Rastreamento de solda a laser: Entendendo o princípio de funcionamento
Imagine um sistema de soldagem que não apenas aperfeiçoa a costura, mas também antecipa e corrige seu próprio caminho em tempo real. Essa é a promessa da tecnologia de rastreamento de soldagem a laser. Neste artigo, veremos como uma câmera CCD e sensores a laser trabalham juntos para garantir a precisão na soldagem, ajustando-se dinamicamente à posição da solda. Você descobrirá o intrincado equilíbrio da tecnologia que permite soldas suaves e precisas, aumentando a eficiência e a qualidade dos processos de fabricação.
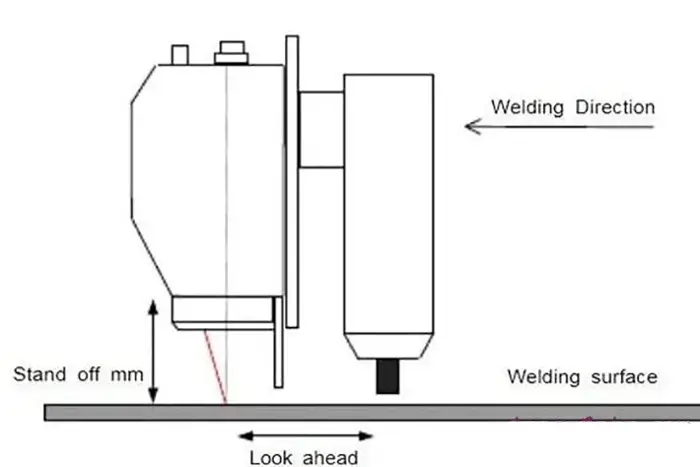
O cabeçote do sensor de rastreamento de soldagem consiste em uma câmera CCD e um ou dois lasers semicondutores. A faixa de laser é projetada na superfície da peça de trabalho em um ângulo predeterminado como uma fonte de luz estrutural. A câmera observa diretamente a faixa na parte inferior do sensor. A parte frontal da câmera tem um filtro óptico que permite a passagem do laser e filtra todas as outras luzes, como arcos de solda. Como resultado, o sensor é posicionado muito próximo ao arco de soldagem.
Fig. 1 O cabeçote do sensor de rastreamento de soldagem.
Normalmente, o sensor é montado na frente da tocha em uma distância predefinida, conhecida como avanço, para observar a solda. A altura de instalação, ou a distância entre o corpo do sensor e a peça de trabalho, varia de acordo com o tipo de sensor instalado.
Para garantir uma observação precisa, a pistola de soldagem deve ser posicionada corretamente acima da solda, de modo que a solda fique próxima ao centro da faixa, permitindo que a câmera observe tanto a faixa de laser quanto a solda.
Fig. 2 A posição da solda.
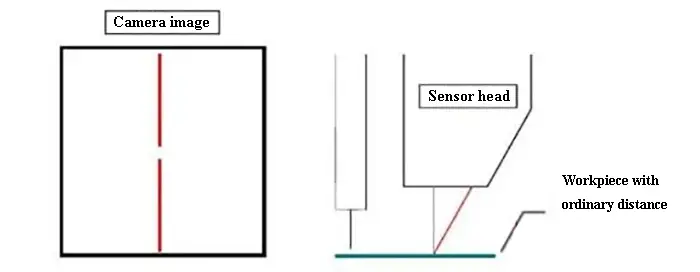
A faixa de laser é projetada em um ângulo específico. Se a peça de trabalho estiver muito próxima do sensor, a posição da faixa de laser será relativamente próxima. Por outro lado, se a peça de trabalho estiver longe do sensor, a posição da faixa de laser na superfície da peça de trabalho será relativamente deslocada para trás.
A câmera observa a posição da faixa de laser e o sensor pode medir a distância vertical da peça de trabalho. Ao analisar a forma da faixa, o sensor também pode determinar o contorno da superfície e a posição da solda na faixa, o que permite medir a posição transversal da solda.
Fig. 3 Peça de trabalho com distância normal
Fig. 4 Peça de trabalho com longa distância
Fig. 5 Peça de trabalho com distância próxima
A câmera captura uma imagem, que é processada pelo controlador e transformada em uma imagem digital da faixa de laser. Em seguida, o software segmenta a faixa em várias linhas para formar a solda. Com base na posição dessas linhas, o sistema pode calcular a posição da solda e convertê-la em uma distância em milímetros usando os dados de calibração armazenados no cabeçote do sensor.
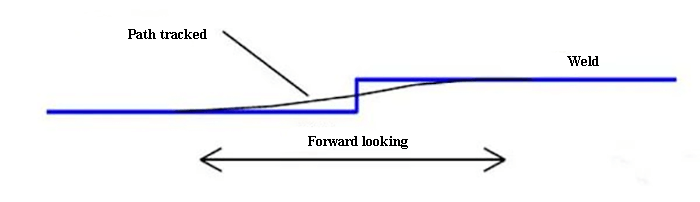
Durante o processo de rastreamento, o sistema usa o velocidade de soldagem e a distância de avanço para determinar o tempo de atraso, garantindo que a tocha siga a solda e não o sensor. A estratégia de controle foi projetada para fornecer uma distância de avanço suave, resultando em uma solda suave. Caso o sensor encontre uma mudança repentina no caminho, ele responderá suavemente, conforme ilustrado na figura abaixo.
Fig. 6 Uma resposta suave.
O sensor é composto por vários componentes importantes, incluindo uma câmera CCD e um filtro, um laser semicondutor e elementos ópticos, além de um microprocessador para monitoramento de temperatura e armazenamento de dados de calibração. O monitor de temperatura ajuda a proteger o laser contra danos em caso de falha do sistema de resfriamento. É importante observar que, se o laser operar além de seu limite de temperatura, sua vida útil será bastante reduzida.
O armazenamento dos dados de calibração possibilita a troca dos cabeçotes do sensor sem incorrer em custos ou modificações adicionais, garantindo um tempo mínimo de inatividade em caso de danos ou falhas no sensor. O processo de soldagem é protegido contra fuligem e respingos por uma proteção contra respingos de cobre preto, equipada com uma folha de plástico transparente e substituível que precisa ser trocada regularmente quando a sujeira se acumula em sua superfície.
O sensor deve ser resfriado usando gás protetor de soldagem ou ar limpo, seco e isento de óleo para manter a temperatura dos componentes eletrônicos abaixo de 50°C, evitar o acúmulo de poeira e proteger os componentes ópticos. A taxa de fluxo de gás típica usada é de 5 L/min.
Se necessário, uma placa de montagem resfriada a água pode proporcionar resfriamento adicional para o cabeçote do sensor. Por outro lado, se a temperatura do laser semicondutor cair abaixo de +5°C, um aquecedor opcional deverá ser instalado no sensor.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Você já se perguntou como a soldagem a laser transforma o trabalho em metal? Este artigo revela os segredos da soldagem a laser, com foco nos parâmetros cruciais que garantem precisão e resistência. Desde o ajuste da potência do laser até...
No mundo em rápida evolução da soldagem a laser, a inovação é fundamental. À medida que os fabricantes ultrapassam os limites do que é possível, algumas empresas se destacam como líderes no setor....
Imagine soldar metal com um feixe de luz - preciso, rápido e quase mágico. Essa é a soldagem a laser, uma tecnologia que está revolucionando a fabricação. Neste artigo, exploraremos os princípios fundamentais da soldagem a laser...
Imagine trabalhar com uma máquina de solda a laser, onde um movimento errado pode causar ferimentos graves ou danos ao equipamento. Este artigo aborda as precauções de segurança essenciais para o uso desses dispositivos potentes,...
Imagine transformar suas operações de soldagem com o poder dos lasers. O mundo da soldagem a laser oferece uma variedade de opções, incluindo lasers de fibra, de diodo, de disco e de CO2, cada um com...
No mundo da soldagem, a escolha do método correto pode afetar significativamente a eficiência e a qualidade. A soldagem a laser e a soldagem TIG (arco de argônio) oferecem vantagens e desvantagens exclusivas. A soldagem a laser...
Como o gás de proteção pode melhorar significativamente seus projetos de soldagem a laser? Na soldagem a laser, o gás de proteção desempenha um papel fundamental no aprimoramento da qualidade da solda, evitando reações com componentes do ar e...
Imagine uma técnica de soldagem que ofereça precisão, distorção térmica mínima e processamento em alta velocidade. A soldagem a laser oferece essas vantagens, revolucionando o setor de manufatura. Este artigo se aprofunda no...
A soldagem a laser pode unir uma variedade notável de materiais, mas quais deles realmente se destacam? Este artigo explora as especificidades, abrangendo tudo, desde metais comuns, como aço carbono e alumínio, até...