Ковка из стали 42CrMo: Анализ и улучшение аномальной структуры
1. Предисловие 42CrMo - это среднеуглеродистая легированная конструкционная сталь, известная своими комплексными механическими свойствами, отличной прокаливаемостью и широким спектром применения. Она часто используется в машиностроении для производства зубчатых колес, шатунов, высокопрочных болтов и других важных компонентов. Сталь 42CrMo поставляется сталелитейным заводом. Процесс производства включает [...].
42CrMo - это среднеуглеродистая легированная конструкционная сталь, известная своими комплексными механическими свойствами, отличной прокаливаемостью и широким спектром применения. Она часто используется в машиностроении для производства зубчатых колес, шатунов, высокопрочных болтов и других важных компонентов.
Сталь 42CrMo для ковки поставляется сталелитейным заводом. Процесс производства включает в себя рафинирование вне печи, литье в слитки, ковку в чушки и, наконец, нормализацию.
Компания приобрела эту партию кованых заготовок для использования в производстве вала для намотки ленты. Окончательный процесс термообработки для данного изделия будет следующим закалка и отпуск.
Требуемые механические свойства: прочность на разрыв от 900 до 1100 МПа, упругость предел текучести не менее 650 МПа, а энергия поглощения удара - не менее 40 Дж.
Во время проверки сырья было обнаружено, что макро- и микрометаллографические структуры были ненормальными. Предварительно было установлено, что заготовка для ковки не была нормализована.
В этой заметке мы обсудим и проанализируем методы и возможности повышения качества кузнечной заготовки на основе результатов физико-химических испытаний. Будут сформулированы несколько схем термической обработки.
2. Физические и химические испытания
1. Анализ химического состава
В качестве материала для испытаний используется поковка из стали 42CrMo, которая была признана приемлемой в соответствии с требованиями к высококачественной легированной конструкционной стали (GB/T3077-2015).
Результаты испытаний, приведенные в таблице 1, были получены с помощью спектрометра Spectrolab и соответствуют требованиям стандарта.
Таблица 1 Химический состав (массовая доля) образца ковочной массы
Элемент
Стандартное значение
Измеренное значение
C
0.38~0.45
0.45
Si
0.17~0.37
0.26
Mn
0.50~0.80
0.74
Cr
0.90~1.20
1.09
Мо
0.15~0.25
0.22
P
≤0.020
0.018
S
≤0.020
0.012
2. Металлографическое исследование
На складе было проведено металлографическое обследование сырья.
Образец был отобран в соответствии с требованиями GB/T 13298-2015, в котором изложен метод исследования микроструктуры металла. Дефекты макроструктуры и неметаллические Включения оценивались с помощью диаграммы оценки дефектов макроструктуры конструкционной стали GB/T 1979-2001 и GB/T 10561-2005, в которой описано определение содержания неметаллических включений в стали.
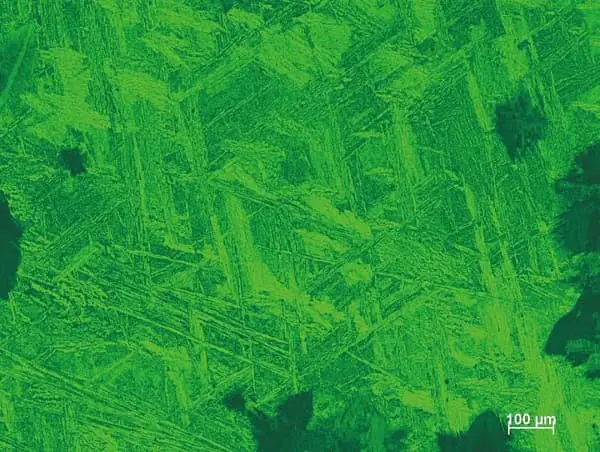
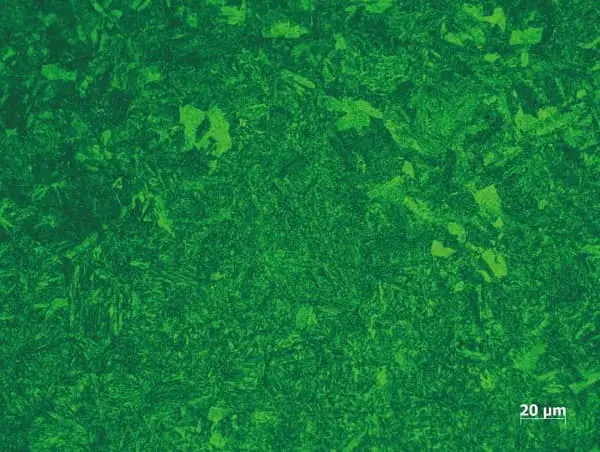
Макроморфология показана на рисунке 1, а микроструктура - на рисунке 2. Результаты испытаний приведены в таблице 2.
Рис. 1 осмотр под малым увеличением образца заготовки для ковки (горячая коррозия в промышленной соляной кислоте 1:1)
a) Крупнозернистый сетчатый феррит
б) Часть ткани представляет собой сорбит
c) Часть ткани состоит из перлита + небольшое количество бейнита и феррита
г) Часть ткани грубая
Рис. 2 Металлографическая структура образца ковочной заготовки
Таблица 2 Результаты металлографических испытаний образцов кованых заготовок
Предметы для тестирования:
Результат обнаружения
Дефект при малом увеличении
В целом, пористость составляет 1 класс, а дендрит на поверхности теста крупнозернистый и имеет серьезную сегрегацию.
Распределение ткани крайне неравномерное, ткань крупнозернистая, ткань представляет собой феррит + перлит + ретикулярный феррит + небольшое количество бейнита
3. Испытание механических свойств
Поковка будет отобрана и испытана на механические свойства в соответствии с требованиями, изложенными в GB/T 2975-2018. В настоящем стандарте изложены требования к месту отбора проб и подготовке образцов для проведения испытаний механических свойств стали и стальных изделий.
Результаты представлены в таблице 3.
Таблица 3 Результаты испытаний механических свойств поковки
Прочность на разрыв / МПа
Предел текучести / МПа
Показатель длины тела после перелома (%)
Энергия поглощения удара (KV2 / J)
983
845
12.0
10, 6.0, 6.0
4. Сравнение схемы термообработки с результатами физико-химических испытаний
Результаты физико-химических испытаний показали, что кованая заготовка имеет грубую структуру, аномальную структуру и плохие механические свойства, которые, как полагают, являются результатом низкого качества ковки и недостаточной нормализации обработки.
Для изучения влияния структуры сырья на окончательную термическую обработку (закалку и отпуск), а также для проверки влияния различных процессов термической обработки на качество сырья было разработано несколько схем термической обработки. Цель - проанализировать и предложить меры по улучшению.
Для испытания остатков ковочной массы были разработаны три процесса термической обработки: нормализация, закалка и отпуск, а также сочетание нормализации и закалки и отпуска.
Из поковок после термообработки были отобраны образцы, которые прошли испытания на металлографическую структуру и механические свойства. Результаты были сопоставлены с проектными требованиями и приведены в таблице 4.
Таблица 4 Показатели производительности и типы структур после трех процессов
Состояние процесса
Прочность на разрыв / МПа
Предел текучести / МПа
Удлинение после разрушения (%)
Энергия поглощения удара (KV2 / J)
Тип организации
Нормализация
1098
959
12.5
17, 15, 18
В организации существует сегрегация; Структура - сорбит + троостит + бейнит
Отпуск
878
752
16.0
77, 87, 80
В ткани наблюдается явная сегрегация; структура - сорбит + небольшое количество феррита
Нормализация + закалка
988
828
16.0
94, 107, 110
Сегрегация существует в организации; Ткань представляет собой сорбит + небольшое количество феррита
Требования к дизайну
900~1100
≥650
≥12.0
≥40
Сорбит, допускается небольшое количество феррита
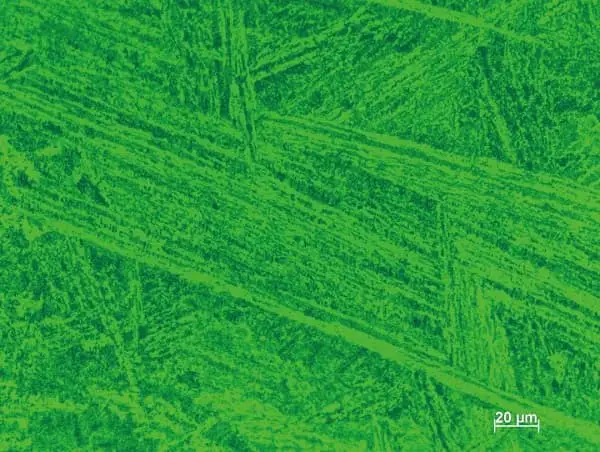
После анализа и сравнения было обнаружено, что прочность и вязкость нормализованного образца значительно повысились, а сетевой феррит в структуре исчез, как показано на рис. 3.
Рис. 3 Структура после нормализации (воздушное охлаждение 880 ℃)
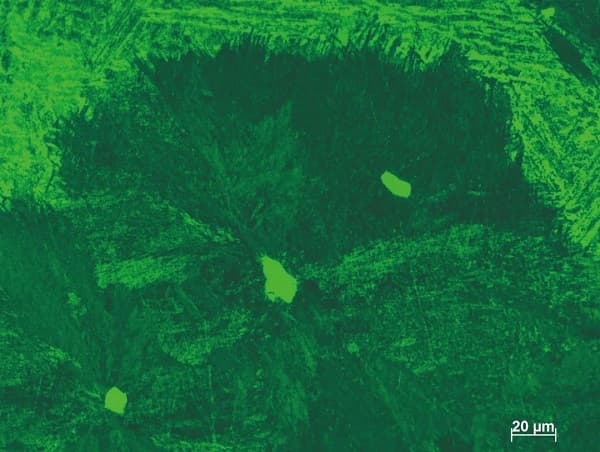
Хотя прямая закалка и отпуск поковки устранили чистый феррит в образце, прочность на разрыв была намного ниже технических требований, а в структуре наблюдалось заметное расслоение, как показано на рис. 4.
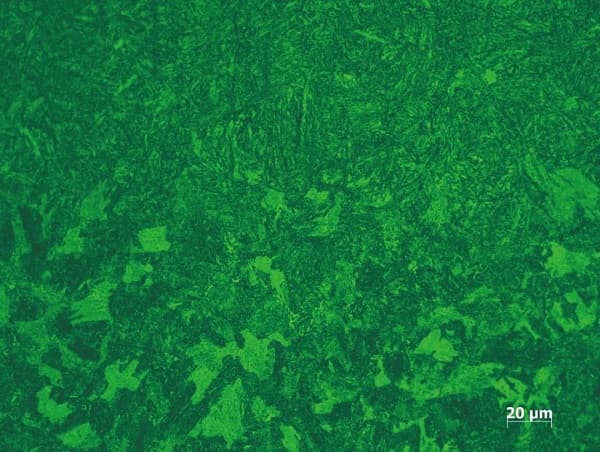
Образцы, прошедшие нормализацию с последующей закалкой и отпуском, не только соответствовали всем техническим требованиям по эксплуатационным показателям, но и улучшили однородность структуры, как показано на рисунке 5.
Ненормальная структура, обнаруженная в поковке, обычно вызвана высокими температурами во время ковки, которые приводят к быстрому росту зерен и неспособности их измельчить. Кроме того, недостаточное охлаждение после ковки может привести к образованию сетевого феррита, что значительно ухудшает механические свойства материала, в частности его ударную вязкость при комнатной температуре.
Для предотвращения образования крупных зерен, сетевого феррита и даже widmanstatten структуры, очень важно строго контролировать температуру нагрева во время ковки и регулировать скорость охлаждения соответствующим образом. Нормализация может способствовать дальнейшему улучшению микроструктуры и предотвращению остаточного феррита и других структур.
Так как поковка не была нормализована в соответствии с требованиями, необходимо усилить металлографический контроль во время складирования сырья, чтобы убедиться, что оно соответствует необходимым требованиям в нормальном процессе. Если в исходной структуре обнаружены такие аномальные явления, как грубая структура, сетчатый феррит или даже широкополосные структуры, перед закалкой необходимо провести нормализационную обработку.
В противном случае полученная структура и свойства могут не соответствовать желаемым требованиям, а наличие ретикулярного феррита может даже вызвать закалочные трещины во время закалки, что приведет к разрушению изделия во время термообработки.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Какая сталь лучше работает в условиях высоких нагрузок - 34CrNi3Mo или 42CrMo? Эта статья посвящена детальному сравнению этих двух высокопрочных легированных сталей, изучению их химического состава, механических свойств,...
Вы когда-нибудь задумывались, как быстро отличить углеродистую сталь от нержавеющей? Понимание различий имеет решающее значение в различных областях применения, от строительства до производства. В этой статье мы рассмотрим...
Вы когда-нибудь ломали голову над тем, как различаются марки стали и алюминия? Наша последняя статья посвящена сложной классификации этих важнейших материалов в семи странах и предлагает всестороннее сравнение. Откройте для себя...
Что делает закалку с индукционным нагревом незаменимой в современной металлообработке? Представьте себе, что вы за считанные секунды преобразуете быстрорежущую сталь, добиваетесь оптимальной твердости и эффективности без ущерба для окружающей среды, характерного для традиционных методов. В этой статье мы рассмотрим...
Что такое сталь 4140? Сталь 4140 (G41400) относится к сверхвысокопрочным сталям, а исполнительным стандартом является ASTM A29M UNS-2012 (Стандартная спецификация общих требований к горячекованной углеродистой стали и...
Вы когда-нибудь задумывались о захватывающем мире твердости металлов? В этой статье мы рассмотрим интригующие концепции и методы измерения и повышения твердости...