Литье под давлением - это сложный процесс литья металла, при котором в полость прецизионной формы быстро впрыскивается расплавленный металл под высоким давлением, создавая сложные формы с исключительной точностью. Этот процесс имеет общие черты с литьем пластмасс под давлением, но работает при значительно более высоких температурах и давлении. Он отлично подходит для массового производства компонентов малого и среднего размера, что делает его преобладающим методом литья в современном производстве.
Процесс литья под давлением позволяет получать детали с превосходной чистотой поверхности, более жесткими допусками на размеры и улучшенными механическими свойствами по сравнению с традиционными методами литья. Впрыск под высоким давлением обеспечивает отличную текучесть металла, что позволяет получать замысловатые детали и тонкостенные секции, которых трудно добиться другими методами. Кроме того, литье под давлением обеспечивает отличную повторяемость, что делает его идеальным для крупносерийного производства.
Однако качество литых деталей в значительной степени зависит от точного контроля и стандартизации процесса. Колебания важнейших параметров, таких как температура расплава, скорость впрыска, давление в полости и скорость охлаждения, могут привести к целому ряду дефектов. К числу распространенных проблем относятся пористость, холодные замыкания, горячие разрывы и нестабильность размеров. Для смягчения этих проблем в передовых технологиях литья под давлением используются системы мониторинга в режиме реального времени, методы терморегулирования и компьютерное моделирование заполнения формы для оптимизации параметров процесса и обеспечения стабильного и высококачественного выпуска продукции.
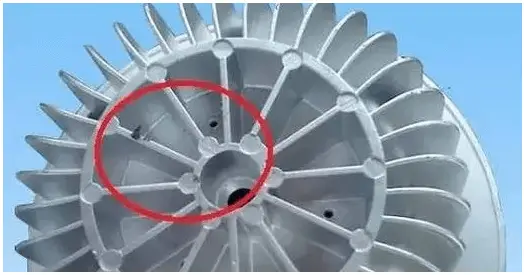
1. Знаки и модели потока
Внешний осмотр:
На поверхности отливки видны разводы, которые соответствуют направлению течения расплавленного металла. Кроме того, имеются четкие ненаправленные линии с различными оттенками, отличающиеся от металлической основы, и эти линии не следуют определенному образцу.
Причины появления следов потеков следующие:
1) Слишком низкая температура пресс-формы;
2) Конструкция бегунка не очень хороша, а положение ворот не очень удачное;
3) Слишком низкая температура подачи;
4) Низкая скорость наполнения и короткое время наполнения;
5) Система ворот неразумна;
6) Плохой выхлоп;
7) Спрей неразумен.
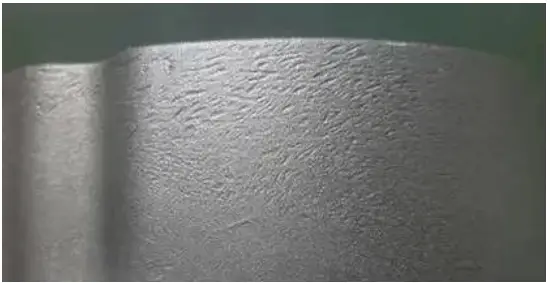
2. Черепашья трещина
Внешний осмотр:
На поверхности литых деталей остаются следы сетчатого рисунка, выпуклые или вогнутые, которые становятся более заметными и расширяются с увеличением количества циклов литья под давлением.
Причины этого следующие:
1) На поверхности имеются трещины литьё под давлением полость штампа;
2) Предварительный нагрев литейной формы происходит неравномерно.
3. Холодная изоляция
Внешний осмотр:
Поверхность деталей, полученных литьем под давлением, имеет характерные, неравномерные и вдавленные линейные линии, небольшие и узкие по форме. Эти линии могут быть как проникающими, так и непроникающими. В некоторых случаях края этих линий могут выглядеть гладкими, но при этом они могут ломаться под действием внешней силы.
Причины этого следующие:
1) Два металлических потока соприкасаются друг с другом, но они не полностью сплавлены, между ними нет включений, и сила сцепления двух металлов очень слабая;
2) Низкая температура заливки или литья под давлением;
3) Неправильное положение бегунка или слишком длинный путь потока;
4) Низкая скорость наполнения.
4. Вдавливание
Внешний осмотр:
На поверхности большинства толстых частей отливки имеются гладкие вмятины (например, в виде дисков).
Причины этого следующие:
1) Вызвано сокращением
- Конструкция литья под давлением неправильная, а разница в толщине стенок слишком велика;
- Неправильное положение бегуна;
- Коэффициент впрыска низкий, а время выдержки короткое;
- Местная температура литейной формы слишком высока.
2) Конструкция системы охлаждения является неразумной;
3) Форма была открыта слишком рано;
4) Слишком высокая температура заливки.
5. Впечатление
Внешний осмотр:
След, оставленный в результате контакта между поверхностью отливки и поверхностью литейной полости, или ступенчатый след на поверхности отливки.
Причины этого следующие:
1) Вызвано выбросом элемента
- Торцевая поверхность штока выбрасывателя изношена;
- Длина регулировки штока выбрасывателя не совпадает;
- Часть полости литейной формы для сращивания плохо сочетается с другими частями.
2) Вызвано сращиванием или движущимися частями
- Вкладыш не закреплен;
- Ослабленные или изношенные движущиеся части;
- Боковая поверхность отливки образована вставками, взаимопроникающими в подвижную и неподвижную формы.
6. Следы адгезии
Внешний осмотр:
Под воздействием внешней силы мелкие чешуйки могут отслаиваться и приобретать светлый или темно-серый цвет.
Причины этого следующие:
1) На поверхности полости литейной формы имеются остатки металла или неметалла;
2) При заливке примеси попадают внутрь первыми и прикрепляются к поверхности полости.
7. Расслаивание (отслаивание)
Осмотр внешнего вида или проверка повреждений:
На части отливки явно видны слои металла.
Причины этого следующие:
1) Жесткость формы недостаточна, и шаблон дрожит в процессе заполнения;
2) В процессе инъекции пуансон ползет;
3) Неправильная конструкция системы бегунков.
8. Фрикционная абляция
Внешний осмотр:
Поверхность литья под давлением в некоторых местах имеет шероховатую поверхность.
Причины этого следующие:
1) Положение, направление и форма слитка, полученного на литейной форме, не соответствуют требованиям;
2) Из-за условий литья расплавленный металл в изложнице сильно растекается, и охлаждение детали недостаточно.
9. Эрозия
Внешний осмотр:
В локальном положении деталей литья под давлением имеются ямки или выпуклые линии.
Причины этого следующие:
1) Неправильное положение ингейта;
2) Плохое состояние системы охлаждения.
10. Трещина
Внешний осмотр:
Поверхность отливки растрескивается при помещении в щелочной раствор, проявляясь в виде темно-серых линий. Эти трещины имеют линейную или волнистую форму и узкие, удлиненные зерна, которые имеют тенденцию к усугублению при внешних нагрузках.
Причины этого следующие:
Результаты показывают, что содержание железа слишком велико или содержание кремния слишком мало, что приводит к высокому содержанию вредных примесей в сплаве, которые снижают его пластичность. В сплаве Al Si и сплаве Al Si Cu содержание цинка или меди слишком велико, а в сплаве Al Mg - слишком велико содержание магния. Содержание меди в сплаве Al Si и сплаве Al Si Cu также слишком велико.
Кроме того, время удержания формы слишком мало, время выдержки слишком мало, а толщина стенок отливки резко меняется. Локальный зажим сила слишком велика и неравномерна в процессе выталкивания.