Matriz de dobra e conformação em forma de Z: uma análise estrutural
E se você pudesse aperfeiçoar as intrincadas dobras em forma de Z no metal com precisão e facilidade? Este artigo se aprofunda nas nuances estruturais da dobra em forma de Z e da matriz de conformação, destacando técnicas e cálculos essenciais. Você descobrirá como otimizar os processos de dobra, entender a distribuição de tensões e utilizar matrizes compostas para diversos materiais de chapa. Seja você um engenheiro ou um maquinista, obtenha insights que agilizam a produção e aumentam a precisão em seus projetos de metalurgia. Mergulhe de cabeça para dominar as complexidades da dobra em forma de Z e melhorar seu fluxo de trabalho.
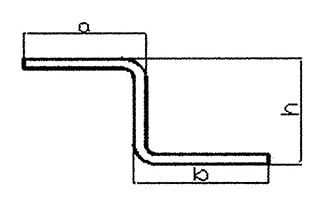
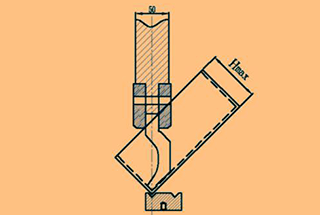
A peça de trabalho de dobra em forma de Z mostrada na Figura 1 é uma peça comumente encontrada na produção. O tamanho de h é limitado pela matriz inferior, sendo que o tamanho mínimo que pode ser dobrado pela matriz inferior existente é mostrado na Tabela 1.
Tabela 1 Flexão de tamanho mínimo
Espessura da placa
1
1.5
2
2.5
3
Tamanho mínimo
7
9.5
14
16
18
Na produção prática, se houver várias matrizes de dobra em forma de Z menores do que o tamanho mencionado, será necessário projetar uma matriz de dobra composta para realizar a moldagem primária. Essa matriz composta pode ser usada para dobrar matrizes de dobra em forma de Z de vários tamanhos em diferentes materiais de folha.
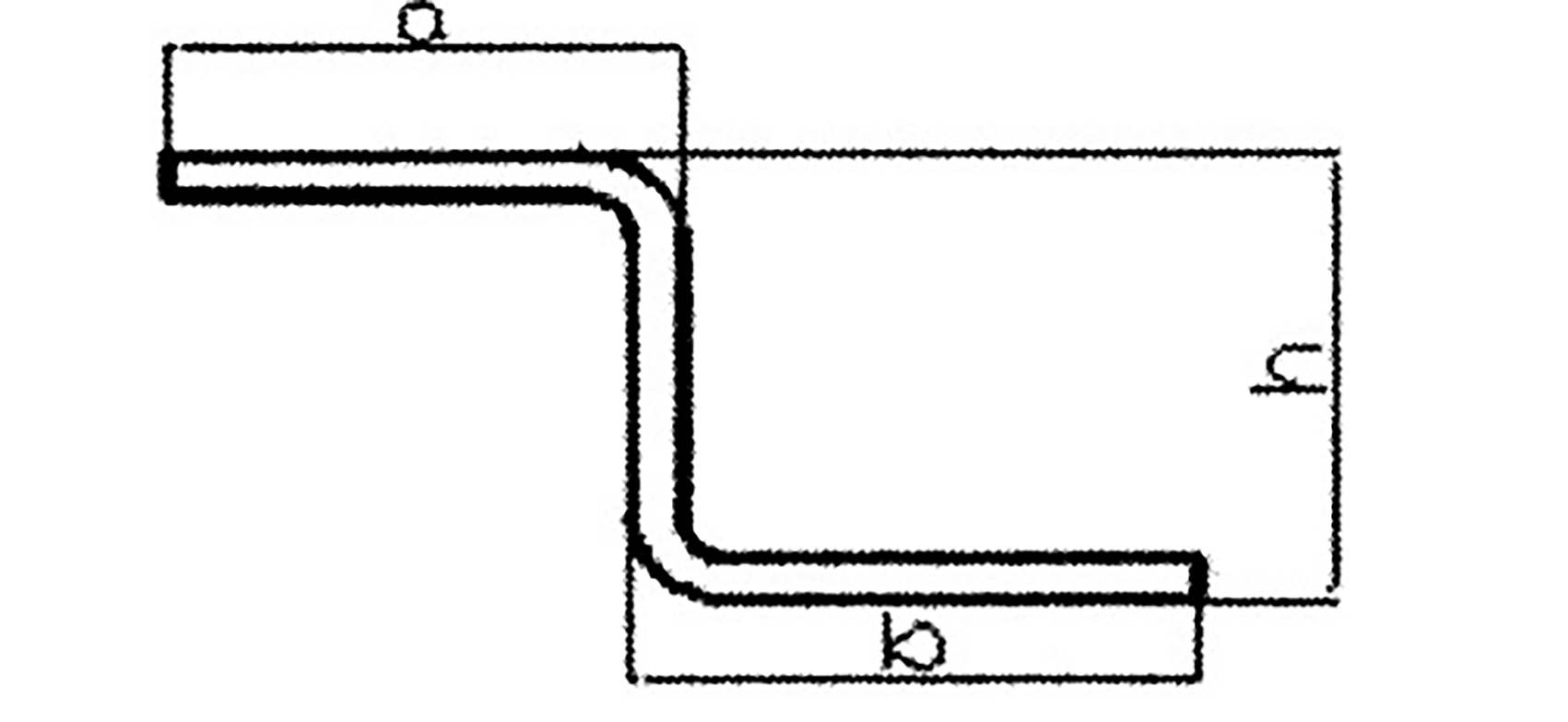
Conforme ilustrado na Figura 2, quando a chapa metálica Quando um objeto é submetido à flexão, ele sofre momento de flexão, força de cisalhamento e pressão local. Entretanto, o principal efeito da deformação por flexão é o momento de flexão.
A aplicação de uma força externa leva à deformação correspondente da chapa metálica, o que também desencadeia o surgimento de uma força interna que resiste à deformação. A força interna se equilibra com a força externa e é medida como estresse, que é a força interna por unidade de área do objeto. Quanto maior a força externa, maior o estresse e a deformação.
Quando a tensão externa do material está abaixo de seu limite elástico, a chapa metálica está em um estado de deformação elástica. De acordo com a lei de Hooke, a relação linear entre a tensão e a deformação na seção se deve à mudança linear na distância entre a deformação e a camada central (alongamento da camada externa e encurtamento da camada interna).
Se a força externa for removida, a chapa metálica retornará à sua forma original. Entretanto, se a força externa continuar a aumentar, o grau de deformação da peça dobrada continuará a aumentar até que a tensão causada pela força externa seja igual ao limite de escoamento do material, levando à deformação plástica do material externo.
À medida que a força externa aumenta, a deformação plástica progride da superfície para o centro. Quando a força externa é removida, a deformação elástica desaparece imediatamente, mas a deformação plástica permanece e resulta em uma deformação de flexão permanente.
Se a tensão causada pela força externa exceder o limite de resistência do material, a chapa metálica sofrerá uma fratura por deformação plástica. Compressão interna durante dobragem de chapas metálicas também produz deformação plástica, mas esse tipo de deformação plástica aumenta a tensão na superfície sem causar danos e, portanto, é frequentemente ignorado.
3. Método de cálculo de flexão
Agora, observamos cuidadosamente a deformação plástica por flexão.
Sob a ação do momento de flexão, há três linhas iguais na seção da placa: ab= a1b1= a2b2.
Após a flexão, a camada interna se encurta e a camada externa se alonga, ou seja, ab < a1b1< a2b2.
Portanto, durante a flexão, o material interno é submetido à compressão e fica mais curto, enquanto o material externo é esticado e alongado.
Entre a tensão e a compressão, há uma camada de material que não sofre alongamento nem compressão e é chamada de camada neutra. Essa camada permanece inalterada em seu comprimento e não se alonga nem se encurta.
O processo de cálculo da peça dobrada envolve dividi-la em vários elementos geométricos básicos, incluindo segmentos de linha reta e segmentos de arco. O comprimento de cada elemento é calculado individualmente, e o comprimento total de todos os elementos é o comprimento desdobrado da peça de flexão.
A peça de flexão em forma de Z da Figura 1 pode ser dividida em cinco unidades, conforme mostrado na Figura 2. As unidades 1, 3 e 5 são segmentos de linha reta, enquanto as unidades 2 e 4 são segmentos de arco.
Conforme discutido anteriormente, a camada de fibra com comprimento constante no meio antes e depois da flexão é chamada de camada neutra. Quando se calcula o comprimento de expansão do segmento de arco, na verdade está se calculando o comprimento da camada neutra do segmento de arco.
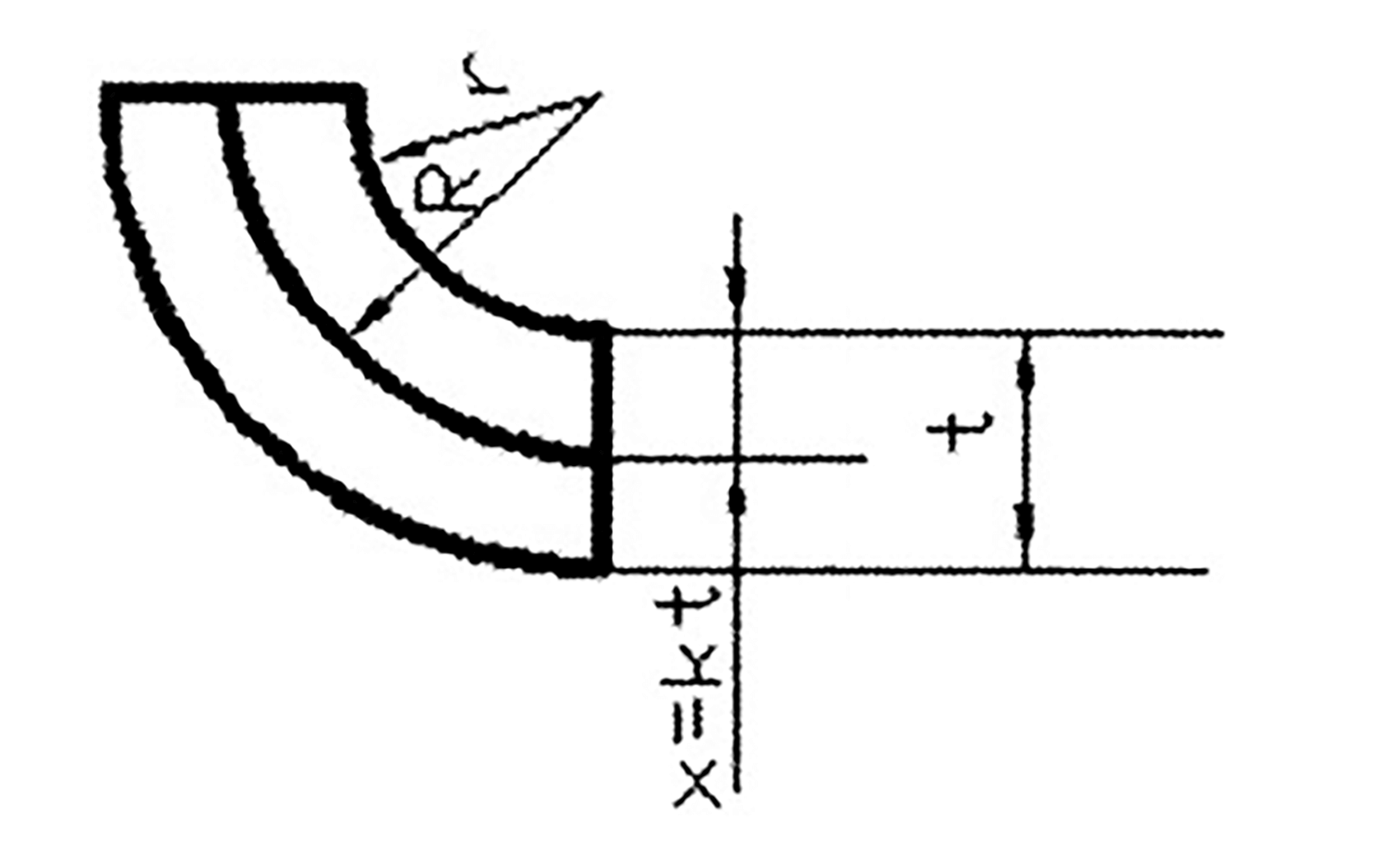
A posição, x, da camada neutra a partir do lado interno do arco (conforme mostrado na Figura 3) é geralmente determinada pela relação r/t.
x = kt
Onde:
t - Espessura do material
k - Coeficiente de posição da camada neutra (ou coeficiente da camada neutra)
k = R - r/t
R = r + kt
Onde:
R - A distância do centro do raio r até a linha neutra de flexão
Fig. 3
O valor de k varia de acordo com a relação entre o raio interno e a espessura da chapa, conforme mostrado na Tabela 2:
Tabela 2
r/t
0.25
0.5
1
2
3
4
k
0.26
0.33
0.35
0.375
0.4
0.415
Na produção prática, é mais comum dobrar chapas de aço em um formato de 90 graus.
O cálculo do comprimento do arco para flexão de 90 graus com diferentes valores de r e t pode ser obtido por meio de tabelas de referência em aplicações práticas.
Este artigo se concentra na dobra de ângulo reto de 90 graus, mas não é eficiente calcular os segmentos de linha reta e de arco separadamente para peças com ângulo de 90 graus. dobragem de chapas metálicas. Em vez disso, eles são marcados conforme mostrado na Figura 1.
Ao calcular o material de desdobramento, podemos usar as dimensões marcadas diretamente para simplificar o processo de cálculo.
De acordo com a figura 1, o comprimento do material desenvolvido é calculado:
L = a+b+h - 2x
Onde:
x - Coeficiente de flexão comum
4. Estrutura e processo de trabalho da matriz composta de flexão em forma de Z
Essa matriz de conjunto simples é diferente da matriz convencional.
Ela foi projetada para ser simples, rápida, fácil de processar e direta para formar. Embora possa não ser tão preciso quanto a matriz convencional, ele ainda é usado para processar produtos de forma rápida e precisa.
O diagrama de formação da matriz composta é mostrado na Tabela 3.
Princípio de processamento: A espessura do anel de vedação é ajustada para atingir a largura desejada da ranhura em V nas partes superior e inferior do anel de vedação. matriz inferiore para realizar um processamento único de dobra Z sob pressão.
Estrutura da matriz: A matriz de dobra em forma de Z consiste em uma matriz superior, uma matriz inferior, uma gaxeta e um prisma de aço angular.
Espessura da junta: O espaçador é feito de 0.5 mm de espessura aço e é empilhado para atingir a espessura necessária.
Prisma de aço: Uma peça retangular de aço dentro da matriz, com quatro ângulos chanfrados em lados de 0,5 mm, 1,0 mm, 2,0 mm e 4,0 mm, conforme mostrado na Tabela 3.
A matriz simples especial é usada para obter a largura desejada da ranhura em V das matrizes superior e inferior, ajustando o tamanho do prisma angular de aço e a espessura da gaxeta e, em seguida, realizando o processamento de dobra em Z em uma única prensa.
Esse método é escolhido devido ao potencial de aumentar a ranhura em V e reduzir o vinco, de modo que diferentes espessuras de placa exigem diferentes pinos, conforme mostrado na Tabela 4.
Tabela 4
Espessura da placa
t<0.8
0.8<t<1.0
1.0<t<1.2
1.2<t1.5
t>1.5
Pronga
0.5
1.0
1.0 ou 2.0
2.0
4.0
Método de depuração da matriz de dobragem em forma de Z:
1) As duas dobras da dobra em Z da régua são de 90°. A distância entre as duas pontas da ferramenta é de: 1.414/2×h;
2) Se o vinco da peça de trabalho for muito profundo, será necessário escolher um ângulo maior.
b: ferro da almofada; c: aumentar o ângulo R;
3) Se a altura for atingida, mas o ângulo for maior que 90°, então a: excentricidade da matriz.
b: Aumentar a espessura do calço;
4) Se os dois lados da dobra em Z não estiverem paralelos, isso pode ser conseguido aumentando ou diminuindo a espessura do calço.
Se a dobra superior for maior que 90°, a espessura do calço inferior da matriz precisará ser aumentada; e se a dobra inferior for maior que 90°, a espessura do calço superior da matriz precisará ser aumentada.
Método de cálculo de expansão da curva Z:
Quando h > tamanho normal de dobra, ele deve se desdobrar em duas dobras.
L=a + b + h - 2x
Onde:
l - Comprimento do material desdobrado
Quando h < o tamanho normal de dobra, ele é expandido por meio da conformação em uma etapa.
L = a + B + h - 1,5x
Onde:
x - Coeficiente de flexão comum
Uma das fórmulas empíricas na prática é subtrair 1,5x da dimensão total de um molde.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Alguma vez você já se perguntou sobre a arte e a ciência por trás da modelagem de chapas metálicas em formas complexas? Nesta cativante postagem do blog, vamos nos aprofundar no fascinante mundo das chapas...
Você já se perguntou como as peças de metal são dobradas em vários formatos? Neste artigo fascinante, vamos nos aprofundar na arte e na ciência da dobragem na estampagem de metais. Nosso especialista...
Você já se perguntou como os projetos de matrizes de dobra podem ser complexos? Este artigo se aprofunda nos projetos estruturais das matrizes de dobra comuns, desde a forma de V até a forma de Z, explicando suas...
Como obter curvas precisas em chapas metálicas? É fundamental entender os moldes e as técnicas por trás desse processo. Este artigo se aprofunda em vários métodos de dobra, desde a dobra livre até...
Você já se perguntou como calcular com precisão os limites de dobra de chapas metálicas? Este artigo explora as fórmulas e diretrizes essenciais para determinar as dimensões mínimas e máximas de dobra, garantindo a precisão...
Você já se deparou com problemas de dobra em sua dobradeira? Como engenheiro mecânico experiente, já vi minha cota justa de problemas que podem surgir durante o processo de dobra. Em...
Como uma máquina de dobra pode revolucionar o processamento de chapas metálicas? Este artigo explora três técnicas inovadoras para dobradeiras de painéis de chapas metálicas: aplainamento, arredondamento e dobramento moldado. Ao compreender esses métodos, os leitores...
Você já se perguntou como uma folha plana de metal é transformada em uma forma complexa? Os freios de prensa são os heróis desconhecidos do mundo da manufatura, dobrando e moldando o metal...
Você já se perguntou como as chapas metálicas são transformadas em formas complexas? A dedução de dobras, um conceito crucial na fabricação de chapas metálicas, é a chave. Nesta postagem do blog, vamos nos aprofundar...