1. Процесс производства дверей и окон из алюминиевого сплава
2. Подготовка к работе: Ознакомьтесь со схемой решеток дверей и окон и проконсультируйтесь с технологическая карта двери и окна
Производственный процесс:
1. Процесс производства распашных дверей и окон
Резка рамы и створки → Фрезерование пазов рамы и створки → Фрезерование отверстий и пазов для замков → Бурение Отверстия под фурнитуру → Врезка прижимной планки стекла → Установка уплотнительных планок рамы и створки → Установка прижимных планок стекла → Комбинирование створки и стекла → Установка фурнитурных аксессуаров → Контроль → Упаковка → Хранение
2. Процесс производства раздвижных дверей и окон
Резка рамы и створки → Фрезеровка пазов рамы и створки → Фрезеровка дренажных отверстий → Фрезеровка отверстий под замок и пазов → Установка полос ваты → Сверление отверстий под фурнитуру → Резка прижимной планки стекла → Установка полосы уплотнительной ваты → Установка прижимных планок стекла → Установка шкивов → Комбинация рамы и створки → Контроль → Упаковка → Хранение
1. Раскрой материала рамы
(1) Проверка измерений: Проверьте погрешность между линейкой двухголовочного пильного станка и стальной рулеткой. Если для резки наружных профилей рамы одного и того же окна используются две двухголовочные пилы, обе пилы должны быть откалиброваны до тех пор, пока их линейки и стальная рулетка не будут иметь одинаковый размер.
(2) Контролируйте точность размеров резки: Для одной партии материалов с одинаковыми размерами первый материал следует проверить дважды, чтобы убедиться в правильности размеров, прежде чем приступать к резке. А в партии материалов с одинаковыми размерами выборочно проверьте размер заготовки, чтобы убедиться, нет ли ошибки в раскрое.
(3) Для резки наружной рамы с угловым соединением 45 градусов, при резке первой детали следует использовать универсальную угловую линейку, чтобы проверить, что величина ошибки угла не превышает 10um.
2. Фрезерование технологических отверстий и канавок в материале рамы
(1) Откидная внешняя рама:
Средняя колонна внешней рамы должна быть отфрезерована под впадину и десятину. При фрезеровании впадины и шипа используйте отходы алюминия или короткий образец материала той же модели, чтобы убедиться, что впадина и шип средней стойки плотно прилегают к угловому соединению внешней рамы.
(2) Раздвижная внешняя рама:
При фрезеровании раздвижной нижней рамы используйте головку для материала, чтобы сделать образец, пока нижний фрезерный паз головки для материала не совпадет с рамой, прежде чем использовать его. новый материал для фрезерования паза.
Если стержень скользящего шкива фрезеруется как дренажное отверстие, его длина не должна превышать 20 мм. Длина обоих концов должна быть одинаковой. Для профилей длиной 1800 мм и менее следует фрезеровать два дренажных отверстия, а для профилей длиной более 1800 мм - три.
После фрезерования паза верхняя и нижняя скользящие части должны быть строго сопряжены, чтобы избежать неправильного или обратного фрезерования. В процессе фрезерования на профиле не должно быть царапин и следов.
3. Фрезерование технологических отверстий и канавок в материале створки
(1) Раздвижные двери и оконные створки:
При регулировке высоты крючок и паз должны быть отфрезерованы под прямым углом. Левое и правое поля должны быть одинаковыми.
Регулировочное отверстие для роликов раздвижных дверей и окон должно быть правильным, а расстояние между отверстием и краем профиля должно быть одинаковым с обеих сторон.
Высота замочной скважины для раздвижных дверей: Для створок высотой 2300 мм и менее расположение замочной скважины от земли должно быть на расстоянии 950-1150 мм по вертикали; высота замочной скважины для раздвижных окон, фрезерованных от земли, должна быть на расстоянии 1500-1600 мм по вертикали; высота замочной скважины соседних дверей и окон должна быть одинаковой.
(2) Распашные двери и окна:
Высота замочной скважины для распашных дверей, фрезерованных от земли, должна составлять 950-1150 мм по вертикали, а для распашных окон высота замочной скважины, фрезерованной от земли, должна составлять 1500-1600 мм по вертикали.
Расстояние запорного отверстия от края профиля для распашных окон должно быть одинаковым, с погрешностью не более 1 мм. Высота замочного отверстия должна соответствовать высоте соседних окон. Отверстие для замка в навесном окне должно быть отфрезеровано по центру.
(3) Если внешняя рама навесного окна должна быть отфрезерована с ребрами, длина ребра должна соответствовать спецификации длины опоры. Направление ребра должно соответствовать направлению открывания распашного окна.
4. Фрезерование поперечного сечения в материале рамы:
Длина поперечного сечения, выфрезерованного в средней колонне, равна расстоянию между внутренними углами одной стороны 45-градусной внешней рамы, и в месте соединения конца средней колонны и шипа 45-градусной внешней рамы не должно быть выпуклости или усадки.
5. Резка углового кода для материала рамы и створки:
Ширина углового кода для рамы и створки должна составлять менее 1 мм от внутренней стенки профиля.
И в любой момент проверьте ширину углового кода, чтобы убедиться в его соответствии профилю. Сечение угольника должно быть квадратным, а поверхность - гладкой, без заусенцев.
6. Процесс соединения углов рамы и створки
Описание конструкции сращиваемых десятиугольников, головок десятиугольников и угловых соединений из алюминиевого сплава;
Шлицы и головки должны быть соединены эластичными механическими соединениями, а зазор между соединительными деталями и профилем должен быть заделан клеем. Для герметизации стыков следует использовать высококачественный клей для шипов, при этом не должно быть мест утечки.
Угловое соединение из алюминиевого сплава должно быть собрано с помощью процесса впрыска клея. Поперечное сечение профиля перед сборкой должно быть покрыто специальным клеем для угловых соединений. Позиционирующая планка для углового соединения должна быть изготовлена из нержавеющей стали.
Зазор между угловым соединительным кодом и профилем должен быть заполнен инъекцией клея высокого давления без каких-либо неплотностей.
Технология эластичного соединения Tenon:
Шаг 1: Фрезерование отверстий в профиле.
Шаг 2: Установка уплотнительных прокладок (эластичная прокладка).
Разметка центра: Нанесите герметик шириной около 5 мм на профиль, затем положите уплотнительную накладку поверх герметика и прижмите. Если внутренняя видимая поверхность профиля шире 5 мм, следует использовать две уплотнительные прокладки.
Шаг 3: Установка соединительных элементов.
Установите внутренний соединительный элемент в нужное положение, затем полностью затяните перфорированный винт шестигранным ключом, чтобы перфорированный винт вошел в стенку профиля и зафиксировал соединительный элемент. Навесьте внешний соединительный элемент на внешний профиль рамы.
Внимание:
При креплении соединительного элемента его необходимо точно позиционировать.
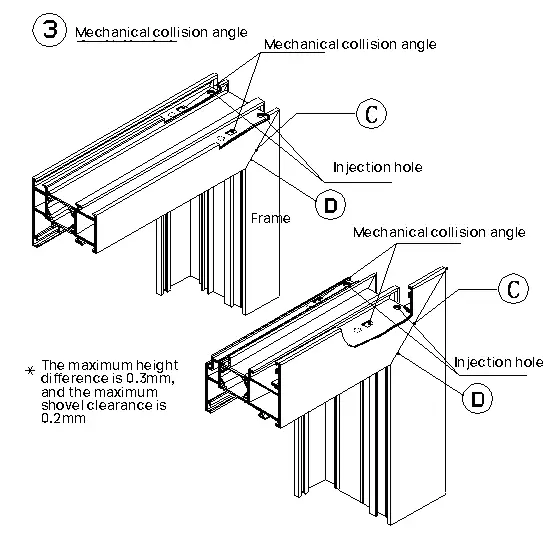
Шаг 4: соединение профиля по типу Tenon.
Примечание:
Очистите детали, которые должны быть соединены, с помощью чистящего/дегтярного средства.
Шаг 5: крепление соединения Tenon.
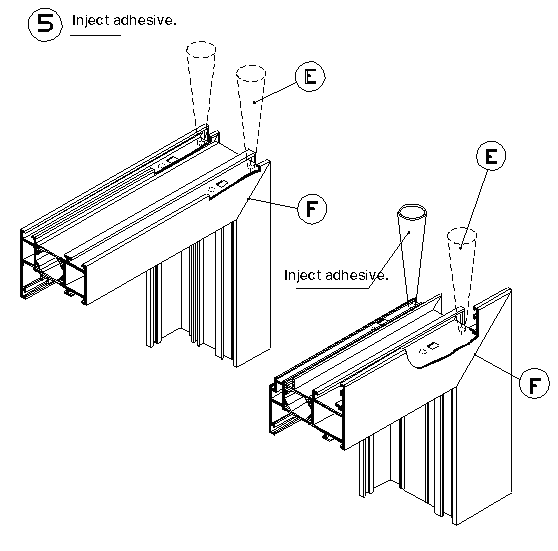
Шаг 6: Впрыскивание клея в соединение tenon.
- Впрыскивайте металлический клей до тех пор, пока он не выльется из отверстия.
- Удалите излишки клея с помощью чистящего/обезжиривающего средства, пока он не затвердел.
- Тщательно очистите открытую поверхность профиля.
- Его необходимо поддерживать в течение 24 часов.
Шаг 7: Нанесите клей-герметик на соединение "тенон".
Нанесите герметик на отрезанные части, особенно на углы и заднюю часть. Для вертикальных соединительных деталей нанесите герметик на переднюю часть паза уплотнительной ленты и прижмите ее. Высота нанесенного герметика должна быть заподлицо с перекрывающей структурой профиля. В завершение выполните герметизацию вокруг отверстия.
Клеевой процесс сборки углов:
A. Очистите соединяемые детали специальным чистящим средством.
B. Нанесите клей (пластиковый диск и резиновый валик) на угловую торцевую поверхность одного из профилей.
C. Сгруппируйте углы и внесите коррективы.
D. Пока клей не затвердел, тщательно очистите излишки клея на углах с помощью чистящего средства.
Вставьте уголок стальная пластина в область профиля наружной рамы и рамы створки. После установки уголка вставьте угловую опору за паз уплотнительной ленты, чтобы укрепить внешний профиль до застывания клея для уголка. Используйте соответствующий инструмент, например большую плоскую отвертку.
E. Впрыскивайте клей до тех пор, пока в отверстиях или штифтах, образовавшихся при выдавливании углов, не будет переливаться клей.
F. Проверьте угловую зону и при необходимости повторите шаг D.
7. Сборка фурнитуры рамы:
Установите элементы фурнитуры, начиная со 150 мм от угла рамы, с шагом не более 600 мм.
8. Узел фурнитуры створки:
Элементы фурнитуры, такие как шкивы и ограничительные карты раздвижных створок, не должны отсутствовать или устанавливаться неправильно. Прямая и горизонтальная шерсть на створке должна быть прочно приклеена.
Сначала следует опробовать положение скользящей опоры для створчатых окон, а после подтверждения точности можно приступать к массовой установке. Опорные винты не должны отсутствовать.
Уплотнительная лента на створке окна не должна быть срезана, а стык должен быть заклеен под створкой.
9. Стекло створки в сборе:
Наклейка на стекло должна быть обращена внутрь помещения, а контакт между стеклом и профилем должен осуществляться с помощью стеклянных прокладок и точечных клейких полосок.
После визуального контроля равномерного перекрытия магниевой сетки можно наносить клей. После высыхания клея следует обрезать его излишки.
10. Проверка качества алюминиевых дверей и окон:
Обработка материала должна быть завершена на перерабатывающем заводе, чтобы обеспечить красоту внешнего вида и точность сборки углов (45 градусов); каждый угол дверей и окон из алюминиевого сплава должен предотвращать проникновение воды и быть обработан двойным угловым кодом инъекции (двухкомпонентная инъекция: Defender, Omni).
Особое внимание следует уделить качеству стеклянных внутренних перегородок, контролировать ровность, вертикальность (с погрешностью в 2 мм) и положение нахлеста внутренних и внешних перегородок оконных створок.