Explicação das posições de soldagem 1G, 2G, 3G, 4G, 5G e 6G
Você já se perguntou sobre a arte da soldagem e as diferentes posições envolvidas? Nesta fascinante postagem do blog, vamos nos aprofundar nos meandros das posições de soldagem, da plana à suspensa, e explorar seus desafios e técnicas exclusivos. Nosso autor especialista, com anos de experiência em engenharia mecânica, o guiará pelo mundo da soldagem 1G, 2G, 3G, 4G, 5G e 6G, fornecendo insights valiosos e conhecimento prático. Prepare-se para expandir seu conhecimento sobre essa habilidade essencial no campo da engenharia mecânica!
A posição de soldagem refere-se ao posicionamento relativo da peça de trabalho em relação ao equipamento de soldagem durante a operação de soldagem. Há quatro tipos básicos de posições de soldagem: plana, horizontal, vertical e suspensa. Cada posição de soldagem tem seus requisitos e precauções operacionais específicos.
Posição plana: Essa é a posição de soldagem mais comum, adequada para a maioria dos cenários de soldagem. A soldagem realizada nessa posição é chamada de soldagem plana.
Posição horizontal: Essa posição é normalmente usada quando a costura de solda precisa ser observada ou manuseada pela lateral. Na soldagem horizontal, a seleção do ângulo e da corrente do eletrodo é particularmente importante para garantir a qualidade da costura de solda.
Posição vertical: A soldagem vertical envolve a colocação da peça de trabalho em uma posição vertical para a soldagem. Essa posição é adequada para soldar materiais longos e lineares, como tubos. Na soldagem vertical, a seleção do eletrodo e o ajuste dos parâmetros de soldagem são cruciais para garantir a qualidade da soldagem.
Posição de cabeça para baixo: A soldagem suspensa é uma posição em que a soldagem é feita por baixo do cordão de solda, o que a torna uma posição desafiadora, pois o operador precisa alinhar o cordão de solda por cima. Durante a soldagem suspensa, a corrente de soldagem deve ser 10% - 15% menor do que durante a soldagem plana, e a operação de arco curto deve ser usada.
Ao escolher uma posição de soldagem, fatores como a espessura da soldagem, o número de camadas de solda e o tipo de junta precisam ser considerados. Por exemplo, ao soldar transistores de alta potência, pode ser necessária uma atenção especial para garantir a inserção adequada da posição de chumbo, e o tempo de soldagem deve ser minimizado para uma melhor dissipação de calor.
Tipos de posição de soldagem
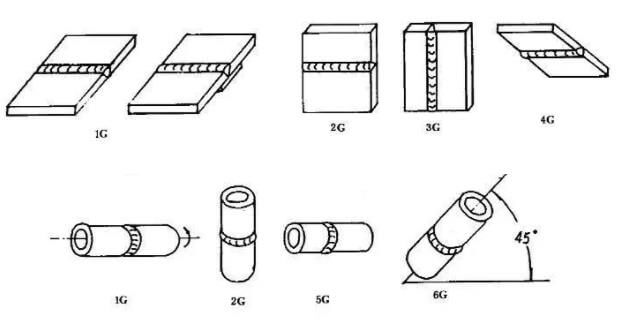
As posições das soldas de ranhuras são classificadas como 1G, 2G, 3G, 4G, 5G e 6G, respectivamente, representando soldagem planaA soldagem horizontal, a soldagem vertical, a soldagem suspensa, a soldagem fixa horizontal de tubulações e a soldagem fixa de tubulações com inclinação de 45°.
Solda de topo de chapa:
(1) Posição plana, indicada como 1G;
(2) Posição horizontal, indicada como 2G;
(3) Posição vertical, indicada como 3G;
(4) Posição acima da cabeça, indicada como 4G.
Solda de topo de tubulação:
(1) Rotação horizontal, indicada como 1G;
(2) Posição fixa vertical, indicada como 2G;
(3) Posição fixa horizontal, indicada como 5G, 5GX;
(4) Posição fixa de 45 graus, indicada como 6G, 6GX.
Solda de junta de topo entre o tubo e a placa:
(1) Rotação horizontal, indicada como 2FRC;
(2) Posição fixa vertical, soldagem plana, indicada como 2FG;
(3) Posição fixa vertical, soldagem suspensa, indicada como 4FG;
(4) Posição fixa horizontal, indicada como 5FG;
(5) Posição fixa de 45 graus, indicada como 6FG.
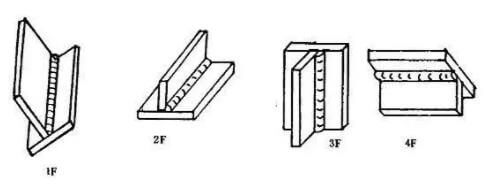
Soldagem de filetes de chapas:
Placa soldas de filete são classificados como 1F, 2F, 3F e 4F, representando a soldagem do tipo navio, a soldagem horizontal, a soldagem vertical e a soldagem suspensa, respectivamente.
Folha de tubo ou tubo soldas de filete são classificadas como 1F, 2F, 2FR, 4F e 5F, representando a soldagem rotativa de 45 graus, a soldagem transversal (com o eixo do tubo na vertical), a soldagem rotativa horizontal do eixo do tubo e a soldagem horizontal fixa do eixo do tubo, respectivamente.
Soldagem de pinos:
(1) Posição plana, indicada como 1S;
(2) Posição horizontal, indicada como 2S;
(3) Posição superior, indicada como 4S.
De acordo com a AWS, a posição plana é indicada como F, a posição horizontal é indicada como H, a posição vertical é indicada como V e a posição suspensa é indicada como OH.
Explicação das posições de soldagem 1g, 2g, 3g, 4g, 5g e 6g
1. Soldagem plana (1G)
1G é a soldagem plana
Soldagem 1G
1G Características de soldagem:
A soldagem por fusão de metal depende principalmente de seu próprio peso para fluir para a poça de fusão.
A forma e a composição da piscina fundida são simples de manter e controlar.
Ao soldar metal com a mesma espessura de chapa, a corrente de soldagem necessária para a soldagem plana é maior em comparação com outras posições de soldagem, levando a uma maior eficiência de produção.
No entanto, a escória e a poça de fusão são propensas a se misturar, especialmente ao soldar soldas de filete plano, fazendo com que a escória avance facilmente e forme inclusões de escória.
Os eletrodos ácidos podem dificultar a distinção entre a escória e a poça de fusão, enquanto os eletrodos alcalinos proporcionam clareza.
Incorreto parâmetros de soldagem e técnicas podem resultar em defeitos como formação de cordão, rebaixamento e deformação da solda.
Na soldagem de um lado, se o dorso for de formação livre, a primeira solda poderá apresentar problemas como penetração irregular ou má formação do dorso.
Pontos principais da soldagem 1G:
De acordo com a espessura da placa, a Vareta de solda com um diâmetro maior e uma corrente de soldagem mais alta podem ser selecionados.
Durante a soldagem, o eletrodo e a solda devem formar um ângulo de 60-80°, e a separação da escória e do metal líquido deve ser controlada para evitar a formação de escória.
Para espessuras de chapa de ≤6 mm, geralmente deve ser usada uma ranhura Tipo I para soldagem plana de topo e um eletrodo de 3,2 a 4 mm de diâmetro com um arco curto técnica de soldagem deve ser usado para a solda frontal, com a penetração atingindo 2/3 da espessura da chapa.
Antes da vedação posterior, a raiz não pode ser limpa, exceto em estruturas importantes, mas a escória deve ser limpa, e a corrente pode ser maior.
Se houver confusão entre a escória e a poça de metal fundido na soldagem plana de topo, estenda o arco, incline o eletrodo para frente e empurre a escória para trás da poça de metal fundido para evitar a inclusão de escória.
Na soldagem horizontal e inclinada, a soldagem ascendente deve ser usada para evitar a inclusão de escória e impedir que a poça de fusão se mova para frente.
Quando a soldagem de várias camadas e vários passes for usada, considere o número de passes de soldagem e a sequência de soldagem, com cada camada não excedendo 4-5 mm.
Para juntas em T, filetes e ângulos planos juntas soldadasSe a espessura das duas placas for diferente, o ângulo do eletrodo deve ser ajustado para direcionar o arco para um lado da placa mais grossa, a fim de garantir o aquecimento uniforme das duas placas.
Seleção correta do método de transporte de tiras
(1) Para espessura da solda menor ou igual a 6 mm, é usada a soldagem plana de topo com ranhura em I.
A soldagem de dupla face deve empregar o transporte linear de tiras para a solda frontal, em um ritmo ligeiramente lento.
A solda traseira também deve usar o transporte linear de tiras, com uma corrente de soldagem um pouco maior e velocidade mais rápida.
(2) Para chapas com espessura menor ou igual a 6 mm, a soldagem multicamadas ou a soldagem multicamadas com várias passagens pode ser usada quando outras formas de ranhura forem utilizadas.
A primeira camada de solda de suporte deve usar eletrodo de baixa corrente, corrente padrão baixa e solda com eletrodo linear ou serrilhado.
Ao soldar a camada de enchimento, podem ser selecionados eletrodos com diâmetro maior e soldagem de arco curto com corrente de soldagem mais alta.
(3) Para juntas em T planas soldagem de filetes Com tamanho de perna inferior a 6 mm, pode-se optar pela soldagem de camada única e usar os métodos de transporte linear, de anel oblíquo ou de tira dente de serra.
Para um tamanho maior de perna de soldagem, deve-se usar a soldagem multicamada ou a soldagem multipasse multicamada.
O método de transporte de tira linear é empregado para a soldagem de suporte, e o transporte de tira em dente de serra inclinado ou em anel inclinado pode ser escolhido para a camada de preenchimento.
(4) A soldagem de várias camadas e de várias passagens geralmente deve usar o método de soldagem de faixa linear.
2. Soldagem horizontal (2G)
2G é a soldagem horizontal
Soldagem 2G
2G Características de soldagem:
O metal fundido pode cair facilmente na ranhura devido ao seu próprio peso, causando defeitos de rebaixo na parte superior e cordão de solda em gota ou defeitos de penetração incompleta na parte inferior.
A separação do metal fundido e da escória é relativamente fácil, semelhante à soldagem vertical.
Pontos principais da soldagem 2G:
A ranhura tipo V ou tipo K é geralmente usada para soldagem horizontal de topo, e para juntas de topo com espessura de chapa de 3 a 4 mm, ambos os lados podem ser soldados usando a ranhura tipo I.
Deve-se selecionar um eletrodo de pequeno diâmetro e a corrente de soldagem deve ser menor do que a usada na soldagem plana. A operação com arco curto pode controlar melhor o fluxo do metal fundido.
Para a soldagem de chapas grossas, deve-se adotar a soldagem de várias camadas e de vários passes, além das soldas de apoio.
Ao usar a soldagem de várias camadas e vários passes, deve-se dar atenção especial ao controle da distância de sobreposição entre os passes de soldagem. Cada soldagem sobreposta deve começar a 1/3 da soldagem anterior para evitar irregularidades.
O ângulo apropriado do eletrodo deve ser mantido de acordo com a situação específica e com o velocidade de soldagem deve ser ligeiramente bloqueado e uniforme.
Deve-se usar o método correto de transporte de tiras:
(1) Para a soldagem horizontal de topo tipo I, a melhor maneira de fazer a solda frontal é usar o método de transporte linear alternativo de tiras.
Para peças mais grossas, deve-se usar uma tira anular linear ou com pequena inclinação e uma tira linear na parte traseira. A corrente de soldagem pode ser aumentada adequadamente.
(2) Para a soldagem horizontal de topo de outras ranhuras, se a folga for pequena, o transporte de tiras em linha reta pode ser usado para a soldagem de apoio.
Se a lacuna for grande, a camada de apoio deve usar o transporte recíproco de tiras lineares e as outras camadas podem usar o transporte de tiras de anel inclinado durante a soldagem de várias camadas. O transporte de tiras lineares deve ser usado durante a soldagem de várias camadas com várias passagens.
3. Soldagem vertical (3G)
3G é a soldagem vertical
Soldagem 3G
3G Características de soldagem:
O metal fundido e a escória se separam facilmente devido à gravidade, o que pode resultar em defeitos como cordão de solda, rebaixo e inclusão de escória.
A alta temperatura da poça de fusão faz com que o metal flua para baixo, levando a uma soldagem irregular.
A penetração incompleta pode ocorrer na raiz das soldas da junta em T e é mais fácil controlar o grau de penetração.
No entanto, a produtividade da soldagem é menor em comparação com a soldagem plana.
Pontos principais da soldagem 3G:
Mantenha o ângulo correto do eletrodo;
A soldagem vertical ascendente é comumente usada na produção e uma haste de soldagem especializada deve ser usada para a soldagem vertical descendente para garantir a qualidade.
A corrente de soldagem para a soldagem vertical ascendente é de 10 a 15% menor do que para a soldagem plana, e um diâmetro de eletrodo menor (menos de 4 mm) deve ser selecionado.
A soldagem com arco curto é usada para reduzir a distância entre a transferência de gotículas e a poça de fusão.
Adote o método correto de transporte de tiras.
(1) Ao soldar verticalmente para cima em uma junta de topo com ranhura em T (comumente usada para chapas finas), os métodos de transporte de faixa linear, serrilhada e crescente são comumente usados. O comprimento máximo do arco não deve exceder 6 mm.
(2) Para outras formas de soldagem vertical de topo de ranhura, a primeira camada de soldagem geralmente emprega soldagem quebrada, soldagem crescente com um pequeno balanço e soldagem de tira triangular. As camadas subsequentes podem ser transportadas usando um formato crescente ou dente de serra.
(3) Durante a soldagem vertical de juntas em T, o eletrodo deve ter um tempo de permanência adequado em ambos os lados e nos cantos superiores da solda, e a amplitude de oscilação do eletrodo não deve ser maior do que a largura da solda. A operação de transporte do eletrodo é semelhante à da soldagem vertical de outras formas de ranhura.
(4) Ao soldar a camada de cobertura, o formato da superfície da solda dependerá do método de transporte da tira. Uma tira em forma de meia-lua pode ser usada se for necessária uma qualidade de superfície ligeiramente superior, enquanto um método de transporte de tira em dente de serra pode ser usado para uma superfície plana (o formato côncavo médio está relacionado ao tempo de pausa).
4. Soldagem aérea (4G)
4G é a soldagem aérea
Soldagem 4G
4G Características de soldagem:
O metal fundido cai devido à gravidade, e o controle da forma e do tamanho da poça de fusão é um desafio.
O transporte da tira é difícil, e não é fácil obter uma superfície plana na solda.
Defeitos como inclusão de escória, penetração incompleta, cordão de solda e má formação da solda são comumente observados. O respingo e a difusão do metal de solda fundido podem causar acidentes com queimaduras.
A soldagem suspensa é menos eficiente em comparação com outras posições de soldagem.
Pontos principais da soldagem 4G:
Para a soldagem de topo, quando a espessura da solda for ≤ 4 mm, deve-se usar a ranhura do tipo I, selecionar um eletrodo de 3,2 mm e a corrente de soldagem deve ser moderada.
Quando a espessura da solda for ≥ 5 mm, deve-se usar a soldagem de várias camadas e vários passes.
Para a soldagem suspensa de soldas de juntas em T, a soldagem de camada única deve ser usada quando a perna da solda for menor que 8 mm e a soldagem de múltiplas camadas e múltiplos passes deve ser usada quando a perna da solda for maior que 8 mm.
O método correto de transporte de tiras deve ser selecionado com base na situação específica:
(1) Quando o tamanho da perna de soldagem for pequeno, deve-se usar o transporte linear ou linear alternativo de tiras, e a soldagem de camada única deve ser concluída.
Quando o tamanho da perna de soldagem é grande, pode-se usar a soldagem de várias camadas ou o transporte de tiras de soldagem de várias camadas e vários passes.
A primeira camada deve ser transportada usando o transporte de tiras lineares, e as camadas subsequentes podem usar o transporte de tiras triangulares inclinadas ou de anéis inclinados.
(2) Independentemente do método de transporte de tiras utilizado, a quantidade de metal de solda adicionada à poça de fusão de uma só vez não deve ser excessiva.
5. Porta de fixação horizontal da tubulação (5G)
A porta de fixação horizontal da tubulação é a posição 5g
Soldagem 5G
6. Junção soldada oblíqua de 45° do tubo (6G)
A junção soldada oblíqua de 45° do tubo é a posição 6G
Soldagem 6G
Qual é o impacto específico da seleção da posição de soldagem na qualidade da soldagem?
A seleção da posição de soldagem tem um impacto significativo na qualidade da soldagem. Primeiro, a posição de soldagem afeta diretamente a tensão e a deformação da soldagem. Se a posição de soldagem for escolhida incorretamente, poderá causar deformação excessiva ou estresse interno na soldagem. Isso não apenas reduz a qualidade da soldagem, mas pode até mesmo resultar no sucateamento da soldagem em casos graves.
Além disso, diferentes posições de soldagem podem afetar a forma e a localização do banho de solda, especialmente quando a soldagem é feita em posições verticais, horizontais ou suspensas. Devido ao efeito da gravidade, problemas como o undercutting podem ocorrer facilmente.
Portanto, organizar a posição e o número de soldas de forma razoável é uma das medidas essenciais para controlar a deformação da solda e melhorar a qualidade da solda.
O impacto da seleção da posição de soldagem na qualidade da soldagem se reflete principalmente nos seguintes aspectos:
Em primeiro lugar, pode causar deformação excessiva ou estresse interno na solda, afetando seu desempenho geral.
Em segundo lugar, ela afeta a forma e a posição do banho de solda, afetando posteriormente a qualidade e a estética da soldagem.
Em terceiro lugar, ao organizar razoavelmente a posição e o número de soldas, a deformação da solda pode ser controlada com eficácia, melhorando assim a qualidade da solda.
Portanto, durante as operações de soldagem, a posição de soldagem adequada deve ser selecionada com base em requisitos específicos de soldagem, características do material e rigidez estrutural, entre outros fatores, para obter os melhores resultados de soldagem.
Quais são os prós e contras da soldagem vertical e suspensa em aplicações práticas?
As vantagens e desvantagens da soldagem vertical e suspensa em aplicações práticas são as seguintes:
Os pontos fortes da soldagem vertical estão principalmente na conservação do material, na redução do peso, na simplicidade do equipamento, na flexibilidade operacional e no baixo custo. É particularmente eficaz para soldas irregulares, soldas curtas, soldas suspensas, soldas em alta altitude e em locais estreitos, oferecendo aplicação flexível e operação sem esforço. A qualidade da soldagem é alta devido à alta temperatura do arco, à maior velocidade de soldagem e à menor zona afetada pelo calor. O método de execução de triângulo equilátero é adequado para a soldagem vertical de juntas de topo chanfradas e juntas em T, capaz de produzir seções transversais de solda mais espessas de uma só vez. Ele minimiza defeitos como a inclusão de escória, aumentando assim a eficiência da produção.
A desvantagem da soldagem vertical inclui o fato de que as tensões de baixa corrente dificilmente são usadas ao soldar de cima para baixo durante a operação, resultando em baixa resistência. Embora a formação seja esteticamente agradável, é essencial manter o ângulo correto do eletrodo.
As vantagens da soldagem suspensa incluem bom desempenho do processo, fácil iniciação do arco, arco estável, menos respingos, boa remoção de escória, formação de solda esteticamente agradável, fácil domínio da técnica de soldagem e boa resistência à porosidade de eletrodos ácidos, com o metal de solda raramente causando problemas.
As desvantagens da soldagem suspensa são mais evidentes, principalmente devido à tendência do metal fundido de cair por gravidade, dificultando a transição de gotículas e a formação da solda. Além disso, o desempenho do processo do arame de solda sólido é pior, tornando a formação mais desafiadora, e a ausência de fluxo também pode afetar a formação da solda.
A soldagem vertical tem vantagens claras em termos de flexibilidade operacional, custo-benefício e adaptabilidade a soldas complexas, mas pode enfrentar problemas de resistência insuficiente em alguns casos. Embora a soldagem suspensa tenha seus méritos em termos de formação de solda esteticamente agradável e domínio técnico, sua principal desvantagem é a maior dificuldade de soldagem devido à queda do metal fundido.
Métodos de soldagem e seus códigos
Cada método de soldagem pode ser realizado por meio de soldagem manual, soldagem mecanizada ou soldagem automática, com seus códigos conforme mostrado na tabela abaixo.
Formulários de peças de teste, posições e seus códigos
As formas, posições e respectivos códigos das peças de teste são mostrados na tabela abaixo. A posição da peça de teste determina basicamente a posição de soldagem.
Tabela 1. Formas, posições e códigos das peças de teste.
Peça de teste de junta de canto de tubo para placa
Peça de teste de soldagem por rotação horizontal
2FRG
Peça de teste de soldagem plana fixa vertical
2FG
Peça de teste de soldagem vertical fixa e suspensa
4FG
Peça de teste de soldagem horizontal fixa
5FG
Peça de teste de soldagem fixada em 45°
6FG
Peça de teste de soldagem de canto de chapa metálica
Peça de teste de soldagem plana
1F
Peça de teste de soldagem horizontal
2F
Peça de teste de soldagem vertical
3F
Peça de teste de soldagem suspensa
4F
Peça de teste de soldagem de canto de tubo (incluindo a peça de teste de soldagem de canto tubo a placa e a peça de teste de soldagem de canto tubo a tubo).
Peça de teste de soldagem com rotação de 45°
1F (Rotação)
Peça de teste de soldagem horizontal fixa vertical
2F
Peça de teste de soldagem por rotação horizontal
2FR
Peça de teste de soldagem vertical fixa e suspensa
4F
Peça de teste de soldagem horizontal fixa
5F
Peça de teste de soldagem de pinos rosqueados
Peça de teste de soldagem plana
1S
Peça de teste de soldagem horizontal
2S
Peça de teste de soldagem suspensa
4S
Peças de teste com e sem almofadas de apoio
A peça de teste de solda de topo de chapa metálica, a peça de teste de solda de topo de tubo e a peça de teste de junta de canto de tubo para placa podem ser divididas em dois tipos: com e sem almofadas de apoio.
Para soldas de filete de dupla face, soldas de ranhura e juntas de canto de tubo com placa onde penetração total não é necessário, eles são considerados como almofadas de apoio.
No entanto, quando a soldagem de face única é usada com soldagem com proteção gasosaNão pode ser considerado como tendo almofadas de apoio.
(1) Peça de teste de solda de topo de chapa metálica (quando não há ranhura, é uma peça de teste de solda de filete).
(2) Peça de teste de soldagem de canto de chapa metálica.
Tabela 2. Posições de soldagem aplicáveis para peças de teste
chapas metálicas e tubos com diâmetro externo superior a 600 mm
tubos com diâmetro externo menor ou igual a 600 mm
Solda de topo de chapa metálica (Nota A-2)
1G
Plano
Plano
Plano
/
2G
Plano e horizontal
Plano e horizontal
Plano e horizontal
/
3G
Plano e vertical
Plano
Plano, horizontal e vertical
/
4G
Plano e suspenso
Plano
Plano, horizontal e suspenso
/
Peça de teste de solda de topo de tubo
1G
Plano
Plano
Plano
/
2G
Plano e horizontal
Plano e horizontal
Plano e horizontal
/
5G
Plano, vertical e suspenso
Plano, vertical e suspenso
Plano, vertical e suspenso
/
5GX
Plano, vertical para baixo e suspenso
Plano, vertical para baixo e suspenso
Plano, vertical para baixo e acima da cabeça
/
6G
Plano, horizontal, vertical e suspenso
Plano, horizontal, vertical e suspenso
Plano, horizontal, vertical e suspenso
/
6GX
Plano, vertical para baixo, horizontal e suspenso.
Plano, vertical para baixo, horizontal e suspenso.
Plano, vertical para baixo, horizontal e suspenso
/
Junta de canto entre tubo e placa
2FG
/
/
Plano e horizontal
2FG
2FRG
/
/
Plano e horizontal
2FRG 2FG
4FG
/
/
Plano, horizontal e suspenso
4FG 2FG
5FG
/
/
Plano, horizontal, vertical e suspenso
5FG 2FRG 2FG
6FG
/
/
Plano, horizontal, vertical e suspenso
Todas as posições
Soldagem de cantos de chapas metálicas
1F
/
/
Plano
/
2F
/
/
Plano e horizontal
/
3F
/
/
Plano, horizontal e vertical
/
4F
/
/
Plano, horizontal e suspenso
/
Soldagem de cantos de tubos
1F
/
/
Plano
/
2F
/
/
Plano e horizontal
/
2FR
/
/
Plano e horizontal
/
4F
/
/
Plano, horizontal e suspenso
/
5F
/
/
Plano, vertical, horizontal e suspenso.
/
Impacto do ajuste da corrente de soldagem em diferentes posições de soldagem
A influência do ajuste da corrente de soldagem em diferentes posições de soldagem se reflete principalmente na qualidade da costura de solda, incluindo a profundidade de penetração, a largura da fusão, os respingos e a porosidade. Aqui estão alguns exemplos específicos:
Quando a corrente de soldagem aumenta (com outras condições inalteradas), a profundidade de penetração e o reforço da costura de solda aumentam, enquanto a mudança na largura da fusão não é significativa ou aumenta ligeiramente. Isso indica que, em diferentes posições de soldagem, ao ajustar a corrente de soldagem, a forma e o tamanho da costura de solda podem ser controlados.
O tamanho da corrente de soldagem afeta diretamente a velocidade de fusão do metal e a qualidade da junta soldada. Quando a corrente é muito alta, o metal derrete rapidamente, levando a uma penetração profunda, a grandes respingos de metal e a defeitos como queimaduras e cortes inferiores. Portanto, em diferentes posições de soldagem, é necessário ajustar adequadamente a corrente de soldagem de acordo com a situação real para garantir a qualidade da costura de solda.
Na soldagem CO2/MAG/MIG, o ajuste da corrente de soldagem está, na verdade, ajustando a velocidade de alimentação do arame, enquanto o ajuste da tensão do arco está alterando a velocidade de fusão do arame. Somente quando a velocidade de fusão do arame e a velocidade de alimentação são iguais, a qualidade da soldagem pode ser garantida. Isso sugere que, em diferentes posições de soldagem, ao ajustar com precisão a corrente de soldagem e a tensão do arco, é possível obter fusão e alimentação uniformes do arame, melhorando assim a qualidade geral da costura de solda.
Na soldagem com proteção secundária, o ajuste da corrente e da tensão são dois fatores importantes que afetam a qualidade da costura de solda. Eles determinam diretamente a profundidade de penetração, a largura da fusão, os respingos, a porosidade e outras características da costura de solda. Isso implica que, em diferentes posições de soldagem, ao ajustar com precisão a corrente e a tensão, a microestrutura e o desempenho macro da costura de solda podem ser controlados com eficácia.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Você já se perguntou como os soldadores conseguem juntas perfeitas em posições desafiadoras? A soldagem 6GR é uma técnica especializada para soldar tubulações com um anel de obstáculos em um ângulo de 45°, crucial para garantir...
A soldagem de estruturas de aço exige precisão e experiência. Que armadilhas comuns podem comprometer seus projetos de soldagem? Neste artigo, exploramos dicas essenciais para uma soldagem bem-sucedida de estruturas de aço. Saiba como...
Você já se perguntou o que torna a solda de aço inoxidável tão resistente? Neste artigo, exploraremos o fascinante mundo das hastes de solda de aço inoxidável, revelando como suas composições e propriedades exclusivas tornam...