Как современные станки с ЧПУ достигают точности и сложности в производстве? В этой статье рассматриваются различия между 4-осевой и 5-осевой обработкой с ЧПУ, подчеркиваются их уникальные возможности и области применения. Читатели узнают, как эти станки повышают эффективность производства, улучшают точность и расширяют возможности обработки сложных деталей. Погрузитесь в статью, чтобы узнать о нюансах, которые делают многоосевую обработку краеугольным камнем современного производства.
По сравнению с традиционной ручной обработкой, обработка с ЧПУ происходит значительно быстрее. Готовое изделие имеет высокую точность размеров и низкую погрешность при условии, что компьютерный код корректен и соответствует проектным спецификациям.
Производство с ЧПУ - отличный метод для быстрого создания прототипов. Хотя его можно использовать и для производства конечных изделий и компонентов, он обычно экономически эффективен только при краткосрочном производстве в небольших количествах.
Многоосевая обработка с ЧПУ
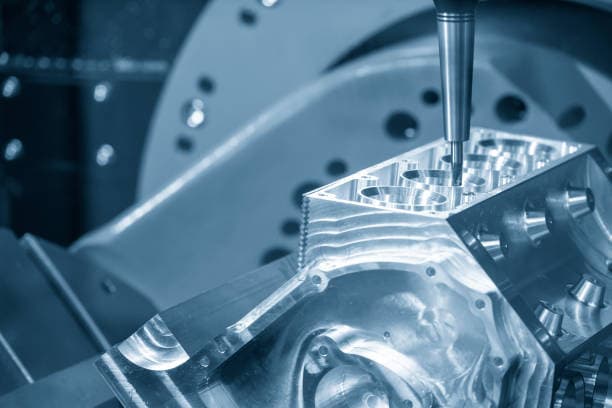
Фрезерование с ЧПУ - это процесс удаления материала с помощью вращающихся инструментов. Заготовка может либо оставаться неподвижной, пока инструмент движется к ней, либо располагаться под заданным углом в станке. Чем больше осей движения у станка, тем сложнее процесс формообразования и выше скорость.
При 4-осевом фрезеровании с ЧПУ к четвертой оси добавляется режущий инструментдвижения, позволяя вращаться вокруг оси X. Таким образом, получается четыре оси движения: ось X, ось Y, ось Z и ось A (вращение вокруг оси X).
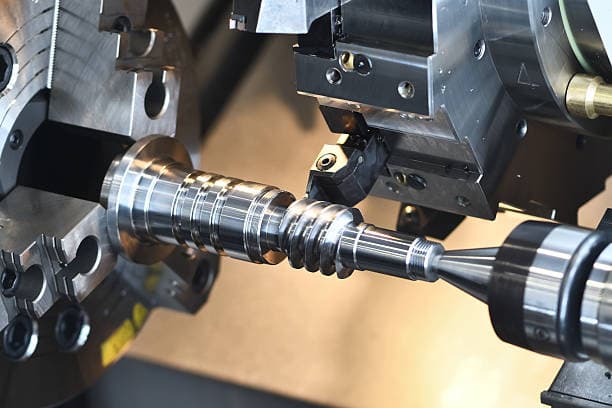
Многие 4-осевые станки с ЧПУ также позволяют заготовке вращаться, что называется осью B, позволяя станку работать и как фрезерный, и как токарный станок.
Характеристики четырехкоординатной навесной обработки
Определение 4-осевой оси: A 4-осевой станок Инструмент имеет по меньшей мере четыре координаты, которые включают три линейные координаты и одну вращательную координату.
Особенности 4-осевой обработки:
(1) Используется, когда 3-осевой станок инструмент не может эффективно обрабатывать заготовку, или когда заготовка должна быть зажата на длительное время.
(2) Повышает точность, качество и эффективность обработки поверхностей произвольной формы.
Преимущества 4-осевой обработки:
(1) Расширенные возможности инструментальной обработки;
(2) Сокращение времени зажима благодаря передовой технологии обработки;
(3) Нет необходимости в зажимах;
(4) Улучшение качества поверхности;
(5) Увеличенный срок службы инструмента;
(6) Оптимизация производственных процессов;
(7) Значительное повышение эффективности переработки и производства.
5-осевая обработка:
Над четырьмя осями находится еще одна ось вращения, как правило, с полным поворотом на 360 градусов в вертикальной плоскости.
5-осевая система обеспечивает полную обработку и зажим за одну установку, что снижает затраты на зажим и минимизирует риск появления царапин на поверхности.
Он идеально подходит для обработки многогранных отверстий и поверхностей, а также деталей с высокими требованиями к точности, особенно при обработке пресс-форм.
Во время движения по всей траектории направление инструмента может быть оптимизировано, а сам инструмент может двигаться линейно, что позволяет поддерживать оптимальные условия резания на протяжении всего процесса.
В чем смысл 4-осевых и 5-осевых связей в обрабатывающем центре?
4-осевая и 5-осевая связь означает количество управляемых осей в системе управления обрабатывающих центров, фрезерных станков с ЧПУ или гравировальных станков.
Четырехкоординатная система навески требует наличия четырех управляемых осей, которые могут управляться одновременно посредством интерполяционного движения. Скорость движения - это суммарная скорость четырех осей, а не индивидуальное управление движением каждой оси. Это позволяет одновременно перемещать одну точку в пространстве к другой точке по четырем осям. Скорость движения каждой оси рассчитывается внутри контроллера с помощью алгоритма интерполяции движения.
В 4-осевом обрабатывающем центре осями являются X, Y, Z и либо A (вращение вокруг оси X), B (вращение вокруг оси Y), либо C (вращение вокруг оси Z). Четыре оси могут двигаться независимо или совместно с другими осями. Однако некоторые 4-осевые станки могут двигаться только независимо и выполнять только функцию индексирующих осей, то есть поворачиваться на определенный угол, а затем останавливаться и блокировать ось, не участвуя в резке.
Аналогично, станок с 4-осевой связью может иметь более четырех осей, но максимальное количество связанных осей все равно равно равно четырем. То же самое относится и к станкам с 5-осевой связью, которые являются более сложными, чем станки с 4-осевой и 3-осевой связью. В настоящее время некоторые Системы ЧПУ В Китае утверждают, что у них пять осей, но некоторые из них - подделка. Настоящая 5-осевая система навески имеет функцию RTCP (компенсация положения в реальном времени).
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались о том, как косозубые шестерни изготавливаются с высокой точностью с помощью современных технологий? Эта статья посвящена сложному процессу обработки косозубых шестерен на четырехкоординатном станке с ЧПУ. Она охватывает...
Вы когда-нибудь задумывались о захватывающей истории токарного станка, станка, который произвел революцию в производстве? В этой увлекательной статье блога мы отправимся в путешествие по...
Вы когда-нибудь задумывались, кто лидирует в китайской индустрии фрезерных станков? В этой статье представлены 10 лучших производителей фрезерных станков в Китае, среди которых такие гиганты отрасли, как WZ Wuhan...
Вы когда-нибудь задумывались о гигантах индустрии станков с ЧПУ? В этой увлекательной статье блога мы совершим глубокое погружение в мир производства станков с ЧПУ, исследуя...
Откройте для себя секретный язык, который оживляет машины! В этой увлекательной статье блога мы погрузимся в захватывающий мир G-кода и M-кода - основных команд программирования, с помощью которых...
Вы когда-нибудь задумывались, как токарный станок с ЧПУ может создавать такие точные детали? В этой статье мы исследуем увлекательный мир токарных станков с ЧПУ, уделяя особое внимание количеству осей...
Вы когда-нибудь задумывались, как точно изготавливаются сложные металлические детали? Ответ на этот вопрос - обработка с ЧПУ. В этой статье рассказывается о том, как инструменты с компьютерным управлением превращают такие материалы, как металл, в сложные детали с...
Представьте себе машину, которая может точно формовать металл с минимальным вмешательством человека, неустанно производя сложные детали для таких отраслей, как аэрокосмическая и автомобильная. В этом и заключается суть ЧПУ (компьютерно-числового...
Вы когда-нибудь задумывались о том, как станки с ЧПУ формируют наш мир? Эти универсальные инструменты революционизируют производство, выполняя задачи от простого сверления до сложной фрезеровки. В этой статье мы рассмотрим различные...