadas de acordo; materiais mais espessos normalmente precisam de tensão mais alta para manter a estabilidade do arco e obter a penetração adequada, enquanto materiais como o aço inoxidável, que exigem controle preciso, podem usar configurações de tensão mais baixas.
Ao compreender esses fatores e consultar as Especificações de Procedimentos de Soldagem (WPS), os soldadores podem otimizar suas configurações de tensão e corrente para obter melhor qualidade e resistência da solda.
Qual é a relação entre a velocidade de alimentação do arame e a corrente de soldagem?
A relação entre a velocidade de alimentação do arame (WFS) e a corrente de soldagem na soldagem a arco de gás metálico (GMAW) é direta e crucial para manter um processo de soldagem estável. Na GMAW, especialmente com fontes de energia de tensão constante, o ajuste da velocidade de alimentação do arame ajusta automaticamente a corrente de soldagem. O aumento da velocidade de alimentação do arame aumenta a corrente de soldagem, enquanto a diminuição da velocidade de alimentação do arame diminui a corrente de soldagem. Isso ocorre porque a máquina de solda fornece a corrente necessária para derreter o arame na velocidade em que ele é alimentado. Essa relação afeta o modo de transferência de metal, a penetração da solda e o perfil do cordão. Velocidades mais altas de alimentação de arame levam a correntes de soldagem mais altas, resultando em uma penetração mais profunda e possivelmente mudando o modo de transferência de globular para spray, dependendo do nível de corrente e do material. Equilibrar a taxa de alimentação do arame e a taxa de queima é essencial para evitar problemas como o derretimento do arame de volta à ponta de contato ou a alimentação muito rápida no banho de solda.
Como posso determinar as configurações ideais de tensão e corrente para meu projeto de soldagem?
Para determinar as configurações ideais de tensão e corrente para seu projeto de soldagem, comece consultando as Especificações de Procedimento de Soldagem (WPS) para obter as faixas recomendadas com base no material e na configuração da junta. Considere a espessura e o tipo de material, pois materiais mais espessos geralmente exigem correntes mais altas. Selecione o tipo e o tamanho adequados do eletrodo, pois eles têm faixas operacionais específicas para corrente e tensão. Na soldagem por arco de gás metálico (GMAW), ajuste a velocidade de alimentação do arame (WFS) para controlar a corrente de soldagem, garantindo que ela se equilibre com a tensão para manter a estabilidade do arco. Realize soldas de teste em material de sucata para avaliar e ajustar as configurações e monitorar continuamente as condições de soldagem. Utilize ferramentas de medição para verificar as configurações e documentar os parâmetros ideais para garantir a consistência em futuras tarefas de soldagem.
Quais são as consequências de configurações inadequadas de tensão e corrente?
As configurações inadequadas de tensão e corrente na soldagem podem afetar significativamente a qualidade e a segurança da solda. Se a tensão for muito alta, a solda poderá ser muito larga e plana, com penetração insuficiente, resultando em juntas fracas. Por outro lado, uma tensão muito baixa resulta em soldas rasas e estreitas com fusão ruim. Ajustes incorretos de corrente podem causar problemas como queimaduras, respingos excessivos e baixa estabilidade do arco. Esses defeitos comprometem a integridade estrutural da solda, levando a possíveis falhas. Além disso, as configurações incorretas aumentam o risco de choques elétricos e perigos para o equipamento. Garantir as configurações corretas de tensão e corrente é fundamental para produzir soldas fortes e sem defeitos e manter um ambiente de trabalho seguro.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Por que a escolha do gás misturado correto é crucial para o sucesso da soldagem? Este artigo explora como a seleção da mistura de gás adequada pode melhorar drasticamente a qualidade da soldagem, refinando as gotículas, reduzindo os respingos,...
Você já se perguntou por que as estruturas soldadas às vezes falham, apesar de sua aparência robusta? Este artigo mergulha nos desafios ocultos da soldagem, explorando como o aquecimento e o resfriamento irregulares podem levar...
Você já se perguntou como os arranha-céus se mantêm altos ou como os carros permanecem soldados? Este blog revela a mágica por trás das máquinas de solda elétrica. Saiba mais sobre os principais fabricantes, como Lincoln Electric e Miller Welds,...
Você já se perguntou quais marcas de equipamentos de soldagem estão liderando o setor atualmente? Este artigo explora os dez principais fabricantes de máquinas de soldagem, destacando suas inovações, presença global e pontos fortes exclusivos....
Você já se perguntou sobre os perigos ocultos por trás das faíscas brilhantes da soldagem? Neste artigo, exploramos os efeitos nocivos da soldagem a arco de argônio no corpo humano....
Você já se perguntou o que significam os números e as letras nas varetas de solda? Este artigo desmistifica o sistema de codificação das varetas de solda de aço carbono e aço inoxidável, ajudando você a entender sua resistência à tração,...
Você já se perguntou como calcular o consumo de varetas de solda com precisão? Nesta postagem do blog, exploraremos os métodos e as fórmulas usados por especialistas do setor para estimar o consumo de...
A deformação da solda em aço inoxidável pode levar a problemas significativos na fabricação de metais. O artigo explora vários métodos para controlar e corrigir essas deformações, como o uso de placas de cobre, água...
Você já se perguntou como soldar com eficiência diferentes tipos de aço inoxidável? Este artigo se aprofunda nos métodos de soldagem especializados para aço inoxidável martensítico e duplex, detalhando os desafios...