Сварка в защитном газе CO2: Идеальный контроль тока и напряжения
Как добиться идеальной сварки? Понимание тонкостей настройки тока и напряжения сварочного аппарата имеет решающее значение. В этой статье рассматриваются ключевые факторы, влияющие на идеальные настройки для сварки в защитном газе CO2, включая взаимосвязь между сварочным током, напряжением и скоростью подачи проволоки. Освоив эти элементы, вы сможете добиться стабильной длины дуги и превосходного качества сварки. Окунитесь в эту тему, чтобы узнать, как оптимизировать настройки сварочного аппарата для достижения наилучших результатов.
Сварка в газовой защите CO2, разновидность газовой дуговой сварки металлов (GMAW), использует электрическую дугу для выделения тепла, расплавляя как сварочную проволоку (электрод), так и основной металл. Сварочное напряжение, обычно составляющее от 15 до 35 вольт, служит основным источником энергии, контролирующим длину дуги и влияющим на профиль сварочной фаски.
При увеличении сварочного напряжения длина дуги увеличивается, что приводит к более высокой теплоотдаче и, соответственно, к более быстрому расплавлению проволоки. Эта зависимость нелинейна, при этом скорость плавления увеличивается быстрее при более высоком напряжении из-за увеличения резистивного нагрева при удлинении проволоки.
Сварочный ток, обычно составляющий от 50 до 600 ампер в зависимости от области применения, в системах постоянного напряжения является саморегулирующимся. Он определяется динамическим равновесием между скоростью подачи проволоки и скоростью плавления. Устройство подачи проволоки непрерывно подает проволоку с заданной скоростью, а источник питания регулирует ток для поддержания стабильной длины дуги. Этот баланс обеспечивает стабильное качество сварки и глубину проплавления.
1. Сварочный ток
Выбор сварочного тока является критическим параметром для получения высококачественных сварных швов и зависит от множества факторов, включая толщину основного металла, положение сварки, скорость перемещения, состав материала и конфигурацию шва.
При газовой дуговой сварке металлов (GMAW) с использованием защитного газа CO2 необходимо поддерживать синергетическое соотношение между сварочным током, напряжением дуги и скоростью подачи проволоки. Этот баланс имеет решающее значение для оптимизации скорости плавления электродной проволоки и обеспечения стабильной длины дуги на протяжении всего процесса сварки.
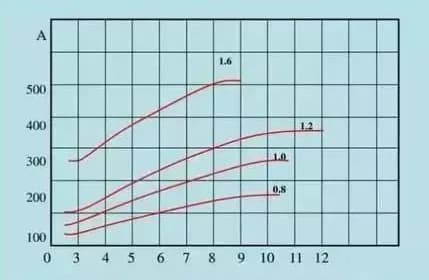
Зависимость между сварочным током и скоростью подачи проволоки
Для данной сварочной проволоки увеличение размера кабеля приводит к увеличению скорости подачи проволоки.
Аналогично, если сила тока остается постоянной, использование более тонкой сварочной проволоки приведет к увеличению скорости подачи проволоки.
2. Сварочное напряжение
Сварочное напряжение, также известное как напряжение дуги, - это критический параметр, который регулирует энергию, вводимую в процесс сварки. Он играет решающую роль в определении характеристик сварочной фаски и общего качества сварки.
Напряжение дуги напрямую влияет на длину и ширину дуги, влияя на распределение тепла по сварочной ванне. Более высокое напряжение дуги приводит к:
Увеличение потребляемой энергии при сварке
Более высокая скорость плавления сварочной проволоки
Повышенный сварочный ток
Более широкий и плоский профиль сварной фаски
Эффективное напряжение дуги можно рассчитать, вычтя падение напряжения в сварочной цепи из выходного напряжения источника питания. Эта зависимость выражается следующим уравнением:
В правильно установленной сварочной установке, соответствующей стандартным требованиям к монтажу, основной источник потери напряжения обычно связан с удлинением кабеля. Эта потеря обусловлена электрическим сопротивлением удлиненных кабелей.
Когда сварочные кабели необходимо удлинить, чтобы достать до удаленных деталей, необходимо компенсировать падение напряжения. Выходное напряжение сварочного аппарата следует регулировать в соответствии со следующими рекомендациями:
Сварочный ток Длина кабеля
100A
200A
300A
400A
500A
10m
О 1V
Около 1,5 В
О 1V
Около 1,5 В
О 2V
15m
О 1V
Около 2,5 В
О 2V
Около 2,5 В
О 3V
20m
Около 1,5 В
О 3V
Около 2,5 В
О 3V
О 4V
25m
О 2V
О 4V
О 3V
О 4V
Около 5 В
Важно отметить, что чрезмерная длина кабеля может привести к значительному падению напряжения, что может ухудшить качество сварки. Поэтому для минимизации потерь напряжения рекомендуется использовать кабель наименьшей практической длины и увеличивать площадь поперечного сечения кабеля при работе на больших расстояниях.
3. Настройка сварочного напряжения
Выбор подходящего сварочного напряжения имеет решающее значение для достижения оптимального качества и эффективности сварки. Напряжение определяется на основе сварочного тока, который, в свою очередь, зависит от таких факторов, как толщина листа, конфигурация шва и положение сварки. Для расчета рекомендуемого диапазона сварочного напряжения используйте следующие формулы:
Для токов < 300A: Сварочное напряжение = (0,05 × Сварочный ток + 14 ± 2) В
Для токов ≥ 300 А: Сварочное напряжение = (0,05 × Сварочный ток + 14 ± 3) В
Пример 1: Сварочный ток 200 А (< 300 А) Сварочное напряжение = (0,05 × 200 + 14 ± 2) В = (10 + 14 ± 2) V = 24 ± 2 V Рекомендуемый диапазон напряжения: 22 - 26 В
Пример 2: Сварочный ток 400 А (≥ 300 А) Сварочное напряжение = (0,05 × 400 + 14 ± 3) В = (20 + 14 ± 3) V = 34 ± 3 V Рекомендуемый диапазон напряжения: 31 - 37 V
Примечание: Эти расчеты являются отправной точкой для настройки напряжения. Может потребоваться точная настройка в зависимости от конкретных условий сварки, свойств материала и желаемых характеристик шва. Всегда обращайтесь к спецификации сварочных процедур (WPS) и проводите пробные сварные швы для обеспечения оптимальных результатов.
4. Влияние сварочного напряжения на сварочный эффект
Сварочное напряжение существенно влияет на характеристики дуги и геометрию сварного шва, непосредственно влияя на общее качество сварки. Оптимальный выбор напряжения имеет решающее значение для достижения желаемых свойств сварного шва и минимизации дефектов.
При чрезмерно высоком напряжении:
Длина дуги увеличивается, что приводит к менее целенаправленной подаче тепла
Образуются более крупные частицы брызг, что повышает риск образования пористости в сварном шве
Сварочный шов становится более широким, но неглубоким, с уменьшенной глубиной проплавления
Высота армирования (высота излишков) уменьшается, что потенциально снижает прочность соединения
Стабильность дуги может уменьшиться, издавая характерный звук "паттер! паттер!".
И наоборот, когда напряжение слишком низкое:
Дуга становится нестабильной, что приводит к увеличению количества брызг, так как сварочная проволока часто замыкается с основным металлом
Сварной шов сужается, что может привести к отсутствию плавления на краях шва
Увеличивается как глубина проникновения, так и высота арматуры, что может привести к чрезмерному армированию и потенциальной концентрации напряжений
Нестабильность дуги проявляется в виде характерного звука "бах! бах! бах!", указывающего на частое короткое замыкание
Оптимальные параметры напряжения зависят от таких факторов, как процесс сварки (например, GMAW, FCAW), скорость подачи проволоки, толщина материала и конфигурация шва. Современные источники сварочного тока часто оснащены синергетическим управлением, автоматически регулирующим напряжение в зависимости от других параметров для поддержания оптимальных характеристик дуги.
Правильный выбор напряжения в сочетании с другими параметрами сварки необходим для получения высококачественных сварных швов с минимальным количеством дефектов, оптимальным проплавлением и требуемыми механическими свойствами.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Почему сварка в защитном газе CO2 часто приводит к образованию пористости и как ее можно предотвратить? В этой статье рассматриваются основные причины возникновения этих досадных дефектов сварного шва, объясняется, как неправильное...
Какая технология сварки действительно выдерживает испытание временем: ручная дуговая сварка или сварка в защитном газе CO2? В этой статье рассматриваются основные различия, преимущества и недостатки этих двух популярных...
Вы когда-нибудь задумывались, как работает газовая сварка и почему она так важна в машиностроении? В этой статье рассказывается о принципах, типах газового пламени и материалах, используемых в...
Представьте себе сварку без газа - хаотичную и слабую. Сварочный газ - это молчаливый чемпион, необходимый для защиты сварных швов от загрязнений, стабилизации дуги и обеспечения прочности соединений. В этой статье рассматривается...
Ваш сварочный аппарат испытывает блокировку потока газа? Эта распространенная проблема может серьезно повлиять на качество сварки, вызывая такие дефекты, как пористость и трещины. В этой статье мы рассмотрим основные причины...
Почему выбор правильной газовой смеси имеет решающее значение для успешной сварки? В этой статье рассматривается, как выбор подходящей газовой смеси может значительно улучшить качество сварки за счет уточнения капель, уменьшения разбрызгивания,...
Вы когда-нибудь задумывались, что делает сварочные газы такими важными и в то же время сложными? В этой статье рассматриваются различные типы сварочных газов, их роль в защите и стабилизации сварных швов, а также...
Что, если бы вы могли повысить точность сварки с помощью всего нескольких настроек? В этой статье рассматривается важнейшая взаимосвязь между сварочным током, диаметром проволоки и толщиной листа в CO2,...
Почему сварка углеродистой стали - это и искусство, и наука? Понимание свариваемости различных углеродистых сталей - от низкоуглеродистых до высокоуглеродистых - имеет решающее значение для обеспечения прочных и долговечных соединений. Это...