I. Working Principle and Maintenance of Punch Presses
1. Working Principle of Punch Presses
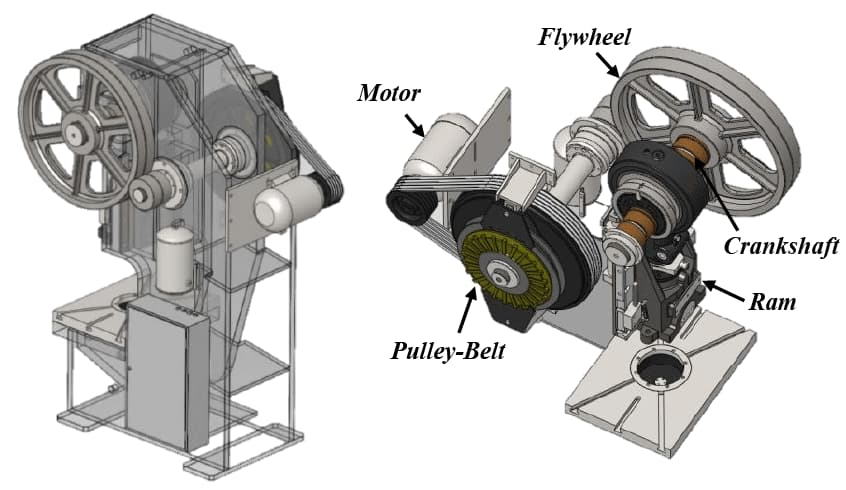
The fundamental design of punch presses revolves around the conversion of rotary motion into linear motion. This process begins with the main motor driving a flywheel, which, through a clutch mechanism, transmits power to a series of components including gears, a crankshaft (or eccentric gears), and a connecting rod. This intricate power transmission system culminates in the precise linear motion of the slide.
The transition from rotary to linear motion occurs at a critical juncture between the connecting rod and the slide. This conversion is typically achieved through one of two mechanisms: a ball-type joint or a pin-type (cylindrical) joint. These mechanisms effectively translate the rotational energy into the controlled, linear descent of the slide.
The core function of a punch press is to apply concentrated force to a workpiece, inducing plastic deformation to achieve desired shapes and dimensional accuracy. This process necessitates a carefully designed die set, comprising upper (punch) and lower (die) components, which work in tandem to form the material.
During operation, the punch press exerts substantial force on the workpiece, causing it to flow plastically into the die cavity. Simultaneously, the reactive forces generated during this process are absorbed and distributed throughout the press frame, which is engineered to withstand these significant loads without compromising precision or longevity.
Key factors influencing the performance of punch presses include:
- Tonnage capacity: Determines the maximum force the press can exert.
- Stroke length: Affects the depth of draw and overall forming capabilities.
- Stroke rate: Impacts production speed and efficiency.
- Die design: Critical for achieving specific part geometries and tolerances.
- Material properties: Influence the required force and achievable deformation.
Modern punch presses often incorporate advanced features such as CNC controls, servo-electric drives, and real-time force monitoring systems to enhance precision, flexibility, and productivity in metal forming operations.
II. Classification of Punch Presses
1. According to the driving force of the slide
Punch presses, essential in sheet metal fabrication, can be categorized into two primary types based on their driving mechanism: mechanical and hydraulic. This classification is fundamental to understanding their operational characteristics and applications:
(1) Mechanical Punch Presses:
These utilize a flywheel-driven eccentric shaft to generate the punching force. They are characterized by high-speed operation, precise control, and excellent repeatability, making them ideal for high-volume production. Mechanical presses are further subdivided into:
- Eccentric presses
- Crank presses
- Knuckle-joint presses
(2) Hydraulic Punch Presses:
These employ hydraulic cylinders to create the punching force. They offer variable stroke length, adjustable pressure, and the ability to maintain full tonnage throughout the stroke. Hydraulic presses can be further classified based on the hydraulic fluid used:
- Oil-pressure punch presses: Most common, offering reliable performance and wide-ranging applications.
- Water-pressure punch presses: Primarily used for large-scale or specialized operations, providing environmental benefits and reduced fire risk.
In general sheet metal stamping processes, mechanical punch presses dominate due to their speed and efficiency. However, hydraulic presses, particularly oil-pressure types, are preferred for operations requiring precise force control, deep drawing, or when working with thicker materials.
The choice between mechanical and hydraulic presses depends on factors such as production volume, part complexity, material properties, and required force control. Recent advancements in servo-driven mechanical presses and hybrid systems are blurring the lines between these categories, offering the benefits of both types in a single machine.
2. According to the motion mode of the slide:
Punch presses can be classified into single-action, double-action, triple-action, and multi-action types based on the motion characteristics of their slides. This classification reflects the press’s capability to perform complex forming operations.
Single-action punch presses, featuring only one slide, are the most prevalent in industrial applications. Their straightforward design and versatility make them suitable for a wide range of stamping operations, including blanking, piercing, and simple forming tasks.
Double-action and triple-action punch presses, while less common, offer enhanced capabilities for more complex forming processes. These presses are primarily utilized in the automotive industry for deep drawing, stretching, and shaping of large body panels. The multiple slides in these presses can move independently or in synchronized patterns, allowing for precise control over material flow and forming pressure distribution.
Multi-action presses, including quad-action types, are specialized machines designed for the most demanding forming operations. They find applications in aerospace, appliance manufacturing, and other industries requiring intricate part geometries or advanced forming techniques.
The choice between these press types depends on factors such as part complexity, material properties, production volume, and specific forming requirements. While single-action presses dominate the market due to their cost-effectiveness and versatility, the use of multi-action presses is growing in industries where complex part geometries and tight tolerances are critical.
3. According to the slide driving mechanism:
(1) Crankshaft Punch Presses
Crankshaft punch presses, which employ a crankshaft mechanism, represent the majority of mechanical punch presses in industrial applications. This prevalence stems from several key advantages inherent to the crankshaft design.
The widespread adoption of the crankshaft mechanism in punch presses can be attributed to its manufacturing simplicity, precise bottom dead center (BDC) positioning, and well-defined slide stroke movement curve. These characteristics make crankshaft presses versatile and adaptable to a wide range of metal forming operations.
The kinematic properties of the crankshaft mechanism allow for optimal force distribution throughout the stroke, making it suitable for diverse stamping processes. These include:
- Cutting operations: blanking, piercing, and trimming
- Bending processes: V-bending, U-bending, and flanging
- Drawing and stretching: deep drawing and stretch forming
- Forging applications:
- Hot forging (typically above recrystallization temperature)
- Warm forging (usually between 30% to 50% of the material’s melting point)
- Cold forging (generally at room temperature)
- Coining and embossing
- Extrusion and heading
The versatility of crankshaft punch presses extends to various materials, including ferrous and non-ferrous metals, alloys, and even some non-metallic materials. This adaptability, combined with the ability to achieve high production rates and maintain consistent quality, makes crankshaft punch presses a cornerstone of modern metal forming industries.
(2) Non-Crankshaft Punch Presses
Non-crankshaft punch presses, also known as eccentric gear punch presses, represent an alternative design in metal forming technology. These machines utilize an eccentric gear mechanism to generate the reciprocating motion required for punching operations.
Comparing eccentric gear punch presses to their crankshaft counterparts reveals several key differences:
- Structural Integrity: Eccentric gear presses generally offer superior shaft rigidity, enhancing overall machine stability and precision during operation.
- Lubrication Efficiency: The gear-driven system typically allows for more effective lubrication, reducing wear and extending component life.
- Maintenance: Eccentric gear presses often require less frequent maintenance due to their robust design and improved lubrication characteristics.
- Versatility: These presses excel in applications requiring longer strokes, providing smoother operation and better force distribution throughout the stroke length.
- Cost Considerations: While offering numerous advantages, eccentric gear punch presses are generally more expensive to manufacture and acquire.
The choice between crankshaft and eccentric gear punch presses depends on specific application requirements:
- For longer stroke applications, eccentric gear presses are preferable due to their superior force distribution and smoother operation.
- Crankshaft punch presses remain advantageous for shorter stroke operations, such as dedicated cutting machines, where their simpler design and lower cost are beneficial.
- In small-scale operations and high-speed cutting applications, crankshaft punch presses continue to be widely utilized due to their cost-effectiveness and adequate performance in these scenarios.
When selecting a punch press, manufacturers must carefully consider factors such as required stroke length, production volume, precision requirements, and budget constraints to determine the most suitable press type for their specific metal forming needs.
(3) Knuckle Joint Punch Presses
A knuckle joint punch press is a specialized forming machine that employs a knuckle joint mechanism to drive the slide. This press type is distinguished by its unique slide movement characteristics, particularly near the bottom dead center (BDC) of the stroke. As the slide approaches the BDC, its velocity decreases significantly compared to conventional crankshaft-driven punch presses, offering enhanced control and precision.
The knuckle joint mechanism allows for precise determination of the BDC position, making it ideal for compression-intensive processes that require accurate depth control and extended dwell time at maximum pressure. This feature is particularly advantageous in operations such as coining, embossing, and precision stamping, where material flow and surface finish are critical.
While historically used in various stamping applications, knuckle joint presses have found a niche in modern manufacturing, predominantly in cold forging operations. Their ability to deliver high tonnage with a slow, controlled motion at the bottom of the stroke makes them exceptionally well-suited for forming complex, near-net-shape components from cold metal stock. This characteristic allows for improved part quality, reduced material waste, and extended die life compared to other press types when used in appropriate applications.
The knuckle joint design also offers benefits in energy efficiency and reduced wear on mechanical components due to its ability to distribute force more evenly throughout the stroke. However, it’s important to note that the specialized nature of these presses often requires careful process planning and tooling design to fully leverage their unique capabilities in cold forging and other precision forming operations.
(4) Friction Presses
Friction presses, a specialized type of punch press, employ friction transmission and spiral mechanisms in their track drive systems. These machines excel in forging and crushing operations, while also demonstrating versatility in bending, forming, stretching, and various other metal processing techniques.
The design of friction presses allows for the gradual application of force, making them particularly suitable for operations that require controlled deformation of materials. The spiral mechanism enables a variable stroke length, providing flexibility in accommodating different workpiece sizes and processing requirements.
Prior to the 1960s, friction presses gained widespread popularity in manufacturing due to their cost-effectiveness and adaptability. However, several inherent limitations led to their decline in modern industrial applications:
- Stroke Precision: The inability to accurately determine the bottom dead center of the stroke compromises repeatability and precision in part production.
- Machining Accuracy: Compared to more advanced press technologies, friction presses exhibit lower overall machining accuracy, limiting their use in high-precision applications.
- Production Speed: The mechanical nature of the friction drive system results in slower cycle times, reducing overall productivity in high-volume manufacturing environments.
- Overload Sensitivity: Friction presses are prone to overloading when control operations are improperly executed, potentially leading to machine damage and safety hazards.
- Operator Skill Requirements: Efficient and safe operation of friction presses demands a high level of technical expertise, increasing training costs and the potential for human error.
These limitations, coupled with advancements in hydraulic, mechanical, and servo-electric press technologies, have led to the gradual phasing out of friction presses in modern metalworking facilities. However, understanding their historical significance and operating principles remains valuable for comprehending the evolution of metal forming technologies and informing future innovations in press design.
(5) Screw Presses
A screw press, also known as a screw punch press, is a specialized type of punch press that utilizes a spiral mechanism in its slide driving system. This unique design employs a large diameter screw to convert rotational motion into linear force, typically delivering high tonnage at relatively slow speeds. While screw presses were once valued for their ability to provide precise control and substantial force, their usage in modern manufacturing has significantly declined due to several factors:
- Limited speed: The screw mechanism inherently operates at lower speeds compared to more contemporary press designs, reducing overall productivity.
- Energy efficiency: Screw presses tend to be less energy-efficient than hydraulic or servo-electric alternatives, particularly in applications requiring frequent cycling.
- Maintenance complexity: The intricate screw mechanism can be more challenging and costly to maintain compared to simpler press designs.
- Reduced versatility: Screw presses are often best suited for specific applications, such as coining or embossing, where their high tonnage and dwell time characteristics are advantageous.
Despite their declining popularity in general metalworking, screw presses still find niche applications in specialized industries, such as powder metallurgy, where their unique force-delivery characteristics remain beneficial. Modern manufacturing trends have largely shifted towards more flexible, efficient, and easier-to-maintain press technologies, such as hydraulic, mechanical, and servo-electric systems, which offer improved speed, precision, and adaptability for a wider range of metalforming operations.
(6) Rack and Pinion Presses
Rack and pinion presses are a specialized type of punch press that employs a rack and pinion mechanism in the slide driving system. This configuration offers precise control over the press stroke and force distribution.
The operational characteristics of rack and pinion presses closely resemble those of screw presses, and both share similarities with hydraulic presses in terms of force application and control. However, rack and pinion presses offer distinct advantages in certain applications due to their mechanical simplicity and reliability.
Historically, these presses found widespread use in various manufacturing processes, including:
- Liner pressing: For creating precision-fit liners in cylinders or bearings
- Debris compaction: In recycling and waste management industries
- Extrusion processes: For shaping metals, plastics, and other materials
- Oil pressing: In food processing and industrial lubricant production
- Packaging: For high-pressure sealing and forming operations
- Shell pressing: Utilized in hot rolling processes for metal sheet forming
While hydraulic presses have largely superseded rack and pinion presses in many modern manufacturing environments due to their versatility and power, rack and pinion presses still maintain relevance in specific niche applications. These include scenarios where:
- Precise, repeatable mechanical control is crucial
- Hydraulic contamination must be avoided
- Simplified maintenance and reduced operational costs are priorities
- Extremely high tonnage is required in a compact footprint
In conclusion, although less common than in the past, rack and pinion presses continue to offer unique advantages in specialized manufacturing processes where their mechanical precision and reliability outweigh the flexibility of hydraulic systems.
(7) Link Presses
A link press is a specialized type of punch press that incorporates various linkage mechanisms in its slide driving system. This innovative design offers significant advantages in metal forming operations, particularly in deep drawing and automotive panel production.
The primary purpose of utilizing linkage mechanisms is twofold: to maintain optimal stretching speeds within prescribed limits while simultaneously reducing overall processing cycle times during extending operations, and to minimize velocity fluctuations during critical stretching phases. This precise control over speed and motion profiles is crucial for achieving high-quality formed parts with minimal material thinning and improved dimensional accuracy.
Compared to conventional crankshaft-driven punch presses, link presses exhibit superior kinematics. They accelerate rapidly during the non-working portions of the stroke—specifically, the approach from top dead center to the start of material engagement, and the return stroke from bottom dead center back to the top. This optimized motion profile results in significantly shorter cycle times, thereby enhancing overall productivity and throughput.
Historically, link presses were primarily employed in the deep drawing of cylindrical containers, utilizing relatively narrow bed surfaces. However, recent advancements in press design and control systems have expanded their application scope. Modern link presses now feature wider bed surfaces, making them increasingly popular for processing large automotive body panels. This evolution has allowed for the production of more complex geometries and larger components, meeting the demanding requirements of the automotive industry for high-precision, lightweight structural elements.
The versatility and efficiency of link presses have positioned them as critical assets in advanced metal forming operations, offering a balance of speed, precision, and adaptability that is essential in today’s competitive manufacturing landscape.
(8) Cam Presses
Cam punch presses utilize a sophisticated cam mechanism in their slide driving system, offering precise control over the punch movement. The defining feature of these presses is their ability to achieve customized slide motion profiles through carefully designed cam shapes. This allows for optimized punch force distribution and dwell times, tailored to specific material properties and forming requirements.
While cam presses excel in precision and repeatability, their force transmission capabilities are inherently limited by the cam mechanism’s design constraints. Typically, these presses are best suited for applications requiring moderate forces, usually up to 100 tons. Their capacity limitations make them ideal for thin sheet metal work, intricate forming operations, and applications where controlled, variable speed throughout the stroke is crucial.
Cam presses find widespread use in the garment industry for tasks such as button hole punching, rivet setting, and snap fastener installation. However, their applications extend to other sectors, including electronics manufacturing for precise component insertion, and the automotive industry for specific stamping operations on smaller parts. The ability to fine-tune the punch motion makes cam presses particularly valuable in operations where material springback is a concern or when working with delicate materials that require careful force application.
4. According to the form of the machine body:
Punch presses can be classified into two main categories based on the machine body configuration: C-type (back-to-back) and H-type (straight column).
C-type stamping machines, characterized by their open-front design, are typically rated for nominal pressures below 300 tons. Due to their structural limitations, the maximum working pressure is generally limited to approximately 50% of the nominal pressure to ensure operational safety and precision.
H-type stamping machines feature a symmetrical machine body, enabling them to better withstand eccentric loads during operation. This design allows for higher capacity, with nominal pressures generally exceeding 300 tons. The balanced structure of H-type presses contributes to improved stability and accuracy in high-force applications.
The majority of punch presses in modern manufacturing facilities fall into these categories, owing to their relatively simple mechanical structure, reliable performance, and consistent accuracy. These attributes make them suitable for a wide range of stamping applications across various industries.
Advancements in technology have led to the development of sophisticated punch presses that integrate “mechanical, electrical, pneumatic, and hydraulic” systems with numerical control capabilities. These modern machines offer enhanced operational reliability, higher stamping precision, expanded functionality, and improved safety features. The integration of servo-electric drives and advanced control systems has further improved energy efficiency and process flexibility.
The machining accuracy of a punch press is influenced by several factors:
- Clearances between the slide and guide rail (typically ranging from 0.02 to 0.13 mm)
- Deformation of the press body during operation (particularly critical for C-type presses)
- Alignment between the slider centerline and worktable centerline (deviation should not exceed 3 arc minutes for C-type presses)
- Parallelism between the slide’s lower plane and the worktable surface
- Clearances in the kinematic chain (slide-connecting rod and connecting rod-crankshaft interfaces)
- Flywheel center vibration
To maintain optimal performance and accuracy, regular inspection and maintenance are crucial. Daily or shift-based inspections should focus on:
- Oil condition and levels
- Unusual noise or vibration
- Body stability and potential shaking
- Implementation of 5S (Sort, Set in Order, Shine, Standardize, Sustain) principles
- Visual inspection of critical components
Annual comprehensive inspections should include more detailed examinations of the aforementioned factors affecting machining accuracy, such as measuring clearances, checking alignments, and assessing wear on critical components.
III. Correcting Stamping Machine
1. Clearance Between Slide and Guide Rail
The adjustment of clearance between the slide and guide rail is mainly for precision. If adjusted too tight, it will generate heat.
Generally, for small machines, the clearance on each side is between 0.02~0.05mm, while for large machines, the clearance on each side should be between 0.03~0.20mm.
2. Overall Clearance
The corrective method for overall clearance is as follows: During production, touch the moving slide body with your hand. If there is a vibration sensation when the slide reaches the bottom dead center, it means that the overall clearance is too large and needs to be adjusted in a timely manner.
3. Locking of Slide Linkage
Due to long-term use or overloading, the linkage may become loose. This condition is generally considered as overloading. In addition, if there is oil leakage at the joint, it may also be caused by overloading.
In this case, the locking degree of the connecting rod lock nut must be adjusted in a timely manner because it is related to safety issues.
4. Maintenance of Brake and Clutch
The brake and clutch of a stamping machine are important components for the safe operation of the machine. They are the cause of major safety accidents, so it is necessary to understand their basic structure, and confirm their safety performance before daily operation.
If any abnormal conditions are found (such as the slide cannot stop at the specified position, abnormal sound during operation, abnormal vibration, slow movement of the slide, etc.), report them promptly for maintenance.
In addition, maintenance personnel should also pay attention to the signs of excessive clearance between the brake and clutch friction plates.
These signs include an increased use of compressed air, crawling of the stamping machine slide, and in serious cases, continuous movement of the slide during a single operation, which is absolutely not allowed.
If the clearance is adjusted too small, the brake and clutch friction plates will emit friction noise, generate heat, and cause an increase in motor current, which may damage the return spring. (The normal clearance standard is 1.5~3.0mm.)
5. Disengagement
Disengagement usually occurs at the bottom dead center when the upper and lower dies are closed, causing the slide to fail to operate normally.
At this time, the motor can be reversed and the air pressure can be increased to lift the slide in small increments to the top dead center by selecting the “inch” mode on the operating selector.
6. Correction of Loose Bolts
It is necessary to regularly check the bolts of the machine tool accessories, especially for some stamping machines that operate at high speeds and frequencies.
These machines are prone to vibration, which can easily cause bolts to loosen. Once the bolts become loose, if they are not corrected in time, unexpected safety accidents may occur.
7. Inspection of Lubrication System
The mechanical moving parts can often cause burns or bites if the lubrication is not timely, so it is necessary to carry out the inspection of the oil supply part.
This includes checking for “running, leaking, dripping, blocking, and other phenomena” in the oil cups, oil tanks, oil pipes, filters, oil seals, etc., and dealing with them in a timely manner.
8. Inspection of Compressed Air
When the compressed air pipeline of the machine tool leaks, it will cause a decrease in pressure and affect the operation of the machine tool, leading to malfunctions, so it must be repaired promptly.
In addition, the water content of the compressed air should also be controlled (an air filtration drying and dehumidification device can be installed). This is a major cause of slow movement and corrosion of machine tool electromagnetic valves, cylinders, and other devices.
9. Periodic Inspection of Stamping Machine Accuracy
The accuracy of the stamping machine directly affects the service life of the mold and the processing accuracy of the product. However, as time passes, the machine tool accuracy of the stamping machine deteriorates.
Therefore, it is necessary to carry out periodic accuracy inspections, discover problems in a timely manner, and repair them to ensure that the machine tool has relatively accurate precision, thereby ensuring the accuracy of the products produced.
For the inspection, maintenance, and correction of machine tools, each time should start and end with 2S. That is, before inspection and maintenance, clean and wipe all parts of the machine tool, especially some heavily soiled areas.
Additionally, observe whether there are abnormal conditions while wiping and record them one by one.
After inspection and maintenance, promptly clean around the machine table and count the tools to avoid leaving tools, rags, and other items inside the machine tool, which can cause unnecessary danger to the operation and safety of the machine tool.