Избегайте распространенных дефектов гибки труб: Исчерпывающее руководство
Гибка труб необходима во многих отраслях промышленности, но дефекты могут поставить под угрозу безопасность и качество. Представьте себе, что можно найти способы предотвратить эти проблемы еще до их возникновения. В этом руководстве рассматриваются такие распространенные дефекты гибки труб, как сплющивание, утонение, растрескивание и сморщивание, объясняются их причины и способы их предотвращения. В конце вы узнаете, какие практические шаги необходимо предпринять, чтобы ваши трубы соответствовали самым высоким стандартам. Готовы усовершенствовать свои навыки гибки труб и получать безупречные изгибы? Читайте дальше, чтобы узнать, как это сделать.
Гнутые трубные фитинги широко используются в различных отраслях машиностроения и нефтедобычи, таких как производство химических емкостей, прокладка трубопроводов водоснабжения и изготовление котлов под давлением.
Однако как холодная, так и горячая гибка может привести к появлению различных дефектов разной степени выраженности из-за неправильных технологических условий или операций. Эти дефекты напрямую влияют на безопасность и качество внешнего вида конечного продукта.
Например, водоохлаждаемые стеновые трубы и конвективные трубы котлов с одной стороны подвергаются эрозии под воздействием воды и пара, а с другой - промывке и коррозии под воздействием дымовых газов. Кроме того, диапазон изменения давления и температуры достаточно велик.
Если в трубопроводной арматуре имеются дефекты, это повлияет на безопасную работу всего устройства. Сосуды, работающие под давлением, при дефектах трубопроводной арматуры будут иметь пониженное сопротивление давлению, что повлияет на их безопасность.
Поэтому особенно важно определить причины возникновения различных типов дефектов и принять соответствующие профилактические меры.
1. Распространенные дефекты гнутых труб
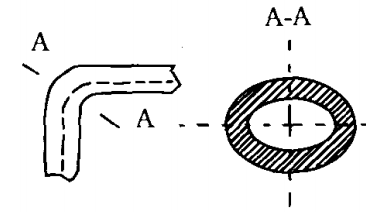
Распространенные дефекты гнутых труб в основном включают следующие формы: сильное уплощение на дуге (эллиптическая форма), сильное истончение внешней стенки дуги, излом на внешней стороне дуги и смятие на внутренней стороне дуги, как показано на рисунке 1.
Эти дефекты не обязательно возникают одновременно, а способы и места их возникновения могут меняться в зависимости от радиуса изогнутой трубы.
Однако перед сгибанием следует принять соответствующие меры для их предотвращения.
(a) Изогнутый участок трубы становится более плоским
(b) Чрезмерное истончение внешней стенки дуговой трубки.
(c) Изгиб с изогнутой стороной
(d) Внутренняя часть дуги начинает морщиться.
Рисунок 1: Распространенные типы дефектов при гибке труб
С точки зрения технологии известно, что когда труба с внешним диаметром D и толщиной стенки S подвергается воздействию внешнего крутящего момента M, заставляющего ее изгибаться, внешняя сторона нейтрального слоя стенки трубы истончается под действием растягивающих напряжений, а внутренняя сторона утолщается под действием сжимающих напряжений (см. рис. 2a).
Одновременно под действием комбинированных сил поперечное сечение изгиба деформируется до приблизительно эллиптической формы (см. рис. 2b). Под воздействием сжимающего напряжения внутренняя стенка трубы может стать неустойчивой и сморщиться (см. рис. 2c).
Как правило, при радиусе изгиба ≥3D можно получить удовлетворительные гнутые трубы. Однако, когда радиус изгиба <2D, особенно при уменьшении R/D или S/D (т.е. радиус изгиба R мал, диаметр трубки больше, а стенка тоньше), возможно возникновение указанных дефектов.
Кроме того, в процессе эксплуатации неправильная установка пресс-формы и другие факторы могут привести к различным виды дефектов в согнутых трубках.
(a) Напряженные условия при изгибе трубы.
(b) Деформация поперечного сечения во время гибка труб.
(c) Внутренняя сторона морщится при сгибании трубы.
Рисунок 2: Напряжения и деформации при чистом изгибе трубы
2. Причины
Ниже мы проведем подробный анализ причин дефектов, возникающих при гибке труб малого радиуса:
2.1 Сильное сплющивание на дуге
При изгибе трубы под действием комбинированных сил F1 и F2 площадь поперечного сечения на дуге приобретает эллиптическую форму.
Для трубы с одинаковыми характеристиками чем меньше радиус изгиба, тем больше эти силы и тем очевиднее сплющивание. Если труба согнута без оправки, сплющивание будет более сильным.
Если используется оправка, но ее диаметр слишком мал или она сильно изношена, что приводит к большому зазору между оправкой и внутренней стенкой трубы, внешняя сторона дуги также может легко сплющиться.
Даже если зазор между дорном и стенкой трубки разумный, если дорн установлен слишком рано, стенка трубки не будет хорошо поддерживаться, и внешняя сторона дуги также сплющится.
Кроме того, если при установке пресс-формы не уделить должного внимания и неправильно совместить поверхности гибочной и компрессионной пресс-форм (колес), труба на дуге также сплющится.
2.2 Чрезмерное истончение на внешней стороне дуги
При малом радиусе изгиба, если трубогиб не оснащен устройством усиления внешней стороны и устройством проталкивания хвостовой части, сопротивление пресс-формы увеличит растягивающее напряжение на внешней стороне дуги, что приведет к смещению нейтрального слоя внутрь.
Это приводит к истончению внешней стороны гнутой трубы, и чем больше сила сжатия, тем больше сопротивление и тем больше истончение. Это особенно верно, когда относительный радиус изгиба R/D и относительная толщина стенки S/D меньше, что делает утонение более очевидным.
Помимо таких факторов, как материал трубы и радиус изгиба, такие факторы, как превышение размера установки оправки и плохая смазка, также увеличивают утонение внешней стороны стенки трубы.
2.3 Трещины на внешней стороне дуги
Трещины или разрывы на внешней стороне дуги при гибке труб могут быть вызваны различными факторами.
К ним относятся неправильная термическая обработка материала трубки, чрезмерный размер зерна, чрезмерное давление пресс-формы (колеса), вызывающее большое сопротивление изгибу, слишком малый зазор между оправкой и внутренней стенкой трубки, вызывающий большое трение, плохая смазка, чрезмерное изгибающее усилие вызывающие вибрацию машины, и другие.
2.4 Морщины на внутренней стороне дуги
Существует три распространенные ситуации, когда морщины возникают на внутренней стороне дуги: морщины в передней точке касания, в задней точке касания или по всей внутренней стороне дуги.
Морщинистость в передней касательной точке обычно вызвана заниженным размером предварительной установки оправки, когда стенка трубы в передней касательной точке плохо поддерживается во время гибки.
Морщинистость в точке касания спинки обычно возникает из-за того, что не была установлена форма для защиты от морщин или форма для защиты от морщин и гибочная форма не были правильно выровнены в точке касания.
Полное сморщивание обычно происходит, если диаметр оправки слишком мал, создавая большой зазор между оправкой и стенкой трубы, что приводит к легкому сморщиванию.
Это также может быть вызвано недостаточным давлением со стороны компрессионного колеса, что не позволяет трубе правильно выровняться с гибочной формой и формой для защиты от сморщивания во время гибки, что приводит к нестабильности и сморщиванию под действием сжимающего напряжения.
3. Политика по предотвращению дефектов гибки труб
Для предотвращения или уменьшения дефектов гибки труб и производства труб, отвечающих требованиям, в процессе гибки должны быть приняты соответствующие контрмеры.
В пределах допустимого диапазона конструкции изделия следует по возможности использовать больший радиус изгиба. В отношении распространенных дефектов, упомянутых выше, следует принять целенаправленные меры.
3.1 Для труб с сильным сплющиванием на внешней стороне дуги, при выполнении гибки без оправки, пресс-форма (колесо) может быть разработана с антидеформационной структурой канавки для уменьшения степени сплющивания при гибке.
При гибке на оправке необходимо периодически проверять износ оправки, чтобы убедиться, что односторонний зазор между оправкой и внутренней стенкой трубы составляет не более 0,5 мм. Кроме того, предварительно установленный размер оправки должен быть соответствующим.
3.2 Утонение на внешней стороне дуги при гибке труб малого радиуса является характерной особенностью процесс гибки и это неизбежно.
Однако следует принять меры для преодоления чрезмерного истончения. Обычно эффективным методом является использование трубогиба с боковым усилителем и толкателем на заднем конце.
Во время работы бустер или толкатель продвигает трубку вперед, компенсируя некоторое сопротивление при изгибе, улучшая распределение напряжений по сечению трубки и смещая нейтральный слой наружу, тем самым уменьшая утонение на внешней стороне дуги.
Скорость бустера и толкателя определяется в зависимости от реальных условий гибки, чтобы она соответствовала скорости гибки.
3.3 В случаях, когда труба трескается на внешнем изгибе дуги, необходимо сначала убедиться, что материал трубы находится в хорошем состоянии термообработки.
После исключения факторов, связанных с материалом трубки, проверьте, есть ли зажим Слишком высокое давление формы и отрегулируйте его так, чтобы оно было оптимальным.
Проверьте, не слишком ли велик диаметр стержня, и если да, то отшлифуйте его, обеспечив хорошую смазку стержня и внутренней стенки трубы, чтобы уменьшить сопротивление изгибу и трение. В то же время примите соответствующие меры, чтобы избежать вибрации станка и т. д.
3.4 При появлении складок на внутренней стороне дуги следует принять меры в зависимости от их расположения.
Если в передней точке реза образуются морщины, отрегулируйте положение стержня вперед, сделав его соответствующим образом, чтобы обеспечить разумную поддержку трубы во время сгибания.
Если в месте задней резки образуются морщины, установите блок против морщин, обеспечьте правильное положение его установки и отрегулируйте давление прижимной формы (колеса) в соответствии с требованиями.
Если по всей внутренней стороне дуги имеются морщины, помимо регулировки прижимной формы (колесика) для создания соответствующего давления, проверьте диаметр стержня - если он слишком мал или сильно изношен, замените стержень.
4. Заключение
В процессе гибки труб могут возникать различные типы и степени дефектов из-за неправильной техники и эксплуатации.
Поэтому причины возникновения различных типов дефектов должны быть проанализированы, а соответствующие меры должны быть приняты в зависимости от ситуации.
Это позволяет уменьшить или даже исключить возникновение дефектов, тем самым производя более качественные гнутые трубы.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь удивлялись замысловатым изгибам и поворотам промышленных труб? В этой статье блога мы исследуем увлекательный мир оборудования и расчетов для гибки труб. Наш эксперт...
Вы когда-нибудь задумывались, что обеспечивает бесперебойную работу листогибочного станка с ЧПУ? Ответ кроется в гидравлическом масле. Эта незаменимая жидкость обеспечивает оптимальную производительность и долговечность станка. В нашей статье...
Вы когда-нибудь задумывались, как листогибочный пресс придает металлу такую точность? В этой статье мы расскажем о деталях и функциях листогибочного пресса и покажем вам его важную роль...
Задумывались ли вы когда-нибудь о том, на чем держатся уличные фонари, указывающие нам путь домой? В этом блоге мы исследуем увлекательный мир фонарных столбов, начиная с их материалов и заканчивая...
Вы когда-нибудь задумывались, как плоский лист металла превращается в сложную форму? Листогибочные прессы - это невоспетые герои производственного мира, которые сгибают и формируют металл...
Вы когда-нибудь задумывались, как работает гидравлическая система листогибочного пресса? В этой статье мы погрузимся в тонкости этого важного компонента. Наш эксперт, инженер-механик, расскажет...
Внимание всем механикам и энтузиастам машиностроения! Вы когда-нибудь задумывались о тонкостях эксплуатации листогибочного станка? В этой статье мы окунемся в мир...
Выбор между электрическим и гидравлическим листогибочным прессом может существенно повлиять на эффективность вашего бизнеса и затраты. Электрические листогибочные прессы обеспечивают превосходную экономию энергии, экологические преимущества и более высокую скорость работы, в то время как...
Ваш гидравлический листогибочный пресс доставляет больше головной боли, чем должен? Обеспечение бесперебойной работы этих сложных машин жизненно важно, чтобы избежать дорогостоящих простоев и ремонтов. В этой статье рассматриваются основные вопросы технического обслуживания...