Escolha do compressor de ar para a máquina de corte a laser: Um guia
O corte a laser revolucionou a manufatura, mas você sabia que o compressor de ar desempenha um papel crucial no seu sucesso? Nesta postagem do blog, vamos nos aprofundar nos detalhes da escolha do compressor de ar perfeito para o seu cortador a laser. Nosso engenheiro mecânico especialista o guiará pelos principais fatores a serem considerados, garantindo um desempenho ideal e uma qualidade de corte impecável. Prepare-se para descobrir os segredos por trás do aproveitamento do poder do ar comprimido no corte a laser!
A escolha e a configuração de um compressor de ar para uma máquina de corte a laser é um processo complexo que exige a consideração de vários fatores, incluindo pressão, vazão e qualidade do ar. Aqui estão algumas conclusões a que chegamos:
Requisito de pressão: Normalmente, os cortadores a laser exigem uma pressão de ar entre 10 e 16 quilogramas. A maioria dos cortadores a laser usa um compressor de ar do tipo parafuso com uma pressão de 13 a 16 quilogramas, o que indica que essa é a principal demanda dentro dessa faixa de pressão.
Requisitos de vazão: A quantidade de gás que um cortador a laser usa depende da potência, do material e da espessura do objeto que está sendo cortado. Por exemplo, para um cortador a laser de 3000 watts, o requisito de taxa de fluxo do compressor de ar correspondente pode ser determinado consultando uma tabela de taxa de fluxo ou perguntando ao fabricante do cortador a laser.
Qualidade do ar: Para garantir a qualidade e a eficácia do corte a laser, o ar comprimido precisa estar limpo, seco e estável. Portanto, além dos requisitos básicos de pressão e vazão, deve-se dar atenção especial à configuração do dispositivo de pós-tratamento do ar comprimido, como filtros de tubulação de três a quatro estágios, secadores refrigerados e removedores de óleo de alta eficiência. Esses dispositivos podem garantir a qualidade do ar e evitar que a umidade e o óleo afetem o espelho protetor do cabeçote de corte a laser.
Tipo de compressor de ar: O compressor de ar do tipo parafuso é recomendado porque fornece um suprimento de ar mais estável, inteligente e com economia de energia. Além disso, o compressor de ar de parafuso de frequência variável com ímã permanente também é recomendado por seus recursos de economia de energia.
Importância de um compressor de ar dedicado: Os cortadores a laser podem atender aos requisitos de corte de vários materiais e formas complexas, e os gases auxiliares (como oxigênio, nitrogênio e ar comprimido) são indispensáveis para o processo de corte. Portanto, a escolha de um compressor de ar adequado para um cortador a laser é fundamental para melhorar os resultados do corte.
Concluindo, ao escolher um compressor de ar para um cortador a laser, considere a pressão de ar fornecida, a taxa de fluxo e a qualidade do ar. O compressor de ar do tipo parafuso, especialmente o compressor de ar de parafuso de frequência variável com ímã permanente, é uma boa opção por sua estabilidade, inteligência e eficiência energética. Ao mesmo tempo, para garantir a qualidade e a eficácia do corte a laser, devem ser configurados dispositivos de pós-tratamento adequados para garantir a limpeza e a secura da fonte de ar.
1. Introdução
O corte a laser é um método amplamente utilizado processamento a laser tecnologia globalmente. Seu uso remonta à década de 1970, quando foi usado pela primeira vez para fins de corte. O aumento e a popularidade da tecnologia de laser de terceira geração no início do século XXI tornaram o corte a laser cada vez mais popular no processamento de materiais como chapa metálicaplástico, vidro, cerâmica, semicondutores, têxteis, madeira e papel.
Com a crescente demanda, muitas empresas de laser têm desenvolvido produtos de alta potência corte a laser de fibra máquinas. Essas máquinas têm a vantagem de reduzir os custos de processamento e os métodos de pagamento flexíveis. Hoje, processamento de chapas metálicas empresas, fabricantes de cozinhas e banheiros e empresas de processamento de peças automotivas estão usando máquinas de corte a laser com mais frequência, principalmente no setor de processamento de chapas metálicas, no qual elas substituíram os métodos tradicionais de processamento.
As máquinas de corte a laser podem atender às necessidades de corte de vários materiais e formas complexas. Eles exigem lasers de alta energia e gases auxiliares para concluir o processo de corte. Os gases auxiliares mais comuns usados no corte a laser são o oxigênio (O2), o nitrogênio (N2) e o ar comprimido. O ar comprimido é mais fácil de obter e mais barato em comparação com o oxigênio e o nitrogênio, o que o torna uma opção comum para o corte.
A qualidade do ar comprimido afeta diretamente a qualidade do corte a laser de metalA estabilidade e o tamanho da pressão do gás podem afetar o efeito de corte. O compressor de ar usado como gás auxiliar para a máquina de corte a laser deve ser selecionado com base no projeto do cabeçote de corte a laser, na pressão do gás auxiliar e no tamanho do bico para obter a melhor combinação com a máquina de corte a laser.
2. Princípio do corte a laser
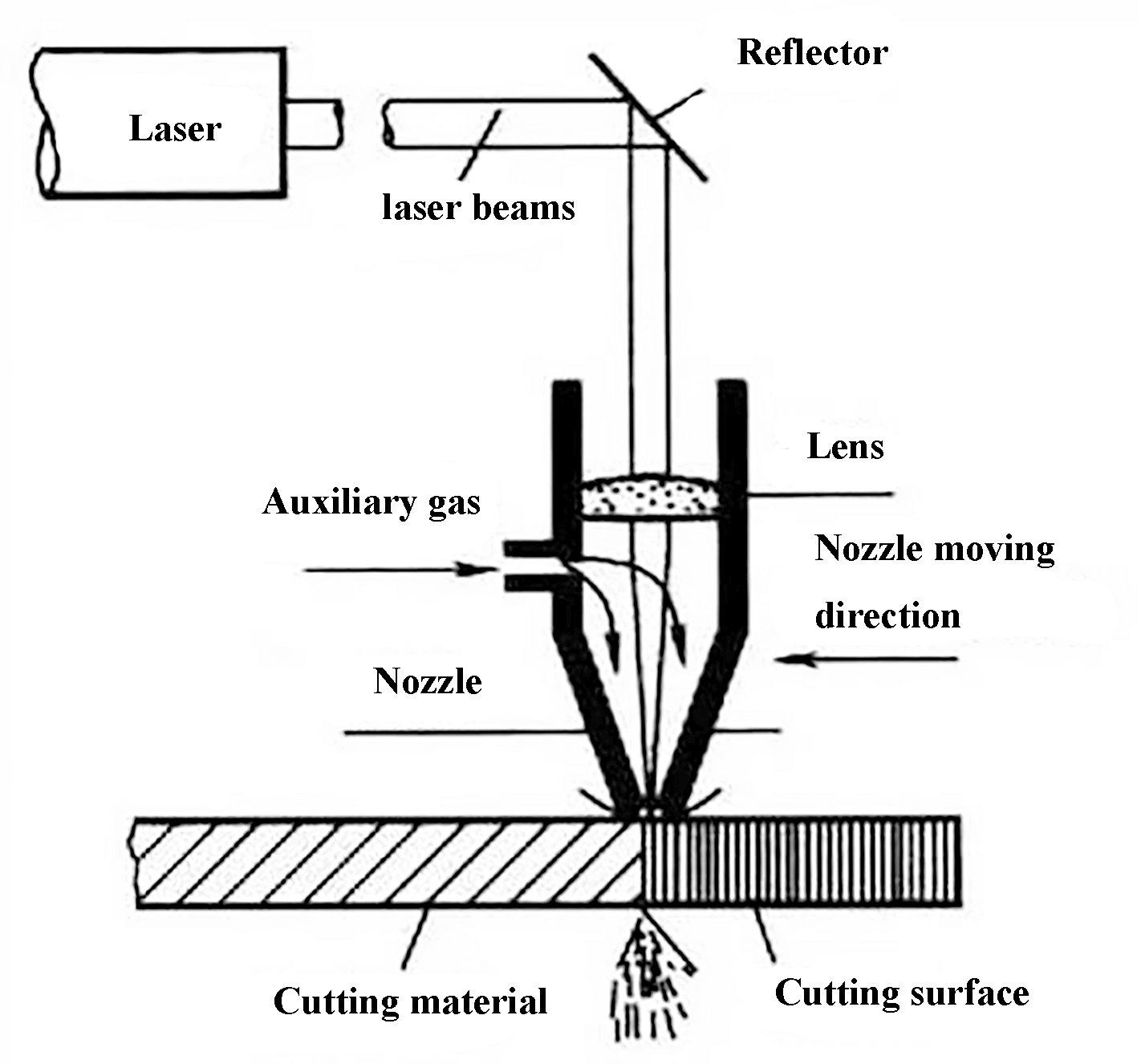
O corte a laser envolve o uso de um feixe de laser de alta potência e alta densidade que é focalizado na peça de trabalho, fazendo com que o material na área irradiada derreta, vaporize, ablacione ou atinja seu ponto de ignição. O material derretido é então removido por meio de um fluxo de ar de alta velocidade, que é coaxial com o feixe, permitindo o corte da peça de trabalho. O corte a laser é um método de corte térmico.
Fig. 1 Princípio do corte a laser
2.1 Mprincipais métodos de corte a laser
O corte a laser pode ser dividido em corte por gaseificação a laser, corte por fusão a laser, corte por fusão assistida por oxigênio a laser e corte por fratura controlada.
1) Corte por gaseificação a laser
Usando um feixe de laser com alta densidade de potência para aquecer a peça de trabalho, a temperatura aumenta rapidamente e atinge o ponto de ebulição do material em um tempo muito curto. Como resultado, o material começa a se vaporizar e a formar vapor. Esses vapores são expelidos em alta velocidade, criando um corte no material.
O calor necessário para a gaseificação do material é normalmente alto, portanto, o corte por gaseificação a laser requer uma quantidade significativa de potência e densidade de potência.
Esse método de corte é usado principalmente para cortar metais extremamente finos e metais não metálicos.materiais metálicos como papel, tecido, madeira, plástico e borracha.
Fig. 2 Corte por gaseificação a laser
A borda de corte do corte por gaseificação a laser é lisa e sem rebarbas.
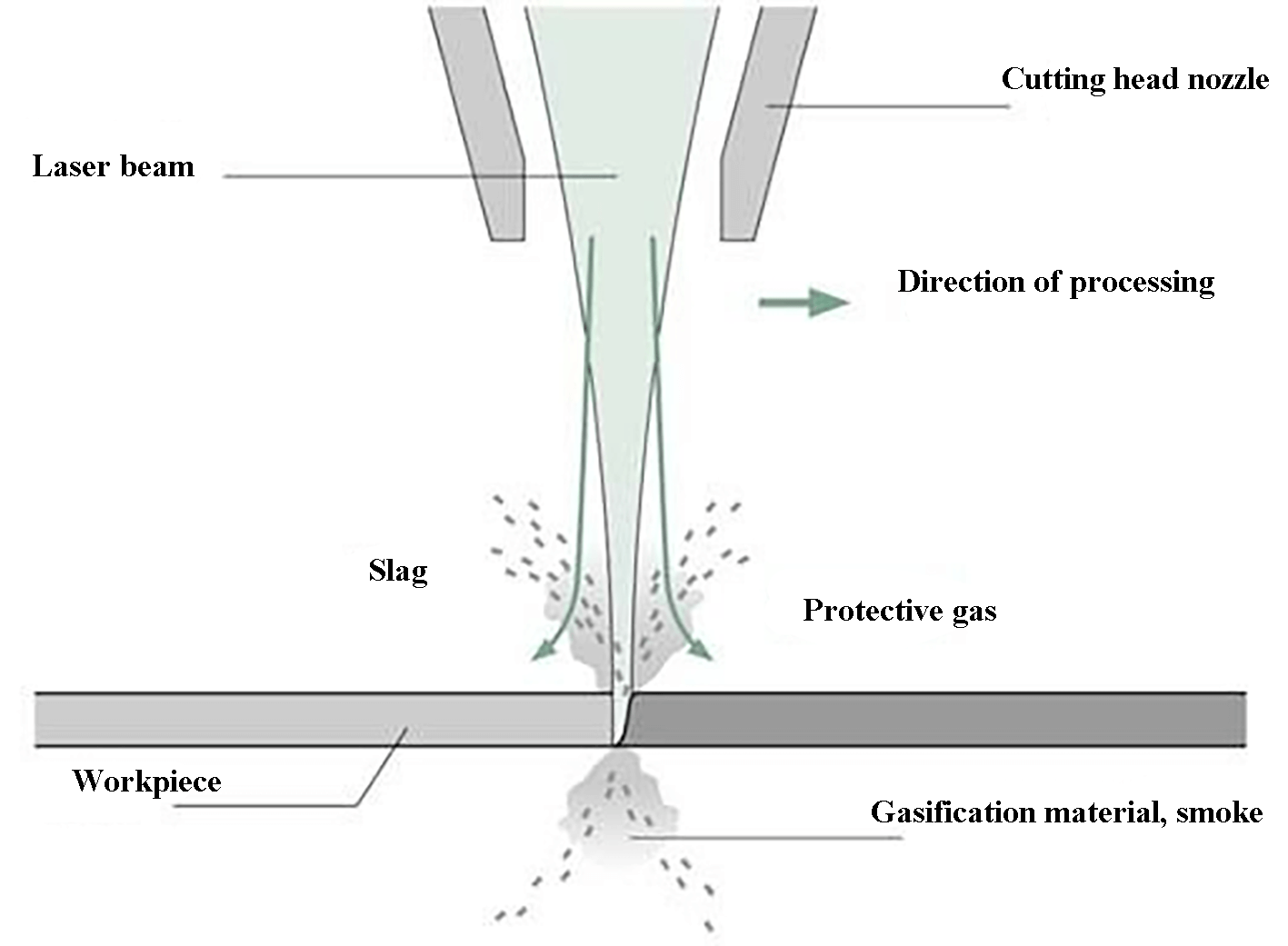
2) Corte por fusão a laser
O corte por fusão a laser envolve o aquecimento de materiais metálicos com um feixe de laser, fazendo-os derreter e, em seguida, usando gases inertes de alta pressão (como N2, Ar e He) expelidos por um bocal para eliminar o metal líquido e formar um corte.
Diferentemente do corte por gaseificação a laser, o corte por fusão a laser não exige a vaporização completa do material e requer apenas cerca de um décimo da energia do laser. Ao cortar materiais em folha, a velocidade de corte afeta a quantidade de energia do laser que é perdida durante o corte.
À medida que a velocidade aumenta, mais feixes podem atingir o material e aumentar a densidade de potência. Ao cortar materiais de chapa espessa, a velocidade de remoção da fusão deve ser rápida o suficiente para evitar que o feixe de laser seja refletido várias vezes no corte, interrompendo assim o processo de corte.
Fig. 3 Corte por fusão a laser
O corte por fusão a laser resulta em uma borda listrada no corte.
Esse método é usado principalmente para cortar materiais ou metais ativos que não são propensos à oxidação, como o aço inoxidável, titânio e alumínio e suas ligas.
Embora o nitrogênio seja usado como gás auxiliar de corte para melhorar a qualidade, ele também aumenta o custo em comparação com o uso de oxigênio como gás auxiliar de corte.
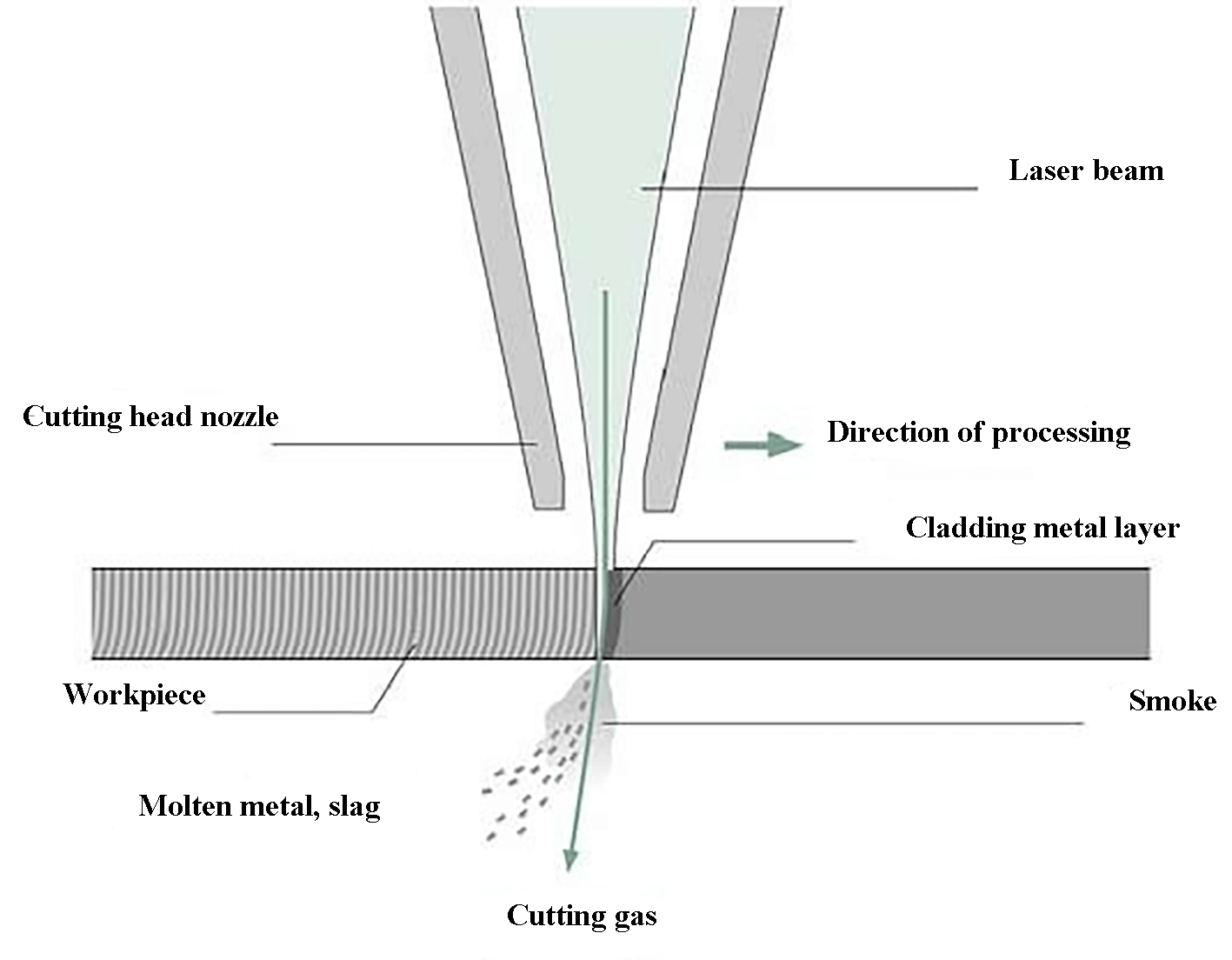
3) Corte por fusão assistida por oxigênio a laser
O princípio por trás do corte por fusão assistida por oxigênio a laser é semelhante ao do corte oxiacetilênico, com o laser servindo como fonte de calor de pré-aquecimento e o oxigênio como gás de corte auxiliar.
Por um lado, o oxigênio reage com o ferro que foi aquecido a aproximadamente 1500 ℃ pelo laser, fazendo com que uma grande quantidade de calor de oxidação seja continuamente liberada, resultando no aquecimento e na queima do elemento de ferro.
Por outro lado, os óxidos líquidos fundidos e os materiais derretidos são expelidos da zona de reação, formando um corte no metal.
O processo de corte gera uma quantidade significativa de calor devido à reação de oxidação, de modo que a energia necessária para o corte a laser com oxigênio é apenas metade da necessária para o corte por fusão.
Além disso, a velocidade de corte é muito maior do que a do corte por gaseificação a laser e do corte por fusão. A rugosidade da borda produzida pelo corte por fusão assistida por oxigênio a laser está entre a do corte por vaporização a laser e a do corte por fusão a laser.
Esse método é usado principalmente para cortar aço carbono e outros metais que são facilmente oxidados. Ele também pode ser usado para processar materiais como aço inoxidável, mas a seção cortada será preta e áspera, e o custo será menor do que o do corte com um gás inerte.
4) Corte com fratura controlada
O corte de fratura controlado por laser é um processo de corte de materiais frágeis usando aquecimento por feixe de laser em alta velocidade e de forma controlável.
O princípio de corte envolve o aquecimento de uma pequena área do material frágil com um feixe de laser, o que causa gradiente térmico e deformação mecânica severa, levando a rachaduras no material.
A velocidade de corte desse processo é rápida e requer apenas uma pequena quantidade de potência do laserMas se a potência for muito alta, a superfície da peça de trabalho derreterá e a borda de corte será danificada. Os principais parâmetros que podem ser controlados são a potência do laser e o tamanho do ponto.
2.2 Ccaracterísticas do corte a laser
Em comparação com outros métodos de corte, o corte a laser é conhecido por sua alta velocidade de corte e excelente qualidade. Alguns dos principais recursos do corte a laser incluem:
Boa qualidade de corte: O corte a laser oferece excelente qualidade de corte devido ao seu pequeno tamanho de ponto de laser, alta densidade de energia e velocidade de corte rápida.
Corte fino e estreito: Laser corte a gás produz uma incisão fina e estreita, com os lados do corte paralelos e perpendiculares à superfície.
Superfície de corte lisa e bonita: A superfície de corte produzida pelo corte a laser é lisa e atraente, o que a torna adequada para uso como uma etapa final de processamento sem a necessidade de usinagem adicional.
Pequena zona afetada pelo calor: a largura da zona afetada pelo calor após o corte a laser é pequena, preservando as propriedades do material próximo ao corte. O formato da peça de trabalho é preciso e a precisão do corte é alta. Uma comparação das velocidades de corte entre o corte a laser e outros métodos é apresentada na Tabela 1, usando chapas de aço de baixo carbono como material de corte.
Velocidade de corte rápida: Por exemplo, um laser de 2500 W pode cortar chapas de aço carbono laminadas a frio com 1 mm de espessura a uma velocidade de 16-19 m/min.
Corte sem contato: Durante o corte a laser, não há contato entre o bocal e a peça de trabalho, evitando o desgaste da ferramenta e preservando a qualidade do corte.
Tabela 1 Comparação da velocidade de corte em vários métodos de corte
3. Comparação do corte a laser com diferentes gases auxiliares
No corte a laser, a escolha do gás de corte depende do material que está sendo cortado. A seleção do gás de corte e sua pressão afetam significativamente a qualidade do corte. processo de corte a laser.
3.1. Tipos de gás auxiliar
Os gases auxiliares comumente usados no corte a laser são oxigênio (O2), nitrogênio (N2) e ar comprimido. Em alguns casos, o argônio (Ar) também é usado. A seleção do gás de corte pode ser dividida em gás de alta pressão e gás de baixa pressão com base na pressão do gás.
3.2. Seleção dos tipos de gás auxiliar
As principais funções do gás auxiliar no corte a laser são as seguintes:
Suporte à combustão e dissipação de calor
Soprar os detritos fundidos produzidos durante o corte em tempo hábil
Impedindo que os detritos fundidos rebatam no bocal e protegendo a lente de foco.
Ao escolher diferentes tecnologias de corte a laser, a seleção do gás auxiliar pode variar de acordo com os diferentes materiais de corte e a potência da máquina de corte a laser.
Veja a seguir as características, os usos e os escopos de aplicação dos diversos gases auxiliares:
1) Oxigênio
O oxigênio (O2) é usado principalmente para cortar materiais de aço carbono. O calor gerado pela reação química do oxigênio e do ferro promove a fusão endotérmica do metal, o que melhora significativamente a eficiência do corte e permite o corte de materiais mais espessos, melhorando o desempenho da máquina de corte a laser.
No entanto, o uso de oxigênio também resulta na formação de um filme de óxido evidente na borda cortada e tem um efeito de endurecimento no material ao redor, o que pode afetar o processamento posterior. A borda cortada do material tem uma cor preta ou amarela escura.
As chapas de aço carbono normalmente usam corte com oxigênio e baixa pressão perfuração ou corte de baixa pressão.
2) Nitrogênio
Quando o nitrogênio (N2) é usado como gás auxiliar para o corte, ele forma uma atmosfera protetora ao redor do metal fundido para evitar a oxidação e a formação de uma película de óxido, possibilitando assim um corte não oxidativo.
No entanto, como o nitrogênio não reage com os metais, a capacidade de corte não é tão boa quanto a do oxigênio, que tem um calor de reação. Além disso, o corte com nitrogênio consome várias vezes mais nitrogênio do que o corte com oxigênio, o que o torna mais caro.
A superfície de corte não oxidativa tem soldagem direta, revestimento e fortes propriedades de resistência à corrosão, e a face final da incisão é branca. O nitrogênio é geralmente usado para cortar aço inoxidável, chapa galvanizadaO sistema de perfuração de baixa pressão e o corte de alta pressão são usados para cortar chapas de alumínio e ligas de alumínio, latão e outros materiais.
É importante observar que a taxa de fluxo de gás tem um impacto significativo no corte quando se usa nitrogênio. Ao garantir a pressão do gás de corte, é necessário garantir o fluxo de gás adequado.
3) Ar comprimido
O ar comprimido, que pode ser facilmente obtido e é muito barato devido ao seu fornecimento direto de um compressor de ar, é a opção mais econômica e prática quando não há requisitos rigorosos para a cor da incisão do material.
Embora o ar contenha apenas cerca de 20% de oxigênio, sua eficiência de corte é inferior à do corte com oxigênio, mas sua capacidade de corte é próxima à do nitrogênio, com uma eficiência de corte ligeiramente superior à do corte com nitrogênio. A face final do corte a ar apresenta cor amarela.
Comparação econômica do corte a laser com ar comprimido e do corte a laser com nitrogênio
Atualmente, o nitrogênio líquido no mercado é de cerca de 1.400 yuans/tonelada,
O líquido nitrogênio para corte a laser precisa do tanque Dewar, que geralmente tem 120 kg/lata, e o preço de 1 kg é superior a 3 yuans.
De acordo com 1400 yuan/tonelada, a gravidade específica do nitrogênio no estado padrão é de 1,25 kg/m3.
Portanto, o consumo máximo de nitrogênio líquido em um tanque Dewar é de aproximadamente 120/1,25 = 96 Nm3.
O custo do nitrogênio por Nm3 é 168/96 = 1,75 yuan/Nm3
Se o compressor de ar Baode PM15TK-16 for usado para fornecer ar comprimido de 16 bar, ele poderá fornecer 1,27 m3 por minuto.
A potência de entrada de carga total desse tipo de compressor de ar é de 13,4 kW.
Se a tarifa de eletricidade industrial for calculada como 1,0 yuan / kWh, o custo do ar por m3 é 13,4 × 1,0 / (1,27×60) = 0,176 yuan/m3.
De acordo com o consumo real de 0,5 m3 gás por minuto e a máquina de corte a laser trabalhando 8 horas por dia, o custo economizado pelo corte a ar em comparação com o corte a nitrogênio é: (1,75 - 0,176) × 8 × 60 × 0,5 = 378 yuan
Se a máquina de corte a laser trabalhar 300 dias por ano, o custo do consumo de gás pode ser economizado: 378 x 300 = 11.3400 yuans,
Portanto, o uso de ar comprimido em vez de nitrogênio para corte é muito econômico e prático.
O custo do gás economizado em um ano é suficiente para comprar três compressores de ar integrados de alta qualidade.
4) Argônio
O argônio é um gás inerte que pode evitar a oxidação e a nitretação durante o corte a laser, e também pode ser usado na soldagem por solução. No entanto, o custo do argônio é mais alto do que o do nitrogênio, o que faz com que não seja econômico usar argônio no corte a laser em geral.
O corte com argônio é usado principalmente para cortar titânio e ligas de titânio, e a face final da incisão fica branca após o corte.
4. Fatores que afetam a qualidade do corte a laser
4.1. Fatores para avaliar a qualidade do corte a laser
Há várias maneiras de avaliar a qualidade da borda do corte a laser. Os fatores visuais, como a presença de rebarbas, depressão e granulação, podem ser observados sem o uso de nenhum instrumento. Entretanto, para fatores mais técnicos, como perpendicularidadeA medição de rugosidade, aspereza e largura da incisão requer ferramentas especializadas.
Além disso, outros fatores, como deposição de material, corrosão, área afetada pelo calor e deformação, também desempenham um papel crucial na determinação da qualidade do corte a laser. Problemas comuns que podem levar a uma qualidade de corte ruim incluem queima excessiva e acúmulo de escória.
O desempenho da máquina de corte a laser, como a potência do laser, a frequência de pulso, a velocidade de corte, o foco, a direção da polarização, o tamanho do bocal e a pressão e a taxa de fluxo do gás auxiliar, afetam a avaliação da qualidade do corte a laser.
Fig. 4 Principais fatores de avaliação da qualidade do corte a laser
1) A queima excessiva ocorre quando o calor da fusão da peça de trabalho não pode ser eficientemente transportado pelo fluxo de ar de alta pressão devido à potência do laser ser muito alta ou aos furos de corte ou à velocidade serem muito lentos. A solução para esse problema é reduzir a potência do laser e aumentar a taxa de fluxo de gás.
Fig. 5 Queimadura excessiva
2) A escória aderente também é chamada de rebarba.
A potência insuficiente do laser ou a pressão do gás auxiliar, ou a velocidade excessiva de corte, faz com que o gás auxiliar não consiga remover com eficácia os materiais derretidos ou vaporizados produzidos durante o processo de corte, fazendo com que a escória adira à borda inferior da superfície de corte.
Fig. 6 Escória aderente
4.2. Fatores para avaliar a qualidade do corte a laser
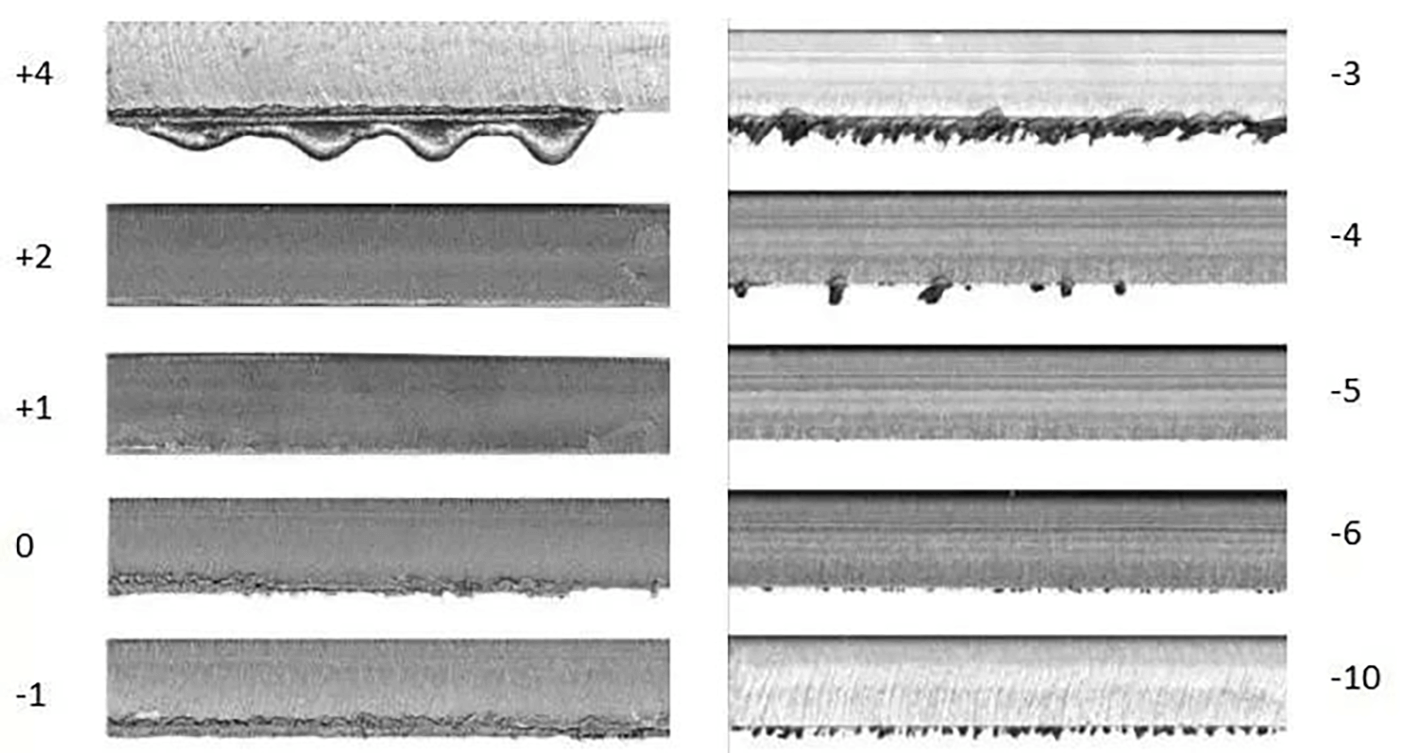
A posição do foco do feixe de laser tem um impacto significativo na qualidade do corte. Diferentes posições de foco precisam ser ajustadas ao cortar diferentes materiais.
Às vezes, a presença de rebarba de corte não se deve a uma pressão inadequada do gás auxiliar, mas sim a um foco muito alto. O impacto da posição do foco do feixe na qualidade do corte é mostrado na Figura 7.
Fig. 7 Influência do foco do feixe no efeito de corte (aço carbono: 15 mm, aço inoxidável: 8 mm)
4.3. Influência da velocidade de corte na qualidade do corte
1) A velocidade de corte é muito rápida
Isso pode impossibilitar o corte com respingos de faíscas;
Algumas áreas podem ser cortadas, outras não;
Toda a seção de corte é áspera;
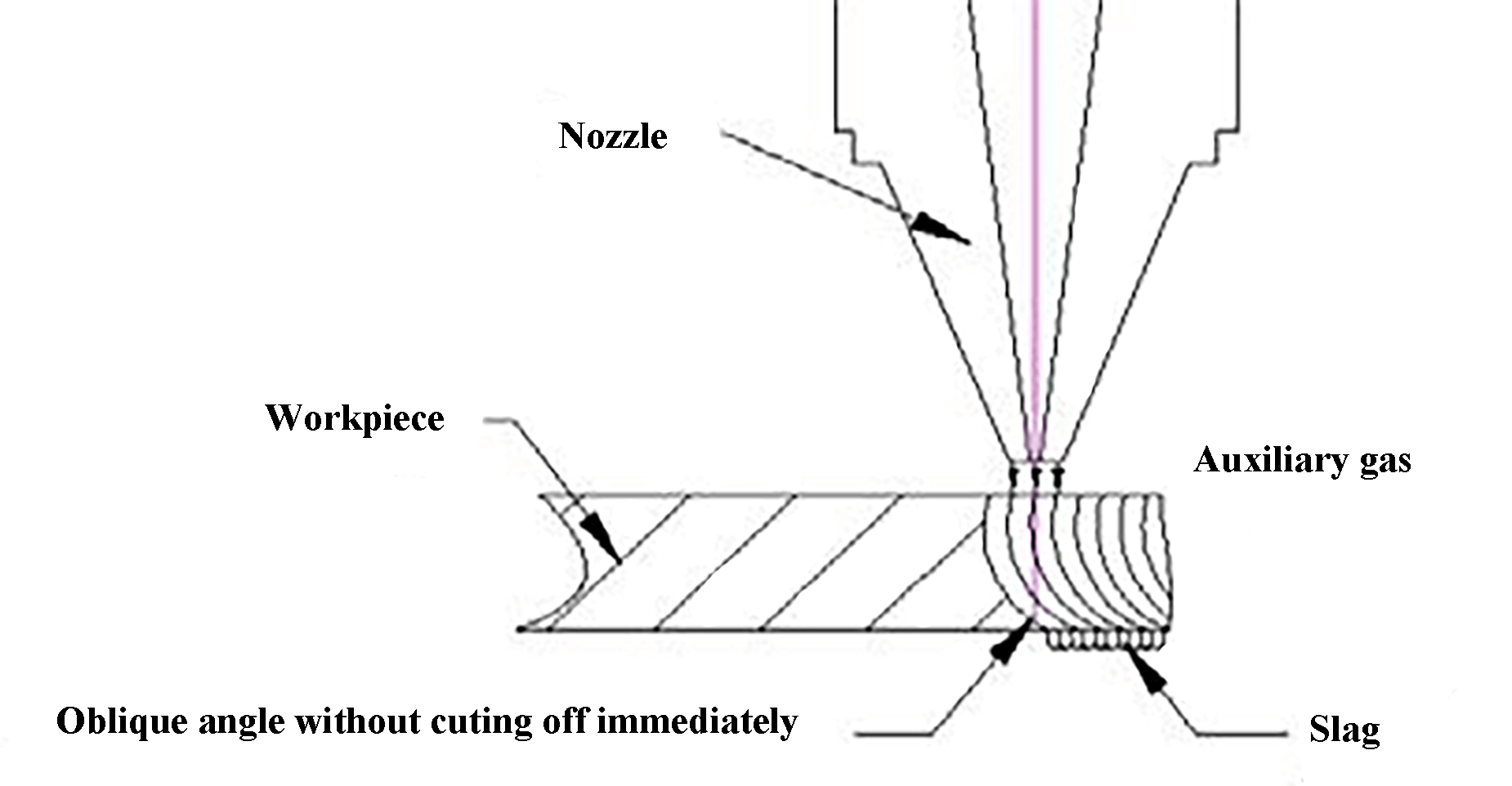
Um padrão de corte diagonal é formado e a escória é produzida na parte inferior da placa (Fig. 8).
Fig. 8 Efeito da velocidade de corte muito rápida
2) A velocidade de corte é muito lenta
Os resultados mostram que o placa de corte está muito derretido e a seção de corte está áspera;
Quando a costura de corte é ampliada, toda a área derreterá no pequeno filete ou no canto afiado, resultando em queimadura excessiva;
A eficiência do corte é reduzida.
4.4. Influência do bocal na qualidade do corte a laser
A posição do centro do bocal em relação ao centro do feixe de laser afeta a qualidade do corte. Quando os centros estão desalinhados, o fluxo de ar de alta velocidade do bocal pode fazer com que o material fundido se acumule em um lado, resultando em escória e dificultando o corte.
É importante escolher um tamanho de bocal adequado.
Ao cortar chapas grossas, é necessário um bocal grande para acomodar o grande diâmetro do feixe de laser. No entanto, um bocal grande também tem suas desvantagens. A baixa velocidade do fluxo de ar e a capacidade reduzida de soprar o material fundido podem levar à formação de rebarbas na seção de corte.
Além disso, o tamanho grande do bocal pode fazer com que a escória e a fumaça geradas durante o corte a laser respinguem no bocal, podendo danificar a lente de proteção. Em máquinas a laser de alta potência, o feixe de laser refletido pode até queimar o cabeçote do laser.
4.5. Influência da qualidade do ar comprimido na qualidade do corte a laser
A qualidade do ar comprimido afeta muito o resultado do corte a laser.
O ar comprimido geralmente contém névoa de água e óleo que, se não forem limpos, podem afetar seriamente a transmissão do feixe de laser através do espelho protetor do cabeçote de corte a laser, fazendo com que ele perca o foco, resultando em cortes incompletos e produzindo desperdício.
No caso de máquinas de corte a laser de altíssima potência, até mesmo a menor quantidade de película de óleo ou névoa de água na superfície do espelho ou do bocal pode levar a uma emissão de laser de alta energia que pode queimar o cabeçote do laser.
O preço do cabeçote do laser para uma máquina de corte a laser de altíssima potência (acima de 12.000 W) é superior a 20.000.
No entanto, muitos fornecedores de compressores de ar não são capazes de remover efetivamente o óleo e a umidade do ar comprimido.
Como resultado, a maioria dos usuários de máquinas de corte a laser de potência ultra-alta reluta em usar ar comprimido como gás auxiliar devido aos possíveis riscos.
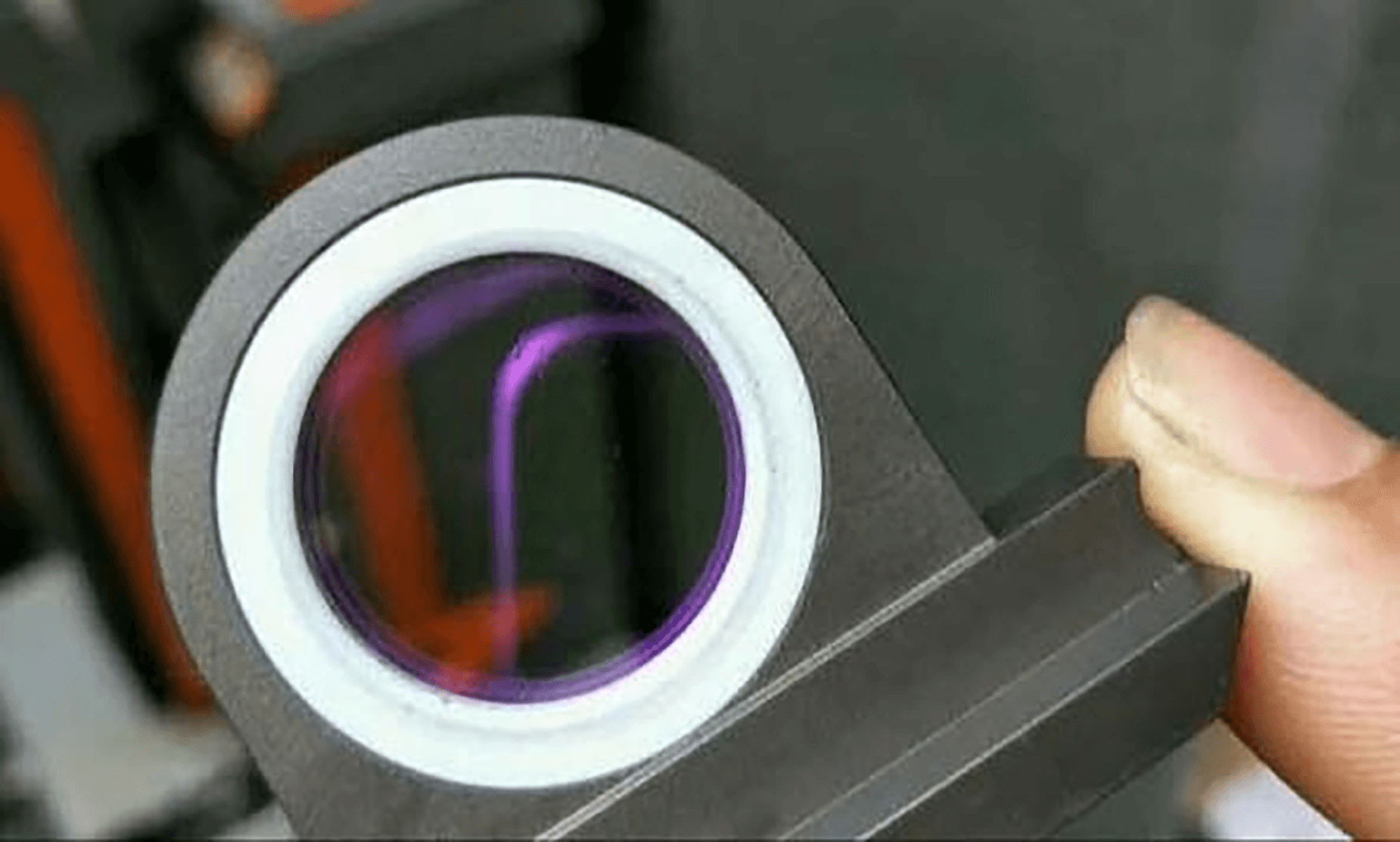
As Figuras 9 e 10 ilustram a diferença entre as lentes não contaminadas e as contaminadas, respectivamente.
Fig. 9 Lentes não contaminadas
Fig. 10 Lentes contaminadas
5. Os fatores que afetam a espessura e a eficiência do corte a laser de metal
É necessário considerar de forma abrangente a potência do laser, o tipo de gás auxiliar, a pressão e a taxa de fluxo ao selecionar um compressor de ar para uma máquina de corte a laser.
Isso se baseia nos resultados de várias práticas que demonstram que esses fatores afetam muito a espessura e a eficiência do corte a laser de metal.
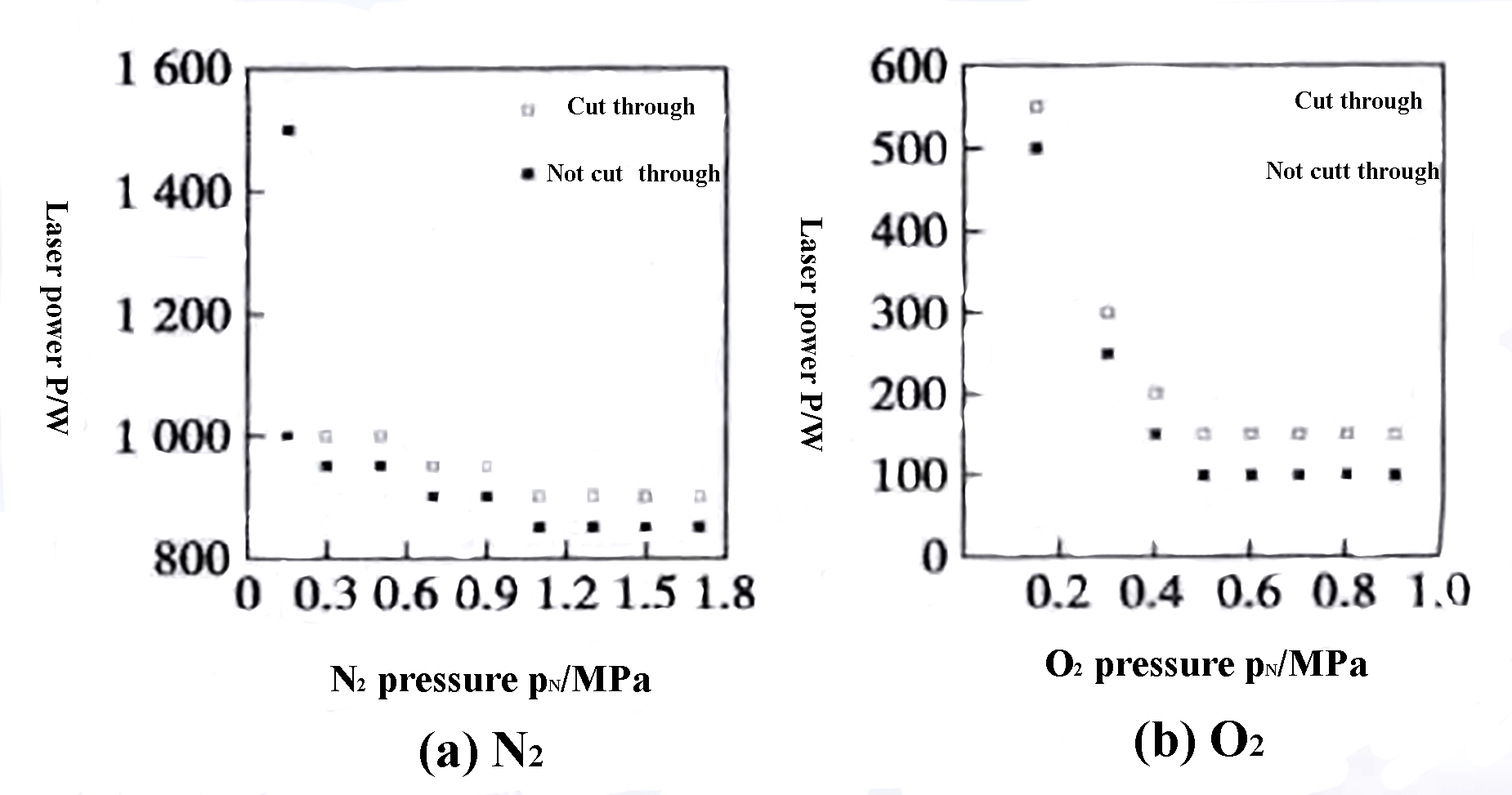
A influência da potência do laser e da pressão do gás auxiliar na capacidade de corte a laser é mostrada na Fig. 9, de acordo com o experimento 4 de um estudo de pesquisa de corte a laser realizado pela Universidade de Tsinghua. A velocidade de corte foi de 3 m/min, com um diâmetro de ponto de 0,16 mm, um formato de bocal cônico, um diâmetro de fundo de bocal de 1,5 mm e uma distância de 1 mm entre o bocal e a peça de trabalho.
Fig. 11 Influência da potência do laser e da pressão do gás auxiliar na capacidade de corte a laser
Conforme mostrado na Fig. 11 (a), é possível observar que, para uma placa de baixo carbono com 2 mm de espessura chapa de açoSe a potência do laser for inferior a 860 W, a peça de trabalho não poderá ser cortada, independentemente do aumento da pressão do nitrogênio do gás auxiliar. Isso ocorre porque a energia fornecida pelo laser não é suficiente para penetrar na peça de trabalho.
Por outro lado, se a potência do laser for adequada para penetrar na peça de trabalho, quanto maior for a potência do laser, menor será a pressão do gás auxiliar necessária.
Na Fig. 11 (b), é possível observar que, quando o oxigênio é usado para cortar a mesma espessura de chapa de aço de baixo carbono, a influência da energia do laser e da pressão do gás auxiliar na capacidade de corte é comparável à do corte com nitrogênio. Entretanto, a potência do laser e a pressão do gás auxiliar necessárias para o corte são significativamente reduzidas.
Isso ocorre porque o oxigênio reage com o ferro durante o processo de corte, liberando cerca de quatro vezes a potência do laser. É por isso que as máquinas de corte a laser de média potência em geral tendem a preferir o corte com oxigênio ao cortar chapas de aço de baixo carbono com 2 mm ou mais de espessura.
Ao cortar chapas de aço carbono com ar comprimido, há cerca de 20% de oxigênio no ar. Essa porção de oxigênio também reage com o elemento de ferro e libera calor durante o processo de corte, fazendo com que a eficiência do corte de chapas de aço carbono com ar comprimido seja ligeiramente maior do que com nitrogênio.
Além disso, a capacidade de corte das máquinas de corte a laser varia entre os fabricantes devido a diferenças no laser e na tecnologia, e esta postagem faz referência aos dados públicos de vários fabricantes representativos para comparação.
Tabela 2 Espessura máxima de corte da máquina de corte a laser da Han, mm
Tabela 3 Espessura máxima de corte da máquina de corte a laser HG, mm
Laser de fibra da série Marvel
Material
3300W
4200W
6000W
8000W
10000W
12000W
Aço de baixo carbono
20
20
22
25
25
25
Aço inoxidável
10
12
20
25
30
40
Liga de alumínio
10
12
20
25
30
30
Latão
6
8
12
14
16
20
Tabela 4 Espessura máxima de corte de Laser Bystronic máquina de corte, mm
Material
500W
1000W
2000W
3000W
Aço de baixo carbono
6
10
16
20
Aço inoxidável
3
5
8
10
Liga de alumínio
2
3
5
8
Latão
2
3
5
8
Devido à redução dos custos do laser, o custo geral das máquinas de corte a laser diminuiu bastante. Atualmente, a maioria dos usuários de processamento de metal compra máquinas de corte a laser com potência de 3.000 a 4.000 W.
No entanto, um pequeno número de usuários de processamento de metais na material metálico O mercado de corte a laser de alta potência opta principalmente por máquinas de corte a laser de potência ultra-alta, com potência de 12.000 a 15.000 W.
Como resultado, o corte a laser pode ser usado normalmente para chapas de aço de baixo carbono com espessura inferior a 22-25 mm, bem como para chapas de aço inoxidável, chapas de liga de alumínio e chapas de liga de cobre com espessura inferior a 10-16 mm.
Entre eles,
As chapas de aço de baixo carbono com espessura inferior a 2-2,5 mm devem ser cortadas com ar comprimido de alta pressão;
A chapa de aço de baixo carbono com espessura de 2 a 2,5 mm deve ser cortada com oxigênio;
Placa de aço inoxidável, chapa galvanizada, placa de liga de alumínio e a placa de liga de cobre devem ser cortadas com nitrogênio ou ar comprimido de alta pressão.
6. Seleção do compressor de ar
6.1. Seleção da pressão e do deslocamento do compressor de ar
De acordo com discussões anteriores, a espessura da chapa que pode ser cortada por uma máquina de corte a laser equipada com um compressor de ar depende principalmente da potência do laser e não sofre impacto significativo da pressão do ar comprimido.
Se a potência do laser for suficiente, a pressão do ar comprimido não afetará a capacidade de corte. Por outro lado, se a potência do laser não for suficientemente forte, o aumento da pressão do ar comprimido não melhorará o corte.
No entanto, se a potência do laser for suficiente, uma pressão de ar comprimido mais alta resultará em melhor qualidade de corte a laser e maior eficiência de corte. O desenvolvimento da potência da máquina de corte a laser progrediu de pequena para média, alta e até superpotência ao longo do tempo.
Os requisitos de pressão dos compressores de ar que dão suporte às máquinas de corte a laser evoluíram ao longo do tempo, começando com 8 bar, aumentando para 13 bar há dois anos e atualmente com 16 bar, com planos de chegar a 20-30 bar no futuro.
O ar comprimido, após ser seco e purificado, é dividido em três canais para a máquina de corte a laser que o utiliza como gás auxiliar: gás de corte, fonte de energia do cilindro e gás de remoção de poeira de pressão positiva do caminho óptico para garantir a operação adequada.
O gás de corte é responsável por aproximadamente 80-90% do consumo total de ar comprimido. As máquinas que não usam ar comprimido como gás auxiliar, mas usam nitrogênio ou oxigênio, ainda precisam de um pequeno compressor de ar para fornecer uma fonte de energia de cilindro com uma fonte de ar atmosférico de 6-7 bar.
Para determinar a quantidade necessária de compressor de ar para máquinas de corte a laser que usam ar comprimido como gás auxiliar, é necessário calcular o fluxo de ar comprimido através do bocal.
A pressão absoluta do ar antes e depois do bocal é representada como P e P0, respectivamente. Com base na teoria do bocal, quando P0/P é menor ou igual a 0,528, a taxa de fluxo de ar comprimido que passa pelo bocal no estado padrão pode ser calculada.
Onde,
Q - fluxo de ar, L/min
S - área efetiva do bocal, m2
μ - coeficiente de fluxo, μ < 1, geralmente considerado como 0,92-0,94
A - área do bocal
d - diâmetro do bocal, m
p - pressão absoluta na frente do bocal, Pa
T - temperatura de estagnação do gás na frente do bocal, K
p - pressão absoluta na frente do bocal, Pa
T - temperatura de estagnação do gás na frente do bocal, K
O cálculo da descarga do compressor de ar deve levar em conta o tempo de deslocamento livre da máquina de corte a laser, com o tempo real de trabalho entre 50-70%. O deslocamento real necessário, QN, pode ser calculado da seguinte forma:
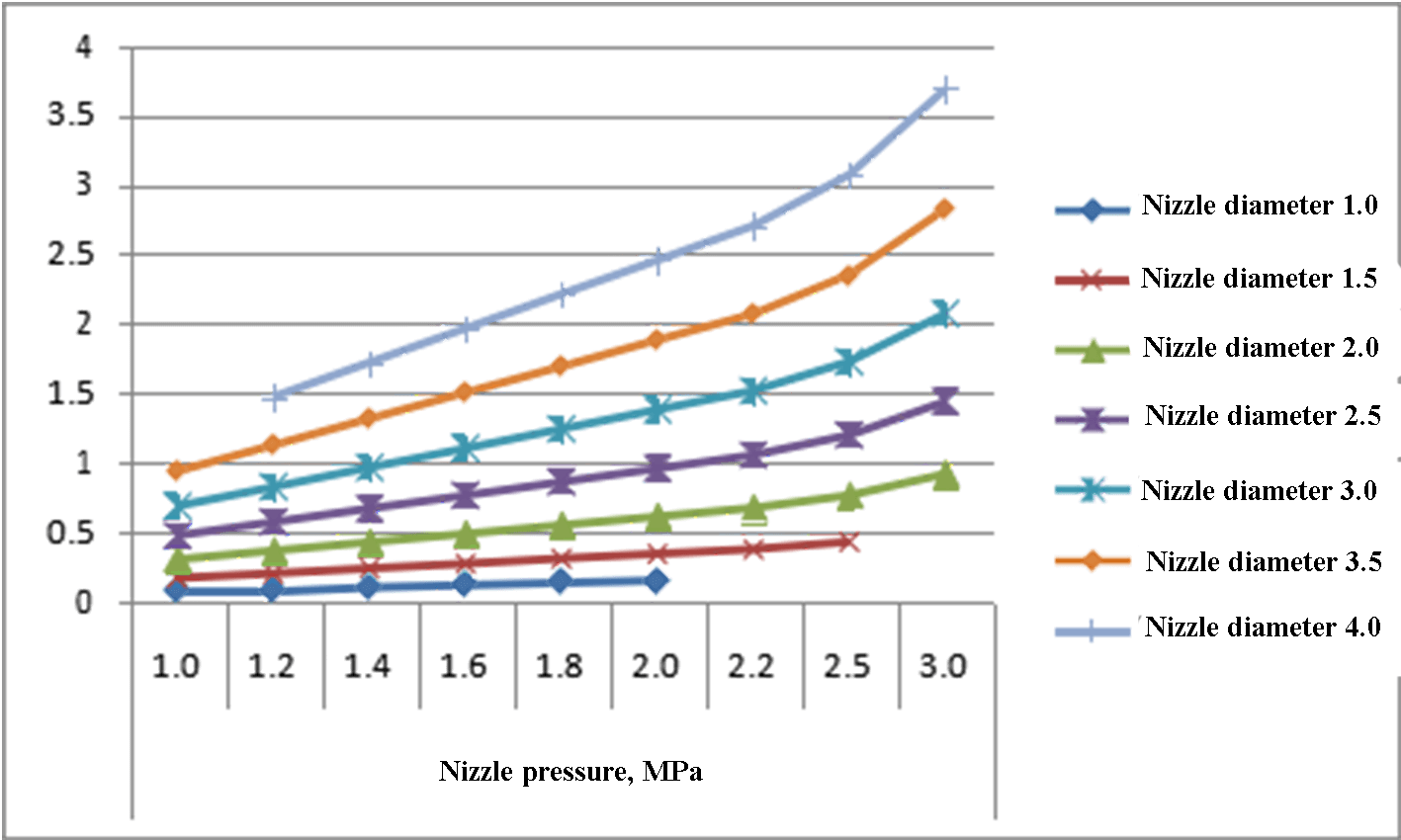
De acordo com a potência da máquina de corte a laser, as especificações comuns dos sete bicos são: 1,0, 1,5, 2,0, 2,5, 3,0, 3,5, 4,0 mm.
A Fig. 12 mostra a taxa de fluxo de gás auxiliar dos bicos com diferentes pressões de corte.
Fig. 12 Taxa de fluxo de gás auxiliar dos bicos com diferentes pressões de corte, m3/min
Exemplo 1:
A máquina de corte a laser de um usuário usa um bico de 2,0 mm, e a pressão de corte deve atingir 1,6 MPa de pressão absoluta.
Como um compressor de ar deve ser equipado?
Resposta:
Conforme mostrado na Figura 12, um fluxo de ar comprimido de 0,491 m3/min é necessário para que o bocal de 2,0 mm mantenha a pressão absoluta de 1,6 Mpa;
Se o tempo real de desgaseificação for 70% e 90% do deslocamento de ar do compressor for usado para o cálculo do corte auxiliar, o volume de gás necessário será: 0.491 * 0.7/0.9 = 0.382 m3/min, e a de dois compressores não é inferior a 0,764 m3/min.
A capacidade nominal de descarga de um compressor Baode11TK/16 é de 0,97 m3/min, que pode ser equipada com duas máquinas de corte a laser com bico de 2,0 mm (uma acionada por duas) ou uma máquina de corte a laser com bico de 2,5 mm.
Exemplo 2:
Como um compressor de ar integrado para corte a laser Baode15TK/16 pode ser equipado com uma máquina de corte a laser?
Resposta:
A capacidade de descarga nominal do compressor Baode15TK/16 é de 1,27 m3/min, que pode ser convertido em: 1.27 * 0.9/0.7 = 1.633 m3/min
De acordo com a Fig. 12, um compressor de ar integrado Baode15TK/16 para corte a laser pode ser equipado com uma máquina de corte a laser equipada com bico de 3,5 mm ou duas máquinas de corte a laser com bico de 2,5 mm (uma acionada por duas).
6.2. Seleção do tipo e do sistema do compressor de ar
A qualidade do ar comprimido tem um impacto direto sobre a qualidade do corte a laser e, como a máquina de corte a laser normalmente opera continuamente, o compressor de ar geralmente está localizado próximo a ela.
Como resultado, o compressor de ar deve ser equipado com um secador eficaz para remover o máximo possível de umidade do ar comprimido, seguido por um grupo de filtros de alta precisão com precisão suficiente para filtrar totalmente as partículas de óleo e poeira.
Após a conclusão do pós-tratamento, o ponto de orvalho de pressão do ar comprimido atinge de 2 a 5 °C, com um teor de óleo residual inferior a 0,001 ppm e teor de partículas inferior a 0,01 μM.
Depois que o ar é seco, sua temperatura volta a um nível próximo do normal, o que ajuda a evitar efetivamente a ocorrência de condensação novamente.
Esse ar comprimido de alta qualidade pode sustentar a operação estável de longo prazo da máquina de corte a laser e elimina a necessidade de limpeza frequente das lentes de proteção.
O compressor de ar de pistão é capaz de produzir alta pressão, mas é conhecido por seu ruído, inúmeras peças vulneráveis e manuseio inadequado do óleo de escape.
Portanto, não é recomendável usar um compressor de ar de pistão para pressão abaixo de 1,6 Mpa.
Em geral, recomenda-se escolher um compressor de ar do tipo parafuso com um secador a frio e um filtro de precisão adequados para pressões abaixo de 1,6 Mpa.
O compressor deve ser equipado com um motor de frequência variável de ímã permanente, que mantém a estabilidade da pressão de suprimento de ar e garante ótimos resultados de corte.
A maioria dos usuários não tem conhecimento sobre compressores de ar e tratamento de purificação de ar comprimido. Se os usuários comprarem o compressor de ar, o tanque de armazenamento de ar, o secador a frio e o filtro individualmente e tentarem instalá-los por conta própria, isso pode consumir muito tempo e resultar em um sistema que não atende aos padrões de qualidade de ar comprimido exigidos.
Um compressor de ar integrado combina o compressor, o tanque de armazenamento de ar, o separador de água, o secador a frio e o filtro em uma única unidade, eliminando a necessidade de os usuários fornecerem seu próprio tanque de gás, secador a frio e filtro, bem como o incômodo da instalação e conexão no local e a inconveniência de lidar com vários fornecedores para manutenção.
Ele oferece ar comprimido contínuo, estável e limpo, o que o torna uma opção ideal para dar suporte a máquinas de corte a laser de alta potência.
Fig. 13 Compressor de ar integrado para máquina de corte a laser
Atualmente, as máquinas de corte a laser que requerem ar comprimido a uma pressão superior a 1,6 Mpa usam principalmente compressores de pistão; no entanto, seu desenvolvimento tem sido lento devido a limitações em termos de confiabilidade e qualidade.
À medida que o uso de máquinas de corte a laser de alta potência se torna mais difundido, a demanda por corte de chapas grossas está aumentando.
É necessário desenvolver um compressor de ar de parafuso de pequeno fluxo e alta pressão com uma pressão de descarga nominal de ≥ 2,0 Mpa.
7. Problemas que precisam de atenção
7.1 Sobre–consideração do custo de compra
Ao comprar um compressor de ar para corte a laser, considerar apenas o custo de compra pode resultar na aquisição de um produto abaixo do padrão no final.
Os fornecedores também precisam ter lucro e, se venderem um sistema de compressor de ar comprimido de alta qualidade pelo menor preço do mercado, não terão lucro.
Em nome de seus negócios e lucros, eles podem comprometer a qualidade usando componentes mais baratos e inferiores.
Por exemplo, para competir e aumentar os lucros, alguns secadores por resfriamento com um fluxo de tratamento nominal de 1 m3/min estão disponíveis no mercado, mas nenhum deles pode atingir a temperatura nominal do ponto de orvalho de pressão de 2-8 ℃, com pontos de orvalho de pressão reais acima de 12-16 ℃.
Se uma máquina de corte a laser usar esse tipo de secador por resfriamento, as lentes de proteção precisarão ser limpas várias vezes ao dia, e a qualidade do corte a laser será afetada.
Da mesma forma, o núcleo de separação de petróleo e gás e seu filtro de precisão de valor agregado não são baratos.
7.2 Psicologia da ganância
Ao escolher um compressor de ar para corte a laser, os usuários podem estar inclinados a escolher um compressor com um deslocamento maior do que o realmente necessário, e o pessoal de vendas também pode tentar vender a eles um compressor maior.
No entanto, se o deslocamento for significativamente maior do que a demanda real, mesmo com a regulagem de conversão de frequência, o compressor ainda poderá funcionar em uma frequência baixa e fornecer uma quantidade excessiva de ar, fazendo com que a máquina entre em um estado de suspensão de desligamento.
Para manter uma pressão de ar estável, o compressor terá que iniciar a operação novamente quando o ar for necessário, levando a ciclos frequentes de "start-run-sleep-start-run-sleep", que podem reduzir a vida útil do compressor e aumentar o teor de óleo no escapamento.
Nos casos em que o compressor é muito grande, pode ser necessário modificar os parâmetros do controlador para reduzir a frequência da partida e parada automáticas, como aumentar o atraso sem carga de 10 segundos para 180 segundos.
7.3 Bons hábitos operacionais
Se o compressor de ar for ligado antes do secador a frio, é possível que o ar de exaustão não atinja a pressão de ponto de orvalho necessária por um período prolongado. Se a máquina de corte a laser for operada nesse estado, há o risco de que a água no ar comprimido se condense nas lentes de proteção do cabeçote de corte a laser.
O procedimento operacional adequado é ligar primeiro o secador a frio e, em seguida, ligar o compressor de ar quando a temperatura do refrigerante tiver caído para cerca de 5 °C.
7.4 Configuração da temperatura operacional
O compressor de ar geral com uma pressão de exaustão de 7-8 bar opera a uma temperatura não superior a 90°C em condições normais. Normalmente, o fabricante define a temperatura de exaustão entre 78 e 85°C.
No entanto, para compressores de ar com uma pressão de exaustão superior a 1,6 MPa, manter uma temperatura de exaustão tão baixa pode ser problemático quando usado em uma máquina de corte a laser.
Durante o verão, o compressor de ar de alta pressão opera a uma temperatura de escapamento de cerca de 80°C, o que facilita a separação da água e a emulsão do óleo lubrificante, causando um aumento acentuado no teor de óleo no escapamento.
Isso pode resultar em um desempenho de corte ruim ou até mesmo em danos à lente de focalização. A temperatura do escapamento deve ser definida de acordo com o local e a estação do ano, conforme mostrado na Figura 14.
Fig. 14 Ponto de orvalho da pressão do ar saturado
7.5 Preste atenção à manutenção diária
1) Antes de começar a trabalhar todos os dias, é necessário drenar o condensado do tanque de ar e verificar se há manchas de óleo na água condensada.
2) A condição de retorno de óleo do tubo de retorno de óleo do separador de gás e óleo para o motor principal do compressor deve ser monitorada por meio do visor (Figura 15) para determinar se o teor de óleo no gás de exaustão está alto ou baixo e se o óleo lubrificante ou o núcleo de separação de óleo precisa ser substituído.
a. O fluxo de ar de alta velocidade que transporta uma pequena quantidade de óleo lubrificante é visível através do visor de vidro - isso é considerado normal;
b. O visor de líquido está cheio de óleo lubrificante e se move lentamente - isso indica um bloqueio na tubulação e precisa ser limpo;
c. O fluxo de ar em alta velocidade que transporta uma quantidade significativa de óleo lubrificante é visível através do visor - isso sugere que o efeito de separação do óleo é ruim, resultando em um alto teor de óleo no gás de escape, e requer atenção imediata.
Fig. 15 Visor de retorno de óleo
3) Substitua o elemento filtrante do filtro de precisão dentro do prazo especificado pelo fabricante.
4) Substitua o elemento do filtro de ar, o separador de óleo, o filtro de óleo e o óleo lubrificante dentro do prazo especificado pelo fabricante.
Conclusão: O ar comprimido é amplamente utilizado como gás de apoio em máquinas de corte a laser. Ele pode ser usado no lugar do oxigênio para o corte de chapas de aço carbono e do nitrogênio para o corte de chapas de aço inoxidável. corte de aço inoxidávelchapas galvanizadas, ligas de alumínio e ligas de cobre. A seleção e o uso adequados de um compressor de ar não só garantem a qualidade do corte a laser, mas também proporcionam uma boa eficiência de corte e uma economia significativa de custos.
Quais são as vantagens e desvantagens específicas do uso de um compressor de ar do tipo parafuso em uma máquina de corte a laser?
O uso de um compressor de ar do tipo parafuso como dispositivo auxiliar para uma máquina de corte a laser tem as seguintes vantagens e desvantagens específicas:
Vantagens:
Saída de pressão de ar estável: O compressor de ar do tipo parafuso pode fornecer gás de alta pressão estável, o que é crucial para soprar e resfriar a área de corte durante o processo de corte a laser, ajudando a obter o melhor efeito de corte.
Operação eficiente: O compressor de ar tipo parafuso dedicado pode produzir diretamente ar comprimido de alta qualidade, garantindo a operação eficiente da máquina de corte a laser.
Economia de energia e redução do consumo: O uso de um ventilador de resfriamento com controle de frequência variável pode reduzir o ruído e economizar energia.
Desvantagens:
Limitação da pressão de saída: Embora o compressor de ar do tipo parafuso seja robusto, durável e de fácil manutenção, sua pressão de saída pode ser um pouco limitada, o que pode afetar a qualidade e a eficiência do corte a laser.
Problemas de custo: A longo prazo, apesar de um investimento inicial relativamente alto, considerando sua estabilidade e características de economia de energia, o custo operacional a longo prazo pode diminuir. Entretanto, para algumas pequenas empresas ou empresas com orçamentos iniciais limitados, o custo de investimento inicialmente mais alto pode ser um fator a ser considerado.
Qual é o princípio de funcionamento dos dispositivos de pós-processamento (como filtros de tubulação, secadores refrigerados) do compressor de ar usado pela máquina de corte a laser e seus efeitos na qualidade do corte a laser?
Os dispositivos de pós-processamento do compressor de ar usado pela máquina de corte a laser incluem principalmente filtros de tubulação e secadores refrigerados. Os princípios de funcionamento desses dispositivos e seus efeitos sobre a qualidade do corte a laser são os seguintes:
Filtro de tubulação:
Sua principal função é remover a poeira, as impurezas e outros poluentes do ar comprimido. No processo de corte a laser, o ar comprimido serve como uma fonte crucial de gás de proteção, fonte de energia e sopro de poeira. Se o ar comprimido contiver uma grande quantidade de película de óleo ou poeira, isso afetará diretamente a qualidade e a eficiência do corte a laser. Portanto, a instalação de filtros de névoa de água e óleo é essencial para garantir que o ar que entra no secador refrigerado esteja limpo, com uma faixa de precisão típica de 3 a 25μm.
Secador refrigerado:
O secador por refrigeração usa uma tecnologia que remonta a mais de 100 anos, removendo a umidade por meio da redução da temperatura do ar comprimido, melhorando assim a secura do ar comprimido. Essa tecnologia pode reduzir efetivamente o teor de umidade no ar comprimido, mas seu efeito pode variar dependendo da localização geográfica, exigindo a seleção de um tipo de secador apropriado (como secador por adsorção ou secador por refrigeração) com base nas condições reais. A escolha de um secador refrigerado é crucial para a qualidade do corte a laser, pois a umidade no ar comprimido pode causar a difusão do laser, afetando, assim, a capacidade e a eficiência do corte.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
E se o ajuste do foco de seu cortador a laser pudesse significar a diferença entre um corte limpo e um projeto fracassado? No corte a laser, a posição do ponto focal é crucial...
Escolher o laser de fibra de alta potência certo para suas necessidades industriais pode ser uma tarefa difícil. Maior potência é sempre sinônimo de melhor eficiência? Não necessariamente. Este guia explora conceitos errôneos comuns e...
Você já teve dificuldades para escolher o bico de corte a laser certo para o seu projeto? A seleção do bocal ideal é fundamental para obter cortes limpos e precisos e maximizar a eficiência. Neste artigo...
Você já se perguntou o que faz uma máquina de corte a laser funcionar? Nesta postagem do blog, vamos nos aprofundar no funcionamento interno dessas máquinas de alta precisão que revolucionaram o mercado...
Você já se perguntou como um laser pode cortar o metal como uma faca quente na manteiga? Neste artigo fascinante, exploraremos a ciência por trás da tecnologia de corte a laser de fibra....
Você tem curiosidade sobre a tecnologia de ponta que está revolucionando a fabricação? Nesta postagem do blog, vamos nos aprofundar no mundo das máquinas de corte a laser, explorando suas vantagens e os principais fabricantes que dominam...
O corte a laser revolucionou a fabricação, mas até mesmo as máquinas mais avançadas enfrentam problemas. Nesta postagem do blog, vamos nos aprofundar nos problemas comuns enfrentados pelas máquinas de corte de chapas a laser e fornecer...
Ficou intrigado com a arte do corte a laser? Esta postagem do blog se aprofunda nos parâmetros críticos que fazem com que a qualidade e a eficiência do corte sejam prejudicadas. Descubra dicas privilegiadas de mecânicos experientes...
Curioso sobre os recursos do corte a laser? Neste guia abrangente, vamos nos aprofundar no mundo das velocidades e espessuras de corte a laser para vários metais. Nosso engenheiro mecânico especialista irá...