
Калькулятор и формула силы удара (онлайн и бесплатно)
Вы когда-нибудь задумывались о том, как обеспечить успех проекта штамповки металла? В этой статье мы рассмотрим критические факторы, которые могут сделать или сломать ваш процесс штамповки.....
В настоящее время применение лазерной сварки при разработке деталей штамповки автомобильных кузовов отражается в основном на лазерной сварке пластин внахлест. Это позволяет использовать различные материалы, толщины и покрытия стали для создания единой материальной единицы, тем самым лучше удовлетворяя различные требования деталей к свойствам материала. Благодаря наименьшему весу, оптимальному [...]...

В настоящее время применение лазерной сварки в развитии автомобильной штамповки частей кузова в основном отражается в лазерной сварки пластины.
Это позволяет использовать различные материалы, толщины и покрытия стали для создания единой единицы материала, тем самым лучше удовлетворяя различные требования деталей к свойствам материала.
Благодаря наименьшему весу, оптимальной структуре и наилучшим эксплуатационным характеристикам можно облегчить корпус и снизить затраты за счет продвижения и применения.
В то же время это снижает затраты на исследования и разработку штампов для штамповки автомобилей, анализ процессов проектирования и производства.
Лазерная сварка это тип сварки плавлением, при котором сварка соединения завершается энергетическим лазерным лучом. Тепло, выделяемое при сварке, может быть сведено к минимуму, зона термического воздействия мала, а термическая деформация наименьшая.
Эти преимущества определяют ее важность в производстве автомобильных штампованных деталей. Требования к плоскостности пластины при производстве автомобильных штампованных деталей очень высоки, а сварочная деформация пластины для лазерной круговой сварки может удовлетворить производственные потребности штампованных деталей.
Штампованные детали непосредственно формируются в процессе точения кромок во время производства, поэтому требования к плоскостности листа выше.
В то же время, требования к качеству поставки пластины для лазерной сварки внахлестку будут выше. Чтобы уменьшить деформацию листа и повысить эффективность производства, сталелитейные заводы обычно применяют метод "сварка-первая резка-последняя".
Это уменьшает деформацию, вызванную сваркой, что позволяет избежать проблем с качеством, таких как плохое проплавление на сварное соединение, пропуски сварных швов и растрескивание швов.
Некоторые из часто используемых лазерных сварок листовой металл В качестве примера можно привести внутренние детали, такие как поперечная балка крыши, внутренний лист усиления колесной арки и лист усиления передней части кузова, тонкие и толстые листы используются для лазерной сварки, чтобы соответствовать требованиям прочности кузова.
На рис. 1 показана сваренная лазером часть поперечной балки крыши конкретной модели, которая состоит из листов одной марки 210P1, но разной толщины: самый толстый лист - 1,0 мм, а самый тонкий - 0,7 мм.

Рисунок 2: Лазерная сварка усиления внутренней панели колпака колеса определенной модели, отличающейся толщиной, с одинаковыми марками листов HC260YD+Z-50/50-M. Толщина самой толстой пластины составляет 1,0 мм, а самой тонкой - 0,8 мм.
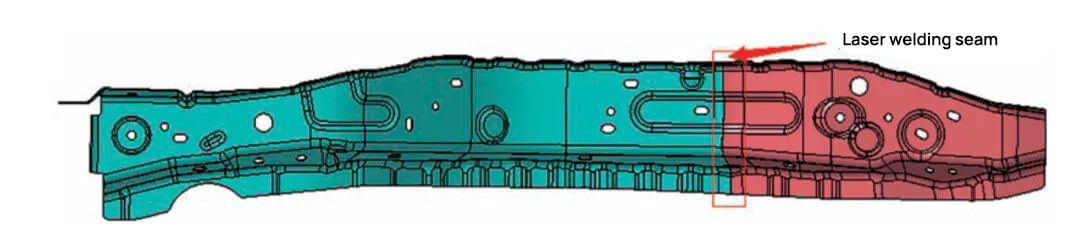
Рисунок 3: Усилительная панель, сваренная лазером для передней панели конкретной модели автомобиля, состоит из листов разной толщины, но из одного и того же материала марки HC420/780DP. Толщина самого толстого листа составляет 2,0 мм, а самого тонкого - 0,8 мм.

Применение пластин с лазерной сваркой повысило точность изготовления всего крыла, передней части и верхней крышки автомобиля, что позволило сэкономить время на регулировку всего автомобиля и снизить трудозатраты.
Однако такая схема производства создает значительные трудности при разработке пресс-формы, особенно для усиливающей пластины передней части, показанной на рисунке 3.
Пластина имеет значительный разброс по толщине, и, согласно техническому анализу, отклонение заготовки при обработке очень велико.
Это требует высокого уровня автоматизированного инженерного анализа (CAE) в процессе проектирования, а также высоких требований к методам компенсации пружинного отката.
При разработке этой детали часто возникают такие проблемы, как плохое формирование угла R, недостаточная прочность в тонколистовых областях и деформация сварного узла.
Решение 1: На основе проблем, возникающих в процессе производства, был проведен анализ компенсации специфических процессов, и на ранних этапах разработки была реализована компенсация пружин.
Решение 2: На рисунке 4 представлен анализ компенсации пружинного отката штамповки неравной толщины для передней усиливающей пластины, сваренной лазером, определенной модели автомобиля, показанной на рисунке 3.
Серая часть заготовки представляет собой поверхность, требующую компенсации пружины.
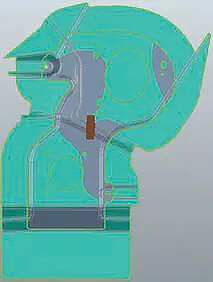
После полной компенсации отскока производственная деталь может соответствовать требуемой точности.
Однако тонкий лист сталкивается с проблемами отскока и недостаточной прочности из-за отсутствия ребер жесткости.
Проблема деформации сварного узла, вызванная разницей в толщине тонкой и толстой пластин, превышающей толщину тонкой пластины, требует дальнейшего решения.
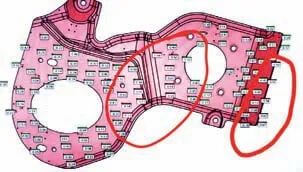
Ключевой вопрос 3: На рисунке 5 представлены координатные точки данных для разности поверхностей одной детали в результате сварочной деформации узла усиления передней панели, сваренного лазером, для определенной модели автомобиля, изображенной на рисунке 3.
Коррекция параллельной разности была выполнена для области внутри красного круга на рисунке 5.
Окончательный вывод по коррекции - диапазон разности поверхностей от -0,5 до 0, что позволяет удовлетворить требования к сварочной сборке и решить проблему сварочной деформации.
Эта проблема требует ручного дуговая сварка исследование пресс-формы для проведения компенсации отскока при производстве детали.
Резюме: Благодаря вышеуказанным ключевым процессам решения проблем, эта деталь теперь отвечает требованиям к сварке при массовом производстве и решает проблемы деформации при сварке при сборке.
Одновременно это дает нам новые подходы к разработке и направления технического совершенствования для будущего развития продукции, помогая повысить качество разработки штампованных деталей и снизить затраты на разработку пресс-форм.
Она обеспечивает снижение затрат, повышение эффективности и оптимизацию процессов для производителей пресс-форм и поставщиков компонентов, а также вносит значительный вклад в защиту окружающей среды.
Лазерная сварка хвостов имеет значительную экономическую ценность и привлекает автопроизводителей.
Тем не менее, он также представляет собой более серьезные проблемы для разработки штампованных деталей, предъявляя более высокие требования к предварительному CAE-анализу, технологической схеме и возможностям технического персонала.
В будущем лазерная сварка будет применяться для сварки кузовов автомобилей и будет развиваться, включая в себя более энергетические методы сварки, чтобы адаптироваться к различным сценариям и требованиям окружающей среды.
Снижая затраты на разработку пресс-форм и инвестиционные расходы разработчиков автомобилей, он создает большую экономическую выгоду для автопроизводителей.
(1) Лазерный синтез технология сварки способствует снижению стоимости разработки штампованных деталей и штампов.
(2) Лазерная сварка плавлением также помогает повысить техническую квалификацию инженеров-разработчиков в CAE-анализе детали springback.
(3) Лазерная сварка также помогает снизить вес кузова автомобиля и общую стоимость разработки, улучшить состояние сборки автомобиля и уменьшить деформацию, вызванную обширной сваркой.

Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.











