Параметры гибки на листогибочном прессе с ЧПУ: Регулировка: объяснение
Вы когда-нибудь задумывались о том, как точно настроить листогибочный станок с ЧПУ для достижения оптимальной производительности? В этой статье мы рассмотрим основные настройки, необходимые для параметров гибки, такие как регулировка хода и рабочего давления. Вы узнаете, как запрограммировать положение верхней мертвой точки, точки переменной скорости и рассчитать необходимое гидравлическое давление. Независимо от того, нацелены ли вы на точность или долговечность вашего оборудования, понимание этих регулировок имеет решающее значение для эффективной и точной металлообработки. Готовы расширить возможности своего листогибочного станка с ЧПУ? Давайте начнем.
В процессе работы положение верхней мертвой точки, точки переключения скорости и нижней мертвой точки листогибочного станка с ЧПУ должно быть отрегулировано в соответствии с требованиями процесса гибки заготовки. Рабочее давление в гидравлической системе также должно быть отрегулировано в соответствии с фактическим усилием гибки.
Регулировка хода
Регулировка верхней мертвой точки
Положение верхней мертвой точки можно отрегулировать, запрограммировав элемент "открытие" контроллера на изменение верхнего и нижнего положений. См. раздел "Система ЧПУ руководство по эксплуатации" для получения подробной информации.
Регулировка точки переменной скорости
Точка переключения - это положение плунжера, когда он переключается со скорости холостого хода на рабочую скорость. Положение точки переключения можно настроить, запрограммировав пункт "Точка переключения" контроллера.
Регулировка нижней мертвой точки
После завершения рабочего хода плунжера положение нижней мертвой точки может быть отрегулировано путем программирования элемента "Значение оси Y" контроллера.
Регулировка рабочего давления в гидравлической системе
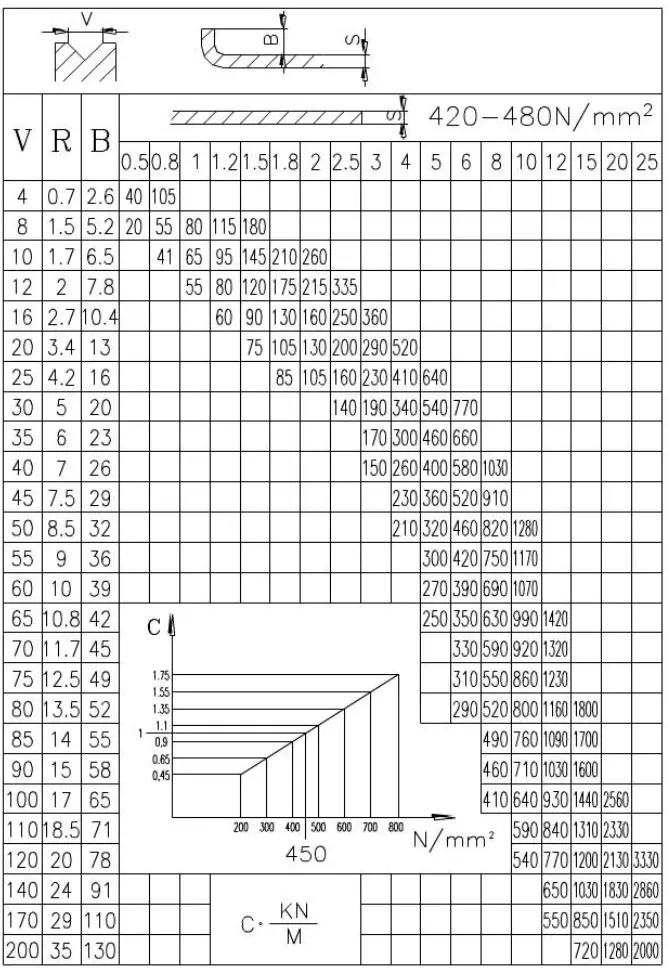
Давление, необходимое для изгиба, может быть рассчитано с помощью метода таблиц или формул, при этом предпочтительнее использовать метод таблиц.
Расчет давления по формульному методу
Необходимое давление на изгиб можно рассчитать по следующей формуле изгиба:
Требуемое усилие на изгиб рассчитывается путем добавления запаса 10%.
Таким образом, требуемая изгибающая сила: F2=1,1 × F1=1,1 × 14000=15400 (кН)
Регулировка рабочего давления
Если расчетное усилие изгиба F2 на длине гиба меньше, чем выходное усилие машины P в приведенной выше таблице, рабочее давление в гидравлической системе должно быть уменьшено, чтобы снизить температуру масла и увеличить срок службы гидравлических компонентов.
Рабочее давление Q в гидравлической системе можно рассчитать по следующей формуле:
Q=28 × F2/P(MPa)
Рабочее давление в гидравлической системе может быть отрегулировано контроллером станка.
Во время регулировки проверьте соответствующее значение P в таблице давления гибки в соответствии с фактическим усилием гибки и введите его в компьютер.
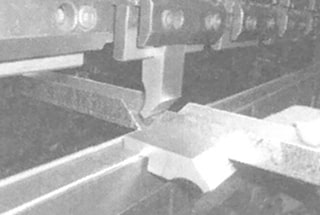
Выпуклый объем рабочего стола
Верстак и плунжер поддерживаются в двух точках по всей длине.
Под действием силы нагрузки P происходит деформация, величина которой обозначается f (см. рисунок ниже).
Для решения этой проблемы в станке используется подвижный "выпуклый" элемент на рабочем столе для компенсации деформации рабочего стола и плунжера и повышения точности угла и прямолинейность заготовки.
Регулируемая величина выпуклости рабочего стола варьируется от 0 до 2,0 мм.
Во время работы определите значение выпуклости в соответствии с фактическим изгибающая нагрузка силу (или разницу углов между двумя концами заготовки и серединой), а затем вводит ее в контроллер для работы.
На конце двигателя для регулировки выпуклости есть небольшое отверстие и набор цифр, которые служат в качестве контрольных позиций измерительного отверстия и нулевой точки выпуклости соответственно. Это обеспечивает удобство для пользователей при определении нулевой точки выпуклости.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Почему плунжеры листогибочных прессов с ЧПУ деформируются, вызывая дорогостоящие задержки производства? В этой статье рассматриваются распространенные причины деформации плунжеров в листогибочных прессах с ЧПУ, начиная от длительного использования и заканчивая напряжением материала,...
По сравнению с обычными листогибочными станками, листогибочные станки с ЧПУ имеют множество преимуществ в повышении эффективности работы. Здесь мы объясним эти преимущества в 6 аспектах. Графический интерфейс пользователя Интерфейс пользователя служит...
Вы когда-нибудь сталкивались с проблемой выбора правильного контроллера листогибочного пресса для своих производственных нужд? В этой статье мы рассмотрим различия между системами ЧПУ и CNC и поможем вам сделать...
Вы когда-нибудь пытались добиться точности и эффективности при использовании листогибочного пресса с ЧПУ? В этой статье мы рассмотрим практические советы по оптимизации работы листогибочного пресса с ЧПУ, охватывающие все аспекты, начиная от добавления...
Вы когда-нибудь задумывались, что делает листогибочный станок с ЧПУ таким точным и мощным? В этой статье мы рассмотрим основные компоненты, обеспечивающие его эффективность, - от прочной станины...
Вы когда-нибудь задумывались о том, как поддерживать ваш листогибочный станок с ЧПУ в идеальном состоянии? Техническое обслуживание станка включает в себя не только периодическую чистку, но и обеспечение надежности каждой детали, от гидравлической системы...
Вы боретесь с несовместимыми изгибами на листогибочном прессе с ЧПУ? В этой статье рассказывается о критических настройках, необходимых для идеальной синхронизации и точности. От тонкой настройки электрогидравлической сервосистемы до...
Установка листогибочного станка с ЧПУ может показаться сложной задачей, но она необходима для обеспечения точности металлообработки. В этом руководстве рассмотрены важнейшие этапы: подъем станка, обеспечение надлежащего фундамента, проведение электрических...
Вы когда-нибудь задумывались, как листогибочные прессы с ЧПУ добиваются точной синхронизации? Эта статья посвящена электрогидравлической системе, стоящей за листогибочными прессами с ЧПУ, и объясняет, как работают такие компоненты, как гидравлические цилиндры и пропорциональные клапаны...