Por que os parafusos são apertados no sentido horário: Desvendando o mistério
Você já se perguntou por que os parafusos são apertados no sentido horário? Este artigo investiga as razões históricas e práticas por trás dessa convenção, traçando suas origens até o uso inicial de ferramentas para destros e a evolução da fabricação de parafusos. Os leitores aprenderão sobre os princípios mecânicos envolvidos e os avanços que levaram às roscas de parafuso padronizadas de hoje. Prepare-se para descobrir a fascinante jornada desse objeto cotidiano.
O termo inglês "screw" (parafuso) é uma palavra que passou por mudanças significativas de significado nos últimos séculos.
Além de seu nome, o humilde parafuso, desde sua invenção até a padronização de ser apertado no sentido horário e afrouxado no sentido anti-horário, tem se estendido por milhares de anos.
Você já se perguntou por que os parafusos são apertados especificamente no sentido horário?
Foi um amigo de Platão que inventou o parafuso.
As seis ferramentas mecânicas mais simples são: parafuso, plano inclinado, alavanca, polia, cunha, roda e eixo.
Entre essas seis máquinas simples, o parafuso é essencialmente um eixo com uma superfície helicoidal enrolada em torno dele. Até hoje, os parafusos desenvolveram tamanhos padronizados. O método típico de uso de um parafuso envolve apertá-lo girando-o no sentido horário (o oposto para afrouxá-lo).
A predominância do aperto no sentido horário é determinada principalmente pela destreza.
Inicialmente, os parafusos eram feitos à mão, o que resultava em detalhes finos inconsistentes, muitas vezes dependendo da preferência do artesão.
Em meados do século XVI, o engenheiro da corte francesa Jaques Besson inventou o torno capaz de cortar roscas de parafusos, uma tecnologia que levou 100 anos para se difundir. Em 1797, o inglês Henry Maudsley inventou o torno moderno, melhorando significativamente a precisão das roscas.
No entanto, os tamanhos e a finura dos parafusos não eram padronizados até 1841. O aprendiz de Maudsley, Joseph Whitworth, apresentou um artigo à Municipal Engineers Society, defendendo a padronização dos modelos de parafusos.
Ele propôs dois pontos:
O ângulo do passo da rosca deve ser padronizado em 55°.
Independentemente do diâmetro do parafuso, deve ser adotado um número padrão de roscas por polegada.
A fabricação dos primeiros parafusos era desafiadora, "exigindo três ferramentas de corte e duas máquinas".
Para resolver os problemas de fabricação do padrão britânico, o americano William Sellers inventou uma rosca de topo plano em 1864. Essa pequena inovação simplificou a fabricação de parafusos, exigindo apenas uma ferramenta de corte e uma máquina, tornando o processo mais rápido, mais fácil e mais econômico.
As roscas de parafuso de Sellers se tornaram populares nos Estados Unidos e rapidamente se tornaram o padrão para as empresas ferroviárias americanas.
Características das juntas aparafusadas
Principais variáveis no processo de aperto
Torque (T): O torque de aperto aplicado, medido em Newton metros (N-m);
Força de fixação (F): A força de fixação (compressão) axial real entre os corpos unidos, medida em newtons (N);
Coeficiente de atrito (U): O coeficiente de torque consumido pela cabeça do parafuso e pelo par de roscas, entre outros;
Ângulo de rotação (A): O ângulo da rosca que o parafuso precisa girar com base em um determinado torque aplicado, para obter um determinado alongamento axial ou compressão das peças unidas.
Métodos de controle de aperto de parafusos
Método de controle de torque
Definição: Um método de controle que interrompe o aperto imediatamente quando um torque definido é atingido.
Vantagens: O sistema de controle é simples e direto, e a qualidade do aperto pode ser facilmente verificada com um sensor de torque ou uma chave de torque de alta precisão.
Desvantagens: A precisão do controle não é alta (erro de força de pré-tensão de ±25% ou mais) e não utiliza totalmente o potencial do material.
Método de controle de ângulo de torque
Definição: Um método que primeiro aperta o parafuso com um pequeno torque e, em seguida, a partir desse ponto, aperta-o em um ângulo específico.
Vantagens: Alta precisão da força de pré-tensão axial (±15%), alcançando forças de pré-tensão axial mais altas, com valores estreitamente distribuídos em torno da média.
Desvantagens: O sistema de controle é mais complexo, exigindo a medição do torque e do ângulo; e o departamento de inspeção de qualidade pode achar difícil identificar um método adequado para verificar os resultados do aperto.
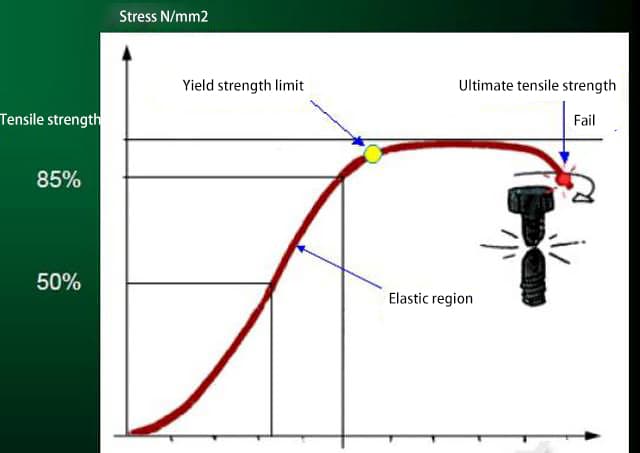
Método de controle do ponto de rendimento
Definição: Um método que interrompe o aperto quando o parafuso é apertado até o seu ponto de escoamento.
Vantagens: Precisão de aperto muito alta, com erro de força de pré-tensão controlável dentro de ±8%; no entanto, sua precisão depende principalmente da resistência ao escoamento do próprio parafuso.
Desvantagens: O processo de aperto requer cálculo e julgamento dinâmicos e contínuos da inclinação da curva de torque e ângulo de rotação, exigindo alto desempenho em tempo real e velocidade de computação do sistema de controle.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Você já se perguntou por que alguns parafusos parecem durar para sempre, enquanto outros se soltam e falham? Este artigo explora o fascinante mundo dos parafusos, desde pequenos prendedores em aparelhos até...
Você já se perguntou como é garantida a integridade das porcas e parafusos soldados em seu carro? Este artigo revela o processo meticuloso de verificações e inspeções de qualidade que mantêm seu veículo...
Você já pensou na precisão necessária para apertar os parafusos do flange? A técnica adequada pode evitar vazamentos e garantir a segurança em sistemas de alta pressão. Este artigo aborda os métodos essenciais para...
Como escolher entre um medidor de vazão de orifício e um medidor de vazão de cunha? Ambos servem para medir a vazão, mas têm vantagens e desvantagens distintas. Os medidores de vazão de orifício são conhecidos por sua...
Você já se perguntou como os selos mecânicos são cruciais para evitar vazamentos e garantir o bom funcionamento do maquinário? Nesta postagem do blog, vamos nos aprofundar no mundo dos selos mecânicos...
Você já pensou no papel fundamental da humilde arruela de pressão no maquinário? Esses componentes pequenos e despretensiosos desempenham um papel fundamental para manter as máquinas funcionando de forma suave e segura. Neste artigo,...
Você já se perguntou o que mantém as máquinas do mundo unidas? Os parafusos são os campeões desconhecidos da engenharia. Este artigo desvenda o fascinante mundo dos parafusos, desde seus tipos e especificações...
Você já se perguntou o que diferencia os parafusos de alta resistência dos parafusos comuns? Os parafusos de alta resistência são projetados para suportar cargas extremas usando atrito estático, o que os torna essenciais na construção e no maquinário...
Atenção todos os engenheiros mecânicos e profissionais de fabricação! Está tendo problemas com os incômodos defeitos de anodização em seus produtos de alumínio? Não precisa mais procurar! Nesta postagem do blog, vamos nos aprofundar nos...