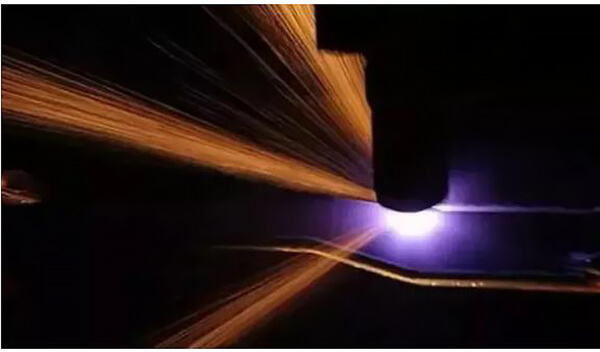
Лазерная сварка - одно из самых ранних и наиболее значимых применений в промышленной лазерной обработке материалов. В ранних приложениях лазерные сварные швы были более высокого качества, что привело к повышению производительности.
Со временем прогресс в лазерной технологии привел к появлению более мощных лазеров, расширению диапазона длин волн и улучшению возможностей импульсов. Кроме того, усовершенствования в области распространения луча, аппаратного и программного обеспечения для управления оборудованием и датчиков процесса способствовали дальнейшему развитию процессов лазерной сварки.
Лазерная сварка обладает рядом уникальных преимуществ, включая низкое тепловыделение, узкий зона слияния и зоны термического влияния, а также отличные механические свойства для материалов, которые ранее было сложно использовать в процессах с большой тепловой нагрузкой на детали. Эти свойства делают лазерную сварку привлекательным вариантом для получения прочных, визуально привлекательных сварных швов.
Кроме того, для лазерной сварки требуется гораздо меньше времени на настройку, а в сочетании с датчиками лазерного слежения можно добиться автоматизации, что приведет к снижению производственных затрат.
Все эти новые технологии расширили спектр применения лазерной сварки. Во многих отраслях промышленности волоконная лазерная сварка успешно применяется для различных металлов, форм, размеров и объемов деталей.
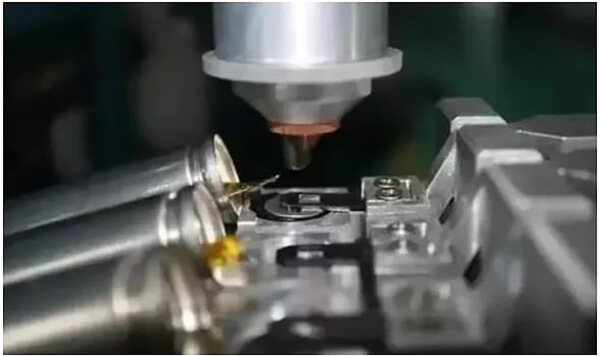
1. Сварка аккумулятора
Все более широкое использование литиевых батарей в электромобилях и электронных устройствах привело к тому, что инженеры начали внедрять волоконно-лазерная сварка в дизайне продуктов.
Оптический волоконный лазер Сварка используется для соединения токоведущих элементов, изготовленных из меди или алюминиевого сплава, с серией батарей в устройстве.
Электрические контакты с положительным и отрицательным электродами батареи формируются с помощью лазера сварка алюминиевого сплаваобычно 3000-й серии, и чистая медь.
Все материалы и комбинации, используемые в батарее, подходят для нового волокна процесс лазерной сварки.
Различные соединения внутри батареи создаются внахлест, встык и с помощью галтелей. сварные соединения.
Лазерная сварка материала наконечника с отрицательной и положительной клеммами обеспечивает герметичный электрический контакт.
Последний этап сборки аккумуляторного блока и процесс сварки Предполагает совместную герметизацию алюминиевого бака, который создает барьер для внутреннего электролита.
Поскольку предполагается, что батарея будет надежно работать в течение 10 лет и более, выбор лазерной сварки гарантирует высокое качество и стабильность.
Используя соответствующее оборудование и процесс лазерной сварки оптическим волокном, можно стабильно получать высококачественные сварные швы алюминиевого сплава серии 3000.
2. Сварка с прецизионной обработкой
Уплотнения, используемые на судах, химических заводах и в фармацевтической промышленности, первоначально сваривались методом TIG. В связи с использованием в чувствительных средах эти компоненты подвергаются прецизионной обработке и шлифовке с применением сплавов на основе никеля, обладающих высокой термостойкостью и стойкостью к химической коррозии. Как правило, размер партии невелик, а количество конфигураций велико.
В настоящее время сборка этих компонентов усовершенствована с помощью волоконно-оптической лазерной сварки. Причины использования волоконной лазерной сварки для замены ранних роботизированных процессов дуговой сварки следующие:
- Лазерная сварка обеспечивает стабильное качество.
- Легко переключаться с одной конфигурации компонентов на другую, что сокращает время настройки и повышает производительность.
- Сборка датчика лазерного слежения для автоматизации работы лазера процесс сварки сокращает расходы.
3. Газонепроницаемая сварка
Сварка волоконным лазером стала предпочтительным процессом для медицинских устройств, таких как кардиостимуляторы и другая электроника, благодаря высокой надежности, обеспечиваемой герметичной электроникой.
Новейшие разработки в области газонепроницаемой сварки позволили решить проблемы, связанные с лазерной сваркой и конечной точкой сварки, что очень важно для достижения газонепроницаемой герметичности.
В предыдущих технологиях лазерной сварки лазерный луч создавал углубления в конечной точке даже при снижении мощности и выключении луча.
Однако с помощью усовершенствованного управления лазерным лучом эти углубления могут быть устранены, в результате чего достигается постоянная качество сварки, улучшенный внешний вид и более надежная герметизация. Это особенно важно для тонких и глубоких сварных швов, где пористость в конечной точке может стать серьезной проблемой.
4. Аэрокосмическая сварка
Контроль геометрии и микроструктуры сварного шва, минимизация пористости и контроль размера зерна имеют большое значение при волоконно-лазерной сварке авиационных сплавов на основе никеля и титана. Во многих аэрокосмических приложениях ключевым критерием проектирования сварных швов является их усталостная прочность.
Для повышения прочности сварки инженеры-конструкторы почти всегда указывают выпуклую или слегка выпуклую форму. поверхность сварки. Для этого в автоматизированном процессе используется линия заполнения диаметром 1,2 мм. Добавление присадочной проволоки в стыковое соединение обеспечивает равномерное формирование сварных коронок на верхнем и нижнем проходах.
Помимо обеспечения хорошей микроструктуры сварного шва, выбор сплава сварочной проволоки также влияет на механические свойства шва.
Способность производить продукцию с использованием различные металлы и сплавов значительно повышает гибкость проектирования и производства.
Оптимизация свойств готовой продукции, таких как коррозия, износостойкость и жаропрочность, при одновременном контроле затрат - распространенная мотивация для сварки разнородных металлов. Соединение нержавеющей и оцинкованной стали - яркий тому пример.
Нержавеющая сталь 304 и оцинкованная углеродистая сталь широко используются в различных областях, таких как кухонные приборы и авиационные компоненты, благодаря своей превосходной коррозионной стойкости.
Однако сварка разнородных металлов сопряжена с некоторыми уникальными трудностями, особенно из-за того, что цинковое покрытие может вызвать серьезные повреждения. пористость сварного шва проблемы.
При сварке энергия, используемая для плавления стали и нержавеющей стали, испаряет цинк при температуре около 900 ℃, что гораздо ниже температуры плавления нержавеющей стали. Низкая температура кипения цинка приводит к образованию пара во время сварки шпуров.
Поскольку пары цинка пытаются выйти из расплавленного металла, они могут остаться в затвердевшем сварном шве, что приведет к чрезмерной пористости. Кроме того, пары цинка могут выходить во время затвердевания металла, что приводит к образованию пор или шероховатостей на поверхности.
Соответствующая совместная конструкция и выбор лазерный процесс параметры позволяют упростить отделку и механическую сварку.
Например, сварные швы внахлестку из 0,6 мм нержавеющей стали 304 и 0,5 мм оцинкованной стали не имеют трещин и пор на верхней и нижней поверхностях.