Проверка точности гильотинных ножниц: Пошаговое руководство
Ваши гильотинные ножницы делают неровные срезы? В этом руководстве описаны основные шаги для обеспечения точной работы ножниц. Вы узнаете, как измерить геометрическую точность, проверить выравнивание лезвий и точность позиционирования. Следуя этим шагам, вы всегда будете добиваться точных срезов. Читайте далее, чтобы улучшить работу ножниц и поддерживать оптимальную производительность.
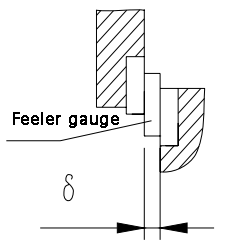
Установите угол наклона ножниц на ноль, толчком опустите держатель инструмента вниз, пока верхнее и нижнее лезвия не совпадут на 1-2 мм по всей длине, а затем выключите главный двигатель.
Измерьте зазор между кромками на расстоянии 50 мм от торца лезвия, а затем через каждые 150 мм вдоль лезвия. Рассчитайте погрешность, взяв разницу между максимальным и минимальным зазорами.
Терпимость: 0,05 мм.
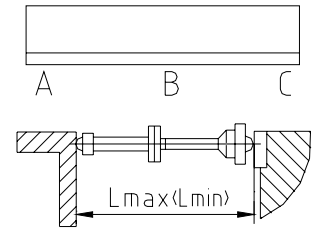
Параллельность между нижним ножом и заглушкой
Метод проверки и схема
Установите ограничитель в максимальное и минимальное положения и измерьте расстояние между ограничителем и нижним лезвием в нескольких местах, делая не менее трех измерений на метр. Погрешность рассчитывается как максимальное значение в пределах любой длины 1000 мм.
Примечание: Значение ошибки в точке B может быть только больше.
Допуск (мм): 0.2/1000.
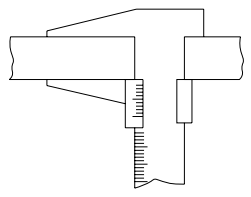
Точность позиционирования заднего фиксирующего материала
Метод проверки и схема
Три целевые позиции должны быть равномерно установлены вдоль всего хода заднего упора и позиционированы от фиксированной точки отсчета на основе линейного или ступенчатого цикла положительной (или отрицательной) подачи.
Фактическое расстояние до заднего упора следует измерить с помощью внутреннего микрометра, а погрешность рассчитать как максимальную разницу между заданным и фактическим положением.
Установите задний упор в определенное положение, подайте сигнал от контрольной точки к целевому положению и закрепите индикатор на магнитном основании измерителя в целевом положении. Погрешность рассчитывается как разница между максимальным и минимальным значениями погрешности.
Допуск (мм): 0.05
Проверка точности работы
Прямолинейность испытуемого образца
Метод проверки и схема
Поместите испытуемый образец на платформу и приложите к его поверхности среза контрольную линейку длиной 1000 мм. Измерьте зазор между ними с помощью щупа и рассчитайте погрешность как максимальное значение зазора.
Допуск (мм): 0.2/1000
Параллельность испытуемого образца
Метод проверки и схема
Измерьте ширину тестового образца в нескольких местах (не менее трех на метр) с помощью штангенциркуля. Погрешность следует рассчитывать как максимальную разницу показаний на длине 1000 мм.
Допуск (мм): 0.2/1000
Примечание: Требования к испытательным образцам для проверки точности обработки:
Длина испытуемого образца (Lmax) должна соответствовать максимальной ширине сдвига пластины.
Ширина (b) испытательного образца должна быть в 15 раз больше толщины срезанной пластины, но не менее 80 мм.
Толщина испытуемого образца должна составлять половину максимальной толщины сдвигаемой пластины.
Количество тестовых заданий не должно быть меньше двух.
Конец отрезанного листа должен быть эквивалентен 10-кратной толщине листа без проверки. Местные заусенцы и другие дефекты на отрезанном участке могут быть удалены или перемещены во время измерения.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Как обеспечить безопасную работу гильотинных ножниц и продлить срок их службы? В этой статье рассматриваются основные методы технического обслуживания гильотинных ножниц - от ежедневных проверок до ежегодного капитального ремонта. Вы узнаете важнейшие...
Ножницы по листовому металлу, как следует из названия, - это машина, используемая для резки листового металла. Выбор материала основывается на общей пластине Q235. Если резать лист Q345, то...
Вы когда-нибудь задумывались о том, как максимально повысить эффективность и безопасность вашей машинки для стрижки овец? В этом руководстве вы найдете важные советы по эксплуатации и обслуживанию этих мощных инструментов. От выбора правильного...
Вы когда-нибудь задумывались о том, как массивные листы металла точно разрезаются с минимальными усилиями? В этой статье мы исследуем увлекательный мир гидравлических гильотинных ножниц. Вы узнаете о...
Вы когда-нибудь задумывались, как на заводах добиваются точных срезов металла с минимальными усилиями? Это универсальный инструмент, используемый для резки металлических пластин под различными углами. В этой статье...
Вы когда-нибудь задумывались, как эти массивные стальные листы разрезаются с такой точностью? Откройте для себя мир гидравлических ножниц - невоспетых героев индустрии производства металла....
Вы когда-нибудь сталкивались с необходимостью замены ножей на гидравлических гильотинных ножницах? Это подробное руководство проведет вас через весь процесс, обеспечивая безопасность и точность на каждом этапе. От первоначальной разборки...
Вы когда-нибудь задумывались, как достигается точность резки в тяжелом оборудовании? В этой статье раскрываются секреты работы и настройки гильотинных ножниц. Узнайте, как обеспечить...
После распаковки пользователь должен проверить соответствие станка упаковочному листу и убедиться в том, что: a. Станок не был поврежден при обращении. b. Нет...